Предлагаемое изобретение относится к способам получения термопластичных полимерно-керамических филаментов (нитей) для получения трехмерных керамических сырцов при помощи технологии послойного наплавления (англ. Fusing Deposition Modeling, FDM) с последующим отжигом термопластичного связующего и спеканием технической керамики со сложной формой и бионическим дизайном.
Подходы к созданию керамики с использованием прекерамических полимеров (содержащих прекурсоры для формирования керамики) имеет преимущество перед классическими технологиями формования - полусухое прессования, экструзия, холодное и горячее шликерное литье и т.д., так как дает возможность использовать методы термопластического формования путем аддитивного выращивания (аддитивных технологий), и, таким образом, могут быть изготовлены изделия сложной формы, без дополнительных операции механообработки керамического материала после спекания для придания им заданной геометрии и размеров.
Успешное термопластическое формование с высоким содержанием порошка наполнителя представлено в работе [J. Heiber, F. Clemens, Т. Graule, D. Hulsenberg, Fabrication of SiO2 glass fibres by thermoplastic extrusion, Glas. Sci. Technol. 77 (2004) 211-2016]. Как и ожидалось, вязкость расплава материала значительно увеличивается по сравнению с тем, когда используют отдельные нано- и микрочастицы. Это может иметь решающее значение для использования наполненных термопластов в технологии послойного наплавления - одной из разновидностей аддитивных технологий, также называемой изготовление из расплава филамента (англ. Fused Filament Fabrication, FFF), так как сильно ограничивает величину вязкости потока материала на выходе из сопла. Следовательно, существует необходимость подбора типа и размеров частиц наполнителя при создании высоконаполненных филаментов (нитей) для использования в технологии послойного наплавления, которая изначально основана на термопластическом формовании изделий.
Принцип работы технологии послойного наплавления следующий: твердый термопластичный материал в виде нити проталкивается роликами через небольшое нагретое сопло, где он плавится, а затем наносится в виде тонкого слоя на подложке. Сопло перемещается в соответствии с запрограммированным путем и твердая форма медленно изготавливается слой за слоем. Высокая вязкость может привести к засорению сопла или короблению нити [J. Gonzalez-Gutierrez, S. Cano, S. Schuschnigg, С. Kukla, J. Sapkota, С. Holzer, Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: a review and future perspectives, Materials (Basel) 11 (2018), https://doi.org/10.3390/ma11050840.; L. Gorjan, L. Reiff, A. Liersch, F. Clemens, Ethylene vinyl acetate as a binder for additive manufacturing of tricalcium phosphate bio-ceramics, Ceram. Int. (2018), https://doi.org/10.1016/j.ceramint.2018.05.260.]. После завершения создания формы термопластичный полимер (связующее) удаляют, и сырец спекают при высокой температуре для образования пористого или плотного конечного керамического изделия.
Прекерамические полимеры с наполнителями или без них уже используется как сырье практически во всех разновидностях аддитивных технологий [Z.C. Eckel, С. Zhou, J.H. Martin, A.J. Jacobsen, W.B. Carter, T.A. Schaedler, Additive manufacturing of polymer-derived ceramics, Science 80 (351) (2016) 58-62, https://doi.org/10.1126/science.aad2688.], в том числе печати связующим [A. Zocca, С.М. Gomes, A. Staude, Е. Bernardo, J. Günster, P. Colombo, SiO Ceramics with ordered porosity by 3D-printing of a preceramic polymer, J. Mater. Res. 28 (2013) 2243-2252, https://doi.org/10.1557/jmr.2013.129.], в том числе печати связующим [A. Zocca, С.М. Gomes, A. Staude, Е. Bernardo, J. Günster, P. Colombo, SiO Cceramics with ordered porosity by 3D-printing of a preceramic polymer, J. Mater. Res. 28 (2013) 2243-2252], струйной печати [М. Mott, J.R.G. Evans, Solid free forming of Silicon Carbide by inkjet printing using a polymeric precursor, J. Am. Ceram. Soc. 84 (2001) 307-313], прямой печати чернилами [G. Pierin, С.Grotta, P. Colombo, C. Mattevi, Direct Ink writing of micrometric SiO Ceramic structures using a preceramic polymer, J. Eur. Ceram. Soc. 36 (2016) 1589-1594. A. Zocca, G. Franchin, H. Elsayed, E. Gioffredi, E. Bernardo, P. Colombo, A. Bandyopadhyay, Direct ink writing of a preceramic polymer and fillers to produce hardystonite (Ca2ZnSi2O7) bioceramic scaffolds, J. Am. Ceram. Soc. 99 (2016) 1960-1967. G. Franchin, H.S. Maden, L. Wahl, A. Baliello, M. Pasetto, P. Colombo, Optimization and characterization of preceramic inks for Direct Ink writing of Ceramic Matrix Composite structures, Materials (Basel) 11 (2018) 1-14] стереолитографии [Franchin, H.S. Maden, L. Wahl, A. Baliello, M. Pasetto, P. Colombo, Optimization and characterization of preceramic inks for Direct Ink writing of Ceramic Matrix Composite structures, Materials (Basel) 11 (2018) 1-14] в том числе в субмикронном масштабе [Brigo, J. Eva, М. Schmidt, A. Gandin, N. Michieli, P. Colombo, G. Brusatin, 3D Nanofabrication of SiOC Ceramic Structures, 1800937, (2018)] и при изготовлении ламинированных изделий [Н. Windsheimer, N. Travitzky, А. Hofenauer, P. Greil, Laminated object manufacturing of preceramic-paper-derived Si-SiC composites, Adv. Mater. 19 (2007) 4515-4519].
Однако 3D-печать с использованием прекерамических полимеров методом послойного наплавления рассматривается в небольшом числе работ [Gorjan L. et al. Fused deposition modeling of mullite structures from a preceramic polymer and γ-alumina //Journal of the European Ceramic Society. - 2019. - T. 39. - №.7. - C. 2463-2471]. Причиной этого может быть тот факт, что прекурсоры с высоким выходом керамики, такие как силоксаны имеют температуры стеклования значительно выше комнатной (около 50-60°С) [P. Colombo, G. Mera, R. Riedel, G.D. Soraru, Polymer-derived ceramics: 40 years of research and innovation in advanced ceramics, J. Am. Ceram. Soc. 93 (2010)], поэтому из них получаются жесткие и очень хрупкие нити, что делает их неподходящими для технологии послойного наплавления [P. Colombo, J. Schmidt, G. Franchin, A. Zocca, J. Günster, Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers, Am. Ceram. Soc. Bull. 96 (2017) 16-23].
В основе предлагаемого способа получения термопластичного филамента (нити) для создания трехмерных керамических структур методом послойного наплавления, лежит способ получения керамических структур состава 3Al2O3×2SiO2, указанный в работе [Gorjan L. et al. Fused deposition modeling of mullite structures from a preceramic polymer and γ-alumina //Journal of the European Ceramic Society. - 2019. - T. 39. - №.7. - C. 2463-2471, который состоит из 2-х стадий:
- смешение микропорошков наполнителя, термопластичного связующего и полиметилсилоксана в лабораторном смесителе с роликовыми роторами;
- получения филаментов (нити) путем экструзии полученных смесей.
Существенным параметром для подбора температурно-временных режимов смешения составов и температурно-временных режимов экструзии является вязкость получаемых смесей.
Полученные филаменты были использованы для создания трехмерных структур методом послойного наплавления с последующим удалением связующего и предварительного спекания и дополнительным обжигом при высоких температурах.
Критически важным параметром, влияющим на выбор состава филаментов, является свободное прохождение состава через сопло при заданных параметрах печати для формирования керамического сырца сложной формы и бионическим дизайном. Существенными параметрами для выбора температурно-временных режимов удаления связующего и предварительного отжига является температура разложения связующего, определяемая термогравиметрическим и дифференциальным термическим анализом. Существенными параметрами для выбора температурно-временных режимов окончательного обжига является фазовый состав, плотность и открытая пористость, а также микроструктура получаемых керамических изделий.
В качестве керамических наполнителей в способе прототипе использовали две марки микропорошков γ-Al2O3 26 N-0842UPGG (26 N), фирмы Inframat Advanced Materials, США и PURALOX SCFa-140 UF5 (UF5), фирмы SASOL.
В качестве термопластичной матрицы использовали сополимер этилвинил ацетата марки Elvax 420, фирмы DuPont, США.
В качестве источника оксида кремния использовали полиметилсилоксановую смолу марки Silres МК, фирмы Wacker, Германия.
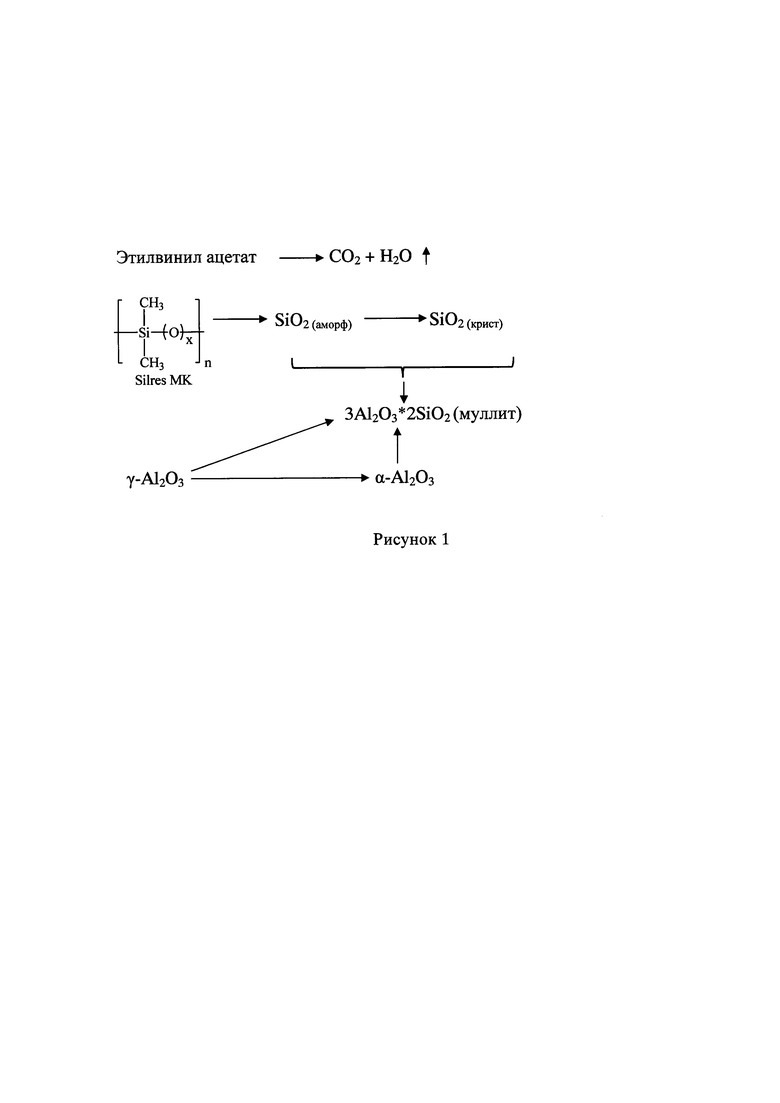
Суть процесса получения керамических структур отражена на рисунке 1.
На рисунке 1 схематично изображен процесс получения керамики из полимерного пре-керамического материала, состоящего из этилвинил ацетата, кремнийорганической смолы (Silres МК) и оксида алюминия. При нагревании изделий из пре-керамического материала происходит разложение этилвинил ацетата на углекислый газ и воду, которые удаляются в виде паров. Silres МК при этом разлагается до оксида кремния и органических паров. После нагрева до температуры спекания диоксид кремния и оксид алюминия вступают в реакцию с образованием муллита (3Al2O3*2SiO2).
Предпочтительным является предварительное высушивание микропорошков γ-Al2O3 в течение 2 часов при температуре 150°C с принудительной конвекцией.
Для смешения составов и получения однородной полимерно-керамической массы использовали лабораторный смеситель и следующий режим смешения: скорость вращения роторов 10 об/мин, температура роторов - 120°С, время смешения 60 минут.
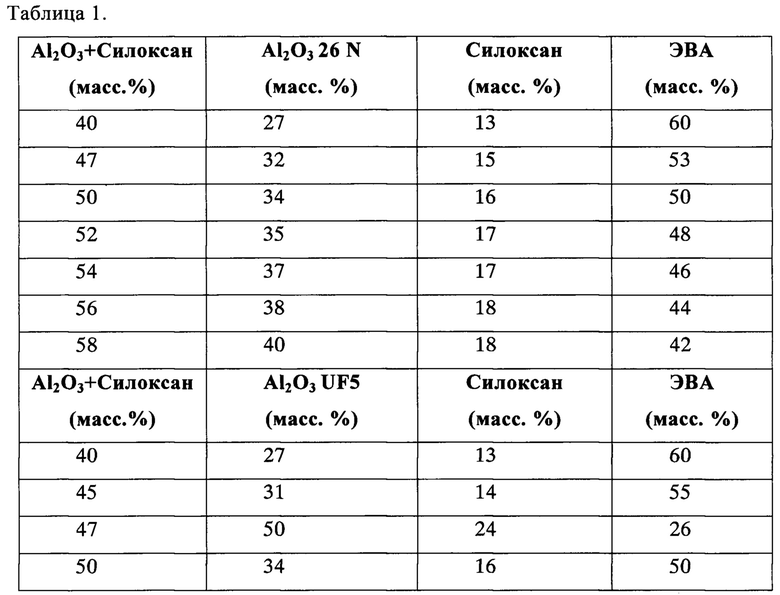
Составы смесей для получения филаментов (нитей) подбирались с учетом исследования вязкости полученных смесей. Составы представлены в таблице 1. Составы смесей для получения филаментов.
Наиболее предпочтительным составом для изготовления филамента с последующей печатью керамических изделий методом послойного наплавления является состав, содержащий 40 (масс. %) Al2O3+Силоксан.
Для изготовления филаментов (нити) в способе-прототипе был использован поршневой экструдер. Экструзию проводили при 90°С через отверстие фильеры диаметром 1,75 мм.
Трехмерные изделия были изготовлены методом послойного наплавления на 3-D принтере. Диаметр сопла, температура сопла и скорость составляли 1,0 мм, 170°С и 110 мм/мин соответственно. Высота слоя была установлена в 0,5 мм.
Удаление связующего и предварительное спекание проводились на воздухе в муфельной печи или в токе азота (99,99%) в трубчатой печи. Образцы нагревали со скоростью 1 градус/мин до 140°С, затем 0,2 градуса/мин до 230°С; после 4 ч выдержки при 230°С снова нагревали со скоростью 0,3 градуса/мин до 600°С, а затем 3 градуса/мин до 1000°С, с последующей выдержкой 1 час при этой температуре.
Спекание проводилось в электрической печи в интервале температур от 1250-1550°С, время выдержки при определенной температуре составляло 2,5 ч, скорость нагрева 5 градусов/мин. Наиболее предпочтительной температурой для отжига была выбрана температура в 1550°С.
Технический результат заключается в рецептуре полимерно-керамической гомогенной массы и способа получения термопластичной нити для последующей печати полимерно-керамических сырцов, их сушки и технологии термической обработки (обжига) до получения керамических изделий сложной формы и бионическим дизайном и достигается формулой изобретения:
Способ получения термопластичного полимерно-керамического филамента для 3-D печати изделий методом послойного наплавления, отличающийся тем, что на стадии подготовки исходных смесей наноразмерный прекерамический наполнитель (от 45 до 65 масс. %), высушивают в вакууме в течение 6 - 8 ч при температуре от 120 до 150°C с использованием термопластичного связующего (от 15 до 40 масс. %) и полисилоксановой смолы (от 15 до 20 масс. %) с последующим одновременным смешением и экструзией в камере двушнекового лабораторного экструдера, при температуре от 115 до 140°С, время перемешивания до начала экструзии составляет от 40 до 60 минут, удаление связующего и предварительное спекание проходит в атмосфере воздуха при скорости нагрева 1 градус/мин до 140-160°С, затем 0,2°С/мин до 230-270°С; после 4 ч выдержки при 230-270°С нагревают со скоростью 0,3°С/мин до 600-700°С, а затем 3°С/мин до 1000-1100°С, с последующей выдержкой 1 ч при конечной температуре, окончательное спекание проводится в электрической печи в атмосфере воздуха при температурах от 1250 до 1550°С, время выдержки составляет 2,5 ч, скорость нагрева 5°С /мин.
Предлагаемый способ получения трехмерных керамических структур, структур также осуществляется в две стадии:
- смешение микропорошков наполнителя, термопластичного связующего и полиметилсилоксана в лабораторном смесителе с двумя шнеками;
- получения филаментов (нити) путем экструзии полученных смесей;
Полученные филаменты (нити) были использованы для создания трехмерных структур методом послойного наплавления с последующим удалением связующего и предварительное спекание с последующим отжигом при высоких температурах. Критически важным параметром, влияющим на выбор состава филаментов, является свободное прохождение состава через сопло при заданных параметрах печати.
В качестве термопластичной матрицы использовали сополимер этилвинилацетата марки Сэвилен 12306-020 ТУ 2211-211-00203335-2013.
В качестве наполнителей использовали нанодисперсные порошки Al2O3, полученные плазмохимическим синтезом Плазменная установка для получения нанодисперсных порошков патент RU 2311225 C1, диаметр частиц от 50 до 250 нм с узким полифракционным распределением частиц по размерам.
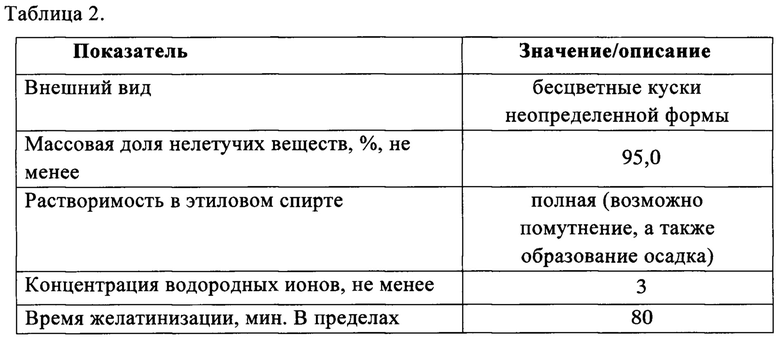
В качестве источника оксида кремния использовали полиметилсилоксановую смолу марки КМ9-К, производства ООО «ЖЗКМ», получаемую путем совместной конденсации метилхлорсиланов различного строения в таблице 2 Характеристики полиметилсилоксановой смолы марки КМ9-К.
Предпочтительным является предварительное высушивание порошков в вакуумном шкафу в течение от 6 до 8 часов при температуре от 120 до 150°С.
Составы смесей для получения филаментов (нити) подбирались с учетом свободного прохождения расплава через сопло печатающей головки принтера при заданных условиях печати.
Для изготовления филаментов (нити) был использован высокотемпературный лабораторный экструдер. Экструзию проводили при температуре от 115 до 140°С через отверстие фильеры диаметром 2,85 мм. Время процесса смешения до начала экструзии от 40 до 60 минут.
Наиболее предпочтительным составом для изготовления филамента с последующей печатью керамических изделий методом послойного наплавления является состав от 45 до 65 масс. % Al2O3 от 15 до 20 масс. % силоксана и от 15 до 40 масс. % этил винил ацетат.
Трехмерные изделия были изготовлены методом послойного наплавления (аддитивного выращивания) на лабораторном 3-D принтере (Ultimaker 3). Диаметр сопла, температура сопла и скорость составляли 2,85 мм, от 150 до 180°С и от 50 до 130 мм/мин соответственно. Высота слоя была установлена 0,5 мм.
Удаление связующего и предварительное спекание проводились в муфельной печи в атмосфере воздуха при скорости нагрева 1°С /мин до 140°С, затем 0,2°С /мин до 230°С; после 4 ч выдержки при 230°С снова нагревали со скоростью 0,3 градуса/мин до 600°С, а затем 3°С /мин до 1000°С, с последующей выдержкой 1 ч при этой температуре.
Спекание проводилось в электрической печи в интервале температур от 1250 до 1550°С, время выдержки при определенной температуре составляло 2,5 ч, скорость нагрева 5°С /мин. Наиболее предпочтительной температурой для отжига была выбрана температура в 1550°С. Рассмотренные выше режимы осуществления процесса подобраны экспериментально.
Существенным преимуществом (отличием) предлагаемого способа перед прототипом и другими аналогами является:
- одновременное смешение наполнителей с последующей экструзией;
- в качестве наполнителей использовались наноразмерные порошки оксида алюминия с узким распределением фракции по размерам позволяющее приготовить составы с высоким содержанием прекерамического наполнителя;
- использование недорогого связующего, отечественного производства, а именно полиметилсилоксановой смолы марки КМ9-К, что придает получаемым филаментам дополнительную прочность и эластичность за счет образования сетчатых сшитых структур. Ниже изобретение иллюстрируется следующими примерами:
Пример 1
В лабораторной мельнице стакане смешали 15 г предварительно измельченной в фарфоровой ступке смолы КМ9-К и 40 г Сэвилена. Смесь переместили в лабораторный стакан подходящего объема и добавили 45 г наноразмерного порошка AI2O3, предварительного высушенного вакуумном шкафу в течение 6 часов при температуре 150°С. Перемешали порошки металлическим шпателем до однородной консистенции. Полученную смесь небольшими порциями присыпали в бункер высокотемпературного лабораторного экструдера. Экструзию проводили при температуре 115°С через отверстие фильеры диаметром 2,85 мм. Время процесса смешения до начала экструзии - 40 минут. В результате получили нить диаметром 2,85 мм серого цвета.
Трехмерные изделия в виде пчелиных сот размером 30 мм с использованием полученной нити были изготовлены методом послойного наплавления на лабораторном 3-D принтере (Ultimaker 3). Диаметр сопла, температура сопла и скорость составляли 2,85 мм, 150°С и 130 мм/мин соответственно. Высота слоя была установлена в 0,5 мм.
Удаление связующего и предварительное спекание изделий, полученного трехмерного изделия проводили в муфельной печи на воздухе при скорости нагрева 1°С /мин до 140°С, затем 0,2°С /мин до 230°С; после 4 ч выдержки при 230°С снова нагревали со скоростью 0,3°С /мин до 600°С, а затем 3°С /мин до 1000°С, с последующей выдержкой 1 ч при этой температуре.
Окончательное спекание проводилось в электрической печи в атмосфере воздуха при температуре 1300°С, время выдержки составляло 2,5 ч, скорость нагрева 5°С /мин.
Пример 2
В лабораторной мельнице стакане смешали 20 г предварительно измельченной в фарфоровой ступке смолы КМ9-К и 15 г Сэвилена. Смесь переместили в лабораторный стакан подходящего объема и добавили 65 г наноразмерного порошка AI2O3, предварительного высушенного вакуумном шкафу в течение 7 часов при температуре 140°С. Перемешали порошки металлическим шпателем до однородной консистенции. Полученную смесь небольшими порциями присыпали в бункер высокотемпературного лабораторного экструдера. Экструзию проводили при температуре 130°С через отверстие фильеры диаметром 2,85 мм. Время процесса смешения, до начала экструзии - 50 минут. В результате получили нить диаметром 2,85 мм серого цвета.
Трехмерные изделия в виде пчелиных сот размером 30 мм с использованием полученной нити были изготовлены методом послойного наплавления на лабораторном 3-D принтере (Ultimaker 3). Диаметр сопла, температура сопла и скорость составляли 2,85 мм, 170°С и 100 мм/мин соответственно. Высота слоя была установлена в 0,5 мм.
Удаление связующего и предварительное спекание изделий, полученного трехмерного изделия проводили в муфельной печи на воздухе при скорости нагрева 1°С /мин до 150°С, затем 0,2°С /мин до 260°С; после 4 ч выдержки при 260°С снова нагревали со скоростью 0,3 градуса/мин до 650°С, а затем 3°С/мин до 1050°C, с последующей выдержкой 1 час при этой температуре.
Окончательное спекание проводилось в электрической печи в атмосфере воздуха при температуре 1400°С, время выдержки составляло 2,5 ч, скорость нагрева 5 градусов/мин.
Пример 3
В лабораторной мельнице стакане смешали 17 г предварительно измельченной в фарфоровой ступке смолы КМ9-К и 33 г Сэвилена. Смесь переместили в лабораторный стакан подходящего объема и добавили 50 г наноразмерного порошка Al2O3, предварительного высушенного вакуумном шкафу в течение 6 ч при температуре 150°С. Перемешали порошки металлическим шпателем до однородной консистенции. Полученную смесь небольшими порциями присыпали в бункер высокотемпературного лабораторного экструдера. Экструзию проводили при температуре 140°С через отверстие фильеры диаметром 2,85 мм. Время процесса смешения, до начала экструзии - 50 минут. В результате получили нить диаметром 2,85 мм серого цвета.
Трехмерные изделия в виде пчелиных сот размером 30 мм с использованием полученной нити были изготовлены методом послойного наплавления на лабораторном 3-D принтере (Ultimaker 3). Диаметр сопла, температура сопла и скорость составляли 2,85 мм, 180°С и 130 мм/мин соответственно. Высота слоя была установлена в 0,5 мм.
Удаление связующего и предварительное спекание изделий, полученного трехмерного изделия проводили в прямоугольной печи в атмосфере воздуха при скорости нагрева 1 градус/мин до 160°С, затем 0,2 градуса/мин до 270°С; после 4 ч выдержки при 270°С снова нагревали со скоростью 0,3°С /мин до 700°С, а затем 3°С /мин до 1100°С, с последующей выдержкой 1 ч при этой температуре.
Окончательное спекание проводилось в электрической печи в атмосфере воздуха при температуре 1550°С, время выдержки составляло 2,5 ч, скорость нагрева 5 градусов/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Наполненная полимерная композиция и способ изготовления нити для 3D-принтера на ее основе | 2022 |
|
RU2790019C1 |
| Двухстадийный способ получения полимерного композиционного материала для 3D-печати | 2023 |
|
RU2829332C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| НАНОСТРУКТУРИРОВАННЫЙ КЕРАМОМАТРИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2415109C1 |
| Полимерная композиция на основе полипропилена (варианты), способ ее получения (варианты), ее применение и изделия ее содержащие | 2023 |
|
RU2832019C1 |
| Способ получения полиэфиримидного композиционного материала для 3D-печати | 2022 |
|
RU2783519C1 |
| Способ получения керамических изделий на основе порошков оксидов металлов | 2018 |
|
RU2689833C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| Способ получения керамических изделий сложной объемной формы | 2016 |
|
RU2641683C1 |
Изобретение относится к области аддитивных технологий, в частности к получению термопластичных полимерно-керамических филаментов для получения трехмерных керамических структур с помощью технологии послойного наполнения. Готовят исходную смесь, содержащую наполнитель, термопластичное связующее и полиметилсилоксановую смолу. В качестве наполнителя используют наноразмерный порошок оксида алюминия (Al2O3), предварительно высушенный в вакууме в течение 6-8 ч при температуре от 120 до 150°C. Исходная смесь содержит, мас.%: наноразмерный порошок оксида алюминия (Al2O3) 45-65, термопластичное связующее 15-40, полиметилсилоксановая смола 15-20. Смешивание осуществляют одновременно с экструзией в камере двушнекового экструдера при температуре от 115 до 140°С и при времени перемешивания до начала экструзии от 40 до 60 минут. Обеспечивается свободное прохождение состава через сопло при заданных параметрах печати. 1 ил., 2 табл., 3 пр.
Способ получения термопластичного полимерно-керамического филамента для 3-D печати изделий методом послойного наплавления, включающий смешивание исходной смеси, содержащей наполнитель, термопластичное связующее и полиметилсилоксановую смолу, и экструзию полученной смеси с получением полимерно-керамического филамента, отличающийся тем, что для приготовления исходной смеси в качестве наполнителя используют наноразмерный порошок оксида алюминия (Al2O3), предварительно высушенный в вакууме в течение 6-8 ч при температуре от 120 до 150°C, при следующем соотношении компонентов смеси, мас.%:
а смешивание и экструзию осуществляют одновременно в камере двушнекового экструдера при температуре от 115 до 140°С и при времени перемешивания до начала экструзии от 40 до 60 минут.
| GORJAN L | |||
| et al | |||
| Fused deposition modeling of mullite structures from a preceramic polymer and γ-alumina.Journal of the European Ceramic Society February, 2019, 39(7), pp | |||
| КАТОДНЫЙ ОСЦИЛЛОГРАФ | 1921 |
|
SU2463A1 |
| Способ получения керамических изделий на основе порошков оксидов металлов | 2018 |
|
RU2689833C1 |
| Способ изготовления изделий из порошковых керамических материалов | 2017 |
|
RU2668107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2600647C2 |
| Термопластичный гранулированный материал (фидсток) и способ его изготовления | 2019 |
|
RU2701228C1 |
| Способ получения гранулированной металлопорошковой композиции (фидстока) и композиция, полученная данным способом | 2019 |
|
RU2718946C1 |
| WO 2018091517 A1, 24.05.2018 | |||

