Область техники
Настоящее изобретение относится к оборудованию для ламинирования, в частности к оборудованию для ламинирования метки радиочастотной идентификации (RFID) шины.
Уровень техники
В традиционной технологии изготовления протектора шины метка вулканизации представляет собой уникальный идентификатор (ID) идентификационной информации шины в процессе изготовления и транспортировки. С непрерывным продвижением интеллектуального производства, RFID-метки будут широко использоваться в условиях постоянного улучшения уровня автоматизации в шинной промышленности.
В предшествующем уровне техники при изготовлении RFID-метки шины используют производственный режим ручного подбора, размещения, ламинирования и резки, в результате чего эффективность производства является низкой и не могут быть удовлетворены требования, предъявляемые предприятиями по производству шин к количеству меток.
Раскрытие сущности изобретения
В некоторых вариантах реализации настоящего изобретения обеспечено оборудование для ламинирования RFID-метки шины для решения проблемы низкой эффективности производства, присущей решениям, известным из уровня техники, и вызванной ручными подачей, размещением и ламинированием.
Для решения указанной задачи согласно некоторым вариантам реализации настоящего изобретения предложено оборудование для ламинирования RFID-метки шины. Оборудование для ламинирования содержит раму, подающий механизм, размещенный на раме, и ламинирующий механизм, размещенный на раме. Ламинирующий механизм выполнен с возможностью прессования резины и электронной микросхемы из материалов, подлежащих подаче из подающего механизма. Подающий механизм содержит опорную раму, намоточную часть, размещенную на опорной раме, и приводное колесо, размещенное на опорной раме с возможностью вращения. Один конец подлежащего подаче материала расположен на намоточной части, а другой конец взаимодействует с приводным колесом для перемещения подлежащего подаче материала посредством приведения в движение приводного колеса.
В иллюстративном варианте реализации подающий механизм может также содержать вращающийся вал для снятия пленки, который размещен на опорной раме с возможностью вращения. Подлежащие подаче материалы включают ленту материала, электронную микросхему и защитную пленку, размещенную с соответствием ленте материала. Электронная микросхема размещена между лентой материала и защитной пленкой. Один конец защитной пленки расположен на вращающемся валу для снятия пленки. Приводное колесо находится в зацеплении с лентой материала.
В иллюстративном варианте реализации выполнено множество зубчатых выступов, размещенных на периферической поверхности приводного колеса и равномерно расположенных с интервалом по окружности приводного колеса. На ленте материала выполнены сквозные отверстия, которые соответствуют зубчатым выступам.
В иллюстративном варианте реализации подающий механизм также содержит приводную часть и передаточную часть. При этом приводная часть находится в соединении с приводным колесом с возможностью передачи движения. Передаточная часть соединена с приводным колесом и вращающимся валом для снятия пленки, соответственно, в результате чего приводное колесо и вращающийся вал для снятия пленки вращаются синхронно.
В иллюстративном варианте реализации подающий механизм также может содержать опорную платформу, соединенную с опорной рамой. Опорная платформа расположена на одной стороне приводного колеса, обращенной к вращающемуся валу для снятия пленки.
В иллюстративном варианте реализации оборудование для ламинирования также может содержать захватывающий механизм манипулятора, размещенный на раме. Захватывающий механизм манипулятора содержит опорное гнездо и захватывающую часть, размещенную с возможностью вертикального перемещения относительно опорного гнезда. Захватывающая часть содержит первый цилиндр и захватывающую головку, соединенную с первым цилиндром. Захватывающая головка снабжена каналом для размещения магнитного элемента. Первый цилиндр выполнен с возможностью приведения магнитного элемента в движение в канале. Магнитный элемент имеет первое положение для притягивания подлежащей захвату детали и второе положение для освобождения подлежащей захвату детали.
В иллюстративном варианте реализации в захватывающей головке выполнено сквозное отверстие для установки. Сквозное отверстие для установки образует канал. Первый цилиндр расположен в сквозном отверстии для установки, и один конец штока поршня первого цилиндра вставлен в сквозное отверстие для установки и согласован с магнитным элементом для обеспечения перемещения магнитного элемента между первым положением и вторым положением.
В иллюстративном варианте реализации захватывающая часть содержит два первых цилиндра и две захватывающих головки, размещенные в соответствии с двумя первыми цилиндрами. При этом магнитный элемент размещен в каждой из захватывающих головок.
В иллюстративном варианте реализации захватывающий механизм манипулятора также содержит второй цилиндр. Второй цилиндр расположен на опорном гнезде. Под воздействием второго цилиндра захватывающая часть перемещается в вертикальном направлении относительно опорного гнезда.
В иллюстративном варианте реализации захватывающий механизм манипулятора также содержит вращающуюся часть, которая соединена с опорным гнездом, и приводной двигатель, который соединен с вращающейся частью для приведения вращающейся части во вращение.
В иллюстративном варианте реализации вращающаяся часть представляет собой вращающийся рычаг или вращающийся диск. Захватывающий механизм манипулятора содержит множество захватывающих частей. Когда вращающаяся часть представляет собой вращающийся рычаг, множество захватывающих частей расположено на вращающейся части с интервалом.
В иллюстративном варианте реализации захватывающая часть содержит множество захватывающих головок. Опорное гнездо избирательно соединено с одной из множества захватывающих головок.
В иллюстративном варианте реализации ламинирующий механизм также может содержать платформу для ламинирования и прижимную часть, которая размещена на платформе для ламинирования. Прижимная часть выполнена с возможностью перемещения относительно платформы для ламинирования.
В иллюстративном варианте реализации ламинирующий механизм также может содержать бак для отходов, который размещен на раме. Бак для отходов расположен под подающим механизмом.
В иллюстративном варианте реализации подающий механизм также может содержать направляющую часть, соединенную с опорной рамой. Направляющая часть расположена под приводным колесом и выполнена с возможностью направления ленты подлежащего подаче материала в бак для отходов.
Применение некоторых вариантов реализации настоящего изобретения, в которых подающий механизм осуществляет автоматическую подачу, а ламинирующий механизм охватывает электронную микросхему, улучшает качество получаемых изделий и повышает их эффективность. В иллюстративном варианте реализации, поскольку один конец подлежащего подаче материала размещен на намоточной части, а другой конец взаимодействует с приводным колесом, вращение приводного колеса приводит в движение подлежащий подаче материал, а перемещение подлежащего подаче материала приводит во вращение намоточную часть; таким образом, обеспечено автоматическое разматывание намоточной части и завершение автоматической подачи. Таким образом, обеспечена автоматическая подача после ручной подачи и повышена эффективность; кроме того, отсутствуют промышленные отходы и обеспечен плавный процесс подачи.
Краткое описание чертежей
Сопроводительные чертежи описания, представляющие собой часть настоящей заявки, приведены для лучшего понимания заявленного изобретения. Схематичные варианты реализации настоящего изобретения и их описания приведены для иллюстрации настоящего изобретения и не призваны ограничивать его. На сопроводительных чертежах:
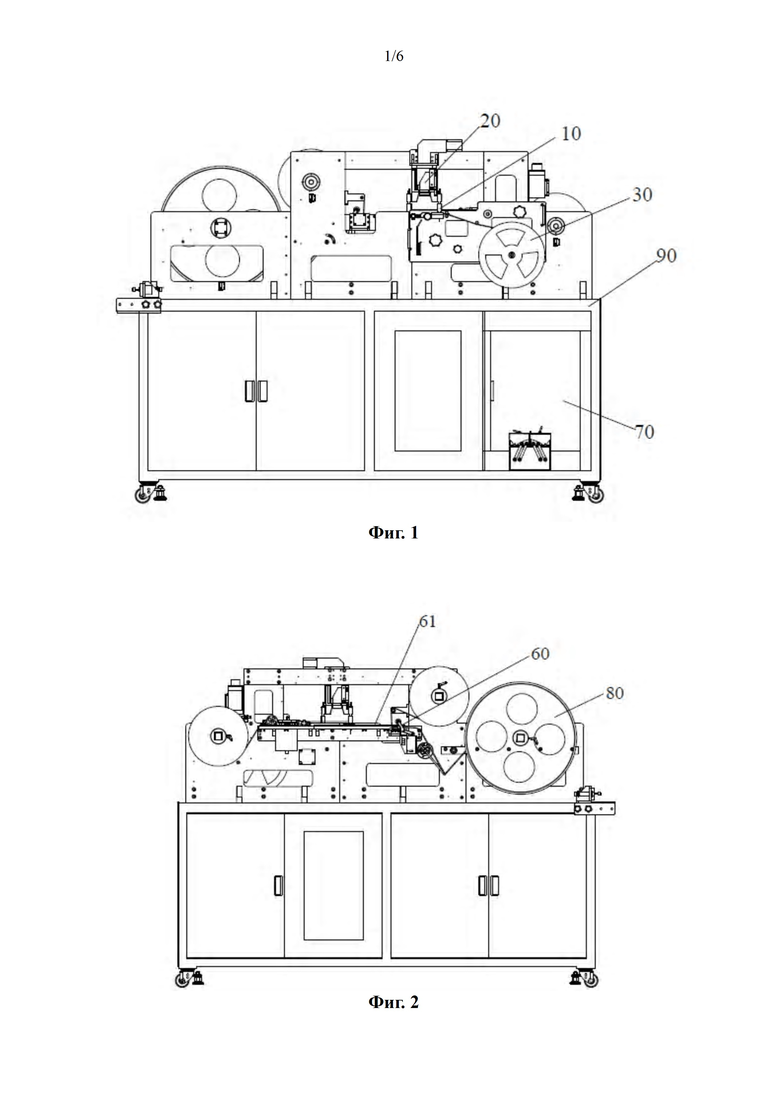
Фиг. 1 показывает схему основного вида конструкции варианта реализации оборудования для ламинирования RFID-метки шины согласно настоящему изобретению;
Фиг. 2 показывает схему вида сверху конструкции по Фиг. 1;
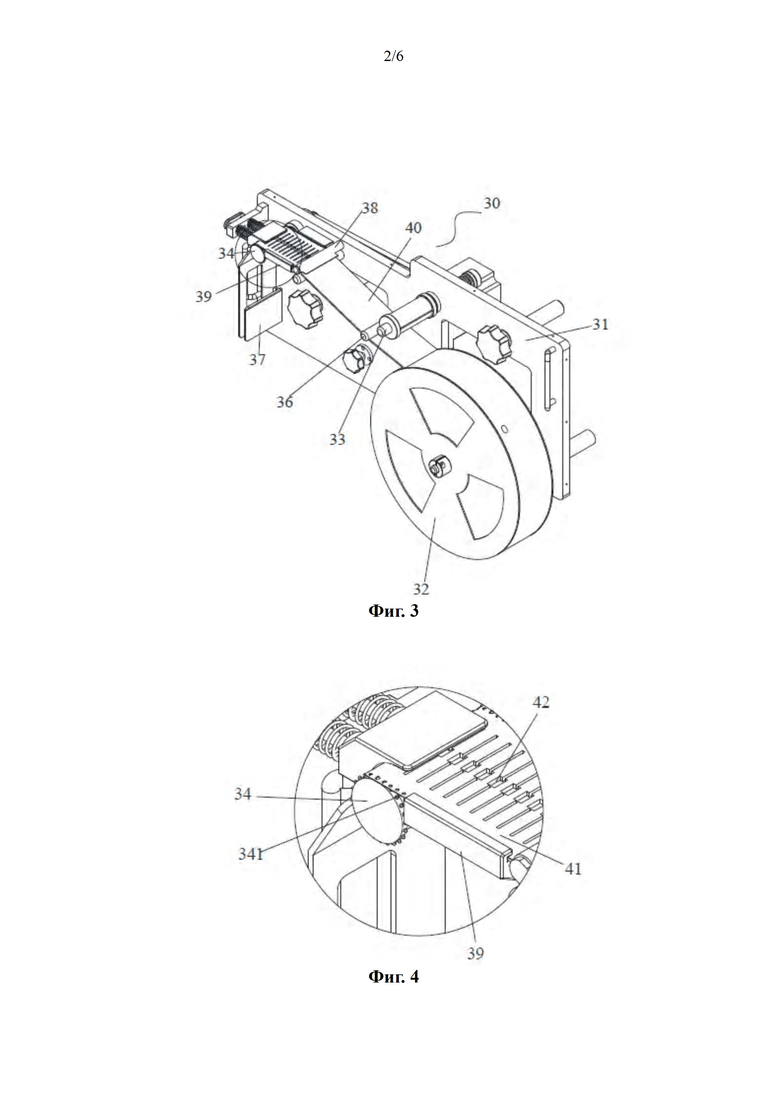
Фиг. 3 показывает схему трехмерной конструкции варианта реализации подающего механизма по Фиг. 1;
Фиг. 4 показывает частичный увеличенный чертеж элемента по Фиг. 3;
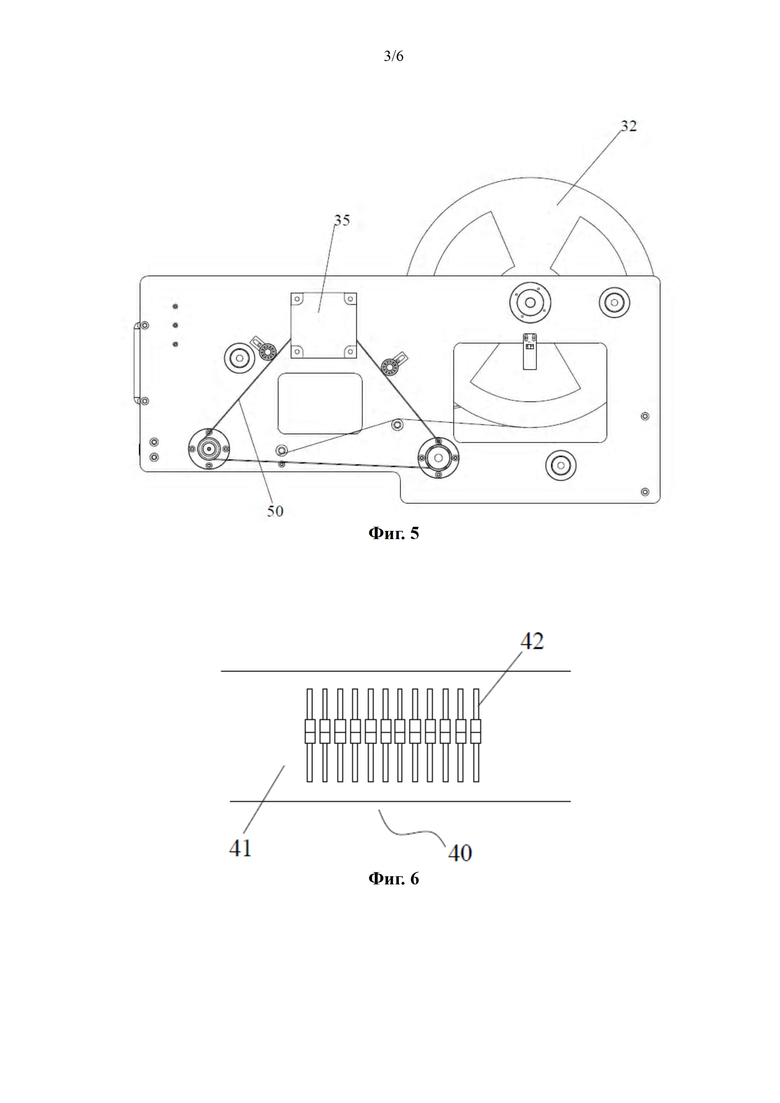
Фиг. 5 показывает вид сверху подающего механизма по Фиг. 3;
Фиг. 6 показывает основной вид подлежащих подаче материалов (без защитной пленки) по Фиг. 3;
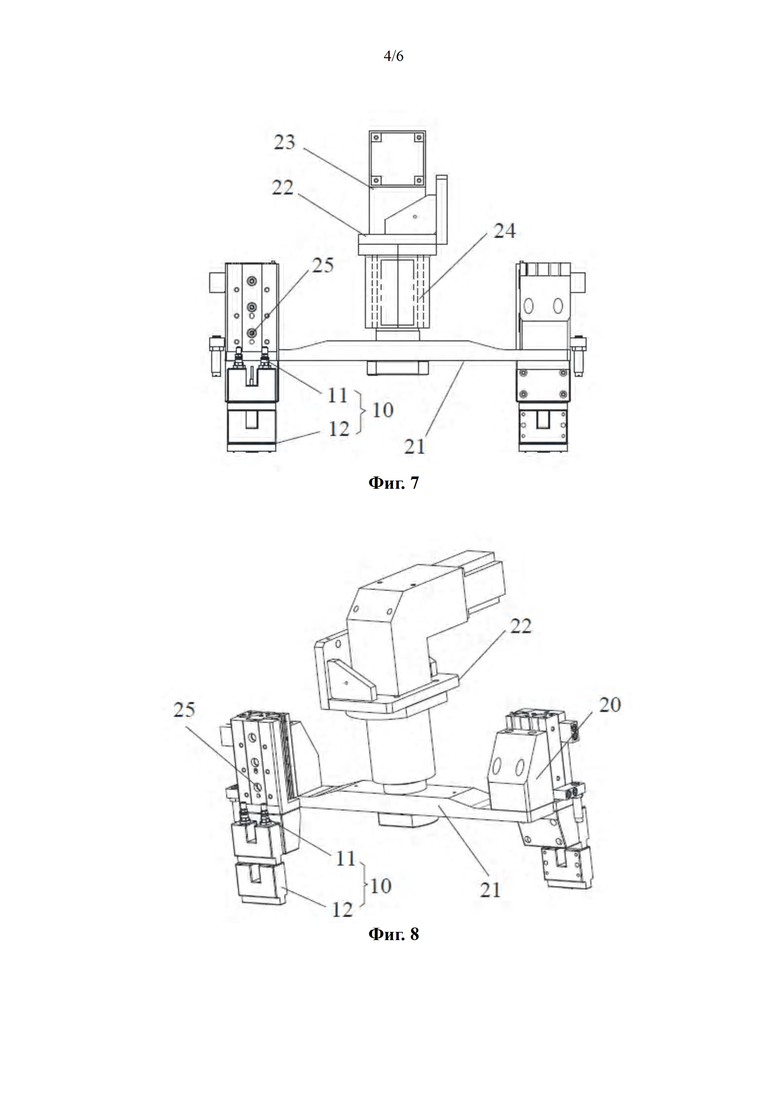
Фиг. 7 показывает основной вид захватывающего механизма манипулятора оборудования для ламинирования по Фиг. 1;
Фиг. 8 показывает схему трехмерной конструкции захватывающего механизма манипулятора по Фиг. 7;
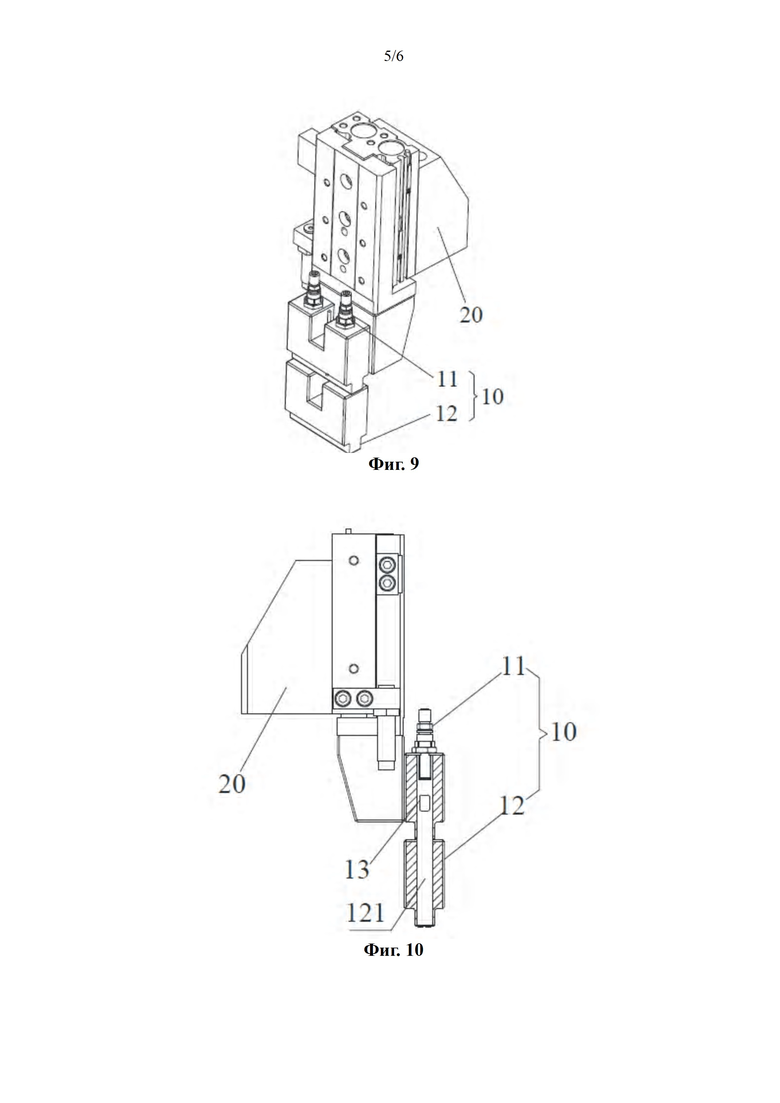
Фиг. 9 показывает схему трехмерной конструкции, в которой захватывающая часть и опорное гнездо захватывающего механизма манипулятора соединены на Фиг. 7;
Фиг. 10 показывает вид местного разреза конструкции по Фиг. 9; и
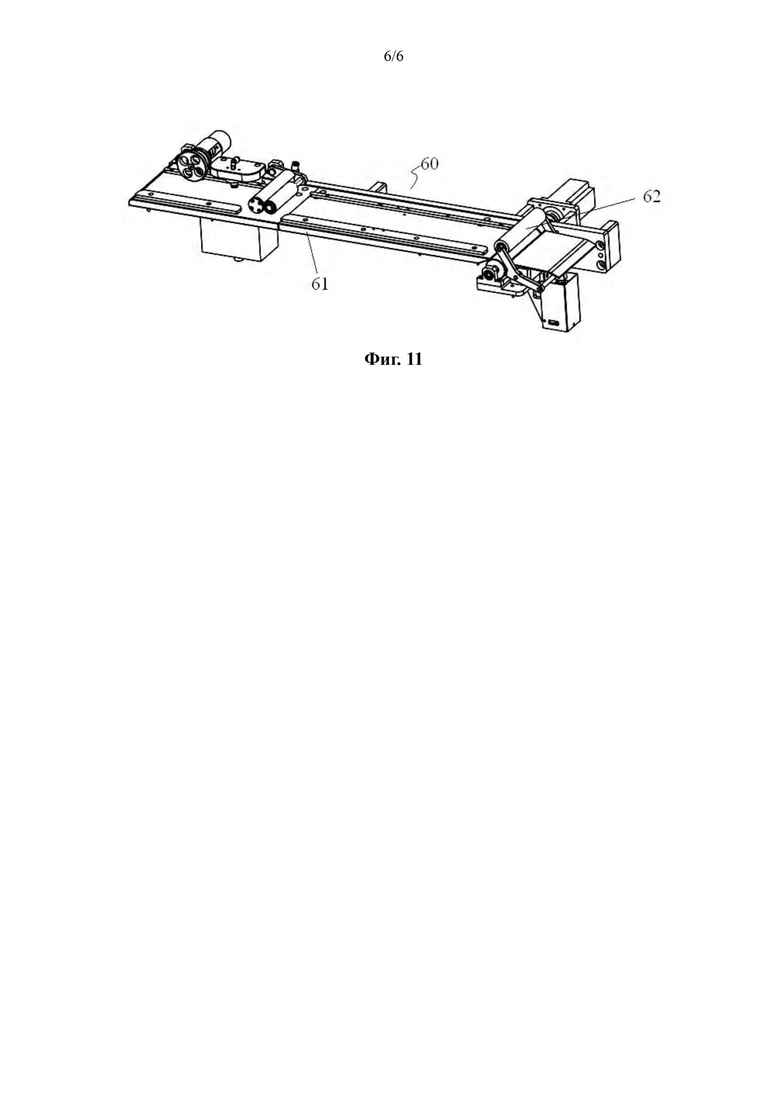
Фиг. 11 показывает схему основного вида конструкции ламинирующего механизма оборудования для ламинирования по Фиг. 1.
Вышеприведенные сопроводительные чертежи снабжены следующими позиционными обозначениями:
10: захватывающая часть; 11: первый цилиндр; 12: захватывающая головка; 121: канал; 13: магнитный элемент; 20: опорное гнездо; 21: вращающаяся часть; 22: монтажная пластина; 23: приводной двигатель; 24: редуктор; 25: второй цилиндр; 30: подающий механизм; 31: опорная рама; 32: намоточная часть; 33: вращающийся вал для снятия пленки; 34: приводное колесо; 341: зубчатый выступ; 35: приводная часть; 36: ограничительная часть; 37: направляющая часть; 38: датчик положения; 39: опорная платформа; 40: подлежащий подаче материал; 41: лента материала; 42: электронная микросхема; 50: синхронный ремень; 60: ламинирующий механизм; 61: платформа для ламинирования; 62: прижимной ролик; 70: ящик для хранения; 80: намоточная часть; и 90: рама.
Подробное описание вариантов реализации
Следует отметить, что варианты реализации согласно настоящей заявке и характеристики в вариантах реализации могут быть объединены при условии отсутствия противоречий. Настоящее изобретение подробно описано ниже со ссылкой на сопроводительные чертежи и варианты реализации.
В настоящем описании и вариантах реализации настоящего изобретения подлежащие подаче материалы 40 представляют собой материалы, содержащие электронную микросхему 42, а подлежащая захвату деталь представляет собой электронную микросхему 42. Электронная микросхема 42 представляет собой RFID-микросхему для шины. Часть, ламинируемая оборудованием для ламинирования, представляет собой RFID-метку шины.
Согласно Фиг. 1 и Фиг. 2, в некоторых вариантах реализации настоящего изобретения обеспечено оборудование для ламинирования RFID-метки шины. Оборудование для ламинирования содержит: раму 90, подающий механизм 30, размещенный на раме 90, и ламинирующий механизм 60, размещенный на раме 90. Ламинирующий Механизм 60 размещен с возможностью прессования резины и электронной микросхемы 42 из материалов 40, подлежащих подаче из подающего механизма 30.
Согласно Фиг. 3, Фиг. 4 и Фиг. 5, подающий механизм 30 содержит опорную раму 31, намоточную часть 32, размещенную на опорной раме 31, и приводное колесо 34, размещенное на опорной раме 31 с возможностью вращения. Один конец подлежащего подаче материала 40 расположен на намоточной части 32, а другой конец взаимодействует с приводным колесом 34 для перемещения подлежащего подаче материала 40 посредством приведения в движение приводного колеса 34.
При внедрении некоторых вариантов реализации настоящего изобретения, в которых подающий механизм 30 осуществляет автоматическую подачу, а ламинирующий механизм 60 охватывает электронную микросхему 42, может быть реализовано автоматизированное производство и обеспечено высокое единообразие получаемых изделий; кроме того, может быть реализовано автоматизированное производство и обеспечена высокая эффективность производства.
В иллюстративном варианте реализации, поскольку один конец подлежащего подаче материала 40 размещен на намоточной части 32, а другой конец взаимодействует с приводным колесом 34, вращение приводного колеса 34 приводит в движение подлежащий подаче материал 40, а перемещение подлежащего подаче материала 40 приводит во вращение намоточную часть 32; таким образом, обеспечено автоматическое разматывание намоточной части 32 и реализация автоматической подачи. Таким образом, обеспечена автоматическая подача после ручной подачи и повышена эффективность; кроме того, отсутствуют техногенные отходы и обеспечен плавный процесс подачи.
На Фиг. 6 показана схема после разматывания подлежащего подаче материала 40. Подлежащие подаче материалы 40 включают ленту 41 материала, электронную микросхему 42 и защитную пленку, размещенную с соответствием ленте 41 материала. Выполнено множество электронных микросхем 42, разнесенных в пространстве по длине ленты 41 материала. Согласно Фиг. 1 и Фиг. 2, в иллюстративном варианте реализации настоящего изобретения подающий механизм 30 может также содержать вращающийся вал 33 для снятия пленки. Вращающийся вал 33 для снятия пленки размещен на опорной раме 31 с возможностью вращения. Электронная микросхема 42 размещена между лентой 41 материала и защитной пленкой. Один конец защитной пленки расположен на вращающемся валу 33 для снятия пленки. Приводное колесо 34 находится в зацеплении с лентой 41 материала.
В указанной конфигурации вращение приводного колеса 34 приводит в движение подлежащий подаче материал 40, а перемещение подлежащего подаче материала 40 приводит во вращение намоточную часть 32. Поскольку один конец защитной пленки расположен на вращающемся валу 33 для снятия пленки, а подлежащий подаче материал 40 перемещается для обеспечения автоматической подачи одновременно с вращением вращающегося вала 33 для снятия пленки, защитная пленка отсоединяется от электронной микросхемы 42 на ленте 41 материала и наматывается на вращающийся вал 33 для снятия пленки, после чего завершается процесс снятия пленки. Подающий механизм 30 подачи обеспечивает процесс снятия пленки с подлежащего подаче материала 40 с одновременным обеспечением автоматической подачи. Процесс подачи и процесс снятия пленки выполняют одновременно без необходимости ручной работы, что повышает эффективность. Более того, все из вращающегося вала 33 для снятия пленки, приводного колеса 34 и намоточной части 32 размещены на опорной раме 31, в результате чего конструкция оборудования является компактной, а ее объем является небольшим.
Согласно Фиг. 4, в иллюстративном варианте реализации настоящего изобретения выполнено множество зубчатых выступов 341, размещенных на периферической поверхности приводного колеса 34, причем множество зубчатых выступов 341 равномерно расположено по окружности приводного колеса 34 с интервалом. Лента 41 материала снабжена множеством сквозных отверстий, причем множество сквозных отверстий соответствует зубчатым выступам 341.
В указанной конфигурации при повороте приводное колесо 34 приводит ленту 41 материала, взаимодействующую с зубчатыми выступами 341 посредством сквозных отверстий, в движение вперед с соответствующим обеспечением перемещения ленты материала. Вследствие зацепления между каждым из зубчатых выступов 341 и соответствующим каждым из сквозных отверстий, вращательное движение приводного колеса 34 преобразуется в поступательное перемещение ленты 41 материала и электронной микросхемы 42. Таким образом, обеспечена высокая мощность передачи, процесс перемещения является плавным, и обеспечена автоматизация процесса подачи.
Согласно Фиг. 3, в иллюстративном варианте реализации настоящего изобретения подающий механизм может также содержать ограничительную часть 36. Ограничительная часть 36 соединена с опорной рамой 31 и соприкасается с защитной пленкой.
В указанной конфигурации ограничительная часть 36 соприкасается с защитной пленкой и обеспечивает опору для нее с соответствующим предотвращением прилипания снятой защитной пленки к подлежащему подаче материалу 40, пленка которого не снята. При этом, после выполнения ограничительной части 36, при наматывании вращающимся валом 33 для снятия пленки снятой защитной пленки возникает опосредованный контакт между снятой защитной пленкой и подлежащим подаче материалом 40 с соответствующим предотвращением непосредственного воздействия силы, действующей в процессе наматывания защитной пленки вращающимся валом 33 для снятия пленки, на подлежащий подаче материал 40. Непосредственное воздействие указанной силы приводит к колебанию или встряхиванию подлежащего подаче материала 40, что влияет на процесс автоматической подачи подающего механизма 30.
Согласно Фиг. 3 и Фиг. 5, в иллюстративном варианте реализации настоящего изобретения подающий механизм может также содержать приводную часть 35 и передаточную часть. Приводная часть 35 находится в соединении с приводным колесом 34 с возможностью передачи движения. Передаточная часть соединена с приводным колесом 34 и вращающимся валом 33 для снятия пленки, соответственно, в результате чего приводное колесо 34 и вращающийся вал 33 для снятия пленки вращаются синхронно.
В указанной конфигурации в данном варианте реализации приводная часть 35 приводит приводное колесо 34 и вращающийся вал 33 для снятия пленки в синхронное вращение, что позволяет обеспечить синхронную реализацию процесса автоматической подачи и процесса автоматического снятия пленки.
В иллюстративном варианте реализации приводная часть 35 представляет собой один из серводвигателя и шагового двигателя.
Согласно Фиг. 3 и Фиг. 5, в иллюстративном варианте реализации настоящего изобретения передаточная часть представляет собой синхронный ремень 50. Направление вращения приводного колеса 34 совпадает с направлением вращения вращающегося вала 33 для снятия пленки.
В вариантах реализации настоящего изобретения направление вращения приводного колеса 34 совпадает с направлением вращения вращающегося вала 33 для снятия пленки, т.е. при вращении приводного колеса 34 и вращающегося вала 33 для снятия пленки в направлении против часовой стрелки по Фиг. 1 процесс подачи и процесс снятия пленки осуществляют одновременно. При этом использование синхронного ремня 50 в качестве передаточной части может позволить смягчить удар с соответствующим обеспечением плавности рабочего процесса.
Естественно, в некоторых альтернативных вариантах реализации, не раскрытых в настоящем описании, направление вращения приводного колеса 34 и направление вращения вращающегося вала 33 для снятия пленки могут также быть противоположными, что также может позволить осуществить синхронную реализацию процесса подачи и процесса снятия пленки.
Кроме того, также могут быть обеспечены передаточные части других видов. Все варианты реализации, обеспечивающие возможность синхронного вращения приводного колеса 34 и вращающегося вала 33 для снятия пленки, находятся в пределах объема настоящего изобретения.
Согласно Фиг. 3 и Фиг. 4, в иллюстративном варианте реализации настоящего изобретения подающий механизм также может содержать опорную платформу 39, соединенную с опорной рамой 31. Опорная платформа 39 расположена на одной стороне приводного колеса 34, обращенной к вращающемуся валу 33 для снятия пленки.
В указанной конфигурации опорная платформа 39 обеспечивает опору для подлежащего подаче материала 40, перемещаемого посредством вращения приводного колеса 34 с соответствующим обеспечением стабильности и гладкости ленты 41 материала в процессе подачи и предотвращением воздействия встряхивания или упругой деформации ленты 41 материала на захват микросхемы.
Согласно Фиг. 3, в иллюстративном варианте реализации настоящего изобретения подающий механизм в направлении подачи подлежащего подаче материала 40 может также содержать датчик 38 положения, размещенный на верхней части опорной платформы 39.
В указанной конфигурации датчик 38 положения размещен с возможностью обнаружения наличия или отсутствия электронной микросхемы 42 подлежащего подаче материала 40 на опорной платформе 39. В случае отсутствия электронной микросхемы 42 на подлежащем подаче материале 40 приводное колесо 34 вращается для обеспечения перемещения подлежащего подаче материала 40 с соответствующим продолжением процесса подачи.
В данном варианте реализации приводное колесо 34 и вращающийся вал 33 для снятия пленки вращаются прерывистым образом, т.е. при достижении электронной микросхемой 42 опорной платформы 39 приводное колесо 34 прекращает вращение, а после снятия всех электронных микросхем 42 на опорной платформе 39 посредством захватывающей части манипулятора или вручную, приводное колесо 34 возобновляет вращение, лента 41 материала, с которой снимают электронную микросхему 42, перемещается книзу мимо приводного колеса 34, а подлежащий подаче материал 40, намотанный на намоточную часть 32, под воздействием приводного колеса 34 продолжает движение по направлению к опорной платформе 39, ожидая следующего действия захвата.
Естественно, приводное колесо 34 и вращающийся вал 33 для снятия пленки также могут быть выполнены с непрерывным вращением в соответствии с фактическими требованиями. В этом случае захватывающий механизм манипулятора для захвата электронной микросхемы 42 должен взаимодействовать с подающим механизмом 30 с соответствующем обеспечением одновременной реализации процесса автоматического захвата электронной микросхемы 42, процесса снятия пленки и процесса перемещения электронной микросхемы 42.
Согласно Фиг. 3, в иллюстративном варианте реализации настоящего изобретения ламинирующий механизм также может содержать бак для отходов, размещенный на раме 90. Бак для отходов расположен под подающим механизмом 30. Подающий механизм подачи также может содержать направляющую часть 37, соединенную с опорной рамой 31. Направляющая часть 37 расположена под приводным колесом 34 и размещена с возможностью направления ленты 41 подлежащего подаче материала 40 в бак для отходов.
В указанной конфигурации по завершении процесса снятия пленки и процесса подачи подлежащего подаче материала 40 (т.е. после захвата электронной микросхемы 42) лента 41 материала продолжает движение книзу под воздействием приводного колеса 34 и, посредством направляющей части 37, направляется в бак для отходов, что позволяет предотвратить падение отходов, загрязняющих рабочую среду.
Согласно Фиг. 3, в иллюстративном варианте реализации настоящего изобретения опорная рама 31 содержит первую вертикальную пластину и вторую вертикальную пластину, соединенную с первой вертикальной пластиной. Намоточная часть 32 и приводное колесо 34 расположены на первой вертикальной пластине. Направляющая часть 37 представляет собой направляющую пластину. Направляющая пластина и вторая вертикальная пластина расположены с разнесением в пространстве друг от друга.
В указанной конфигурации части подающего механизма распределены на опорной раме 31 целесообразным образом; направляющая часть 37 и вторая вертикальная пластина расположены с разнесением в пространстве друг от друга для совместного направления ленты 41 материала в бак для отходов по завершении процесса подачи, что позволяет обеспечить завершение процесса подачи. Применение подающего механизма RFID-метки шины согласно настоящему варианту реализации для подачи электронной метки обеспечивает реализацию процесса автоматической подачи после ручной подачи и позволяет механизировать автоматическую разгрузку без необходимости ручного вмешательства и без предъявления требований к рабочему персоналу, что позволяет избежать возникновения техногенных отходов и плохого производственного качества. В результате реализации автоматической подачи RFID-метки шины обеспечена функция подачи микросхем автоматической упаковочной линии для RFID-меток шин, что позволяет заполнить технический пробел в автоматической подаче микросхем на раннем этапе встраивания RFID-микросхем в резиновой промышленности.
Согласно сопутствующим чертежам (Фиг. 7 - Фиг. 10), в иллюстративном варианте реализации обеспечен захватывающий механизм манипулятора. Захватывающий механизм манипулятора содержит опорное гнездо 20 и захватывающая часть 10. Захватывающая часть 10 размещена с возможностью вертикального перемещения относительно опорного гнезда 20. Захватывающая часть 10 содержит первый цилиндр 11 и захватывающую головку 12, соединенную с первым цилиндром 11. Захватывающая головка 12 снабжена каналом 121 для размещения магнитного элемента 13. Первый цилиндр 11 выполнен с возможностью приведения магнитного элемента 13 в движение в канале 121. Магнитный элемент 13 имеет первое положение притягивания подлежащей захвату детали и второе положение для освобождения подлежащей захвату детали.
В указанной конфигурации захватывающая часть 10 выполнена с возможностью вертикального перемещения относительно опорного гнезда 20, что обеспечивает возможность приближения захватывающей части 10 к подлежащей захвату детали с соответствующим содействием реализации операции захвата. При нахождении магнитного элемента 13 в первом положении расстояние между магнитным элементом 13 и подлежащей захвату деталью является наименьшим, и магнитный элемент 13 может притягивать подлежащую захвату деталь. При нахождении магнитного элемента 13 во втором положении расстояние между магнитным элементом 13 и подлежащей захвату деталью превышает расстояние захвата магнитного элемента 13, и магнитный элемент 13 освобождает подлежащую захвату деталь. Захватывающий механизм манипулятора захватывает подлежащую захвату деталь на основании принципа магнетизма, в результате чего способ захвата является надежным, а указанная операция может быть реализована без затруднений. При этом привод магнитного элемента 13 в захватывающей головке 12 осуществлен посредством цилиндра с соответствующим обеспечением простоты конструкции и плавности работы. В данном решении, при использовании магнитного элемента 13 для захвата и освобождения подлежащей захвату части, решена известная из уровня техники проблема низкой эффективности, вызванной ручным захватом и размещением подлежащей захвату детали.
Согласно Фиг. 10, в иллюстративном варианте реализации настоящего изобретения в захватывающей головке 12 выполнено сквозное установочное отверстие. Сквозное установочное отверстие образует канал 121. Первый цилиндр 11 расположен в сквозном установочном отверстии, и один конец штока поршня первого цилиндра 11 проходит в сквозное установочное отверстие и взаимодействует с магнитным элементом 13 для обеспечения перемещения магнитного элемента 13 между первым положением и вторым положением.
В указанной конфигурации один конец штока поршня первого цилиндра 11 проходит в сквозное отверстие установки для непосредственного приведения в движение магнитного элемента 13 с соответствующим обеспечением возможности плавного перехода магнитного элемента 13 между первым положением и вторым положением. При этом изменение положения магнитного элемента 13 в канале 121 обеспечивает реализацию функции захвата и освобождения подлежащей захвату части. Магнитный элемент 13 непосредственно не соприкасается с подлежащей захвату деталью, что позволяет предотвратить вторичное техногенное загрязнение, обеспечить чистоту подлежащей захвату детали и предотвратить негативное влияние на рабочие характеристики подлежащей захвату детали.
Согласно Фиг. 10, в иллюстративном варианте реализации настоящего изобретения один конец штока поршня, обращенный к магнитному элементу 13, снабжен притягивающей частью, которая может притягивать магнитный элемент 13. Расстояние между притягивающей частью и магнитным элементом 13 превышает или равно расстоянию захвата магнитного элемента 13.
В указанной конфигурации при необходимости притягивания подлежащей захвату детали, вследствие того, что расстояние между притягивающей частью и магнитным элементом 13 превышает или равно расстоянию захвата магнитного элемента 13, выдвижение штока поршня может обеспечивать достижение магнитным элементом 13 пределов расстояния магнитного притяжения для притягивания подлежащей захвату детали с соответствующим успешным притягиванием подлежащей захвату детали. При необходимости освобождения подлежащей захвату детали магнитный элемент 13 под воздействием притягивающего действия штока поршня отходит от подлежащей захвату детали до тех пор, пока он не выйдет за пределы расстояния магнитного притяжения магнитного элемента 13 и подлежащей захвату детали с соответствующим отделением магнитного элемента 13 от подлежащей захвату детали.
В иллюстративном варианте реализации притягивающая часть представляет собой магнит, который может вырабатывать магнитную силу вместе с магнитным элементом 13.
Естественно, в альтернативных вариантах реализации настоящего изобретения шток поршня также может быть соединен с магнитным элементом 13. Первый цилиндр 11 также может содержать корпус цилиндра. Шток поршня выдвигают и отводят относительно корпуса цилиндра для обеспечения возможности перехода магнитного элемента 13 между первым положением и вторым положением.
Согласно Фиг. 9 и Фиг. 10, в иллюстративном варианте реализации подлежащая захвату часть 10 содержит два первых цилиндра 11 и две захватывающая головки 12, выполненные в соответствии с двумя первыми цилиндрами 11. Магнитный элемент 13 размещен в каждой из захватывающих головок 12.
В указанной конфигурации два первых цилиндра 11 осуществляют привод магнитных элементов 13 в захватывающих головках 12, соответственно. Два магнитных элемента осуществляют притягивают с двух концов одной подлежащей захвату детали одновременно, что обеспечивает большую силу магнитного притяжения с соответствующим обеспечением плавного захвата подлежащей захвату детали и предотвращением падения подлежащей захвату детали вследствие оказываемого на нее местного напряжения.
В иллюстративном варианте реализации настоящего изобретения в качестве первого цилиндра 11 выбран игловидный цилиндр. Вся захватывающая часть 10 имеет небольшой объем и компактную конструкцию.
Согласно Фиг. 7 и Фиг. 8, в иллюстративном варианте реализации настоящего изобретения захватывающий механизм манипулятора также может содержать вращающуюся часть 21, соединенную с опорным гнездом 20, и приводной двигатель 23. Приводной двигатель 23 соединен с вращающейся частью 21 для приведения вращающейся части 21 во вращение.
В указанной конфигурации опорное гнездо 20 соединено с вращающейся частью 21, что позволяет путем вращения обеспечить достижение захватывающей головкой 12 положения захвата подлежащей захвату детали. Приводной двигатель 23 осуществляет привод вращающейся части 21, что обеспечивает простоту конструкции и удобство в работе захватывающего механизма манипулятора.
В иллюстративном варианте реализации приводной двигатель 23 представляет собой один из серводвигателя и шагового двигателя.
Согласно Фиг. 7 и Фиг. 8, в иллюстративном варианте реализации настоящего изобретения захватывающий механизм манипулятора также может содержать монтажную пластину 22. Приводной двигатель 23 расположен на монтажной пластине 22.
В указанной конфигурации приводной двигатель 23 расположен на монтажной пластине 22 с обеспечением отлаженной работы приводного двигателя 23 и уменьшения вибрации.
Согласно Фиг. 8, в иллюстративном варианте реализации настоящего изобретения вращающаяся часть 21 представляет собой вращающийся рычаг. Захватывающий механизм манипулятора содержит множество захватывающих частей 10. Множество захватывающих частей 10 расположено на вращающейся части 21 с разнесением в пространстве.
В иллюстративном варианте реализации захватывающий механизм манипулятора содержит две захватывающие части 10. Две части 10 захвата размещены на двух концах вращающейся части 21, соответственно. При выполнении захватывающим механизмом манипулятора операции захвата две захватывающие части 10 захватывают подлежащую захвату деталь и освобождают другую подлежащую захвату деталь, соответственно, что позволяет осуществлять синхронную работу в двух рабочих положениях и повысить эффективность производства.
Кроме того, при использовании захватывающий механизм манипулятора электронная микросхема может быть захвачена из заданного положения и размещена в другом заданном положении после ее поворота.
Естественно, в альтернативных вариантах реализации, не раскрытых в настоящем описании, вращающаяся часть 21 также может представлять собой вращающийся диск. Множество захватывающих частей 10 расположено на вращающейся части 21 с разнесением в пространстве в окружном направлении. Таким образом, захватывающий механизм манипулятора может работать в нескольких рабочих положениях в соответствии с фактическими требованиями, что позволяет повысить эффективность.
Согласно Фиг. 7, в иллюстративном варианте реализации настоящего изобретения захватывающий механизм манипулятора также может содержать редуктор 24. Один конец редуктора 24 соединен с приводным двигателем 23, а другой конец соединен с вращающейся частью 21.
В указанной конфигурации характеристики редуктора 24 обеспечивают плавное вращение вращающейся части 21 с обеспечением плавной операции захвата захватывающим механизмом манипулятора.
Согласно Фиг. 7 и Фиг. 8, в иллюстративном варианте реализации настоящего изобретения захватывающий механизм манипулятора также может содержать второй цилиндр 25. Второй цилиндр 25 расположен на опорном гнезде 20. Под воздействием второго цилиндра 25 захватывающая часть 10 перемещается в вертикальном направлении относительно опорного гнезда 20.
В указанной конфигурации второй цилиндр 25 обеспечивает возможность вертикального перемещения захватывающей части 10 относительно опорного гнезда 20, что позволяет обеспечить возможность приближения захватывающей части 10 к подлежащей захвату детали в вертикальном направлении, в результате чего указанная операция является простой и с удобным захватом.
Согласно Фиг. 10, в иллюстративном варианте реализации настоящего изобретения магнитный элемент 13 представляет собой неодимовый магнит.
В частности, неодимовый магнит обладает стабильными свойствами. Использование неодимового магнита в качестве магнитного элемента 13 обеспечивает значительную силу захвата (а именно, силу магнитного притяжения) между магнитным элементом 13 и подлежащей захвату деталью с соответствующим обеспечением стабильной операции захвата захватывающим механизмом манипулятора. Естественно, в альтернативных вариантах реализации, не раскрытых в настоящем описании, магнитный элемент 13 может также представлять собой другие магнитные элементы.
Использование захватывающего механизма манипулятора согласно настоящему варианту реализации для захвата электронной микросхемы 42 позволяет обеспечивать функцию размещения микросхемы перед автоматической инкапсуляцией чипа RFID-микросхемы шины, что позволяет заполнить технический пробел автоматической подачи микросхемы на раннем этапе встраивания RFID-микросхем в резиновой промышленности. Данное решение позволяет осуществлять автоматический захват и предотвращать вторичные техногенные загрязнения, вызванные ручным захватом микросхемы, а также изгибание и столкновение между микросхемами. Кроме того, при использовании данного решения обеспечена высокая производственная эффективность, отсутствуют технические требования к персоналу, отсутствуют техногенные отходы и низкое качество производства, и ручной процесс может быть заменен полностью.
Согласно Фиг. 11, в иллюстративном варианте реализации настоящего изобретения ламинирующий механизм 60 содержит платформу 61 для ламинирования и прижимную часть, размещенную на платформе 61 для ламинирования. Прижимная часть размещена с возможностью перемещения относительно платформы 61 для ламинирования.
В иллюстративном варианте реализации прижимная часть представляет собой прижимной ролик 62. Способ инкапсуляции электронной микросхемы 42 включает следующие этапы: после размещения электронной микросхемы 42 на одном слое резины, поверх открытой части электронной микросхемы 42 размещают другой слой резины и, наконец, инкапсуляцию завершают посредством прижимного ролика 62 благодаря адгезионным свойствам резины. Кроме того, на платформе 61 для ламинирования размещены кодовый датчик и вспомогательный элемент кодового датчика. Расстояние поступательного перемещения ленты материала фиксируют посредством кодового датчика с целью обеспечения непрерывности работы ламинирующего механизма.
Естественно, в альтернативных вариантах реализации может также быть использован способ вертикального прессования для инкапсуляции электронной микросхемы 42 в резине.
В иллюстративном варианте реализации настоящего изобретения оборудование для ламинирования также может содержать намоточную часть 80. Использование намоточной части 80 может обеспечивать наматывание инкапуслированной электронной микросхемы 42, что обеспечивает удобство при последующей транспортировке и хранении электронной микросхемы.
В иллюстративном варианте реализации настоящего изобретения оборудование для ламинирования может также содержать ящик 70 для хранения, размещенный на раме 90, что обеспечивает удобство при хранении инструментов для обслуживания в ящике для хранения с обеспечением удобного доступа к инструментам.
В настоящем варианте реализации функция оборудования для ламинирования заключается в размещении электронного чипа 42 в заданном положении на резине и прессование указанных элементов для получения промежуточного изделия. Оборудование для ламинирования в основном состоит из подающего механизма 30, захватывающего механизма манипулятора, ламинирующего механизма 60 и намоточной части 80. Посредством технологии управления серводвигателем или шаговым двигателем в сочетании с подающим механизмом осуществляют автоматическую подачу резины и электронной микросхемы 42. Электронную микросхему 42 размещают в заданном положении посредством захватывающего механизма манипулятора. Резину и электронную микросхему 42 прессуют посредством пневматического прижимного ролика 62.
Оборудование для ламинирования по некоторым вариантам реализации настоящего изобретения имеет следующие преимущества: может быть реализовано механизированное производство и высокое единообразие получаемых изделий; может быть реализовано автоматизированное производство с высокой производственной эффективностью; после ручной подачи оборудование может автоматически работать в соответствии с заданными параметрами без необходимости ручного вмешательства и без предъявления требований к персоналу, и, кроме того, отсутствуют техногенные отходы и низкое качество производства.
Из вышеприведенного описания очевидно, что вышеуказанные варианты реализации настоящего раскрытия позволяют достичь следующих технических результатов: подающий механизм RFID-метки шины содержит намоточную часть, вращающийся вал для снятия пленки и приводное колесо. Приводная часть приводит приводное колесо и вращающийся вал для снятия пленки в одновременное вращение, вращение приводного колеса приводит в движение подлежащий подаче материал, и перемещение подлежащего подаче материала приводит во вращение намоточную часть; таким образом, реализуется автоматическая подача. При этом, вращение вращающегося вала для снятия пленки приводит к снятию защитной пленки подлежащего подаче материала и наматывает ее на вращающийся вал для снятия пленки, что позволяет реализовать процесс снятия пленки с подлежащего подаче материала и наматывания снятой защитной пленки для сохранения эффективной работы с обеспечением синхронных автоматической подачи и автоматического снятия пленки. Захватывающий механизм манипулятора содержит опорное гнездо, захватывающая часть и вращающийся рычаг. Приводной двигатель приводит вращающийся рычаг во вращение для обеспечения захватывающей части над подлежащей захвату деталью. Второй цилиндр приводит захватывающая часть в вертикальное движение относительно опорного гнезда и приближает указанную часть к подлежащей захвату детали. Два первых цилиндра осуществляют привод магнитных элементов в двух захватывающих головках, соответственно. Два магнитных элемента одновременно притягивают одну подлежащую захвату деталь с двух концов. Посредством указанного процесса захвата реализован процесс захвата подлежащей захвату детали. Весь процесс захвата является простым и незатрудненным с обеспечением удобной работы; кроме того, предотвращено вторичное загрязнение микросхемы, вызванное ручным захватом, предотвращены возникновение отходов и низкое качество производства, обеспечен автоматический захват микросхемы и повышена эффективность производства.
В вышеприведенном описании раскрыт лишь примерный вариант реализации настоящего изобретения, не призванный ограничивать настоящее изобретение; специалистам в области техники будут очевидны различные модификации и изменения, которые могут быть внесены в настоящее изобретение. Любые модификации, эквивалентные замены, улучшения и т.п., соответствующие принципам настоящего изобретения, находятся в рамках объема формулы настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2552841C1 |
| УСТРОЙСТВО ДЛЯ ВСТРАИВАНИЯ ЭЛЕКТРОННОЙ МЕТКИ | 2018 |
|
RU2768231C2 |
| Базовая станция, роботизированная система чистки и способ ее управления | 2020 |
|
RU2785339C1 |
| НАМОТОЧНАЯ МАШИНА | 2012 |
|
RU2602211C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО МАТЕРИАЛА, ТИСНЕННОГО С ПРИВОДКОЙ | 2021 |
|
RU2776668C1 |
| СИСТЕМА ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2014 |
|
RU2590040C2 |
| СПОСОБ И СИСТЕМА ЛАМИНИРОВАНИЯ БОЛЬШИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2682610C1 |
| ЗАХВАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ БОРТОВОГО КОЛЬЦА | 2012 |
|
RU2585000C1 |
| ТРАНСПОРТНЫЙ КОНВЕЙЕР И ТРАНСПОРТНОЕ УСТРОЙСТВО | 2014 |
|
RU2637854C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АККУМУЛЯТОРНЫХ ЭЛЕКТРОДОВ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2012 |
|
RU2534746C1 |
Изобретение относится к оборудованию для ламинирования и может быть использовано для ламинирования метки радиочастотной идентификации шины. Оборудование для ламинирования содержит раму 90 и размещенные на раме 90 подающий механизм 30 и ламинирующий механизм. Ламинирующий механизм выполнен с возможностью прессования резины и электронной микросхемы из материалов, подлежащих подаче из подающего механизма 30. Подающий механизм 30 содержит опорную раму, намоточную часть, размещенную на опорной раме, и приводное колесо, размещенное на опорной раме с возможностью вращения. Один конец подлежащего подаче материала расположен на намоточной части, а другой конец взаимодействует с приводным колесом для перемещения подлежащего подаче материала посредством приведения в движение приводного колеса. Оборудование для ламинирования обеспечивает повышение эффективности рабочего процесса. 14 з.п. ф-лы, 11 ил.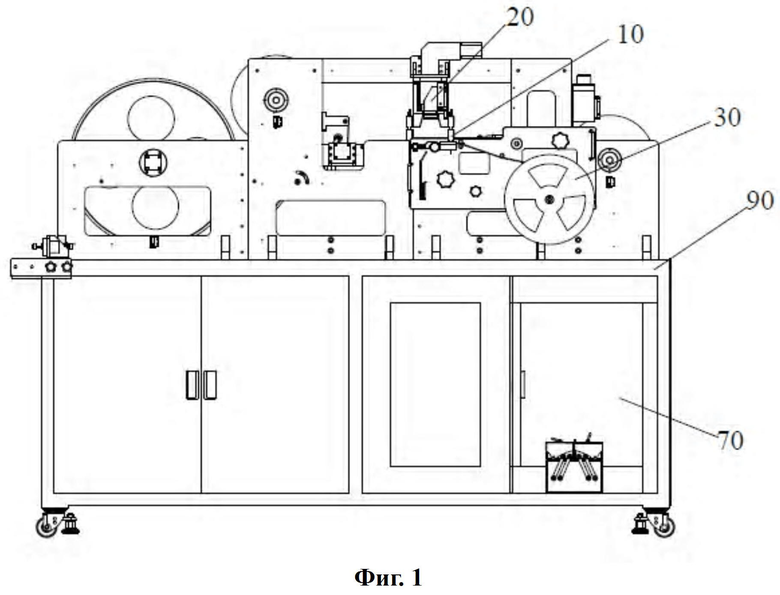
1. Оборудование для ламинирования метки радиочастотной идентификации (RFID) шины, содержащее:
раму (90);
подающий механизм (30), размещенный на раме (90); и
ламинирующий механизм (60), размещенный на раме (90) и выполненный с возможностью прессования резины и электронной микросхемы (42) из материалов (40), подлежащих подаче из подающего механизма (30);
причем подающий механизм (30) содержит опорную раму (31), намоточную часть (32), размещенную на опорной раме (31), и приводное колесо (34), размещенное на опорной раме (31) с возможностью вращения; один конец подлежащего подаче материала (40) размещен на намоточной части (32), а другой конец взаимодействует с приводным колесом (34) для перемещения подлежащего подаче материала (40) посредством приведения в движение приводного колеса (34).
2. Оборудование для ламинирования по п. 1, в котором подающий механизм (30) также содержит вращающийся вал (33) для снятия пленки, который размещен на опорной раме (31) с возможностью вращения; подлежащие подаче материалы (40) включают ленту (41) материала, электронную микросхему (42) и защитную пленку, размещенную с соответствием ленте (41) материала; электронная микросхема (42) размещена между лентой (41) материала и защитной пленкой; один конец защитной пленки расположен на вращающемся валу (33) для снятия пленки; и приводное колесо (34) находится в зацеплении с лентой (41) материала.
3. Оборудование для ламинирования по п. 2, которое содержит множество зубчатых выступов (341), которые размещены на периферической поверхности приводного колеса (34) и равномерно расположены с интервалом по окружности приводного колеса (34); на ленте (41) материала выполнены сквозные отверстия, которые соответствуют зубчатым выступам (341).
4. Оборудование для ламинирования по п. 2, в котором подающий механизм также содержит приводную часть (35) и передаточную часть; причем приводная часть (35) соединена с приводным колесом (34) с возможностью передачи движения, а передаточная часть соединена c приводным колесом (34) и вращающимся валом (33) для снятия пленки соответственно, так что приводное колесо (34) и вращающийся вал (33) для снятия пленки способны вращаться синхронно.
5. Оборудование для ламинирования по п. 2, в котором механизм подачи также содержит опорную платформу (39), соединенную с опорной рамой (31); опорная платформа (39) расположена на одной стороне приводного колеса (34), обращенной к вращающемуся валу (33) для снятия пленки.
6. Оборудование для ламинирования по любому из пп. 1-5, также содержащее захватывающий механизм манипулятора, размещенный на раме (90); захватывающий механизм манипулятора содержит:
опорное гнездо (20); и
захватывающую часть (10), которая выполнена с возможностью вертикального перемещения относительно опорного гнезда (20) и которая содержит первый цилиндр (11) и захватывающую головку (12), соединенную с первым цилиндром (11); причем захватывающая головка (12) снабжена каналом (121) для размещения магнитного элемента (13); первый цилиндр (11) выполнен с возможностью приведения магнитного элемента (13) в движение в канале (121); магнитный элемент (13) имеет первое положение для притягивания подлежащей захвату детали и второе положение для освобождения подлежащей захвату детали.
7. Оборудование для ламинирования по п. 6, в котором в захватывающей головке (12) выполнено сквозное установочное отверстие, которое образует канал (121); первый цилиндр (11) расположен в сквозном установочном отверстии, один конец штока поршня первого цилиндра (11) вставлен в сквозное установочное отверстие и соответствует магнитному элементу (13) для обеспечения перемещения магнитного элемента (13) между первым положением и вторым положением.
8. Оборудование для ламинирования по п. 6, в котором захватывающая часть (10) содержит два первых цилиндра (11) и две захватывающие головки (12), размещенные в соответствии с двумя первыми цилиндрами (11); причем магнитный элемент (13) выполнен в каждой из захватывающих головок (12).
9. Оборудование для ламинирования по п. 6, в котором захватывающий механизм манипулятора также содержит второй цилиндр (25), который расположен на опорном гнезде (20); под воздействием второго цилиндра (25) захватывающая часть (10) перемещается в вертикальном направлении относительно опорного гнезда (20).
10. Оборудование для ламинирования по п. 6, в котором захватывающий механизм манипулятора также содержит:
вращающуюся часть (21), которая соединена с опорным гнездом (20); и
приводной двигатель (23), который соединен с вращающейся частью (21) для приведения вращающейся части (21) во вращение.
11. Оборудование для ламинирования по п. 10, в котором вращающаяся часть (21) представляет собой вращающийся рычаг или вращающийся диск; причем захватывающий механизм манипулятора содержит множество захватывающих частей (10), и когда вращающаяся часть (21) представляет собой вращающийся рычаг, множество захватывающих частей (10) расположены на вращающейся части (21) с интервалом.
12. Оборудование для ламинирования по п. 6, в котором захватывающая часть (10) содержит множество захватывающих головок (12); опорное гнездо (20) избирательно соединено с одной из множества захватывающих головок (12).
13. Оборудование для ламинирования по любому из пп. 1-5, в котором ламинирующий механизм (60) содержит:
платформу (61) для ламинирования; и
прижимную часть, которая размещена на платформе (61) для ламинирования и выполнена с возможностью перемещения относительно платформы (61) для ламинирования.
14. Оборудование для ламинирования по любому из пп. 1-5, также содержащее бак для отходов, который размещен на раме (90) и расположен под подающим механизмом (30).
15. Оборудование для ламинирования по п. 14, в котором подающий механизм (30) также содержит направляющую часть (37), соединенную с опорной рамой (31); причем направляющая часть (37) расположена под приводным колесом (34) и выполнена с возможностью направления ленты подлежащего подаче материала (40) в бак для отходов.
| CN 101596988 B, 23.01.2013 | |||
| СБОРКА И ИСПОЛЬЗОВАНИЕ RFID-ДАТЧИКОВ В КОНТЕЙНЕРАХ | 2007 |
|
RU2457472C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 6359444 B1, 19.03.2002 | |||
| Устройство для контроля параметров многокомпонентных материалов | 1990 |
|
SU1774242A1 |

