Изобретение касается способа снабжения клепальной машины заклепочными элементами по п.1 формулы изобретения, способа изготовления структурного конструктивного элемента по п.12 формулы изобретения, а также производственного устройства по п.13 формулы изобретения.
Из уровня техники известно, что заклепочные элементы для наполнения кассеты для заклепок разъединяются с помощью узла обеспечения заклепочными элементами, выполненного в виде вибрационного спирального транспортера, проверяется их ориентация, и затем заклепочные элементы подводятся к заклепочной кассете. После этого наполненная кассета для заклепок подводится к магазину для заклепок производственного устройства, откуда клепальная машина производственного устройства снабжается заклепочными элементами.
Наполнение кассет для заклепок является относительно трудоемким и осуществляется здесь последовательно. Если вид заклепочного элемента, которым должны наполняться кассеты для заклепок, изменяется, устройство для загрузки заклепок должно настраиваться на новые заклепочные элементы. Концепция обеспечения заклепочными элементами в магазинах для заклепок требует громоздкого предварительного планирования и складирования кассет для заклепок, содержащих самые разные заклепочные элементы.
Поэтому в основе изобретения лежит задача, обеспечить возможность простого и гибкого снабжения клепальной машины нужными заклепочными элементами.
Решается эта задача в отношении способа с помощью признаков п.1 формулы изобретения.
С помощью предлагаемого способа клепальная машина может особенно просто снабжаться заклепочными элементами. Для этого предусмотрена по меньшей мере одна система обеспечения заклепочными элементами, имеющая по меньшей мере один узел обеспечения заклепочными элементами для обеспечения заклепочными элементами и для их разъединения. Клепальная машина имеет систему приема заклепочных элементов, имеющую по меньшей мере один приемник для приема заклепочных элементов. Благодаря тому, что по меньшей мере некоторая часть транспортировки от одного из узлов обеспечения заклепочными элементами к одному из приемников для заклепочных элементов осуществляется роботизированным образом, обеспечивается возможность особенно простого и гибкого снабжения клепальной машины заклепочными элементами. Клепальная машина может снабжаться непосредственно заклепочными элементами в виде насыпного материала и, таким образом, без магазина.
В усовершенствованиях пп.2–4 формулы изобретения описываются предпочтительные варианты осуществления робота для транспортировки заклепочных элементов, клепальной машины, а также узла обеспечения заклепочными элементами и их предпочтительное включение в предлагаемый способ.
Одно из особенно предпочтительных усовершенствований способа, которое обеспечивает возможность особенно простого подвода заклепочного элемента к области захвата, описано в п.5 формулы изобретения.
П.6 формулы изобретения описывает предпочтительную транспортировку заклепочных элементов от системы приема заклепочных элементов к концевому эффектору.
Предпочтительные варианты осуществления управления снабжением клепальной машины заклепочными элементами описаны в п.7 формулы изобретения. Они обеспечивают возможность особенно гибкого снабжения клепальной машины также различными заклепочными элементами.
По пп.8–11 формулы изобретения управление может посредством сенсорной системы регистрировать, соответственно, проверять заклепочный элемент, предоставленный узлом обеспечения заклепочными элементами.
Помимо этого, вышеописанная задача решается в способе изготовления структурного конструктивного элемента с помощью признаков п.12 формулы изобретения.
При этом клепальная машина, которая описана выше, снабжается заклепочными элементами, при этом заклепочные элементы подводятся от системы приема заклепочных элементов к концевому эффектору, и в структурном конструктивном элементе сверлится отверстие, и подведенный к концевому эффектору заклепочный элемент вставляется в это отверстие и клепается. Получаются те же преимущества, которые уже описаны выше в связи со способом снабжения клепальной машины заклепочными элементами.
Кроме того, вышеназванная задача решается с помощью производственного устройства по п.13 формулы изобретения.
Производственное устройство предназначено для выполнения вышеописанных способов. Поэтому в этой связи ссылаемся на вышеописанные признаки способов.
Предпочтительные варианты осуществления производственного устройства, в частности касающиеся роботов, клепальной машины, имеющей комплектующую ее систему приема заклепочных элементов, а также узла обеспечения заклепочными элементами описаны в пп.13–19 формулы изобретения.
Далее изобретение поясняется подробнее с помощью чертежей, изображающих только один из примеров осуществления. На чертежах показано:
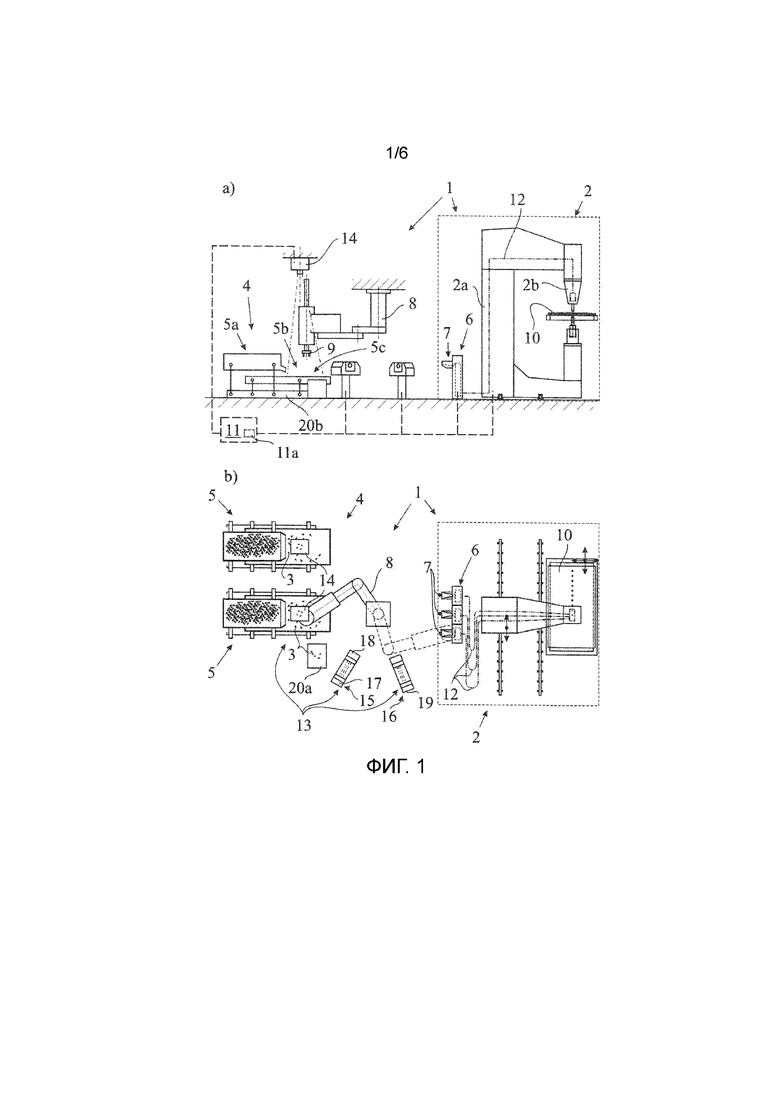
фиг.1: схематичное изображение первого примера осуществления предлагаемого производственного устройства для выполнения предлагаемого способа, a) на виде сбоку и b) на виде в плане;
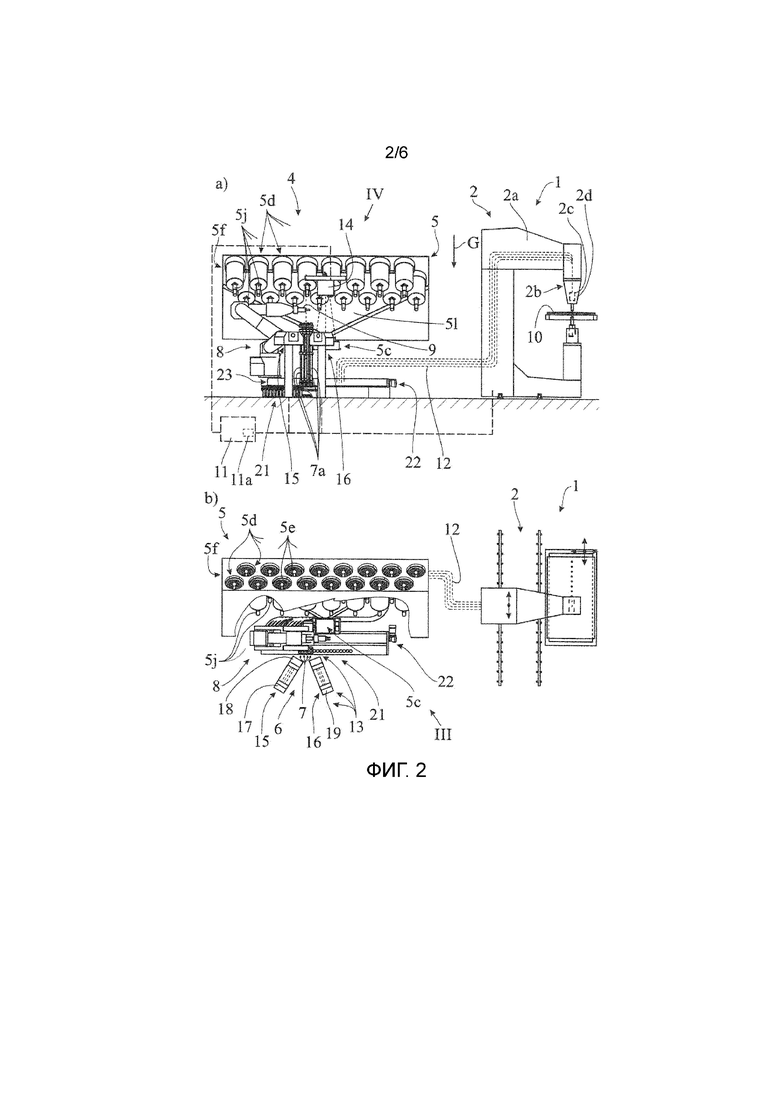
фиг.2: схематичное изображение другого примера осуществления предлагаемого производственного устройства для выполнения предлагаемого способа, a) на виде сбоку и b) на виде в плане;
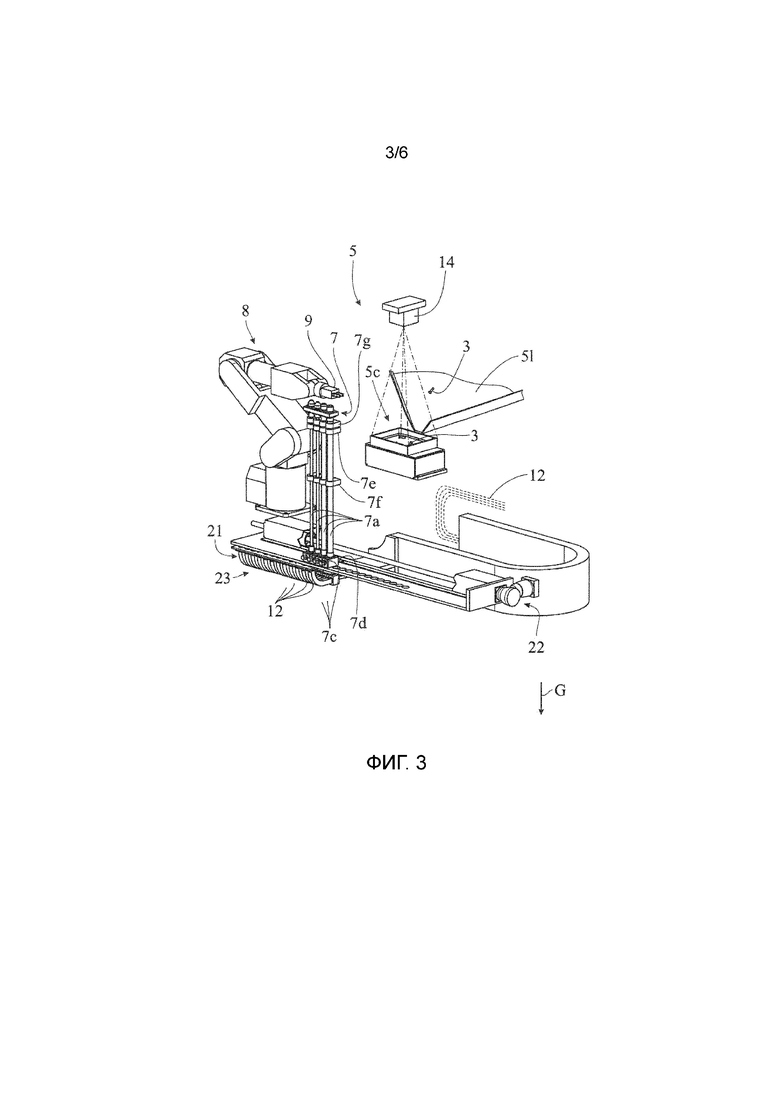
фиг.3: трехмерное изображение части предлагаемого производственного устройства соответственно направлению III обзора на фиг.2;
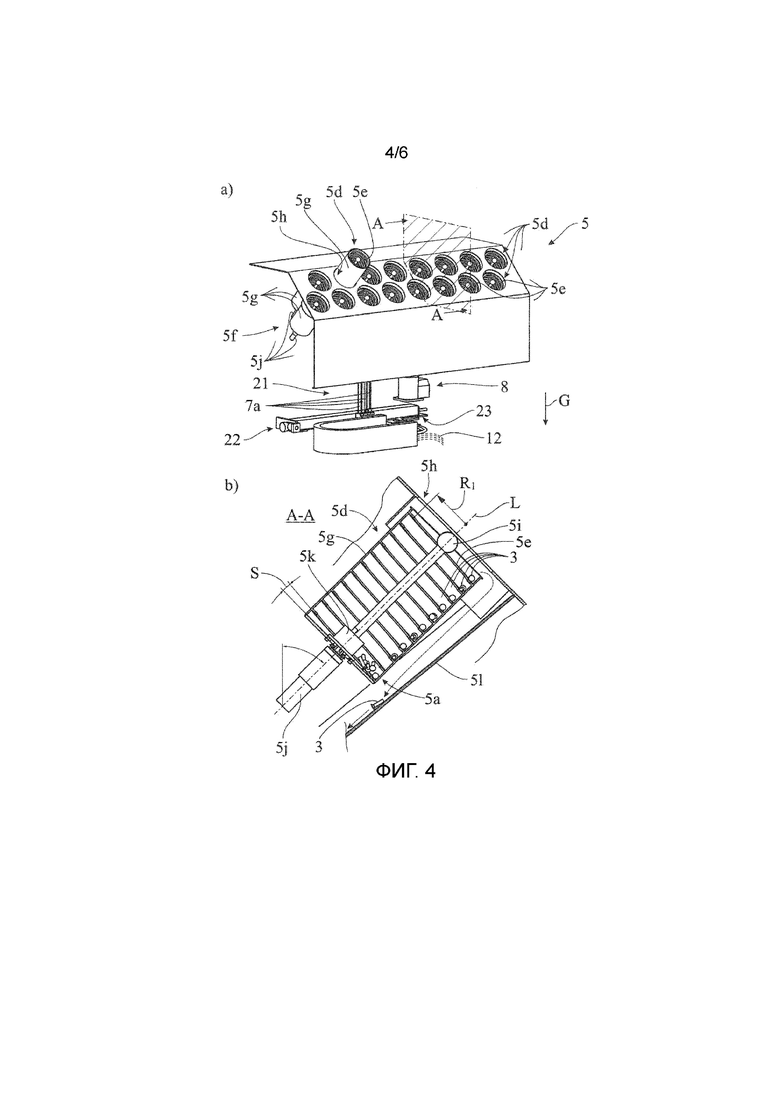
фиг.4: a) трехмерное изображение части предлагаемого производственного устройства соответственно направлению IV обзора с фиг.2 и b) сечение по A–A с фиг.4a;
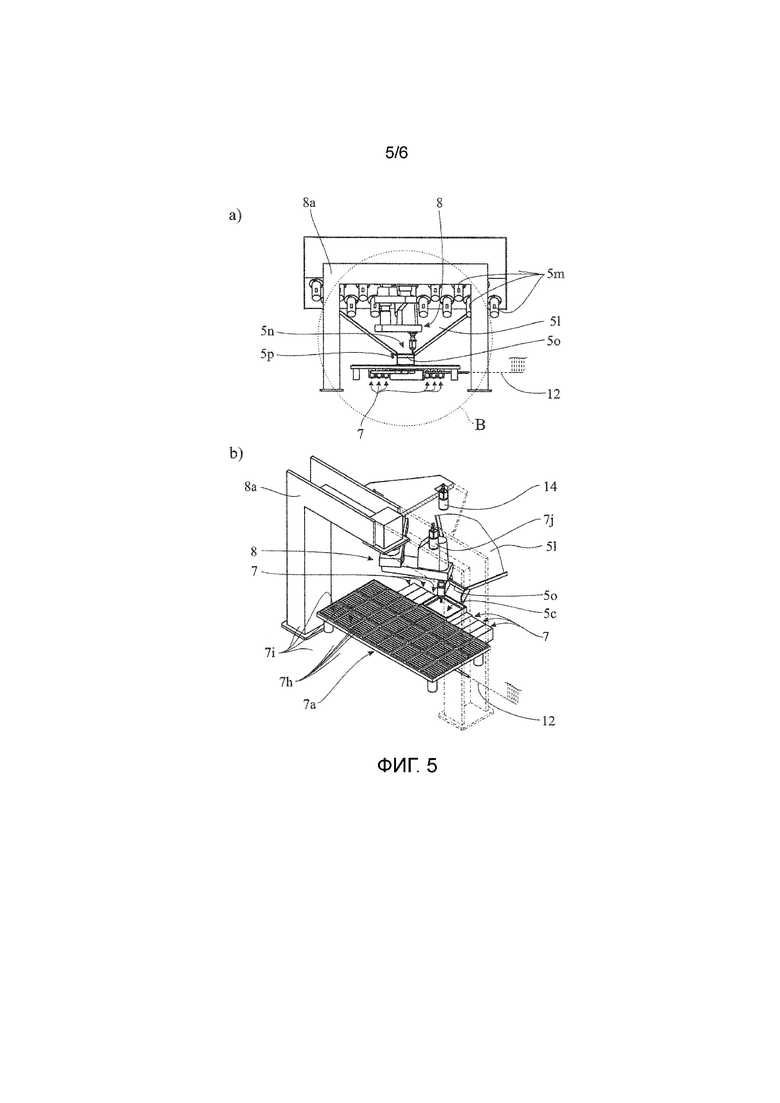
фиг.5: схематичное изображение другого примера осуществления предлагаемой станции загрузки заклепок для выполнения предлагаемого способа a) на виде сбоку и b) на виде в перспективе, и
фиг.6: в качестве примера заклепочные элементы, захватываемые захватом робота производственного устройства с фиг.1.
На фиг.1 показано предлагаемое производственное устройство 1. Производственное устройство 1 имеет клепальную машину 2, которая посредством предлагаемого способа снабжается заклепочными элементами 3, в частности, во время эксплуатации клепальной машины 2.
Далее, предусмотрена система 4 обеспечения заклепочными элементами, имеющая по меньшей мере один узел 5 обеспечения заклепочными элементами для обеспечения заклепочными элементами 3 и для их разъединения. Здесь узел 5 обеспечения заклепочными элементами установлен, соответственно, узлы 5 обеспечения заклепочными элементами установлены отдельно от клепальной машины 2. Альтернативно он может, соответственно, они могут быть закреплены на клепальной машине 2 и при этом быть частью клепальной машины 2.
Клепальная машина 2 имеет систему 6 приема заклепочных элементов, имеющую по меньшей мере один приемник 7 заклепочных элементов для приема заклепочных элементов 3. В приемник 7 заклепочных элементов, соответственно, приемники 7 заклепочных элементов заклепочные элементы 3 здесь и предпочтительно принимаются ориентированным образом, в частности в фиксированном положении.
Здесь и предпочтительно система 6 приема заклепочных элементов закреплена на клепальной машине 2, в частности, на стационарной части клепальной машины 2.
В соответствии с предложением, некоторая часть транспортировки от одного из узлов 5 обеспечения заклепочными элементами к одному из приемников 7 заклепочных элементов осуществляется роботизированным образом. Роботизированная транспортировка осуществляется здесь посредством робота 8. Робот 8 и узел 5 обеспечения заклепочными элементами здесь и предпочтительно относятся к узлу снабжения заклепочными элементами, который включает их в себя.
Робот 8 здесь и предпочтительно представляет собой робот 8, имеющий по меньшей мере две или по меньшей мере три оси. Робот 8 может также иметь четыре или больше осей. Особенно предпочтительно робот 8 имеет по меньшей мере две или по меньшей мере три оси вращения. Особенно предпочтительно робот 8 представляет собой промышленный робот, в частности Scara–робот (Selective Compliance Articulated Robot Arm, англ. робот с избирательной податливостью руки). Он называется также «горизонтальным роботом с шарнирной рукой». Здесь и предпочтительно робот 8 установлен отдельно от клепальной машины 2. Однако, альтернативно робот 8 может быть также закреплен на клепальной машине 2 и при этом быть частью клепальной машины 2. В примере осуществления фиг.5 робот 8 закреплен, вися, в частности на неподвижном, портале 8a.
Благодаря тому, что робот 8 извлекает заклепочные элементы 3 здесь и предпочтительно из узла 5 обеспечения заклепочными элементами и подводит к приемникам 7 для заклепочных элементов, возможно манипулирование многими разными заклепочными элементами 3 и их подвод простым образом к приемнику 7, соответственно, приемникам 7.
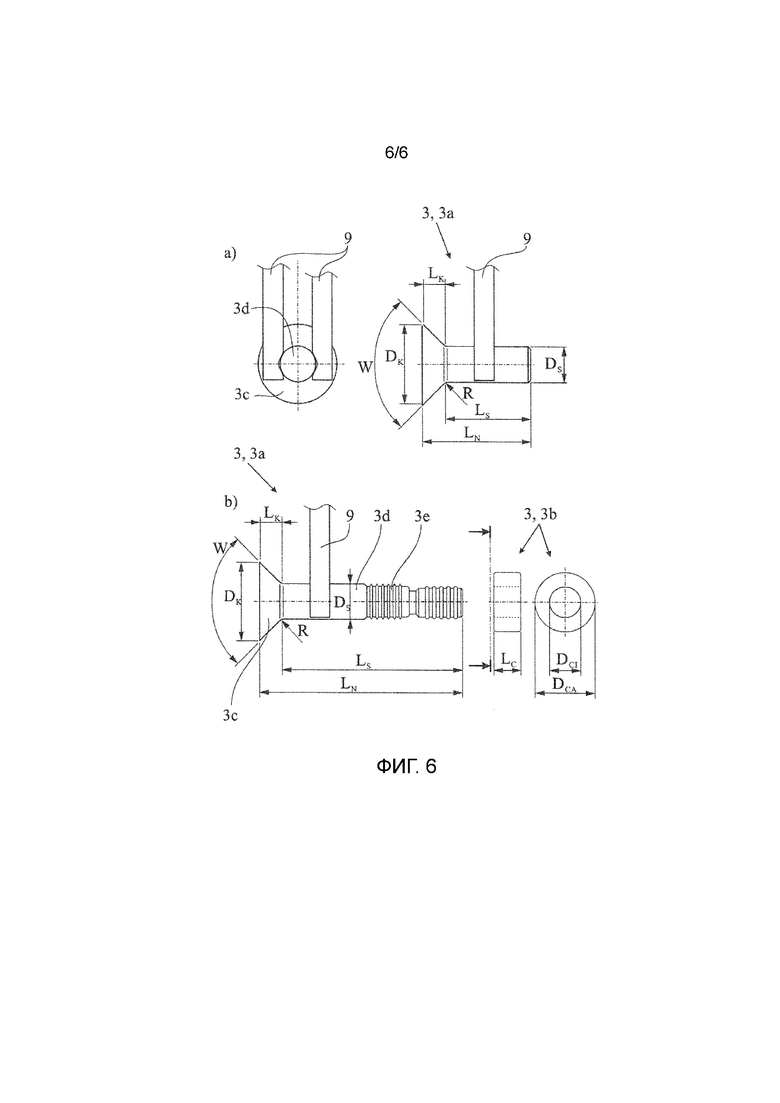
Заклепочные элементы 3 могут предпочтительно представлять собой заклепки 3a и/или заклепочные кольца 3b и/или распорные заклепки 3c.
Предпочтительно с помощью робота 8 заклепки 3a различного рода, в частности различного типа, и/или различной номинальной длины и/или различного номинального диаметра без изменения механической конфигурации производственного устройства 1 могут подводиться к какому–либо указанному, соответственно, указанным приемникам 7 заклепочных элементов. Тип заклепочного элемента 3 отличается от его рода тем, что род определяет вид заклепки, заклепочного кольца и/или распорной заклепки, однако не устанавливается применительно к размерности его признаков, в частности применительно к его номинальным размерам. Тип заклепочного элемента 3 специфицирует не только род, но и номинальные размеры заклепочного элемента 3, то есть, в частности, номинальный диаметр и номинальную длину.
Дополнительно или альтернативно с помощью робота без изменения механической конфигурации производственного устройства 1 к какому–либо указанному, соответственно, указанным приемникам 7 заклепочных элементов могут подводиться заклепочные кольца 3b различного рода, в частности различного типа, и/или различной номинальной длины и/или различного номинального диаметра.
То есть предпочтительно с помощью робота без изменения механической конфигурации производственного устройства 1 к какому–либо указанному, соответственно, указанным приемникам 7 заклепочных элементов можно также подводить заклепки 3a и заклепочные кольца 3b.
То же самое относится здесь и предпочтительно также к распорным заклепкам 3c. Распорные заклепки 3c различного рода, в частности различного типа, и/или различной номинальной длины и/или различного номинального диаметра с помощью робота 8 могут подводиться к какому–либо указанному, соответственно, указанным приемникам 7 заклепочных элементов без изменения механической конфигурации производственного устройства 1.
Это достигается благодаря применению робота 8. Он может своим захватом 9, в частности двухпальцевым захватом, захватывать заклепочные элементы 3 самого разного исполнения и надежным и ориентированным образом, в частности в определенном положении, подводить к приемникам 7 заклепочных элементов. В частности, все подводимые к системе 6 приема заклепочных элементов заклепочные элементы 3 могут приниматься роботом 8, ориентироваться и подводиться к системе 6 приема заклепочных элементов. То есть на пути транспортировки от одного из узлов 5 обеспечения заклепочными элементами к соответствующему приемнику 7 заклепочных элементов могут ориентироваться предпочтительно все заклепочные элементы 3. Их ориентация не должна проверяться перед приемом в приемник 7 заклепочных элементов, и в случае неправильной ориентации они также не должны при этом поворачиваться или вновь подводиться к узлу 5 обеспечения заклепочными элементами.
Как показано на фиг.1 и 2, здесь и предпочтительно клепальная машина 2 имеет узел 2a перестановки, имеющий концевой эффектор 2b. Этот концевой эффектор 2b имеет клепальный инструмент для установки заклепочных элементов 3 в структурный конструктивный элемент 10 и при необходимости сверлильный инструмент для сверления отверстия в структурном конструктивном элементе 10. Структурный конструктивный элемент 10 может, в частности, представлять собой структурный конструктивный элемент самолета, например, секцию фюзеляжа и/или секцию наружной обшивки. Затем в просверленное сверлильным инструментом отверстие клепальный инструмент может вставлять заклепочный элемент 3.
Для управления 11 снабжением клепальной машины 2 заклепочными элементами 2 предусмотрено также управление 11. При этом управление 11 может быть выполнено центральным или децентрализованным, то есть либо иметь один центральный блок управления, либо иметь несколько децентрализованных блоков управления. Управление 11 здесь и предпочтительно управляет системой 4 обеспечения заклепочными элементами и роботом 8, а также при необходимости системой 6 приема заклепочных элементов и/или клепальной машиной 2.
Для предоставления заклепочных элементов 3 узел 5 обеспечения заклепочными элементами выполнен здесь в виде разъединительного узла. К узлу 5 обеспечения заклепочными элементами заклепочные элементы 3 подводятся предпочтительно в виде насыпного материала, предпочтительно из групповой упаковки. Управлением 11 может регистрироваться информация о заклепочных элементах 3, в частности информация о заклепочных элементах 3, связанная с групповой упаковкой. При этом речь может идти, напр. о типе заклепочных элементов 3 и/или геометрических заданных размерах и/или информации о партии. Таким образом, информация о заклепочных элементах 3 включает в себя предпочтительно спецификации заклепочных элементов 3. Регистрация этой информации может осуществляться, например, посредством сканера штрих–кода и/или RFID–считывателя. Однако, помимо этого, возможен также ручной ввод и/или выбор оператором.
Таким образом может устанавливаться заданная информация, в частности номинальные размеры заклепочных элементов и при небх. характерные для партии поля допусков, на которые могут проверяться заклепочные элементы 3.
Узел 5 обеспечения заклепочными элементами в примерах осуществления фиг.1 и 2 имеет область 5a резервирования (запаса) для приема резерва заклепочных элементов 3. Затем, здесь и предпочтительно в узле 5 обеспечения заклепочными элементами предусмотрена область 5b разъединения для разъединения заклепочных элементов 3 и область 5c захвата. В примере осуществления фиг.1 область разъединения и область 5c захвата плавно переходят друг в друга. В области 5c захвата заклепочные элементы 3 здесь и предпочтительно для захвата роботом 8 расположены хаотичным, но разъединенным образом.
В примере осуществления фиг.1 узел 5 обеспечения заклепочными элементами, в частности встряхивающими движениями, для обеспечения заклепочными элементами 3 насыпает несколько заклепочных элементов 3 из области 5a резервирования в область 5b разъединения, откуда заклепочные элементы 3, в частности встряхивающими движениями, разъединяются и подводятся к области 5c захвата. Затем из области 5c захвата заклепочные элементы 3 захватываются роботизированным образом, то есть, в частности, с помощью робота 8.
В примере осуществления фиг.2–4 и в примере осуществления фиг.5 узел 5 обеспечения заклепочными элементами имеет спиральный транспортер 5d, посредством которого заклепочные элементы 3 поводятся к области 5c захвата.
Спиральный транспортер 5d имеет спираль 5e и продольную ось L, вокруг которой проходит спираль 5e. При использовании в условиях нормальной эксплуатации спиральный транспортер 5d расположен таким образом, что продольная ось L, как показано на фиг.2 и 4, наклонена относительно направления G силы тяжести.
В частности, для обеспечения заклепочными элементами 3 самого разного типа и/или самого разного рода узел 5 обеспечения заклепочными элементами может иметь несколько спиральных транспортеров 5d, как это происходит также в примере осуществления фиг.2–4, соответственно, примере осуществления фиг.5. Если предусмотрены несколько спиральных транспортеров 5d, они образуют систему 5f спиральных транспортеров. И у других спиральных транспортеров 5d их спираль 5e проходит предпочтительно вокруг продольной оси L каждого из них. При этом предпочтительно продольные оси L по меньшей мере двух, предпочтительно всех спиральных транспортеров наклонены относительно направления G силы тяжести. Здесь, как хорошо видно на фиг.2, соответственно, 4, продольные оси L спиральных транспортеров 5d ориентированы по существу параллельно друг другу. Получается очень компактная система. Особенно предпочтительно спиральные транспортеры 5d узла 5 обеспечения заклепочными элементами выполнены по существу одинаковыми по конструкции.
Продольная ось L, соответственно, продольные оси L проходят предпочтительно под углом от 15° до 75°, также предпочтительно от 30° до 60°, также предпочтительно от 40° до 50° относительно направления G силы тяжести.
Угол S подъема спирали 5e здесь и предпочтительно составляет меньше 20°, также предпочтительно меньше 10°. Особенно предпочтительно угол подъема составляет от 2,5° до 7,5°. В этом примере осуществления это 5°.
Робот 8 транспортирует заклепочные элементы 3 от области 5c захвата к приемнику 7 заклепочных элементов. Так узел снабжении заклепочными элементами особенно гибким, в частности ориентированным образом, может подводить заклепочные элементы 3 к приемнику 7 заклепочных элементов. Как показано в этом примере осуществления, могут быть также предусмотрены несколько приемников 7 заклепочных элементов. Тогда они образуют систему 6 приема заклепочных элементов.
Комбинация узла 5 обеспечения заклепочными элементами со спиральным транспортером 5d в сочетании с роботом 8 обеспечивает возможность особенно гибкого подвода заклепочных элементов 3 к приемнику 7 заклепочных элементов. Спиральный транспортер 5d обеспечивает возможность очень простого разъединении и подвода к области 5c захвата, в то время как робот 8 может затем ориентированным образом подводить заклепочные элементы 3, в частности самого разного рода или самого разного типа, к приемнику 7 заклепочных элементов. Затем приемник 7 заклепочных элементов может принимать их ориентированным образом, в частности в фиксированном положении. Нет необходимости в изменении механической конфигурации узла снабжения заклепочными элементами для адаптации к другим заклепочным элементам 3.
Увеличенное изображение спирального транспортера 5d можно видеть на фиг.4b в сечении A–A. Спиральный транспортер 5d имеет чашу 5g спирали для помещения заклепочных элементов 3. В ней расположена спираль 5e. Чаша 5g спирали здесь и предпочтительно выполнена по существу цилиндрической. Особенно хорошо зарекомендовало себя цельное исполнение чаши 5g спирали и спирали 5e, и/или когда спираль 5e имеет по существу постоянный радиус R1, как это показано в примере осуществления фиг.4.
Чаша 5g спирали позволяет подводить к спиральному транспортеру 5d заклепочные элементы 3 в виде насыпного материала. Затем он может резервироваться в нижней области спирального транспортера 5d – области 5a резервирования. При вращении спирали 5e заклепочные элементы 3 могут транспортироваться спиралью 5e из области резервирования в направлении впускного отверстия спирального транспортера 5d. При этом заклепочные элементы 3 соскальзывают по спирали 5e. Кроме того, при этом заклепочные элементы 3 разъединяются на спирали 5e, по меньшей мере на группы.
Как показано на фиг.4a, спиральный транспортер 5d имеет приемник 5h для чаши спирали для помещения чаши 5g спирали. Здесь и предпочтительно чаша 5g спирали, в частности без помощи инструмента, разъемно расположена в приемнике 5h для чаши спирали. Здесь она может просто, как показано на фиг.4, вставляться в приемник 5h для чаши спирали, соответственно, выниматься. Это обеспечивает возможность особенно простого пополнения заклепочными элементами 3. Чаша 5g спирали может просто извлекаться и затем наполняться заклепочными элементами 3. После этого она может снова вставляться в приемник 5h для чаши спирали. Альтернативно чаша 5g спирали может также заменяться другой, уже наполненной чашей 5g спирали. Это обеспечивает возможность еще более быстрого пополнения узла 5 обеспечения заклепочными элементами заклепочными элементами 3.
Далее, спиральный транспортер 5d предпочтительно одно приемник 5h для чаши спирали, также предпочтительно несколько приемников 5h для чаши спирали, также предпочтительно каждый приемник 5h для чаши спирали может иметь сенсор 5m чаши спирали, который распознает, помещена ли чаша 5g спирали и/или какие заклепочные элементы 3 находятся в чаше 5g спирали. Это распознавание осуществляется здесь и предпочтительно по маркировке чаши 5g спирали, которую считывает сенсор 5m чаши спирали. При этом речь может идти, например, о штрих–коде, QR–коде или RFID–чипе.
Для облегчения извлечения чаши 5g спирали чаша 5g спирали имеет ручку для захвата и вынимания чаши 5g спирали из приемника 5h для чаши спирали, соответственно, ввода в него чаши 5g спирали. Здесь эта ручка 5i расположена на продольной оси L спирального транспортера 5d в чаше 5g спирали. Она оснащена шаровой головкой.
Для передачи вращательного движения от привода 5j к чаше 5g спирали, соответственно, чашам 5g спирали может быть предусмотрена муфта 5k. Муфта 5k представляет собой здесь и предпочтительно кулачковую муфту, которая, в частности, выполнена также в виде вставной муфты. Для этого чаша 5g спирали имеет кулачковый узел, а приемник 5h чаши спирали ответный кулачковый узел муфты 5k.
Здесь и предпочтительно каждый спиральный транспортер 5d имеет собственный привод 5j. Соответственно активирование и привод всех спиральных транспортеров 5d здесь и предпочтительно может осуществляться по отдельности. Однако альтернативно возможно также, чтобы был предусмотрен привод 5j для нескольких спиральных транспортеров 5d. В этом случае приводная сила привода 5j может передаваться от привода на несколько спиральных транспортеров 5d, например, посредством ремня, зубчатого ремня иди т.п.
При приводе чаши 5g спирали вращается также спираль 5e. Вращение спирали 5e вызывает подачу заклепочных элементов 3 спиралью 5e из области 5a резервирования чаши 5g спирали в направлении отверстия чаши 5g спирали. Здесь и предпочтительно отверстие чаши 5g спирали находится на ее верхней торцевой стороне. На пути подачи в чаше 5g спирали заклепочные элементы 3 разъединяются, в частности на небольшие группы. Благодаря этому при вращении чаши 5g спирали возможен, в частности отдельный, сброс заклепочных элементов 3, здесь и предпочтительно через сбросную кромку чаши 5g спирали, из чаши 5g спирали.
Здесь, и как, в частности, видно на фиг.4, заклепочные элементы 3 подаются спиралью 5e из спирального транспортера 5d. Здесь приемник 5h для чаши спирали имеет отверстие для подвода заклепочных элементов 3 к области 5c захвата. Через это отверстие заклепочные элементы 3 вываливаются из спирального транспортера 5d. Затем здесь и предпочтительно предусмотрен желоб 51, по которому заклепочные элементы 3 соскальзывают к области 5c захвата. Таким образом, при вращении спирали 5e заклепочный элемент 3 от спирального транспортера 5d путем его сброса и соскальзывания 51 по желобу 51 подводится к области 5c захвата.
Как в качестве примера показано на фиг.5, перед областью захвата может быть предусмотрена область 5n сбора заклепочных элементов. В ней заклепочные элементы 3 могут собираться перед разъединением для захвата роботом 8, чтобы подводить их вместе к области 5c захвата. В этом примере осуществления область 5n сбора заклепочных элементов имеет крышку 5o. Здесь эта крышка может приводиться в действие посредством исполнительного элемента 5p. Здесь желоб 51 имеет крышку 5o и исполнительный элемент 5p. При сборе и совместном подводе заклепочных элементов 3 к области 5c захвата заклепочные элементы 3 могут особенно простым образом быстро подводиться к области 5c захвата и в ней разъединяться и захватываться. Сбор заклепочных элементов 3 осуществляется здесь при закрытой крышке 5o и/или совместном подводе собранных заклепочных элементов 3 к области захвата при открытии крышки 5o.
Предпочтительно к области 5c захвата заклепочные элементы 3 подводятся с нескольких, предпочтительно со всех спиральных транспортеров 5d. Здесь и предпочтительно заклепочные элементы 3 подводятся к области 5c захвата по одному общему желобу 51. Однако, могут быть также предусмотрены несколько желобов 51 от разных спиральных транспортеров 5d к области 5c захвата. Однако предпочтительно несколько спиральных транспортеров 5d подводят заклепочные элементы 3 к области 5c захвата.
Дополнительно или альтернативно к отверстию приемника 5h для чаши спирали чаша 5g спирали может также иметь отверстие для подвода заклепочных элементов 3 к области 5c захвата.
Область 5c захвата здесь и предпочтительно образуется встряхивающим столом. Он обеспечивает надежный захват роботом 8 даже в том случае, когда несколько заклепочных элементов одновременно подводятся к области 5c захвата. При необходимости лежащие в области 5c захвата неразъединенные заклепочные элементы 3 могут разделяться, соответственно, дополнительно разъединяться встряхивающими движениями.
От области захвата заклепочные элементы 3 посредством робота 8, предпочтительно по отдельности, и помещаются ориентированным образом, в частности в фиксированном положении подводятся к приемнику 7 заклепочных элементов, и ориентированным образом, предпочтительно в фиксированном положении принимаются приемником 7 заклепочных элементов. Может быть предусмотрен только один приемник 7 заклепочных элементов, однако предпочтительно предусмотрены несколько приемников 7 заклепочных элементов. В этом примере осуществления показаны четыре приемника 7 заклепочных элементов.
Приемник 7 заклепочных элементов имеет, соответственно, приемники 7 заклепочных элементов здесь и предпочтительно имеют один, в частности по одному, промежуточному накопителю 7a для промежуточного накопления 7a заклепочных элементов 3. Если предусмотрены несколько промежуточных накопителей 7a, они образуют предпочтительно систему 7b промежуточных накопителей. В промежуточном накопителе 7a заклепочные элементы 3 здесь и предпочтительно накапливаются также ориентированным образом, в частности в фиксированном положении.
Предпочтительно промежуточный накопитель 7a имеет по меньшей мере одну или по меньшей мере две задвижки 7c, 7d для блокирования или выпуска заклепочных элементов 3 для подачи к клепальной машине 3, в частности к клепальному инструменту 2c. Две задвижки 7c, 7d обеспечивают возможность очень простого выпуска ровно одного заклепочного элемента 3 во время подачи к клепальной машине 2.
Далее, промежуточный накопитель 7a может иметь сенсоры 7e, 7f уровня наполнения. Здесь и предпочтительно предусмотрен сенсор 7e уровня наполнения, который регистрирует достижение предопределенного уровня наполнения, и/или предусмотрен сенсор 7f уровня наполнения, который регистрирует пренижение предопределенного уровня наполнения промежуточного накопителя 7a. Управление 11 управляет предпочтительно узлом 5 обеспечения заклепочными элементами, по меньшей мере также на базе уровня наполнения промежуточного накопителя 7a. В этом примере осуществления сенсоры 7e, 7f уровня наполнения расположены на промежуточном накопителе 7a с возможностью смещения, так что возможна перестановка регистрируемого уровня наполнения.
В примере осуществления фиг.2 и 3 и предпочтительно промежуточный накопитель 7a выполнен в виде рукава и/или в виде трубы. Это показано на фиг.3, где промежуточные накопители 7a образуются двумя рукавами. Сенсоры уровня наполнения выполнены здесь в виде индуктивных кольцевых сенсоров. В этом примере осуществления заклепочные элементы 3 принимаются указанным, соответственно, указанными приемниками 7 заклепочных элементов и после этого подводятся к промежуточному накопителю 7a.
В примере осуществления фиг.5 также предусмотрен промежуточный накопитель 7a. Здесь заклепочный элемент 3 либо непосредственно от области 5c захвата подводится к приемнику 7 заклепочных элементов, либо каждый заклепочный элемент 3 сначала подводится к промежуточному накопителю 7a. После того, как он был подведен к промежуточному накопителю 7a, в более поздний момент времени, в частности когда он потребуется, он может извлекаться из промежуточного накопителя 7a и подводиться к приемнику 7 заклепочных элементов.
Промежуточный накопитель 7a имеет места 7h накопления заклепочных элементов для отдельных заклепочных элементов 3, в частности для отдельного, в фиксированном положении, накопления заклепочных элементов 3. Здесь робот 8 может отдельно наполнять места 7h накопления заклепочных элементов и/или подводить заклепочные элементы 3 от мест 7h накопления заклепочных элементов к приемнику 7 заклепочных элементов, в частности для дальнейшей транспортировки к концевому эффектору 2b. Промежуточный накопитель 7a выполнен здесь плоским.
Предпочтительно в памяти управления 11 сохраняется, какой заклепочный элемент 3 был положен в какое место 7h накопления заклепочных элементов. Благодаря этому при необходимости этот заклепочный элемент 3 может простым образом извлекаться роботом 8 и подводиться к приемнику 7 заклепочных элементов для дальнейшей транспортировки к концевому эффектору 2b.
В примере осуществления фиг.5 разные места 7h накопления заклепочных элементов объединены в один модуль 7i приема заклепочных элементов. Здесь, в частности, предусмотрены несколько модулей 7i приема заклепочных элементов. Здесь и предпочтительно модули 7i приема заклепочных элементов выполнены в виде бокса, предпочтительно открытого кверху, и/или с возможностью замены. Тогда сложенные туда заклепочные элементы могут просто заменяться и/или извлекаться путем замены модуля 7i приема заклепочных элементов. Дно каждого модуля 7i приема заклепочных элементов имеет предпочтительно волнистый в поперечном сечении профиль. В этом примере осуществления он выполнен в поперечном сечении в виде треугольной волны.
Сенсорная система 13 может также для распознавания положения и ориентации заклепочных элементов в промежуточном накопителе 7a иметь какой–либо, в частности оптический, сенсор 7j. Он регистрирует предпочтительно несколько модулей 7i приема заклепочных элементов.
Далее, может быть предусмотрен сенсор 7g передачи, который регистрирует передачу заклепочного элемента 3 в приемник 7 заклепочных элементов. При этом речь идет предпочтительно об индуктивном кольцевом сенсоре. Он регистрирует здесь и предпочтительно падение заклепочного элемента 3 в промежуточный накопитель 7a.
Заклепочные элементы 3 транспортируются от системы 6 приема заклепочных элементов, соответственно, приемников 7 заклепочных элементов к концевому эффектору 2b по некоторому участку транспортировки. Этот участок транспортировки здесь и предпочтительно по меньшей мере частично является рукавным. То есть здесь транспортировка заклепочных элементов 3 осуществляется в рукаве 12. В частности, этот участок транспортировки является рукавным по меньшей мере на участке от системы 6 приема заклепочных элементов к узлу 2a перестановки. На нем заклепочные элементы 3 здесь и предпочтительно транспортируются за счет пониженного давления и/или повышенного давления. Предпочтительно от каждого из приемников 7 заклепочных элементов проходит рукав 12 к узлу 2a перестановки, предпочтительно к концевому эффектору 2b.
Для транспортировки в фиксированном положении различных заклепочных элементов 3 промежуточный накопитель 7a и/или рукава 12 здесь и предпочтительно имеет по меньшей мере частично отличающиеся по размеру внутренние диаметры.
На участке транспортировки от приемника 7 заклепочных элементов, соответственно, промежуточного накопителя 7a может быть также предусмотрена стрелка 21 для заклепок, которая позволяет присоединять к приемнику 7 заклепочных элементов разные рукава 12 для транспортировки заклепочных элементов к клепальной машине 2. Для этого стрелка 21 для заклепок здесь и предпочтительно имеет линейный привод 22 для перемещения салазок 23 стрелки. Здесь этот линейный привод 22 выполнен в виде электродвигателя 24, имеющего передачу 25 из ходового винта и ходовой гайки.
С его помощью салазки 23 стрелки могут перемещаться относительно приемников 7 заклепочных элементов, чтобы присоединять какой–либо рукав 12 к данному приемнику 7 заклепочных элементов.
Производственное устройство 1 может также иметь сенсорную систему 13, посредством которой управление 11 регистрирует заклепочные элементы 3. Здесь и предпочтительно сенсорная система 13 имеет оптический сенсор 14, посредством которого управление 11 регистрирует заклепочные элементы 3. Дополнительно или альтернативно сенсорная система 13 может также иметь один или несколько блоков 15, 16 проверки, которые более подробно описываются ниже. Предпочтительно управление сенсорной системой 13 и вместе с тем при необходимости оптическим сенсором 14, соответственно, блоком 15, 16 проверки также осуществляется управлением 11.
Оптический сенсор 14 расположен предпочтительно над узлом 5 обеспечения заклепочными элементами, в частности областью 5c захвата, как это происходит в примере осуществления фиг.1. В примере осуществления фиг.2 оптический сенсор 14 расположен над имеющейся там областью 5c захвата. Здесь он расположен на узле 4 обеспечения заклепочными элементами.
Область регистрации оптического сенсора 14 предпочтительно направлена на область 5c захвата. При этом оптический сенсор 14 может быть предпочтительно стационарно расположен над узлом 5 обеспечения заклепочными элементами, в частности областью 5c захвата, однако он может быть также закреплен на роботе 8. Если система 4 обеспечения заклепочными элементами имеет несколько узлов 5 обеспечения заклепочными элементами, то вышеописанным образом над ними по существу тоже могут быть расположены оптические сенсоры 14.
Предпочтительно независимое от движений робота крепление указанного, соответственно, указанных оптических сенсоров 14 находится выше системы 4 обеспечения заклепочными элементами. Это показано в этом примере осуществления. Тогда параллельно рабочему движению робота 8 заклепочные элементы 3 могут регистрироваться и определяться их положение и/или ориентация. Это относится, в частности, также к тому случаю, когда робот 8 выдвинут из области регистрации оптического сенсора 14.
Для улучшения регистрации заклепочных элементов 3 в области 5c захвата по меньшей мере указанная область 5c захвата здесь и предпочтительно освещена снизу. В частности, для этого область 5c захвата может иметь светопроницаемое дно.
Посредством оптического сенсора 14 управление 11 в этом примере осуществления регистрирует положение и/или ориентацию заклепочных элементов 2 в узле 5 обеспечения заклепочными элементами, в частности в области 5c захвата.
Для захвата заклепочных элементов 3 управление 11 на базе положения и/или ориентации заклепочных элементов активирует робот 8 для приема, в частности для захвата заклепочного элемента 3. Под ориентацией здесь и предпочтительно следует понимать ориентирование продольной оси заклепочного элемента 3, в частности включая ориентирование его головки. Тогда робот 8 может переставляться в соответствии с положением и ориентацией заклепочного элемента так, чтобы его захват 9 мог принимать заклепочный элемент 3.
Управление 11 может посредством сенсорной системы 13, в частности оптического сенсора 14, регистрировать род, предпочтительно тип, какого–либо предоставленного узлом 5 обеспечения заклепочными элементами, в частности в области 5c захвата, заклепочного элемента 3. Предпочтительно управление 11 контролирует, является ли данный тип одним из заданных типов, которым должен наполняться какой–либо из приемников 7 заклепочных элементов. Таким образом к приемнику 7 заклепочных элементов, соответственно, приемникам 7 заклепочных элементов могут подводиться только такие заклепочные элементы, который соответствуют этому заданному типу.
Предпочтительно предопределенные, релевантные для процесса сверления и/или процесса клепки свойства заклепочных элементов 3, в частности заклепочных элементов 3 как таковых, регистрируются перед подводом к концевому эффектору 2b, в частности перед подводом к системе 6 приема заклепочных элементов. Предпочтительно эти предопределенные, релевантные для процесса сверления и/или процесса клепки свойства являются геометрическими свойствами заклепочных элементов 3, и управление 11 измеряет эти свойства посредством сенсорной системы 13, в частности посредством какого–либо принадлежащего сенсорной системе 13 оптического сенсора 14 и/или принадлежащего сенсорной системе 13 блока 15, 16 проверки. При позднейшем изготовлении клепаного соединения это обеспечивает возможность согласованного сверления и/или клепки соответственно зарегистрированным свойствам заклепочного элемента 3 и/или выбора заклепочного элемента 3, подходящего к произведенному сверлению. В частности, таким образом при изготовлении посредством производственного устройства 1 можно эффективно избегать частей головки заклепочного элемента 3, выступающих за пределы предопределенного поля допусков.
Релевантные для процесса сверления и/или процесса клепки свойства заклепочных элементов 3 являются предпочтительно теми свойствами, на основе которых процесс сверления и/или процесс клепки адаптируется характерным для заклепочных элементов образом, в частности для заклепочных элементов 3 одинакового типа, соответственно, теми свойствами, на основе которых для выполненного сверления выбирается данный заклепочный элемент 3, а не какой–либо заклепочного элемента 3 того же типа.
Здесь и предпочтительно релевантными для процесса сверления и/или процесса клепки свойствами являются длина заклепки и/или диаметр стержня и/или длина стержня. Эти величины здесь и предпочтительно регистрируются сенсорной системой, в частности направленным на область захвата сенсором 10. Для регистрации регистрируемых посредством оптического сенсора 10 свойств заклепочных элементов 3, в частности таких свойств, как длина заклепки и/или диаметр стержня и/или длина стержня, управление выполняет преобразование оптической съемки. Это необходимо, так как, например, головки заклепок заклепочных элементов 3 здесь и предпочтительно вызывают слегка наклонное положение в области захвата. Допуск измерения при этом измерении лежит предпочтительно в области минимум 500 μ, также предпочтительно минимум 200 μ, также предпочтительно минимум 100 μ.
Предпочтительно управление 11 посредством сенсорной системы 13, в частности оптического сенсора 14, проверяет заклепочные элементы 3 на повреждение. Здесь может, например, распознаваться, отсутствует ли головка заклепочного элемента 3. Регистрация, соответственно, проверка заклепочных элементов 3 посредством направленного на область 5c захвата оптического сенсора 14 осуществляется предпочтительно перед захватом заклепочного элемента 3 роботом 8.
Далее, производственное устройство 1 может иметь блок 15 проверки для регистрации предопределенных, релевантных для процесса сверления и/или процесса клепки свойств заклепочных элементов 3. Управление блоком 15 проверки здесь и предпочтительно тоже осуществляется управлением 11.
Далее, с помощью блока 15 проверки в качестве предопределенных, релевантных для процесса сверления и/или процесса клепки свойств могут измеряться и регистрироваться диаметр головки заклепки и/или длина головки заклепки и/или угол потайной головки заклепки и/или переходный радиус. Переходный радиус представляет собой здесь и предпочтительно радиус между двумя участками заклепочного элемента, в частности между головкой 3c и стержнем 3d заклепки 3a. Дополнительно может также определяться диаметр стержня. Допуск измерения при измерении с помощью блока 15 проверки предпочтительно меньше, в частности по меньшей мере в 10 раз меньше, чем допуск измерения при измерении с помощью оптического сенсора 14, направленного на узел 5 обеспечения заклепочными элементами.
Кроме того, измерения с помощью оптического сенсора 14, направленного на узел 5 обеспечения заклепочными элементами, и с помощью блока 15 проверки отличаются предпочтительно тем, что с помощью оптического сенсора 14, направленного на узел 5 обеспечения заклепочными элементами, одновременно и, в частности, полностью регистрируются несколько заклепочных элементов 3, в то время как с помощью блока 15 проверки предпочтительно регистрируется только какой–либо фрагмент заклепочного элемента 3.
Блок 15 проверки имеет оптический сенсор 17. С помощью этого оптического сенсора 17 регистрируются предопределенные, релевантные для процесса сверления или процесса клепки свойства.
В этом примере осуществления здесь и предпочтительно ось A обзора оптического сенсора 14, направленного на узел 5 обеспечения заклепочными элементами, и ось B обзора оптического сенсора 17 блока 15 проверки не проходят параллельно друг другу. Предпочтительно они направлены ортогонально друг другу. Таким образом проверка заклепочного элемента 3 может осуществляться с двух разных сторон. Тогда могут лучше распознаваться дефекты заклепочного элемента 3, выраженные только с одной стороны. Кроме того, благодаря этому упрощается манипулирование с помощью робота 8, так как он не должен изменять ориентирование заклепочного элемента 3.
В частности, блок 15 проверки может иметь освещение 18 для измерения предопределенных, релевантных для процесса сверления и/или процесса клепки свойств, которое во время регистрации освещает заклепочный элемент 3. Освещение 18 здесь и предпочтительно расположено напротив сенсора 17 блока 15 проверки. Но ось освещения и ось обзора оптического сенсора 17 предпочтительно расположены коаксиально. Направление обзора сенсора 17 и освещения ориентированы здесь друг к другу.
В этом примере осуществления блок 15 проверки выполнен в виде двухсторонней телецентрической системы. Это обеспечивает возможность точного измерения без точного позиционирования заклепочного элемента 3 между освещением 18 и оптическим сенсором 17. Допуск измерения блока проверки составляет предпочтительно меньше +–5 μ, предпочтительно меньше +–3 μ, также предпочтительно по существу около +–2 μ.
Далее, может быть предусмотрена другая проверка заклепочных элементов 3. Здесь и предпочтительно она выполняется с помощью другого блока 16 проверки. Этот другой блок 16 проверки имеет предпочтительно оптический и/или механический сенсор 19. В зависимости от регистрируемых свойств заклепочных элементов 3, этот другой блок 16 проверки может быть выполнен, как блок 15 проверки. Однако он может также иметь другую конструкцию.
Например, другой блок 16 проверки может быть предусмотрен для проверки заклепочных элементов 3, в частности заклепочных колец 3b и/или распорных заклепок 3c. Таким образом заклепочные элементы 3 могут сдвигаться для проверки и/или заклепочные элементы 3 могут погружаться в него. Такой блок 16 проверки хорошо зарекомендовал себя, в частности для проверки винтовых колец и/или сплющиваемых колец. С помощью такого блока 16 проверки, в частности посредством распознавания структуры, могут регистрироваться и проверяться замыкающие канавки и/или замыкающие резьбы.
Здесь робот 8 транспортирует заклепочные элементы 3, в частности по отдельности, от узла 5 обеспечения заклепочными элементами к блоку 15, 16 проверки, соответственно, блокам 15, 16 проверки. Предпочтительно робот 8 удерживает схваченный заклепочный элемент 3 во время проверки, соответственно, проверки с помощью блока 15, 16 проверки, соответственно, блоков 15, 16 проверки. Проверки выполняются здесь и предпочтительно последовательно. Также между блоками 15, 16 проверки здесь и предпочтительно заклепочный элемент 3 транспортируется роботом 8. При определенных обстоятельствах может потребоваться, чтобы робот 8 между двумя блоками 15, 16 проверки ставил и перехватывал (т.е. вновь захватывал) заклепочный элемент 3. Это целесообразно, в частности, тогда, когда захват 9 робота вследствие размера заклепочного элемента 3 может захватывать его только так, что при захвате измеряемые размеры скрыты. После проверки в блоке 15, 16 проверки, соответственно, блоках 15, 16 проверки заклепочный элемент 3 здесь и предпочтительно подводится к системе 6 приема заклепочных элементов, в частности приемнику 7 заклепочных элементов системы 6 приема заклепочных элементов.
Особенно предпочтительно способ выполнен таким образом, что все подведенные к системе 6 приема заклепочных элементов заклепочные элементы 3 проверяются на предопределенные, релевантные для процесса сверления и/или процесса клепки свойства. Однако предпочтительно проверяется по меньшей мере 50%, также предпочтительно по меньшей мере 80%, также предпочтительно по меньшей мере 95% всех заклепочных элементов 3, подведенных к приемнику 7 заклепочных элементов. В частности, здесь и предпочтительно этот способ отличается от выборочной проверки заклепочных элементов 3 партиями у производителя заклепок тем, что перед подводом к приемнику 7 заклепочных элементов значительное количество заклепочных элементов 3 проверяется производственным устройством 1 на предопределенные, релевантные для процесса сверления и/или процесса клепки свойства. Дефектные заклепочные элементы 3 предпочтительно регистрируются управлением, и их дефекты протоколируются. Предпочтительно может устанавливаться соответствие дефектных заклепочных элементов 3 групповой упаковке, из которой они были извлечены. Это обеспечивает возможность всеобъемлющего рекламационного менеджмента заклепочных элементов 3 в отношении производителя заклепочных элементов 3.
Далее, может быть предусмотрено, чтобы зарегистрированные, соответственно, проверенные заклепочные элементы 3 подводились к приемникам 7 заклепочных элементов 3 в зависимости от зарегистрированных свойств заклепочного элемента. Предпочтительно по меньшей мере к двум из приемников 7 заклепочных элементов подводятся заклепочные элементы 3 одинакового типа. Это предпочтительно, в частности, для сортировки заклепочных элементов 3, как описано ниже.
Предпочтительно для сортировки заклепочных элементов 3 одного типа образуются подкатегории, и этим подкатегориям, в частности каждой, предназначается по одному приемнику 7 заклепочных элементов. Дополнительно или альтернативно на основании информации о заклепочных элементах 3, в частности спецификации заклепочных элементов 3, могут образовываться подкатегории, и этим подкатегориям, в частности каждой, предназначаться по одному приемнику 7 заклепочных элементов. Затем заклепочные элементы 3, в зависимости от их проверки в блоке 15, 16 проверки, соответственно их принадлежности к какой–либо подкатегории могут подводиться к предназначенному для этой подкатегории приемнику 7 заклепочных элементов.
Предпочтительно подкатегории образуются по полям допусков. Таким образом возможно распределение партий заклепочных элементов 3 в приемниках 7 заклепочных элементов. То есть заклепочные элементы 3 могут сортироваться производственным устройством 1 таким образом, чтобы указанные, в частности происходящие из одной групповой упаковки заклепочные элементы 3 сортировались по разным более мелким полям допусков. При этом при сортировке к отдельным приемникам 7 заклепочных элементов подводятся только заклепочные элементы 3, имеющие в совокупности меньшую ширину поля допусков, чем ширина поля допусков заклепочных элементов 3, первоначально подведенных к узлу 5 обеспечения заклепочными элементами из групповой упаковки.
В этой связи особенно хорошо зарекомендовало себя связывание информации о заклепочных элементах 3, подведенных к какому–либо приемнику 7 заклепочных элементов, или заклепочных элементах 3, которые должны подводиться к какому–либо приемнику 7 заклепочных элементов. Предпочтительно информация, в частности спецификация и/или подкатегория, связывается с этим приемникам 7 заклепочных элементов. При этом речь может идти, в частности, о поле допусков. Однако дополнительно или альтернативно с приемником 7 заклепочных элементов могут также связываться также свойства, в частности размеры, каждого отдельного подведенного заклепочного элемента 3 и при необходимости последовательность подвода. Это осуществляется предпочтительно в памяти 11a управления 11.
На базе этой информации позднее среди разных заклепочных элементов 3 одного типа после замера сверления может выбираться заклепочный элемент 3 для установки в это сверление, при этом производственное устройство 1 затребует соответствующий заклепочный элемент 3. Дополнительно или альтернативно создаваемое с помощью производственного устройства 1 сверление может определяться и адаптироваться на базе устанавливаемого заклепочного элемента 2, в частности на основе его принадлежности к какой–либо подкатегории, например, определяться или адаптироваться глубина высверливаемой зенковки в зависимости от размеров головки заклепки. Для этого предпочтительно производственным устройством 1 запрашивается связанная информация.
Здесь и предпочтительно заклепочные элементы 3 ориентированным образом, в частности в определенном положении, принимаются указанным, соответственно, указанными приемниками 7 заклепочных элементов, например, в рукаве 12. Особенно хорошо зарекомендовало себя, когда подвод заклепочных элементов 3 к клепальной машине от какого–либо приемника 7 заклепочных элементов осуществляется из этого приемника 7 заклепочных элементов в той последовательности, в которой заклепочные элементы 3 подводятся к приемнику 7 заклепочных элементов.
Как вытекает из вышестоящего описания и фиг.1, система 4 обеспечения заклепочными элементами, при необходимости блоки 15, 16 проверки, и система 6 приема заклепочных элементов связаны друг с другом, то есть, в частности, пространственно расположены рядом друг с другом.
Заклепочные элементы 3 предпочтительно с помощью, в частности неподвижно смонтированного, робота 8 подводятся от узла 5 обеспечения заклепочными элементами при необходимости через блоки 15, 16 проверки системы 6 обеспечения заклепочными элементами. Однако при необходимости для транспортировки могут быть также предусмотрены несколько роботов 8.
Дефектные заклепочные элементы 3 подводятся предпочтительно к емкости 20a для брака. Это может осуществляться, например, роботизированным образом, в частности посредством робота 8, или же, если распознавание дефектных заклепочных элементов 3 должно осуществляться в области захвата, хорошие заклепочные элементы 3 могут подводиться роботом 8 к приемникам 7 для заклепочных элементов и, в частности когда в области захвата остались только лишь дефектные заклепочные элементы 3, эти оставшиеся в области захвата заклепочные элементы 3 подводиться от узла 5 обеспечения заклепочными элементами, например, посредством встряхивающих движений, к емкости 20a для брака.
На базе информации, связанной с приемником 7 заклепочных элементов, производственное устройство 1 может адаптировать процесс сверления и/или процесс клепки к устанавливаемому заклепочному элементу. Дополнительно или альтернативно для уже просверленного и при необходимости замеренного отверстия от приемников 7 заклепочных элементов может затребоваться подходящий заклепочный элемент 3.
При этом предпочтительно сверление и/или клепка производится на базе зарегистрированных перед подводом заклепочных элементов 3 к приемнику 7 заклепочных элементов предопределенных, релевантных для процесса сверления и/или клепки свойств, и/или на базе зарегистрированных перед подводом заклепочных элементов 3 к приемнику 7 заклепочных элементов предопределенных, релевантных для процесса сверления и/или клепки свойств, затребуется подходящий для сверления заклепочный элемент 3 и изготавливается заклепочное соединение.
При этом особое значение имеет, в частности, замер головок заклепочных элементов 3 и адаптация сверления, в частности зенковки к головке заклепочного элемента 3, соответственно, выбор заклепочного элемента 3, имеющего головку, подходящую для какого–либо сверления, в частности зенковки сверления. По одному из особенно предпочтительных вариантов осуществления способа производственное устройство 1 перед подводом к приемнику заклепочных элементов в качестве предопределенных, релевантных для процесса сверления и/или клепки свойств регистрирует, например, диаметр головки заклепки и/или длину головки заклепки. Кроме того, предусмотрено, что производственное устройство 1 определяет и производит сверление, в частности определяет глубину зенковки для сверления и производит ее на базе диаметра головки заклепки и/или длины головки заклепки.
Наконец, на фиг.2 в качестве примера заклепочных элементов 3 показана на a) цельная заклепка, имеющая потайную головку, и на b) заклепка с посадкой, имеющая потайную головку и ответное заклепочное кольцо 3b заклепки с посадкой. Помимо этого, таким же образом к приемникам 7 заклепочных элементов производственным устройством 1 могут также подводиться многие другие заклепочные элементы 3. Это могут быть, в частности, также винтовые заклепки и/или глухие заклепки.
Для показанных на фиг.2 заклепочных элементов 3 в качестве примера показаны возможные, релевантные для процесса сверления и/или процесса клепки свойства, при этом их выбор в каждом случае может зависеть от требований к создаваемому заклепочному соединению. Этими релевантными свойствами здесь и предпочтительно являются длина LN заклепки и/или длина LS стержня и/или длина LK головки и/или диаметр DK головки и/или диаметр DS стержня. Эти размеры нанесены на фиг.2. Далее, в качестве возможных, релевантных для процесса сверления и/или процесса клепки свойств, на чертеже показаны угол W потайной головки, а также переходный радиус К. Помимо этого, показана структура заклепки, а именно, замыкающие канавки 3e заклепки с посадкой на фиг.2b).
Для заклепочного кольца 3b здесь в качестве релевантных для процесса клепки свойств показаны длина LC заклепочного кольца, а также внутренний диаметр DCI заклепочного кольца и наружный диаметр DCA заклепочного кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ СНАБЖЕНИЯ ЗАКЛЕПОЧНЫМИ ЭЛЕМЕНТАМИ | 2018 |
|
RU2770162C2 |
| СПОСОБ НАПОЛНЕНИЯ КАССЕТЫ ДЛЯ ЗАКЛЕПОК ЗАКЛЕПОЧНЫМИ ЭЛЕМЕНТАМИ | 2017 |
|
RU2769709C2 |
| СПОСОБ НАПОЛНЕНИЯ КАССЕТЫ ДЛЯ ЗАКЛЕПОК ЗАКЛЕПОЧНЫМИ ЭЛЕМЕНТАМИ | 2017 |
|
RU2754940C2 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| РАБОЧИЙ ОРГАН ДЛЯ КЛЕПАЛЬНОГО УСТРОЙСТВА | 2016 |
|
RU2696911C1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| Устройство технического зрения клепального оборудования для контроля качества клепки и способ контроля качества клепки | 2024 |
|
RU2831754C1 |
| УЗЕЛ ДЛЯ ВЫДАЧИ УПЛОТНИТЕЛЬНОЙ МАССЫ | 1993 |
|
RU2106927C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ЗАКЛЕПОК, А ТАКЖЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2006 |
|
RU2414320C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении конструктивных элементов методом клепки с использованием клепальных машин. Для снабжения клепальной машины (2) заклепочными элементами (30) используют по меньшей мере одну систему (4) обеспечения заклепочными элементами. Система имеет по меньшей мере один узел (5) для обеспечения заклепочными элементами (3) и их разъединения. Клепальная машина (2) имеет систему (4) приема заклепочных элементов, содержащую по меньшей мере один приемник (7) для приема заклепочных элементов (3). По меньшей мере часть транспортировки от одного из узлов (5) обеспечения заклепочными элементами к одному из приемников (7) для заклепочных элементов осуществляется роботизированным образом. В результате обеспечивается упрощение снабжения клепальной машины необходимыми заклепочными элементами. 3 н. и 18 з.п. ф-лы, 6 ил.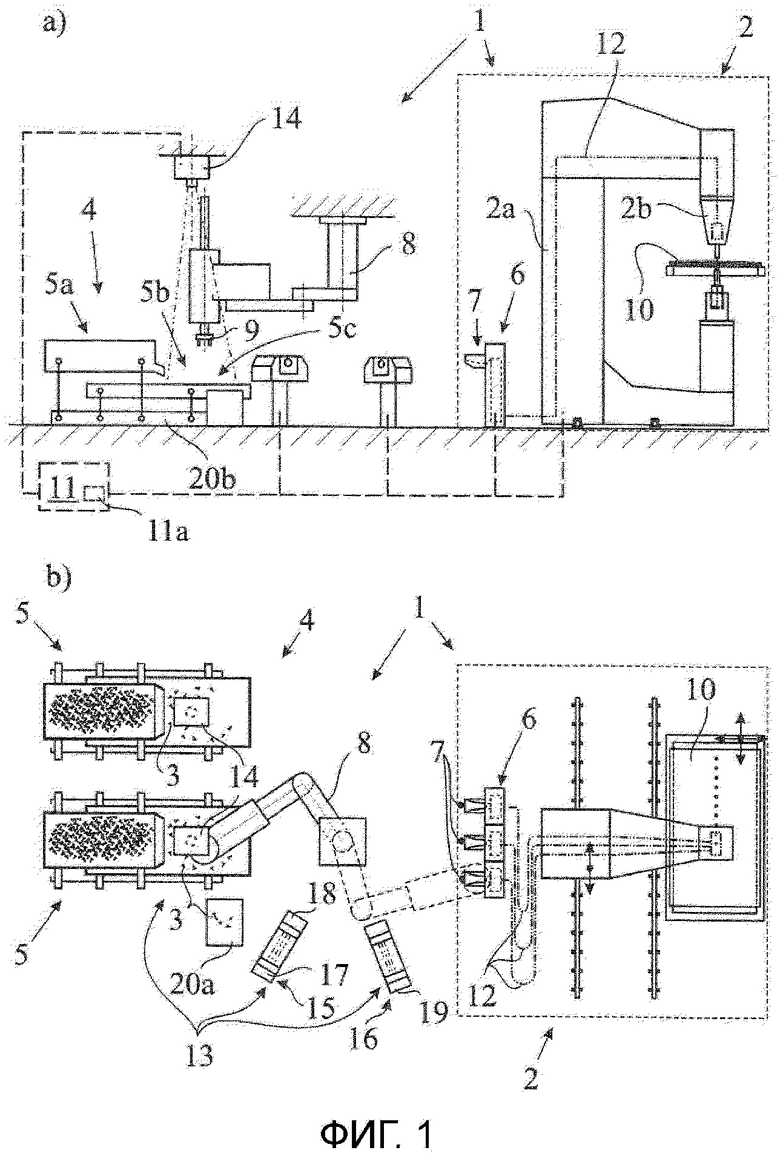
1. Способ снабжения клепальной машины (2) заклепочными элементами (3), содержащей систему (6) приема заклепочных элементов, имеющую по меньшей мере один приемник (7) заклепочных элементов для приема заклепочных элементов (3), при котором
используют по меньшей мере одну систему (4) обеспечения заклепочными элементами, имеющую по меньшей мере один узел (5) обеспечения заклепочными элементами для предоставления и для разъединения заклепочных элементов (3), и
по меньшей мере часть транспортировки от одного из узлов (5) обеспечения заклепочными элементами к одному из приемников (7) для заклепочных элементов осуществляют роботизированным образом.
2. Способ по п. 1, отличающийся тем, что он предназначен для снабжения заклепочными элементами (3) клепальной машины (2) во время ее работы.
3. Способ по п. 1 или 2, отличающийся тем, что заклепочные элементы (3) транспортируют роботом (8), имеющим по меньшей мере две или по меньшей мере три оси, от одного из узлов (5) обеспечения заклепочными элементами к одному из приемников (7) заклепочных элементов.
4. Способ по одному из пп. 1-3, отличающийся тем, что клепальная машина (2) имеет узел (2a) перестановки, имеющий концевой эффектор (2b), который имеет клепальный инструмент, и клепальный инструмент устанавливает заклепочный элемент (3), предпочтительно, что концевой эффектор (2b) имеет сверлильный инструмент и клепальный инструмент, и сверлильный инструмент сверлит отверстие в структурном конструктивном элементе (10), а клепальный инструмент устанавливает заклепочный элемент (3) в просверленное отверстие.
5. Способ по одному из пп. 1-4, отличающийся тем, что узел (5) обеспечения заклепочными элементами имеет спиральный транспортер (5d), посредством которого заклепочные элементы (3) подводят к области (5c) захвата, предпочтительно, что этот спиральный транспортер (5d) имеет спираль (5e) и продольную ось (L), вокруг которой проходит спираль (5e), также предпочтительно, что эта продольная ось (L) наклонена относительно направления (G) силы тяжести, также предпочтительно, что предусмотрен желоб (51), по которому заклепочные элементы (3) соскальзывают к области (5c) захвата, также предпочтительно, что при вращении спирали (5e) заклепочный элемент (3) от спирального транспортера (5d) путем его сброса и соскальзывания по желобу (51) может подводиться к области (5c) захвата.
6. Способ по одному из пп. 1-5, отличающийся тем, что заклепочные элементы (3) в узле (5) обеспечения заклепочными элементами разъединяют и предпочтительно подводят к области (5c) захвата, также предпочтительно, что заклепочные элементы захватывают в области (5c) захвата роботизированным образом.
7. Способ по одному из пп. 4-6, отличающийся тем, что заклепочные элементы (3) транспортируют от системы (6) приема заклепочных элементов к концевому эффектору (2b) по участку транспортировки, причем этот участок транспортировки по меньшей мере частично является рукавным, предпочтительно, что часть участка транспортировки от системы (6) приема заклепочных элементов к узлу (2a) перестановки является рукавной, также предпочтительно, что по меньшей мере на этой части участка транспортировки заклепочные элементы (3) транспортируют за счет пониженного давления и/или повышенного давления.
8. Способ по одному из пп. 1-7, отличающийся тем, что управление снабжением клепальной машины (2) заклепочными элементами (3) осуществляют управлением (11), предпочтительно, что управление (11) регистрирует заклепочные элементы (3) посредством сенсорной системы (13), в частности оптического сенсора (14), также предпочтительно, что управление (11) посредством оптического сенсора (14) регистрирует положение и/или ориентацию заклепочных элементов (3) в одном из узлов (5) обеспечения заклепочными элементами, в частности в области (5c) захвата, также предпочтительно, что управление (11) на базе положения и/или ориентации заклепочных элементов (3) активирует робот (8) для приема заклепочного элемента (3).
9. Способ по одному из пп. 1-8, отличающийся тем, что управление (11) посредством сенсорной системы, в частности посредством оптического сенсора (14), регистрирует тип предоставленного узлом (5) обеспечения заклепочными элементами, в частности лежащего в области (5c) захвата, заклепочного элемента (3), предпочтительно, что управление (11) проверяет, является ли зарегистрированный тип одним из заданных типов, которые должны подводиться к приемникам (7) заклепочных элементов.
10. Способ по одному из пп. 1-9, отличающийся тем, что перед подводом к системе (6) приема заклепочных элементов регистрируют предопределенные, релевантные для процесса сверления и/или процесса клепки свойства заклепочных элементов (3).
11. Способ по п. 10, отличающийся тем, что одним из релевантных для процесса сверления и/или процесса клепки свойств является длина (LN) заклепки и/или диаметр (DS) стержня и/или длина (LS) стержня.
12. Способ по одному из пп. 1-11, отличающийся тем, что управление (11) посредством сенсорной системы (13), в частности посредством оптического сенсора (14), проверяет заклепочные элементы (3) на повреждение.
13. Способ изготовления структурного конструктивного элемента (10), в котором клепальную машину (2) снабжают заклепочными элементами (3) способом по одному из пп. 1–12, и от системы (6) приема заклепочных элементов подводят заклепочные элементы (3) к концевому эффектору (2b) клепальной машины (2), и в структурном конструктивном элементе (10) сверлят отверстие, и подведенный к концевому эффектору (2b) заклепочный элемент (3) вставляют в это отверстие и заклепывают.
14. Способ по п. 13, отличающийся тем, что он предназначен для изготовления структурного конструктивного элемента самолета.
15. Производственное устройство для выполнения способа по одному из пп. 1-14, причем это производственное устройство (1) имеет клепальную машину (2) с системой (6) приема заклепочных элементов, систему (4) обеспечения заклепочными элементами по меньшей мере с одним узлом (5) обеспечения заклепочными элементами для обеспечения заклепочными элементами (3) и их разъединения, и робот (8) для по меньшей мере частичной транспортировки заклепочных элементов (3) от одного из узлов (5) обеспечения заклепочными элементами к одному из приемников (7) заклепочных элементов.
16. Устройство по п. 15, отличающееся тем, что узел (5) обеспечения заклепочными элементами имеет спиральный транспортер (5d), посредством которого заклепочные элементы (3) подводят к области (5c) захвата, предпочтительно, что этот спиральный транспортер (5d) имеет спираль (5e) и продольную ось (L), вокруг которой проходит спираль (5e), также предпочтительно, что эта продольная ось (L) наклонена относительно направления (G) силы тяжести, также предпочтительно, что предусмотрен желоб (51), по которому заклепочные элементы (3) соскальзывают к области (5c) захвата, также предпочтительно, что при вращении спирали (5e) заклепочный элемент (3) от спирального транспортера (5d) путем его сброса и соскальзывания по желобу (51) подводится к области (5c) захвата.
17. Устройство по п. 15 или 16, отличающееся тем, что робот (8) имеет по меньшей мере две или по меньшей мере три оси, предпочтительно, что робот (8) транспортирует заклепочные элементы (3) от одного из узлов (5) обеспечения заклепочными элементами к одному из приемников (7) заклепочных элементов.
18. Устройство по одному из пп. 15–17, отличающееся тем, что робот (8) закреплен на клепальной машине (2), или что робот (8) установлен отдельно от клепальной машины (2).
19. Устройство по одному из пп. 15–18, отличающееся тем, что клепальная машина (2) имеет узел (2a) перестановки, имеющий концевой эффектор (2b), который имеет клепальный инструмент, предпочтительно, что концевой эффектор (2b) имеет сверлильный инструмент и клепальный инструмент.
20. Устройство по одному из пп. 15–19, отличающееся тем, что узел (5) обеспечения заклепочными элементами закреплен на клепальной машине (2) или узел (5) обеспечения заклепочными элементами установлен отдельно от клепальной машины (2).
21. Устройство по одному из пп. 15–20, отличающееся тем, что система приема заклепочных элементов закреплена на клепальной машине, предпочтительно, что система (6) приема заклепочных элементов закреплена на стационарной части клепальной машины (2).
| CN 105127352 A, 09.12.2015 | |||
| Устройство для последовательной подачи крепежа с головкой | 1981 |
|
SU1122208A3 |
| Автоматическое сверлильно-клепальное устройство | 1988 |
|
SU1602604A1 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |

