Изобретение относится к химии, в частности к процессу электрорафинирования серебра с использованием анодов, содержащих платину и палладий, и может быть использовано при производстве серебра высокой степени чистоты, а также платины и палладия.
Современные аффинажные предприятия сталкиваются с необходимостью соблюдения ограничений по содержанию платины и палладия в анодном сырье при электрорафинировании серебра. Суть проблемы заключается в частичном переходе платины и палладия в азотнокислый раствор (серебряный электролит) процесса электрорафинирования серебра в ходе процесса анодного окисления. Близость потенциалов восстановления платины, палладия и серебра приводит к их совместному восстановлению и получению готовой продукции серебра с примесями платины и палладия. Помимо технологических ограничений на содержание платины и палладия в серебряных анодах, поступающих на электрорафинирование, а также накладываются ограничения на величину плотности тока в технологическом процессе электрорафинирования серебра.
Известны способы выделения палладия из азотнокислых растворов путем обработки раствора комплексообразователями и/или осадителями.
Способ выделения палладия [1. Гинсбург. Руководство по химическому анализу платиновых металлов и золота. - М.: - Наука, 1995, с. 112] требует избытка диметилглиоксима для осаждения палладия. В частности, на каждые 10 мг палладия требуется 25 мл осадителя в виде 1% спиртового раствора. Соосаждение платины наблюдается на уровне 5-10% относительно количества палладия. В качестве недостатка следует отметить высокий расход осадителя для выделения платины и палладия.
Способ выделения палладия [2. WU, С, LIN, Y., JIANG, L. J. Nucl. Radiochem. 8, 3 (1986), p. 147] предполагает ввод формальдегидсульфоксиловой натриевой соли в палладий-содержащий азотнокислый раствор с кислотностью 0.01-1.4М с последующим нагреванием смеси до 70-80°С, что представляется невыполнимым в условиях промышленного производства.
Способ выделения палладия [3. RU 2228380, 10.05.2004] заключается в осаждении металлического палладия монооксидом углерода из азотнокислых растворов. Данная операция требует использования герметичного технологического оборудования и высоких мер безопасности, ввиду использования токсичного монооксида углерода.
Перечисленные способы извлечения платины и палладия из серебряных электролитов представляются неприменимыми на практике крупнотоннажного производства серебра методом электрорафинирования в связи с тем, что обладают общим значимым недостатком, связанным с изменением качественного состава электролита за счет использования растворимых в электролите реагентов, а также требует использования повторяющихся операций отделения осадков.
Также известна группа методов сорбционного извлечения палладия из серебряных электролитов.
Способ [4. JP 3199392 20.01.1989] заключается в пропускании серебряного электролита (Ag 90 г/л, Cu 1.4 г/л, Pd 0.16 г/л) через неподвижный слой активированного угля модифицированного аминными хелатными группами. Остаточные концентрации палладия составляют менее 1 мг/л. Десорбция осуществляется азотной и соляной кислотами. Недостатками метода являются сравнительно низкая пиковая концентрация палладия в десорбате: около 6 г/л, а также тот факт, что десорбат содержит до 13 г/л серебра, и, соответственно, требует дополнительной операции отделение серебра от палладия при дальнейшей переработке десорбата.
Способ производства соединений платиновых металлов [5. DD 299876, 14.05.1992] заключается в реализации ионного обмена между электролитом и сорбентом содержащим иминодиуксусные группировки. В составе электролита содержится 190 г/л, 35 г/л, 1.3 г/л платиновых металлов с кислотностью раствора в диапазоне рН от 0.5 до 1.5. Десорбция выполняется 2-5% раствором аммиака с добавкой 1-3М сульфата или нитрата аммония/натрия. В качестве недостатков метода можно отметить высокий солевой фон десорбата, присутствие значительного количества серебра в сорбированном виде и его накопление в оборотном десорбате, а также заражение электролита сульфат ионами.
Наиболее близким по технической сущности к заявляемому изобретению является способ выделения платиновых металлов [6. RU 2111272, 20.05.1998], в котором серебросодержащие материалы растворяют в азотной кислоте, сорбцию ведут на анионите, являющемся сополимером винилпиридина и дивинилбензола, а процесс десорбции раствором аммиака концентрации 3-8 моль/дм3, после чего из полученного десорбата выделяют концентрат платиновых металлов. Данный способ выбран в качестве прототипа.
Основным недостатком способа-прототипа является полное вовлечение платины и палладия в сорбционный процесс, обусловленное количественным переходом платины и палладия в серебросодержащий азотнокислый раствор (серебряный электролит), что в свою очередь приводит к ограничению по максимальному содержанию МПГ в исходном серебросодержащем сырье. Это обстоятельство также приводит к техническим сложностям в практике процесса сорбционной очистки серебряного электролита сточки зрения организации технологического контроля.
Задачей предлагаемого изобретения является извлечение платины и палладия из серебряного электролита при проведении электрорафинирования серебра.
Техническим результатом изобретения является увеличение производительности процесса получения катодного серебра высокой чистоты, за счет увеличение плотности тока процесса электрорафинирования и расширение диапазона допустимых содержаний платины и палладия в анодном сырье.
Технический результат достигается тем, что в описываемом способе извлечения платины и палладия из серебряных электролитов при получении серебра методом электролиза, включающем образование серебряного электролита через растворение исходного материала в азотнокислом растворе, сорбционное извлечение платиновых металлов из серебряного электролита с помощью анионита, десорбцию раствором аммиака, согласно изобретению, процесс сорбционного извлечения платиновых металлов из раствора серебряного электролита ведут параллельно с процессом электрорафинирования серебра, серебряный электролит циркулирует через слой неподвижного сорбента со скоростью 1-15 КО/ч, при этом насыщение сорбента осуществляют до момента фиксации заданного критического значения содержания палладия в серебряном электролите.
Насыщение сорбента осуществляют до момента фиксации заданного критического значения содержания палладия в серебряном электролите до значения от 0 до 200 мг/л.
Фиксацию заданного критического значения содержания палладия в серебряном электролите определяют посредством фотометрических измерений.
Сопряжение сорбционной очистки электролита от примесей палладия и платины на селективном ионите позволяет избежать их соосаждения с серебром на катоде в ходе электрорафинирования, т.к. критические значения концентраций при выбранной силе тока в электролите не достигаются. Помимо этого, до 80% палладия и до 97% платины выводятся в шламы, не поступая в электролит, и не требуют сорбента для отделения, в сравнении с полным растворением серебросодержащего материала, согласно прототипу. Величина допустимой плотности тока процесса электрорафинирования находятся в прямой зависимости от степени очистки серебряного электролита, что в свою очередь позволяет увеличивать производительность электрорафинирования и, следовательно, сокращать длительность аффинажа серебра, палладия и платины. Возможность использования серебросодержащего сырья с высоким содержанием платины и палладия, приводит к существенному снижению расхода реагентов в процессах, предшествующих получению анодного сырья. Эксплуатация процесса электрорафинирования для получения катодного серебра уменьшает единовременную потребность в сорбенте в сравнении с процессом электроэкстракции аналогичной производительности. При всем этом обеспечивается высокая чистота получаемой продукции. Также сорбционное извлечение платины и палладия из серебряного электролита позволяет отказаться от операций частичного вывода электролита по достижению критической концентрации платины или палладия, от необходимости переработки выведенного электролита, а также от приготовления электролита и его ввода в систему электрорафинирования взамен выведенного.
Непрерывное использование процесса сорбционного извлечения платиновых металлов из серебряного электролита в сочетании с необходимой производительность сорбционного оборудования обеспечивает непрерывное поддержание докритической концентрации платины и палладия в прикатодном пространстве. Это позволяет расширить диапазон допустимых содержаний платины и палладия в анодном сырье, в том числе при увеличении значений плотности тока. Постоянный оперативный контроль концентрации палладия с помощью поточного фотометра на длинах волн длинах волн 380 нм и 510 нм с установкой параметра критической концентрации для переключения колонн и выводом насыщенной колонны на десорбцию обеспечивает возможность непрерывного автоматического ведения процесса. Необходимая производительность сорбционного оборудования подбирается по критерию скорости циркуляции серебряного электролита через слой неподвижного сорбента в диапазоне от 1 до 15 КО/ч, где КО - колоночный объем, ч - час. Под колоночным объемом понимается объем сорбента, вовлеченного в технологическую стадию/операцию.
Пример 1. Основные параметры процесса электрорафинирования без сорбционной очистки серебряного электролита от платины и палладия.
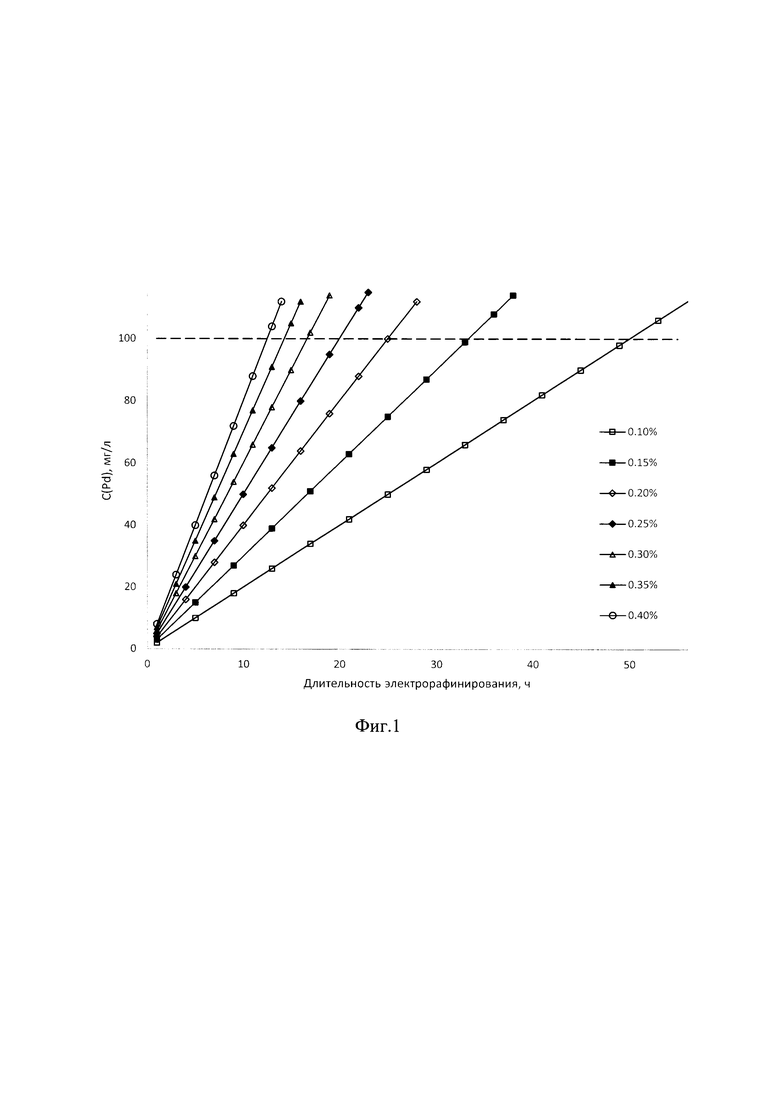
В условиях длительной эксплуатации электрорафинирования и изменчивости состава анодного сырья были установлены временные зависимости накопления палладия в серебряном электролите, через многократное измерение и усреднение соответствующих показателей. На фиг.1 приведены указанные зависимости при постоянной плотности тока и различном содержании палладия в анодном сырье. Горизонтальная штриховая линия показывает критическое значение содержания палладия в серебряном электролите. В источнике [7. И.Н. Масленицкий, Л.В. Чугаев, В.Ф. Борбат и др., Металлургия благородных металлов, М.: Металлургия, 1987, 432 с.], являющемся учебным пособием для студентов высших учебных заведений, приведен диапазон критических значений концентрации палладия в серебряном электролите в 100-200 мг/л, превышение которого требует вывода электролита на переработку.
Приведенные зависимости показывают, что скорость накопления палладия в электролите тем выше, чем выше содержание палладия в исходном анодном сырье. Превышение критического содержания палладия в электролите приводит к браку катодного серебра. Такое серебро направляется на повторный электролиз.
Величина критического содержания палладия в электролите связана с режимом процесса электрорафинирования в части значения плотности тока. Плотность тока определяет производительность процесса и находится в обратно пропорциональной зависимости с критической концентрацией палладия в электролите.
Повторный электролиз бракованного катодного серебра, частая переработка выведенного электролита и приготовление свежего электролита взамен выведенного негативно сказывается на показателях экономической эффективности и производительности процесса электрорафинирования.
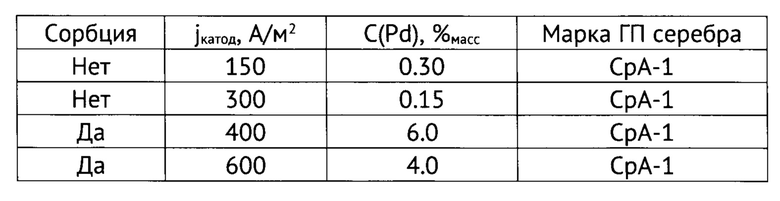
Наиболее эффективным способом организации процесса электрорафинирования является формирование технологических ограничений по содержанию палладия и платины в анодном сырье, а также по величине плотности пока. Такие ограничения позволяют минимизировать риски получения бракованного катодного серебра и сократить до приемлемого минимума объем и частоту замены электролита. В частности, допустимое содержание палладия в анодном сырье не превышает нескольких десятых долей массовых процента, при плотности тока в диапазоне 100-300 А/м2 (см. табл. 1).
Пример 2. Подбор оптимального режима эксплуатации сорбента.
Кардинальным образом ситуация меняется если процесс электрорафинирования протекает одновременно с процессом сорбционной очистки от платины и палладия используемого при электрорафинировании серебряного электролита. Для достижения технического результата требуется подбор оптимального режима эксплуатации сорбента. Важность подбора режима процесса электрорафинирования в части выбора плотности тока и введения ограничений по составу анодного сырья в условиях параллельно протекающего процесса сорбционной очистки электролита отходит на второй план, поскольку имеется возможность создания сорбционной установки со сколь угодно избыточной производительностью.
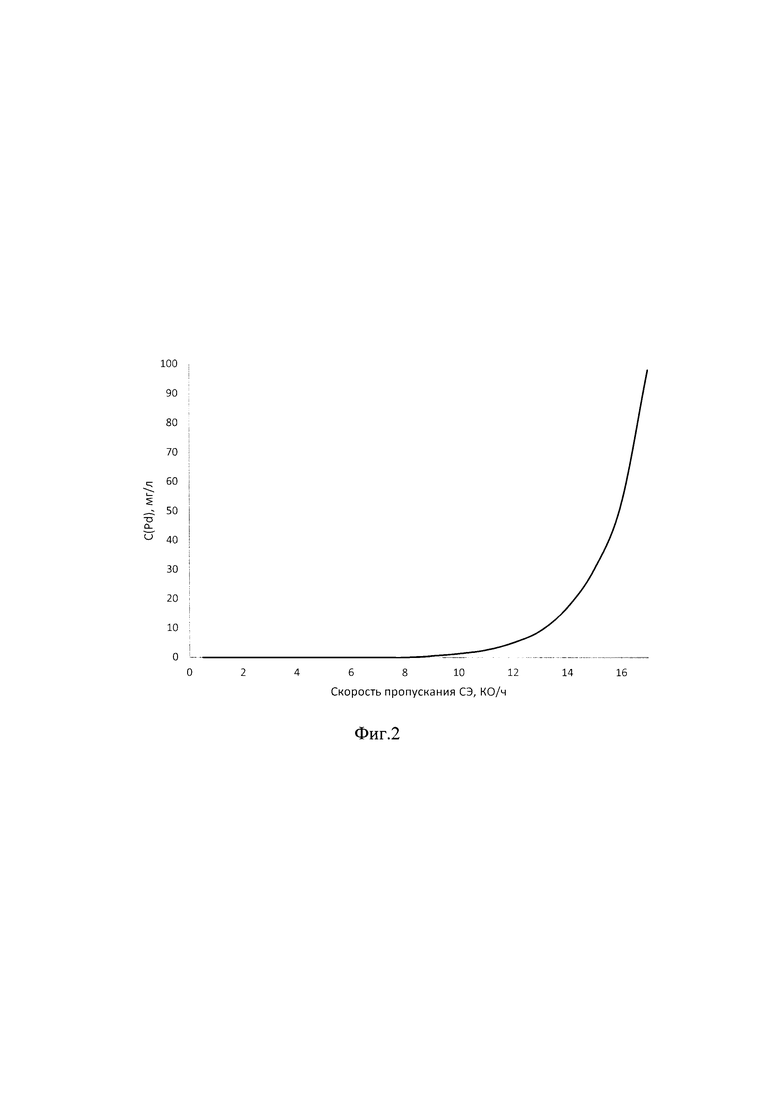
В ходе процесса электрорафинирования при плотности тока 400А/м2 и содержании палладия в анодном сырье, составлявшем 4.9 мас.%, варьировалась скорость подачи серебряного электролита на сорбционную очистку. Остаточную концентрацию палладия в очищенном электролите оценивали методом атомно-эмиссионной спектрометрии с индуктивно связанной плазмой (АЭС-ИСП). На фиг. 2 приведена соответствующая зависимость. Под КО/ч понимается скорость пропускания серебряного электролита через неподвижный слой сорбента, где КО - колоночный объем, ч - час. Колоночный объем соответствует объему сорбента, вовлеченного в технологическую стадию/операцию.
В диапазоне 1-8 КО/ч наблюдается количественное извлечение палладия. Под количественным извлечением понимается остаточная концентрация палладия ниже порога чувствительности аналитического метода. Наблюдаемые в диапазоне 8-15 КО/ч содержания Pd в серебряном электролите не превышают 30-35 мг/л, что существенно ниже критических значений, отмеченных в примере 1.
Практика совместного одновременного ведения сорбционного процесса и процесса электрорафинирования позволяет не менее чем в 10 раз расширить диапазон содержания палладия в составе анодного сырья при не менее чем 3 раза увеличенной плотности тока. В отдельных случаях сумма платины и палладия в анодах может достигать 10% и при плотности тока вплоть до 650-700А/М2 может быть получено катодное серебро высокой чистоты (см. табл. 1).
Выбранные границы диапазона скорости циркуляции серебряного электролита через слой неподвижного сорбента объясняются следующим образом. При скорости ниже 1 ΚΟ/ч сохраняется глубина излечение палладия, однако объем вовлеченного в процесс сорбента становится избыточным, а его эксплуатация экономически неоправданной. При скорости пропускания выше 15 КО/ч наблюдается не полное извлечение палладия, что может привести к риску получения бракованного катодного серебра в условиях высокой плотности пока процесса электрорафинирования, а также существенно возрастает давление в рабочем объеме сорбционного оборудования. Таким образом, объем используемого сорбента и производительность сорбционного оборудования подбирается в соответствии с составом анодного сырья и производительностью процесса электрорафинирования. Так в таблице 1 приведены усредненные показатели допустимых значений плотности тока и содержания палладия в анодном сырье для получения высокочистого катодного серебра с применением процесса сорбционной очистки серебряного электролита и без нее.
Таблица 1. Значения показателей плотности тока (jкатод) и содержания палладия в анодном сырье для получения катодного серебра, отвечающего марке СрА-1 по ГОСТ 28595-2015.
Пример 3. Полный сорбционный цикл.
Перед использованием сорбент, являющийся сополимером винилпиридина и дивинил-бензола, поместили в четыре сорбционные колонны. Для каждой из колонн обеспечили перевод сорбента в рабочую форму пропусканием раствора азотной кислоты концентрацией 1-5 мас.% восходящим потоком. Скорость подачи раствора составляла 10 КО/ч; длительность операции - 2 часа.
Далее через 3 колонны с сорбентом нисходящим потоком подавали раствор серебряного электролита для извлечения палладия и платины из серебряного электролита в динамических условиях со скоростью пропускания перерабатываемого раствора через слой неподвижного сорбента 1-15 КО/ч. Четвертая колонна была помещена в резерв.
Подачу электролита в сорбционную установку осуществляли забором раствора из циркуляционной емкости установки электрорафинирования серебра во время реализации процесса электрорафинирования. Возврат электролита, полученного в результате сорбционного извлечения платины и палладия, осуществляли в циркуляционную емкость установки электрорафинирования. Длительность данной операции зависит от реализованной в текущий момент скорости подачи раствора, а также от начальной концентрации палладия. Насыщение сорбента осуществляли до момента регистрации заданного критического значения содержания палладия в серебряном электролите в диапазоне от 0 до 200 мг/л.
На следующем этапе сорбционная установка подверглась перекоммутации: наиболее насыщенная колонна выводилась из состава сорбционной установки, а колонна, находившаяся в резерве, подключалась к установке. На время необходимое для процедуры перекоммутации сорбционная очистка электролита приостанавливается. Длительность перекоммутации не превышает 3 минут. По окончании перекоммутации режим сорбции возобновлялся, а выведенная из состава установки колонна с насыщенным сорбентом подвергалась операциям десорбции, по окончании которой переводится в резерв.
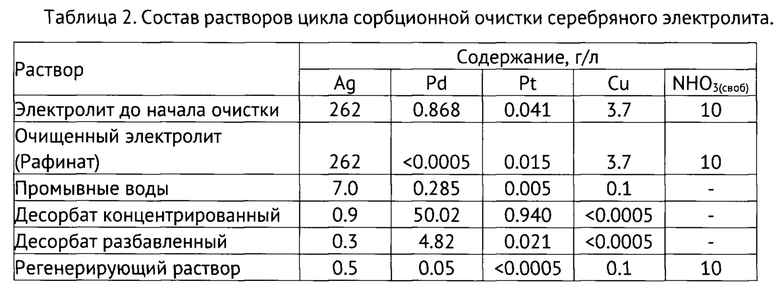
Десорбция включала последовательный ряд технологических процедур: 1 -промывка насыщенного сорбента водой нисходящим потоком (10 КО/ч, 1 час) с вытеснением электролита в циркуляционную емкость установки электрорафинирования серебра и сбором промывных вод в соответствующую емкость; 2 - промывка насыщенного сорбента нисходящим потоком (2 КО/ч, 2 часа) раствором аммиака концентрации 3-8 моль/дм3 со сбором полученного десорбата в соответствующие емкости; 3 - промывка сорбента раствором азотной кислоты концентрацией 1-5 мас.% восходящим потоком (10 КО/ч, 2 часа) со сбором полученного отработавшего регенерирующего раствора в соответствующую емкость.
В таблице 2 приведены составы растворов, вовлеченных в сорбционный цикл.
Важно отметить, что в примерах большое внимание уделено концентрации палладия в серебряной электролите, в то время как в формуле изобретения и описании к нему говорится и о платине. Причина в том, что степень перехода платины в серебряный электролит весьма незначительна и несмотря на некоторые отличия в химических свойствах достаточно глубоко соизвлекается с палладием.
Выполнение описанных операций может осуществляться как в режиме ручного управления оборудованием, так и в автоматическом. В автоматическом режиме ключевую роль играет проточный фотометр, непрерывно измеряющий содержание палладия в электролите при длинах волн 380 и 510 нм. Превышение критического значения содержания палладия в электролите, согласно данных фотометрического определения позволяет запустить процедуры перекоммутации сорбционной установки и операции десорбции насыщенного сорбента без участия человека. Интегрирование аналитического сигнала фотометра в течение одной-двух минут позволяет стабилизировать результат измерения и минимизировать риски преждевременной перекоммутации и десорбции сорбента. При эксплуатации сорбционного оборудования в ручном режиме использование проточного фотометра также является полезным, поскольку резко увеличивается оперативность оценки состава электролита при отсутствующих операционных затратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЕРЕБРА И МЕТАЛЛОВ ПЛАТИНОВОЙ ГРУППЫ | 2018 |
|
RU2680552C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРЕБРА ИЗ ЕГО СПЛАВОВ | 1996 |
|
RU2100484C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ПЛАТИНОВЫХ МЕТАЛЛОВ | 1997 |
|
RU2111272C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ПЛАТИНОВЫХ МЕТАЛЛОВ | 2002 |
|
RU2238244C2 |
| Способ электролитического рафинирования серебра | 1990 |
|
SU1802829A3 |
| СПОСОБ ПОЛУЧЕНИЯ АФФИНИРОВАННОГО СЕРЕБРА | 2004 |
|
RU2280086C2 |
| СПОСОБ ПЕРЕРАБОТКИ СВИНЕЦ- И СУЛЬФИДСОДЕРЖАЩИХ ШЛИХОВ ЗОЛОТА (ВАРИАНТЫ) | 2000 |
|
RU2196839C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119964C1 |
| СПОСОБ ПЕРЕРАБОТКИ ВИСМУТСОДЕРЖАЩИХ КОНЦЕНТРАТОВ | 1993 |
|
RU2062803C1 |
| СПОСОБ СОРБЦИОННОГО ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ | 2009 |
|
RU2394109C1 |
Изобретение относится к химии, в частности к процессу электрорафинирования серебра при производстве серебра высокой степени чистоты, а также платины и палладия. Способ включает растворение исходного серебросодержащего анодного сырья в азотнокислом растворе с образованием серебряного электролита и электрорафинирование серебра, сорбционное извлечение платины и палладия из серебряного электролита с помощью сорбента, являющегося сополимером винилпиридина и дивинилбензола, и десорбцию насыщенного сорбента раствором аммиака. Процесс сорбционного извлечения платины и палладия из раствора серебряного электролита ведут параллельно с процессом электрорафинирования серебра путем осуществления циркуляции образовавшегося серебряного электролита через слой неподвижного сорбента со скоростью 1-15 КО/ч с возвратом электролита, полученного в результате сорбционного извлечения платины и палладия в процесс электрорафинирования серебра. Насыщение сорбента осуществляют до момента фиксации заданного критического значения содержания палладия в серебряном электролите. Обеспечивается увеличение производительности процесса получения катодного серебра высокой чистоты за счет увеличения плотности тока процесса электрорафинирования и расширения диапазона допустимых содержаний платины и палладия в анодном сырье. 2 з.п. ф-лы, 2 ил., 2 табл., 2 пр.
1. Способ извлечения платины и палладия из серебряных электролитов при проведении электрорафинирования серебра, включающий растворение исходного серебросодержащего анодного сырья в азотнокислом растворе с образованием серебряного электролита и электрорафинирование серебра, сорбционное извлечение платины и палладия из серебряного электролита с помощью сорбента, являющегося сополимером винилпиридина и дивинилбензола, и десорбцию насыщенного сорбента раствором аммиака, отличающийся тем, что процесс сорбционного извлечения платины и палладия из раствора серебряного электролита ведут параллельно с процессом электрорафинирования серебра путем осуществления циркуляции образовавшегося серебряного электролита через слой неподвижного сорбента со скоростью 1-15 КО/ч с возвратом электролита, полученного в результате сорбционного извлечения платины и палладия в процесс электрорафинирования серебра, при этом насыщение сорбента осуществляют до момента фиксации заданного критического значения содержания палладия в серебряном электролите.
2. Способ по п. 1, отличающийся тем, что насыщение сорбента осуществляют до момента фиксации заданного критического значения содержания палладия в серебряном электролите в диапазоне от 0 до 200 мг/л.
3. Способ по п. 1 или 2, отличающийся тем, что фиксацию заданного критического значения содержания палладия в серебряном электролите определяют посредством фотометрических измерений.
| СПОСОБ ВЫДЕЛЕНИЯ ПЛАТИНОВЫХ МЕТАЛЛОВ | 1997 |
|
RU2111272C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРЕБРА И МЕТАЛЛОВ ПЛАТИНОВОЙ ГРУППЫ | 2018 |
|
RU2680552C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ПЛАТИНОВЫХ МЕТАЛЛОВ | 2002 |
|
RU2238244C2 |
| US 20100258448 A1, 14.10.2010 | |||
| JP 3199392 A, 30.08.1991. | |||

