Настоящее изобретение представляет собой устройство и способ для обработки длинных конусных отверстий, например, длиной более 10 средних диаметров в виде комплекта коротких инструментов.
Известен режущий инструмент для операций развертывания, включающий в себя по существу цилиндрический хвостовик с продольной осью, имеющий множество радиально выступающих и по существу аксиально продолжающихся зажимных лепестков, и цилиндрическую режущую головку (Патент на изобретение №2514739, опубликованный 10.05.2014 г. Опубл. бюл. №13).
Недостатком данного устройства и способа является невозможность обработки длинных конусных отверстий.
Технической задачей является расширение арсенала технических средств а именно, разработка устройство и способ для обработки длинных конусных отверстий, например, длиной более 10 среднихдиаметров.
Поставленную задачу решают тем что в к омплекте коротких осевых конусных инструментов для обработки длинных конусных отверстий, предназначенных для последовательного размещения в шпинделе станка, первый конусный инструмент выполнен с возможностью непосредственного размещения в шпинделе станка, а второй и последующие - с помощью промежуточного хвостового элемента, при этом длина хвостового элемента определена из соотношения, а также с целью
последовательного перемещения инструментов хвостовой элемент следующего в очереди инструмента выбирают из соотношения
lniф.ч.(n+1)ln, где
lniф.ч. - длина хвостового элемента;
ln=lи/N;
ln - рабочая длина инструмента;
lи - длина обрабатываемого отверстия;
N - общее количество инструментов;
ni - порядковый номер инструмента, при этом ni=0;
на хвостовой части первого конусного инструмента и на каждом хвостовом элементе установлено стопорное кольцо, закрепленное штифтом, размещенным соответственно в отверстии хвостовой части первого конусного инструмента или хвостового элемента, при этом на хвостовой части каждого конусного инструмента, кроме первого, установлено анивибрационное кольцо, на режущих кромках конусных инструментов выполнены стружколомные канавки.
Поставленная задача также решается тем что способ обработки длинных конусных отверстий короткими конусными инструментами, включает использование коротких осевых конусных инструментов длиной в сумме равной или больше длины отверстия, при этом форма коротких конусных инструментов совпадает с формой обрабатываемого отверстия, введение указанных инструментов в заготовку начинают с конусного инструмента с самым большим средним диаметром для подготовки участка отверстия к установке следующего конусного инструмента и заканчивают конусным инструментом с самым малым средним диаметром.
То есть устройство для обработки длинных конусных отверстий, представляет собой набор инструментов имеющих формообразующую поверхность повторяющую всумме формообразующую поверхность отверстия, причем первый инструмент имеет формообразующую первой части и конический хвостовикдля связи со станком, второй инструмент имеет формообразующуюследующей части отверстия и соответствующий хвостовик размером чтобы выполнить формообразование новой части поверхности отверстия.
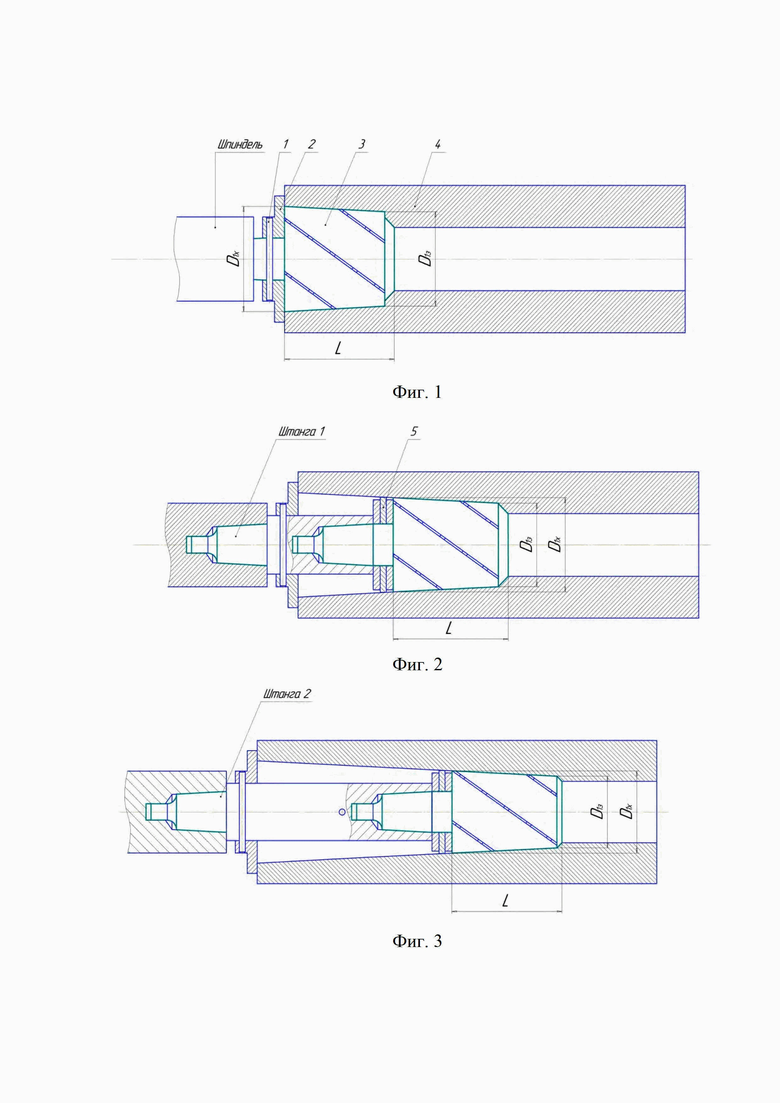
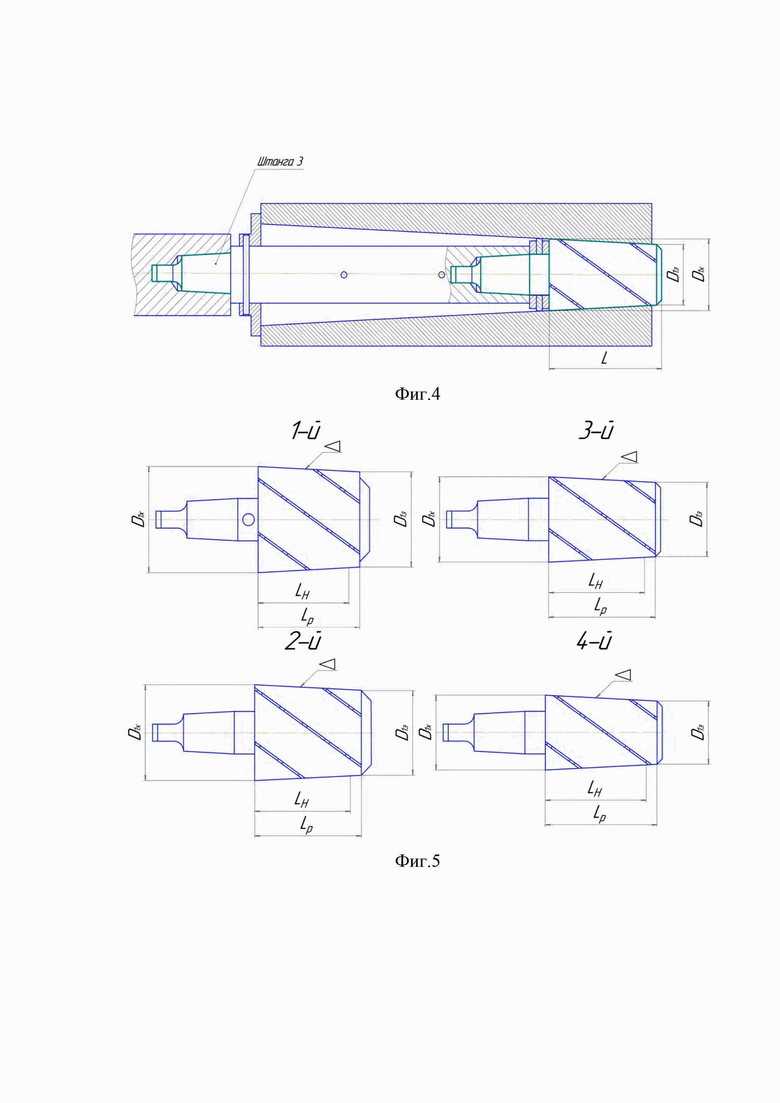
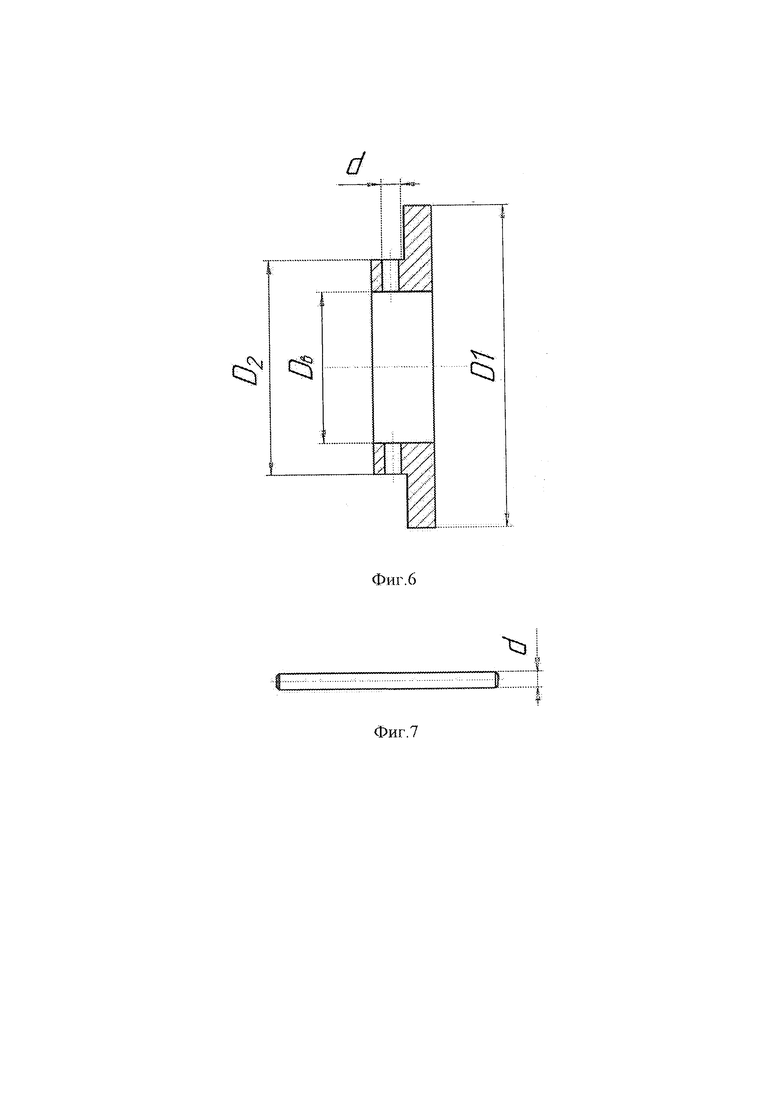
Сущность устройства поясняется чертежами, где на фиг. 1. представлен принцип работы первого инструмента, фиг. 2. представлен принцип работы второго инструмента, фиг. 3. представлен принцип работы третьего инструмента, фиг. 4. представлен принцип работы четвертого инструмента, фиг. 5. обобщенное изображение комплекта инструментов, фиг. 6 кольцо, фиг. 7 штифт.
Устройство для обработки конусного отверстия длиной свыше 10 диаметров, состоит из ряда ряд коротких осевых инструментов 3 в сумме по длине равной или большей длине отверстия заготовки 4, совпадающей с формой обрабатываемого отверстия; введение инструментов в заготовку осуществляют по принципу телескопического образования конусной поверхности от большого диаметра к меньшему, начиная с инструмента с самым большим средним диаметром с целью подготовки участка отверстия к вставлению следующего инструмента и заканчивая инструментом с самым малым средним диаметром, а также с целью последовательного перемещения инструментов хвостовой элемент следующего в очереди инструмента выбирают из соотношения lniф.ч.(n+1)ln где ln=lи/N; ni=0, 1, 2, 3; n1=0,
в формуле lи - длина обрабатываемого отверстия, N - общие количество инструментов, ni - порядковый номер инструмента,
тогда для первого инструмента n1=0, имеем
lф.ч.=(n+1)ln=(0+1)ln=ln, т.е. увеличивать хвостовую часть не надо, достаточно только рабочей длины инструмента в тоже время, например для третьего инструмента n3=2 имеем: l3ф.ч.=n3+lн=(2+1)ln, т.е. необходимо дополнение к длине инструмента равным его двум длинам, а также с целью стабилизации перемещения инструмента в отверстиизаготовки на хвостовой части каждого комплекта (инструмент плюс хвостовой элемент) устанавливается стопорное кольцо 2, фиксируемое штифтом 1 на хвостовом элементе, обеспечивающее совпадение диаметров обработки двумя последовательными инструментами: предыдущим и последующим, а также с целью устранения вибрации инструмента на хвостовом элементе устанавливают антивибрационное кольцо 5 и на режущих кромках вводят стружколомающие канавки.
Пример реализации устройства и способа.
1. Оборудование
Для этого в условиях массового производства можно использовать станок 2П57, рекомендованный отечественными производителями. В условиях механических мастерских (производственных помещениях скран-балкой) для этого применимы обычные вертикально-сверлильные станки типа 2125, 2А150 и другие, после некоторой модернизации. Для этого изготавливают кирпичную шахту глубиной, равную размеру - длине обрабатываемой изложницы, квадратной или прямоугольной формы. На дно шахты опускается металлическая плита для удерживания изложницы. После этого на нижнюю часть изложницы надевают специальное опорное кольцо для создания после опускания изложницы зазора в 200-300 мм между плитой и изложницей. На верху шахта вместе с изложницей, выступающей из шахты на 120-130 мм, закрывается чугунной шлифованной плитой, с центральным отверстием для доступа к изложнице. Начугунную плиту, из которой выступает изложница, накладывают специально изготовленную опорную плиту вертикально-сверлильного станка с вырезом (у станка снят подвижный столик со станины), крепятподошву станка к плите, производят наладку всего модернизированногостанка, добиваясь прежде всего соосности изложницы и шпинделя станка.
Если принят, например, станок 2А150, то основные характеристики механизмов станка будут такими:
1. Диаметр сверления 50 мм,
2. Вылет шпинделя 300 мм,
3. Расстояние от торца шпинделя до плиты 650-1200 мм,
4. Расстояние от торца шпинделя до стола 0-800 мм,
5. Наибольшая величина хода шпинделя 300 мм,
6. Конус Морзе на шпинделе №5,
7. Мощность электро-двигателя 7 кВт.
2. Установка инструмента
На вспомогательном столе, рядом со станком располагают инструменты для обработки изложницы, ((пусть начальный диаметр ее будет 30 мм) длиной 3000 мм, и конусность отверстия к/1000).
Введем обозначение::
Изложница заготовка:
Lи - длина, do - диаметр отверстия в заготовке, к - конусность отверстия, к/1000, 0,00к.
dнO _ диаметр конусного отверстия, начальный, наибольший.
dкО - выходной диаметр конусного отверстия (наименьший). dкО=dО.
dнО=dкО+LИ*к,
Зенкеры, инструменты:
n - количество зенкеров в системе, (n кратно LИ)
lн - номинальная длина зенкера, lн=LИ/n,
lp - рабочая длина зенкера, lр>lн.
 - диаметр i-го хвостовой части зенкера на номинальной длине
- диаметр i-го хвостовой части зенкера на номинальной длине
 - диаметр i-го заборной части зенкера на номинальной длине
- диаметр i-го заборной части зенкера на номинальной длине
 - диаметр i-го зенкера (хвостовой части) на рабочей длине
- диаметр i-го зенкера (хвостовой части) на рабочей длине
 - диаметр предыдущего зенкера (i-1) на номинальной длине
- диаметр предыдущего зенкера (i-1) на номинальной длине
Соотношения:





3. Операции реализации способа.
Крепление первого инструмента. После крепления инструмента в шпиндель станка, накладывают на изложницу деревянную доску. Опускаютпо направляющим станка коробку скоростей и подач вместе со шпинделеми инструментом до упора инструмента в деревянную доску, лежащую на торце изложницы. Убирают доску, включают вращение шпинделя и перемещают инструмент на 30 мм вместе со шпинделем. Выключают вращение и перемещают коробку скоростей вниз по направляющим на 300 мм. Включают вращение шпинделя и перемещают инструмент до упора стопорного кольца в торец изложницы. Выключают станок. Перемещают коробку скоростей в исходное состояние. Вытаскивают инструмент и подкладывают доску на торец изложницы. Выбивают инструмент из шпинделя. Снимают стопорное кольцо и одевают его на хвостовой элемент нового инструмента (N2). Одевают опорное кольцо на инструмент.
Вставляют инструмент N2 в хвостовой элемент N1. Опускают хвостовой элемент с инструментом в просверленное отверстие изложницы. Вставляют свободный конец хвостового элемента в шпиндель. Включают станок. Перемещаютшпиндель на 300 мм. Выключают станок. Опускают коробку скоростей на 300 мм. Включают станок. Перемещают шпиндель до упора стопорного кольца в изложницу. Удаляют инструмент N2 и переходят к инструменту N3 в том же порядке.
Дублирование работы остальных инструментов до окончательной обработки конусного отверстия.
Открепление опорной плиты станка от верхней плиты шахты, удерживающей изложницу в вертикальном положении путем крепления скобами.
Подъем станка с помощью крана. Временная установка станка насвободном месте около изложницы.
Открепление изложницы от верхней плиты шахты, снятие скобкрепления изложницы.
Подъем изложницы из шахты и установка ее на стенде, рабочемместе проведения контрольных измерений.
Установка в шахту новой заготовки изложницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный инструмент для нарезания резьбы | 1985 |
|
SU1281349A1 |
| СПОСОБ ОБРАБОТКИ ШЕЕК КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107590C1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Способ изготовления биметаллических заготовок для режущего инструмента | 1991 |
|
SU1813606A1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| СБОРНЫЙ УНИВЕРСАЛЬНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2543021C2 |
| Инструмент для обработки отверстий | 1979 |
|
SU903136A1 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2011 |
|
RU2541243C1 |
| ИНСТРУМЕНТ, СТАНОК И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ | 2014 |
|
RU2661136C2 |
| МНОГОЛЕЗВИЙНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ | 2008 |
|
RU2388579C2 |
Комплект предназначен для обработки длинных конусных отверстий длиной более 10 средних диаметров короткими осевыми конусными инструментами путем последовательного их размещения в шпинделе станка. При этом первый конусный инструмент выполнен с возможностью непосредственного размещения в шпинделе станка, а второй и последующие с помощью промежуточного хвостового элемента. Для последовательного перемещения инструментов длина хвостового элемента следующего в очереди инструмента определена по приведенному соотношению. На хвостовой части первого конусного инструмента и на каждом хвостовом элементе установлено стопорное кольцо, закрепленное штифтом, размещенным соответственно в отверстии хвостовой части первого конусного инструмента или хвостового элемента. При этом на хвостовой части каждого конусного инструмента, кроме первого, установлено антивибрационное кольцо, на режущих кромках конусных инструментов выполнены стружколомные канавки. Способ включает использование ряда коротких осевых конусных инструментов длиной в сумме равной или больше длины отверстия. При этом форма коротких конусных инструментов совпадает с формой обрабатываемого отверстия. Введение указанных инструментов в заготовку начинают с конусного инструмента с самым большим средним диаметром для подготовки участка отверстия к установке следующего конусного инструмента и заканчивают конусным инструментом с самым малым средним диаметром. Обеспечивается возможность обработки длинных конусных отверстий. 2 н.п. ф-лы, 7 ил.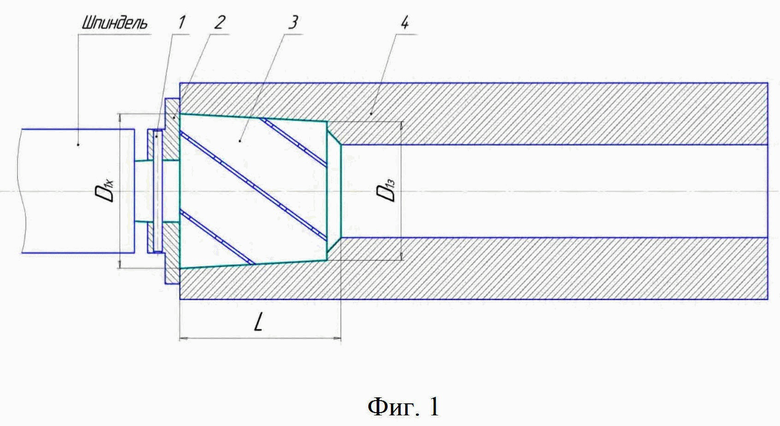
1. Комплект коротких осевых конусных инструментов для обработки длинных конусных отверстий, предназначенных для последовательного размещения в шпинделе станка, при этом первый конусный инструмент выполнен с возможностью непосредственного размещения в шпинделе станка, а второй и последующие с помощью промежуточного хвостового элемента, при этом для последовательного перемещения инструментов длина хвостового элемента следующего в очереди инструмента определена из соотношения:
lniф.ч.= (ni+1)ln, где
lniф.ч. –длина хвостового элемента;
ln=lи/N;
ln – рабочая длина инструмента;
lи – длина обрабатываемого отверстия;
N – общее количество инструментов;
ni – порядковый номер инструмента, при этом n1=0;
на хвостовой части первого конусного инструмента и на каждом хвостовом элементе установлено стопорное кольцо, закрепленное штифтом, размещенным соответственно в отверстии хвостовой части первого конусного инструмента или хвостового элемента, при этом на хвостовой части каждого конусного инструмента, кроме первого, установлено антивибрационное кольцо, на режущих кромках конусных инструментов выполнены стружколомные канавки.
2. Способ обработки длинных конусных отверстий короткими конусными инструментами, включающий использование комплекта коротких осевых конусных инструментов длиной в сумме равной или больше длины отверстия, при этом форма коротких конусных инструментов совпадает с формой обрабатываемого отверстия, введение указанных инструментов в заготовку начинают с конусного инструмента с самым большим средним диаметром для подготовки участка отверстия к установке следующего конусного инструмента и заканчивают конусным инструментом с самым малым средним диаметром.
| SU 227061 A1, 16.09.1968 | |||
| КОНИЧЕСКАЯ РАЗВЕРТКА | 0 |
|
SU305023A1 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2514739C2 |
| Станок для одновременной намотки нескольких катушек проволоки с помощью шпинделей | 1929 |
|
SU20206A1 |
| CN 109352027 A, 19.02.2019 | |||
| JP 5253742 A, 05.10.1993. | |||

