Изобретение относится к установке для нанесения покрытия на порошковые материалы, в частности к установкам для нанесения покрытия химическими методами, такими как химическое осаждение и может найти применение в порошковой металлургии, а именно в получении композиционных материалов.
Известно устройство для нанесения покрытий на порошковые материалы, содержащее вакуумную камеру с системой откачки, держатель порошка, токопроводящий гибкий вал, связанный с приводом вращения и источником опорного напряжения, виброперемешиватель - держатель порошка посредством токопроводящего гибкого вала кинематически связан с приводом вращения, установлен на платформу, обеспечивающую его установку на угол, равный 0-45° относительно вертикальной оси, и выполнен в виде цилиндрической чаши с коническим дном (Патент РФ на полезную модель №139352 от 20.11.2013, МПК B22F 1/02, C23C 14/34 опубл. 20.04.2014 бюл. №11).
Недостатками данного устройства являются низкое качество получаемого порошкового материала, связанное с неравномерностью нанесения покрытия на исходный порошковый материал из-за того, что процесс, проходящий в чаше, является неуправляемым, а также высокая стоимость самого устройства.
Наиболее близким является автоматизированная установка для нанесения покрытия на порошковые материалы, содержащая управляющее устройство, стационарную раму, чашу с крышкой, установленную на подвижном крепежном элементе стационарной рамы, при этом чаша с крышкой выполнены как с возможностью вращения вокруг своей оси при помощи первого редуктора, установленного на подвижном крепежном элементе, так и с возможностью наклона с помощью второго редуктора, при этом чаша снабжена нагревательным устройством (Патент РФ на изобретение №2407599 от 04.03.2005, МПК B05C 3/09, B05D 1/02, опубл. 27.12.2010 бюл. №36).
Недостатками данной установки являются наличие инфракрасного нагревательного устройства, которое не позволяет достичь равномерного нагрева реагентов внутри чаши, и низкое качество получаемого готового продукта, связанное с неравномерностью нанесения покрытия на материалы, так как во время рабочего процесса большая часть порошкового материала перемещается во впадину чаши, не позволяя достичь равномерного нанесения покрытия.
Техническим результатом заявленной автоматизированной установки является повышение равномерности нанесение покрытия на порошковые материалы, следовательно, и повышение качества готового продукта, благодаря автоматизированной работе установки за счете контроля управляющей программы по датчикам положения чаши и вращению чаши как вокруг своей оси, так и под различным углом наклона, достигаемое установкой редуктора на подвижном крепежном элементе.
Технический результат достигается тем, что в автоматизированной установке для нанесения покрытия на порошковые материалы, содержащей управляющее устройство, стационарную раму, чашу с крышкой, установленную на подвижном крепежном элементе стационарной рамы, при этом чаша с крышкой выполнены как с возможностью вращения вокруг своей оси при помощи первого редуктора, установленного на подвижном крепежном элементе, так и с возможностью наклона с помощью второго редуктора, при этом чаша снабжена нагревательным устройством, в отличие от известной второй редуктор установлен на одном из концов подвижного крепежного элемента, вокруг чаши, снабженной перемешивающими элементами, на подвижном крепежном элементе жестко закреплено нагревательное устройство, вокруг которого жестко установлен защитный кожух на подвижном крепежном элементе, к управляющему устройству установки подключены датчики определения параметров процесса, расположенные внутри чаши, датчики крайних положений чаши, закрепленные на стационарной раме и датчики угла наклона чаши, установленные на свободном конце подвижного крепежного элемента, подвижный крепежный элемент выполнен в виде поворотной рамы, защитный кожух чаши имеет технологические окна для демонтажа чаши, нагревательный устройство представляет собой нагревательный кожух.
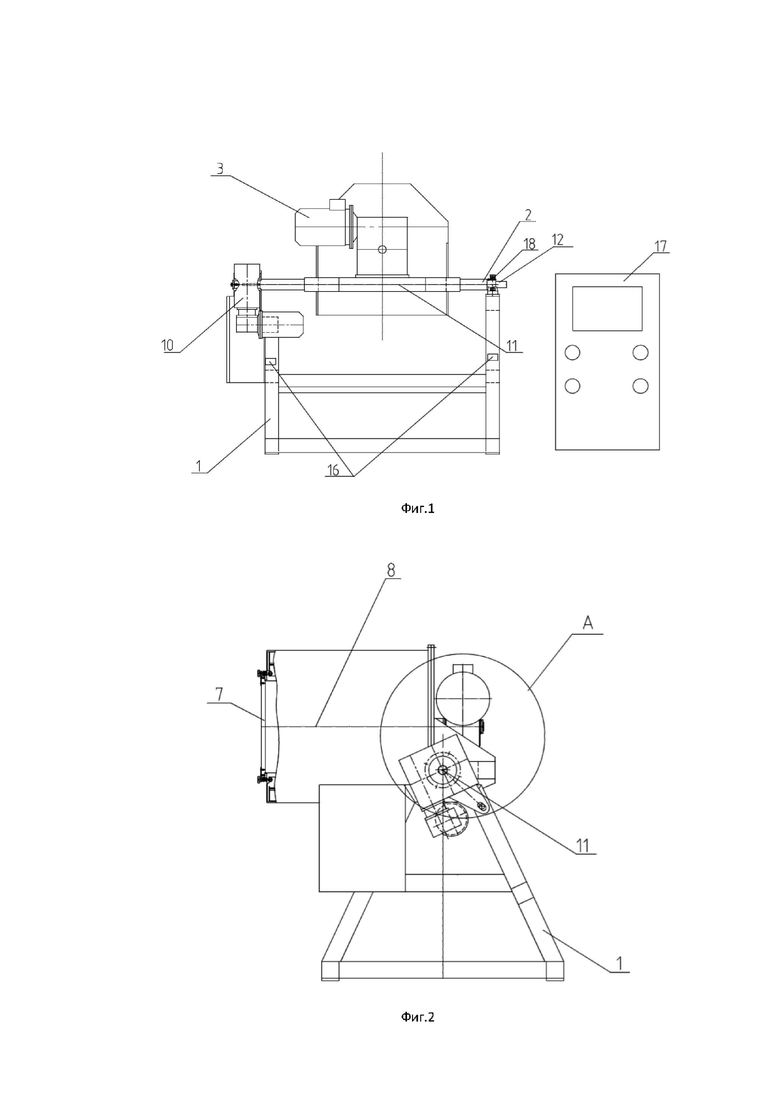
На фигурах показано:
Фиг. 1 - общий вид автоматизированной установки;
Фиг. 2 - вид сборку на автоматизированную установку;
Фиг. 3 - вид А фиг. 2;
Фиг. 4 - положения чаши.
Автоматизированная установка для нанесения покрытия на порошковые материалы, например, для нанесения металлического покрытия на неметаллический порошок, состоит из стационарной рамы 1 (фиг. 1, 2), в которой установлен подвижный крепежный элемент 2, исполненный предпочтительно в виде поворотной рамы. На подвижном крепежном элементе 2 установлен первый редуктор 3, предпочтительно первый мотор-редуктор, на цапфе 4 которого с помощью фланцев 5 закреплена чаша 6 с крышкой 7 (фиг. 2, 3), вращающиеся с помощью первого редуктора вокруг оси 8 чаши (фиг. 2).Чаша 6 снабжена перемешивающими элементами 9 для равномерности нанесения покрытия на весь объем порошкового материала (фиг. 3).
На одном из концов подвижного крепежного элемента 2 установлен второй редуктор 10 (фиг. 1), предпочтительно второй мотор-редуктор для наклона чаши 6 с крышкой 7 относительно горизонтальной оси 11.
На свободном конце подвижного крепежного элемента 2 установлены датчики 12 определения угла наклона чаши 6.
На подвижном крепежном элементе 2 вокруг чаши 6 с крышкой 7 жестко закреплено нагревательное устройство 13. Нагревательное устройство 13 может быть выполнено в виде нагревательного кожуха, внутри которого имеются нагревательные элементы, например, ТЭНы (фиг. 3).
Вокруг нагревательного устройства 13 на подвижном крепежном элементе 2 жестко установлен защитный кожух 14 с технологическими окнами для демонтажа чаши 6.
При этом нагревательное устройство 13 может быть так же установлено как на саму чашу 6, так и на защитный кожух 14 автоматизированной установки.
Внутри чаши установлены датчики 15 определения параметров процесса, такие как датчик температуры, датчик определения pH раствора кислотности и другие.
Для определения крайних положений наклона чаши 6, например положение «загрузка» и положение «выгрузка» на стационарной раме 1 установлены датчики 16 крайних положений чаши (фиг. 1).
Датчик 12 угла наклона чаши 6, датчики 15 определения параметров процесса внутри чаши 6, датчики 16 крайних положений чаши 6 подключены к управляющему устройству 17, основой которого является программируемый контроллер, позволяющему регулировать и контролировать параметры процесса (фиг. 1).
Подвижный крепежный элемент 2 установлен в стационарной раме в подшипниковой опоре 18 (фиг. 1).
Автоматизированная установка работает следующим образом.
На управляющее устройство 17 вводятся параметры процесса, такие как масса неметаллического порошка, температура нагрева, рН реакционного раствора, угол наклона чаши 6 при нанесении покрытия, углы крайних положений «загрузка» и «выгрузка» и другие.
Включается редуктор 10 для установки чаши 6 под углами в процессе работы установки. Чаша 6 устанавливается в положение «загрузка» и загружается неметаллический порошок (фиг. 4), на который будет наноситься покрытие. Положение «загрузка» осуществляется при угле 10-30° наклона чаши 6 относительно горизонтальной оси 11. Затем загружается реакционный раствор. Количество реакционного раствора зависит от исходного количества неметаллического порошка и регулируется управляющим устройством 17.
Чаша 6 закрывается крышкой 7. Управляющая программа 17 запускает автоматический режим работы, состоящий из включения нагревательного устройства 13, включения вращения, поворота чаши 6 на нужный угол, подачу материалов исходя из автоматического цикла.
С помощью редуктора 10 чаша 6 с крышкой 7 устанавливается на рабочий угол. Рабочий угол наклона чаши 6 может быть равен 30-150° относительно горизонтальной оси 11. Включается редуктор 3 для вращения чаши 6 вокруг своей оси 8 с заданным количеством оборотов. Начинается процесс нанесения покрытия химическим способом (фиг. 4).
Датчики определения параметров процесса 15 подают сигналы на управляющее устройство 17. При достижении критических значений параметров (например, температуры, рН и так далее) управляющее устройство 17 в автоматическом режиме снижает или повышает эти параметры до заданного уровня. Например, это достигается путем понижения/повышения температуры нагревательного устройства 13, или добавления реагентов в чашу 6 для стабилизации процесса.
За протеканием процесса нанесения покрытия осуществляется визуальный контроль (например, с помощью камеры или сканирующего устройства) с подачей сигнала на управляющее устройство 17. При достижении нужного цвета раствора по визуальному контролю останавливается вращение чаши 6 по сигналу с управляющего устройства 17 на редуктор 3. По сигналу управляющего устройства 17 чаша 6 устанавливается в положение «выгрузка» с помощью редуктора 10. Положение «выгрузка» осуществляется при угле 150-180° наклона чаши 6 относительно горизонтальной оси 11. После оседания порошка на дно чаши 6 удаляется реакционный раствор (фиг. 4).
Если требуется повторное нанесение покрытия на порошок после предыдущего цикла, то чаша 6 устанавливается с помощью редуктора 3 в положение «загрузка», загружается новый реакционный раствор в чашу 6, чаша 6 закрывается крышкой 7, и цикл повторяется сначала. При этом нагревательное устройство 13 после каждого цикла останавливается.
Количество циклов для нанесения покрытия на неметаллический порошок зависит от химического состава требуемого готового продукта.
После последнего цикла нанесения покрытия чаша 6 устанавливается в положение «выгрузка» с помощью редуктора 10, при этом редуктор 3 останавливается. Отработанный реакционный раствор удаляется после оседания порошка на дно чаши 6. Чаша 6 устанавливается в положение «загрузка» с помощью редуктора 10 и в нее заливается вода для промывки. Чаша 6 закрывается крышкой 7, устанавливается на рабочий угол, включается редуктор 3 для вращения чаши 6 вокруг своей оси 8. Нагревательное устройство 13 при этом отключено. После окончания цикла промывки чаша 6 с крышкой 7 устанавливается в положение «выгрузка» и удаляется отработанная вода. При этом осуществляется контроль ее рН. Если рН воды отличен от нейтрального значения, то цикл промывки повторяется сначала с новой водой. При этом промывка может осуществляться без закрытия крышкой 7 чаши 6. После последнего цикла промывки и удаления воды в положении чаши 6 «выгрузка» готовый продукт - порошок удаляется для дальнейшей сушки.
Благодаря тому, что в автоматизированной установке для нанесения покрытия на порошковые материалы, содержащей управляющее устройство, стационарную раму, чашу с крышкой, установленную на подвижном крепежном элементе стационарной рамы, при этом чаша с крышкой выполнены как с возможностью вращения вокруг своей оси при помощи первого редуктора, установленного на подвижном крепежном элементе, так и с возможностью наклона с помощью второго редуктора, при этом чаша снабжена нагревательным устройством, в отличие от известной второй редуктор установлен на одном из концов подвижного крепежного элемента, вокруг чаши, снабженной перемешивающими элементами, на подвижном крепежном элементе жестко закреплено нагревательное устройство, вокруг которого жестко установлен защитный кожух на подвижном крепежном элементе, к управляющему устройству установки подключены датчики определения параметров процесса, расположенные внутри чаши, датчики крайних положений чаши, закрепленные на стационарной раме и датчики угла наклона чаши, установленные на свободном конце подвижного крепежного элемента, подвижный крепежный элемент выполнен в виде поворотной рамы, защитный кожух чаши имеет технологические окна для демонтажа чаши, нагревательный устройство представляет собой нагревательный кожух достигается повышение равномерности нанесение покрытия на порошковые материалы, следовательно, и повышение качества готового продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения наноструктурированных композитных многофункциональных покрытий из материала с эффектом памяти формы на поверхности детали | 2019 |
|
RU2718785C1 |
| УСТАНОВКА ВЫДВИЖНОГО ТИПА ДЛЯ ТЕРМОТЕРАПЕВТИЧЕСКОГО ЛЕЧЕНИЯ | 2012 |
|
RU2530791C1 |
| УНИВЕРСАЛЬНЫЙ ТОПОПРИВЯЗЧИК (УТП) НА БАЗЕ ЛЕГКОВОГО ТРАНСПОРТНОГО СРЕДСТВА ПОВЫШЕННОЙ ПРОХОДИМОСТИ | 2009 |
|
RU2413637C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2014 |
|
RU2561540C2 |
| Линия для нанесения защитного покрытия на наружную поверхность труб | 1989 |
|
SU1703192A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| УСТРОЙСТВО С ФУНКЦИЕЙ БИДЕ | 2017 |
|
RU2734544C1 |
| Установка селективного лазерного спекания и способ получения крупногабаритных изделий на этой установке | 2019 |
|
RU2717761C1 |
| ДИСТАНЦИОННО УПРАВЛЯЕМЫЙ МОБИЛЬНЫЙ РОБОТ, ВИДЕОКАМЕРА МОБИЛЬНОГО РОБОТА, ЗВУКОПРИЕМНАЯ СИСТЕМА САМОНАВЕДЕНИЯ МОБИЛЬНОГО РОБОТА, СФЕРИЧЕСКАЯ ГРАНАТА | 2011 |
|
RU2473863C1 |
| Автоматическая мобильно-позиционированная роботизированная система локального пожаротушения | 2016 |
|
RU2637745C1 |

Изобретение относится к порошковой металлургии, в частности к установкам для нанесения покрытия химическими методами. Может использоваться для получения композиционных порошковых материалов. Автоматизированная установка для нанесения покрытия содержит управляющее устройство для контроля и регулирования параметров процесса напыления, стационарную раму с подвижным крепежным элементом, установленную на подвижном крепежном элементе чашу с крышкой, снабженную нагревательным устройством и выполненную с возможностью вращения вокруг своей оси посредством первого редуктора, установленного на подвижном крепежном элементе, и возможностью наклона посредством второго редуктора. На стационарной раме закреплены датчики крайних положений чаши. Второй редуктор установлен на одном из концов подвижного крепежного элемента, на втором конце подвижного крепежного элемента установлены датчики угла наклона чаши. Чаша снабжена перемешивающими элементами и размещенными внутри чаши датчиками определения параметров процесса. Нагревательное устройство размещено вокруг чащи и жестко закреплено на подвижном крепежном элементе, вокруг нагревательного устройства на подвижном крепежном элементе жестко установлен защитный кожух. Обеспечивается повышение равномерности нанесения покрытия и качества готового продукта. 3 з.п. ф-лы, 4 ил.
1. Автоматизированная установка для нанесения покрытия на порошковые материалы, содержащая управляющее устройство для контроля и регулирования параметров процесса напыления, стационарную раму с подвижным крепежным элементом, установленную на подвижном крепежном элементе чашу с крышкой, снабженную нагревательным устройством и выполненную с возможностью вращения вокруг своей оси посредством первого редуктора, установленного на подвижном крепежном элементе, и возможностью наклона посредством второго редуктора, отличающаяся тем, что на стационарной раме закреплены датчики крайних положений чаши, второй редуктор установлен на одном из концов подвижного крепежного элемента, причем на втором конце подвижного крепежного элемента установлены датчики угла наклона чаши, чаша снабжена перемешивающими элементами, обеспечивающими равномерность нанесения покрытия, и размещенными внутри чаши датчиками определения параметров процесса, при этом нагревательное устройство размещено вокруг чащи и жестко закреплено на подвижном крепежном элементе, вокруг нагревательного устройства на подвижном крепежном элементе жестко установлен защитный кожух, а датчики определения параметров процесса, датчики крайних положений чаши и датчики угла наклона чаши подключены к управляющему устройству.
2. Автоматизированная установка по п. 1, отличающаяся тем, что подвижный крепежный элемент выполнен в виде поворотной рамы.
3. Автоматизированная установка по п. 1 или 2, отличающаяся тем, что защитный кожух чаши имеет технологические окна для демонтажа чаши.
4. Автоматизированная установка по любому из пп. 1-3, отличающаяся тем, что нагревательное устройство представляет собой нагревательный кожух.
| УСТАНОВКА И СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕЛКИЕ ИЗДЕЛИЯ | 2006 |
|
RU2407599C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ С ПОКРЫТИЯМИ, ПРЕИМУЩЕСТВЕННО КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НАКОПИТЕЛЕЙ ВОДОРОДА | 1996 |
|
RU2082554C1 |
| Дугогасительное устройство | 1960 |
|
SU139352A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОРОШКИ | 2012 |
|
RU2486990C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОРОШКИ | 2007 |
|
RU2344902C1 |
| DE 102006041320 B4, 28.11.2013 | |||
| US 20130273252 A1, 17.10.2013. | |||

