Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки полосовых профилей.
Известен способ радиальной ковки полосовых (прямоугольных) профилей [Ковка на радиально-обжимных машинах. / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 114, 116]. При этом способе деформация заготовки осуществляется одновременно двумя парами взаимно перпендикулярных бойков, образующих зоны деформации, расположенные в одной плоскости. В этом случае деформация осуществляется по «правилу вписанных фигур». Иначе на получаемой заготовке образуются заковы (усы, заусенцы). Ширина рабочей поверхности бойка не может превышать размер стороны заготовки. Это ограничивает технологические возможности способа по размерам используемых исходных заготовок и получаемых полосовых профилей. Для получения полосовых профилей требуемой ширины без заковов максимальный размер поперечного сечения исходной заготовки должен быть незначительно меньше максимального размера поперечного сечения получаемого полосового профиля, т.е. должно практически выполняться известное в обработке металлов давлением «правило вписанных фигур».
Таким образом, недостатками указанного аналога являются его ограниченные технологические возможности по размерному сортаменту исходных заготовок и получаемых полосовых профилей.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ многопроходной радиальной ковки полосовых (прямоугольных) профилей [Ковка на радиально-обжимных машинах. / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 15], принятый в качестве прототипа.
Многопроходное обжатие заготовки с получением полосовых профилей при этом способе осуществляется двумя взаимно перпендикулярными парами бойков с ручьями. Ручьи обеих пар бойков имеют гладкую рабочую поверхность. При этом рабочие поверхности пар бойков смещены относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка. Смещение рабочих поверхностей пар бойков вдоль оси ковки на величину, превышающую длину рабочей поверхности бойков, дает возможность выполнять ширину рабочей поверхности бойков, превышающую размеры сторон получаемого полосового профиля. При этом зоны деформации, образуемые на заготовке взаимно перпендикулярными бойками, смещены вдоль оси ковки.
Применение в данном способе смещения пар бойков относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, позволяет существенно расширить технологические возможности многопроходной радиальной ковки полосовых профилей по размерам используемых исходных заготовок и получаемых полосовых профилей.
Однако при многопроходной радиальной ковке полосовых профилей, согласно прототипу, практически отсутствует поперечная деформация (уширение) деформируемой заготовки. В связи с этим для получения полосового профиля с заполнением его ребер металлом требуется применять исходные заготовки, максимальный размер поперечного сечения которых практически равен ширине полосового профиля. Например, при получении готового полосового (прямоугольного) профиля с равными сторонами (квадрата) с острыми углами значение диаметра исходной заготовки равно примерно 1,41 от стороны квадрата [Ковка на радиально-обжимных машинах. / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 184], т.е. ковка идет практически без поперечной деформации (уширения). В этом случае обжатие, необходимое для получения квадратного профиля, следуя логике вывода формулы для расчета обжатия при получении квадратного профиля из круглой заготовки, приведенной в данной работе, равно 0,291 от диаметра исходной заготовки. При увеличении соотношения между сторонами полосового (прямоугольного) профиля требуемое значение обжатия исходной заготовки от ее диаметра исходной заготовки для заполнения металлом ребер указанного профиля повышается. Это приводит к увеличению числа проходов и, как следствие, к снижению производительности процесса радиальной ковки.
Кроме того, при применении такого способа для получения полосовых профилей увеличивается расход энергии на деформацию из-за повышения смещаемого объема металла.
Приведем доказательства указанных недостатков способа, принятого в качестве прототипа.
Введем обозначения: d0 - диаметр исходной заготовки; a - высота полосового (прямоугольного) профиля; b - ширина полосового (прямоугольного) профиля; k=b/a - соотношение между сторонами полосового (прямоугольного) профиля. При использовании известных из обработки металлов давлением соотношений можно получить следующие зависимости.
Минимально необходимое обжатие для получения полосового (прямоугольного) профиля из круглой исходной заготовки равно

Учитывая, что

при подстановке соотношения (2) в зависимость (1), получим

Численный анализ соотношения (3) показывает, что с повышением значения соотношения между сторонами полосового (прямоугольного) профиля k минимальное обжатие ΔН, необходимое для получения указанного профиля с заполнением металлом его ребер, существенно повышается.
Так, например, при k=1 ΔH≈0,41b, при k=3 ΔH≈0,724b, при k=5 ΔН≈0,83b. Как видно из этого примера, с увеличением соотношения между сторонами полосового (прямоугольного) профиля от 1-го до 3-х и 5-ти обжатие ΔН повышается соответственно примерно в 1,766 и в 2,02 раза. Это при прочих равных условиях (при отсутствии поперечной деформации металла) приводит к необходимости увеличения числа проходов и снижению производительности процесса радиальной ковки полосовых профилей. При наличии поперечной деформации с увеличением соотношения между сторонами полосового (прямоугольного) профиля k величина обжатия исходной заготовки для получения полосового профиля будет еще более существенно снижаться (Это будет показано ниже при рассмотрении примера конкретного выполнения предлагаемого технического решения).
Увеличение смещаемого объема металла ΔV при повышении соотношения между сторонами полосового (прямоугольного) профиля k подтверждается следующим.
Изменение смещаемого объема металла в зависимости от k и b

Численный анализ соотношения (4) показывает, что с повышением соотношения между сторонами полосового (прямоугольного) профиля k смещаемый объем металла увеличивается.
Так, например, при k=1 ΔV≈0,57b, при k=5 ΔV≈0,616b. Как видно из этого примера, с увеличением соотношения между сторонами полосового (прямоугольного) профиля от 1-го до 5-ти смещаемый объем металла ΔV повышается примерно на 5%. Это приводит при прочих равных условиях (отсутствие поперечной деформации металла) к повышению расхода энергии на деформацию. При наличии поперечной деформации при повышении соотношения между сторонами полосового (прямоугольного) профиля k величина смещаемого объема металла заготовки для получения полосового профиля будет еще более существенно снижаться (Это будет показано ниже при рассмотрении примера конкретного выполнения предлагаемого технического решения).
Вместе с тем из-за практического отсутствия поперечной деформации металла при применении способа согласно прототипу снижаются его технологические возможности по размерам получаемых полосовых профилей, т.к. ширина получаемого полосового профиля практически не может превышать максимальный размер поперечного сечения исходной заготовки, т.е. выполняется «правило вписанных фигур».
Таким образом, основными недостатками способа многопроходной радиальной ковки, принятого в качестве прототипа, является низкая его производительность, повышенный расход энергии на деформацию и ограниченные технологические возможности по размерам получаемых полосовых профилей.
Задачей изобретения является повышение производительности, снижение расхода энергии на деформацию и расширение технологических возможностей по размерам получаемых полосовых профилей.
Поставленная задача достигается тем, что в заявляемом способе получения полосовых профилей многопроходной радиальной ковкой, включающем обжатие заготовки двумя взаимно перпендикулярными парами бойков, имеющих рабочую поверхность с ручьем, при расположении взаимно перпендикулярных пар бойков со смещением их рабочих поверхностей относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, согласно изобретению обжатие заготовки осуществляют циклически за четное число циклов деформации, каждый из которых включает один или более проходов, при этом в каждом цикле деформации обжатие заготовки производят одной парой бойков, причем в нечетных циклах деформации обжатие заготовки осуществляют парой бойков с рабочей поверхностью, имеющей выпуклый ручей, в четных циклах деформации - парой бойков с рабочей поверхностью, имеющей плоский ручей, а после каждого цикла деформации производят поворот заготовки вокруг оси ковки на угол π/2.
Разделение обжатий на циклы дает возможность выделить периоды ковки, осуществляемые каждой парой бойков, и то, что каждый цикл деформации в зависимости от ограничений по силовым условиям радиальной ковки, условиям захвата или по параметрам заходной части бойков может включать в себя несколько проходов.
Выполнение обжатия одной парой бойков с выпуклыми ручьями позволяет снизить сопротивление деформируемого металла поперечной деформации (уширению). Металл, смещаемый по высоте заготовки, в значительной степени идет на увеличение ее ширины [И.Я. Тарновский. Формоизменение при пластической обработке металлов. - М.: Гос.н-т изд-во лит-ры по черной и цветной металлургии, 1954. - С. 150-154]. В результате проведения цикла деформации заготовки парой бойков с выпуклыми ручьями достигается значительное увеличение ширины заготовки, металл практически весь течет в сторону ширины заготовки.
Поворот заготовки после каждого цикла деформации на угол π/2 позволяет изменить положение сторон заготовки относительно бойков. Сторона заготовки, деформированная бойками с выпуклыми ручьями, окажется напротив рабочей поверхности бойков с плоскими ручьями. Последующая деформация заготовки бойками с плоскими ручьями, при которой контакт рабочей поверхности бойков осуществляется только по краям заготовки, дает возможность из-за малой ширины контакта рабочей поверхности бойков с заготовкой и снижения трения для сдерживания течения металла в ширину получать дополнительное уширение металла. Это подтверждается известными из обработки металлов давлением закономерностями, согласно которым с увеличением ширины полосы уменьшается относительное уширение (или, как в нашем случае, наоборот) [см., например, И.Я. Тарновский. Формоизменение при пластической обработке металлов. - М.: Гос. н-т изд-во лит-ры по черной и цветной металлургии, 1954. - С. 266, первый абзац сверху]. В то же время при обжатии заготовки бойками с плоскими ручьями течение металла из выпуклой части заготовки к ее центру, находящемуся на оси ковки, затруднено в связи с действием известного «закона наименьшего сопротивления». Следовательно, при обжатии заготовки, полученной в предыдущем цикле деформации бойками с выпуклыми ручьями, бойками с плоскими ручьями указанная заготовка получает преимущественно поперечную деформацию (уширение).
Чередование обжатия плоской заготовки бойками с выпуклыми ручьями и обжатия заготовки с выпуклыми краями бойками с плоскими ручьями позволяет в основном осуществлять смещение металла заготовки по высоте в направлении ее ширины.
Осуществление обжатия заготовки парой бойков с выпуклыми ручьями, начиная с первого цикла деформации, и осуществление обжатия заготовки парой бойков с плоскими ручьями в последнем четном цикле деформации характеризует условия выполнения процесса многопроходной радиальной ковки полосовых профилей, при которых обжатие заготовки рационально начинать парой бойков с выпуклыми ручьями, а заканчивать обязательно парой бойков с плоскими ручьями. Первое условие обеспечивает возможность сразу с первого прохода «набирать» ширину заготовки, второе условие обеспечивает получение готового полосового профиля. Указание на то, что последний цикл деформации является четным, говорит о том, что четные циклы деформации осуществляются бойками с плоскими ручьями.
Применение предлагаемого комплекса технологических операций, выполнение их в заданной последовательности, в указанных режимах обжатия заготовки и ее поворота вокруг оси ковки дает эффект, заключающийся в интенсификации течения металла заготовки в направлении ее ширины, давая возможность за счет уменьшения размеров поперечного сечения исходной заготовки снижать ее обжатие по высоте, уменьшать смещаемый объем металла, сокращая, благодаря этому, число проходов и расход энергии на деформацию (формоизменение). При этом появляется возможность варьирования шириной получаемого полосового профиля, расширяя технологические возможности как по сортаменту получаемых полосовых профилей, так и по сортаменту применяемых исходных заготовок.
Все это позволяет повысить производительность, снизить расход энергии на деформацию и расширить технологические возможности процесса многопроходной радиальной ковки полосовых профилей.
Вместе с тем, применение сочетания обжатия заготовки бойками с выпуклыми и плоскими ручьями при соответствующей форме деформируемых в них заготовок, дает дополнительный эффект, заключающийся в интенсификации проработки структуры металла по сечению, способствующей «завариванию» внутренних дефектов в заготовке, что ведет к повышению качества получаемых полосовых профилей. Это связано с локализацией деформации металла в определенных частях ширины заготовки. Бойками с выпуклыми ручьями обжатие заготовки осуществляется в средней ее части. Бойками с плоскими ручьями обжатие заготовки осуществляется по ее краям.
Таким образом, применение предлагаемого способа, наряду с повышением производительности процесса многопроходной радиальной ковки полосовых профилей, снижением расхода энергии на деформацию, расширением его технологических возможностей, позволяет повысить качественные характеристики получаемых полосовых профилей.
Предложенный способ радиальной ковки полосовых профилей проиллюстрирован на чертежах при осуществлении четырех циклов деформации для получения полосового профиля. Каждый цикл деформации включает один проход.
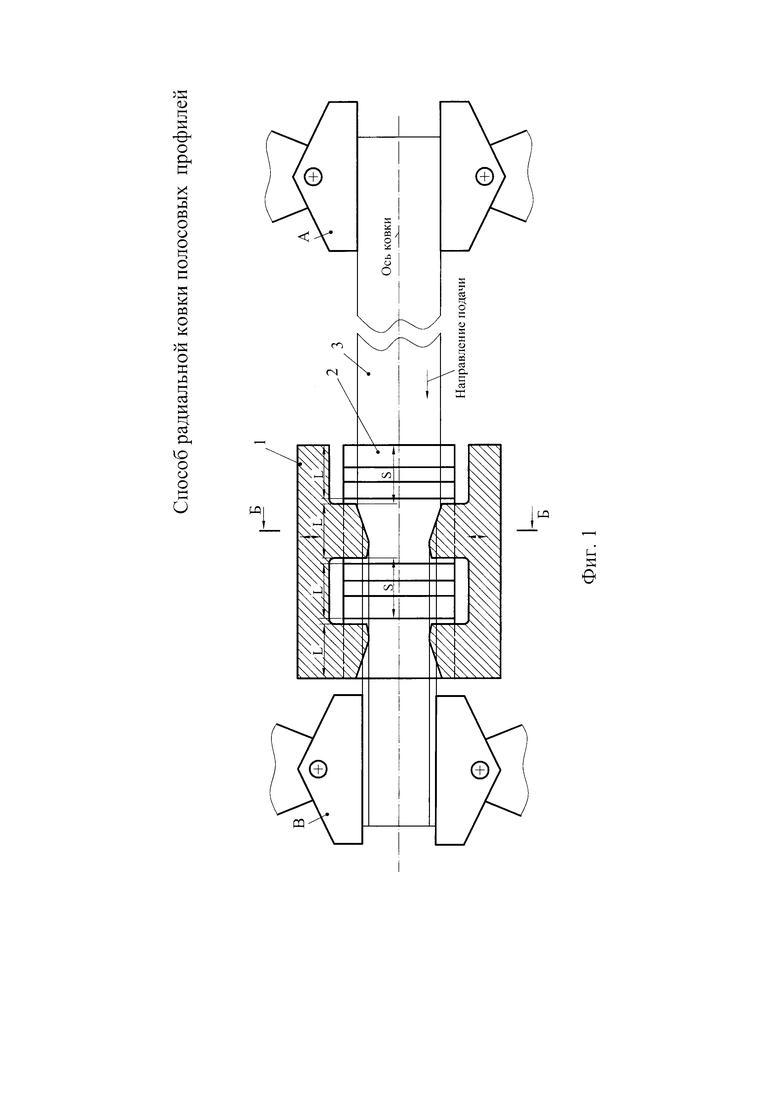
На фиг. 1 показан разрез по двухзаходным бойкам с выпуклыми ручьями, вид на двухзаходный боек с плоскими ручьями и зажимные губки манипуляторов во время обжатия круглой исходной заготовки в первом цикле деформации.
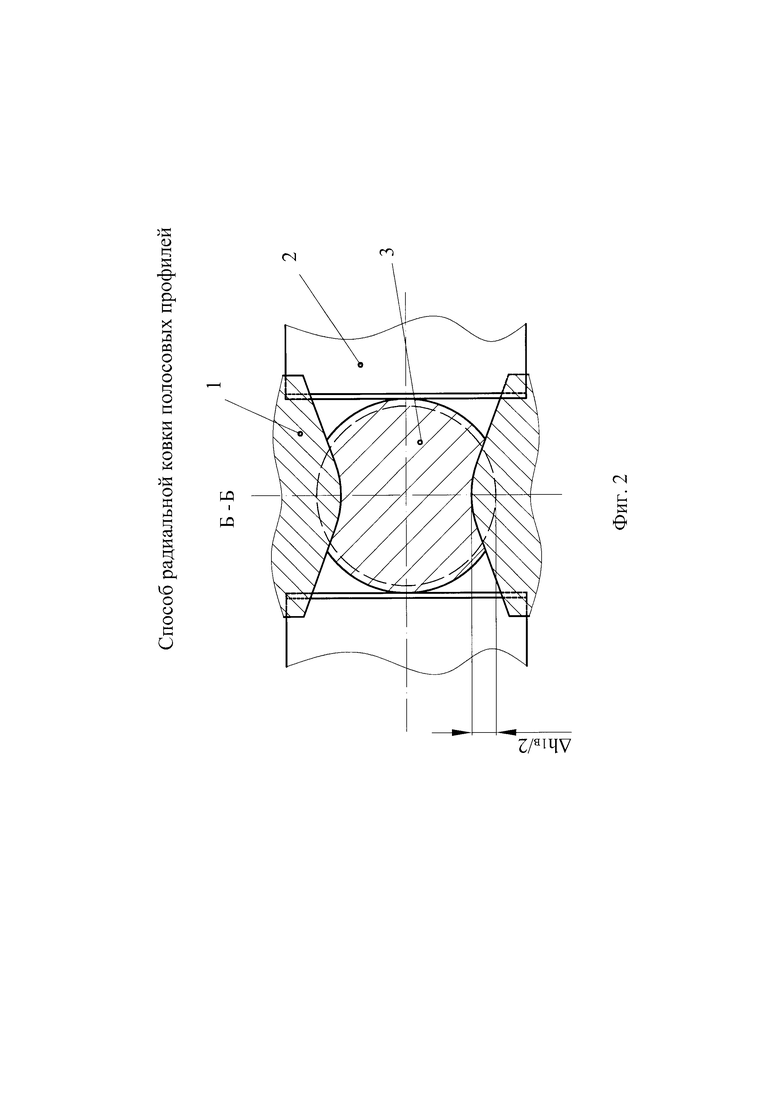
На фиг. 2 показан разрез Б-Б с поперечным сечением бойков с выпуклыми ручьями, видом на бойки с плоскими ручьями, контуром задаваемой в бойки круглой исходной заготовки и получаемого профиля в виде круга с двусторонним вогнутым профилем в первом цикле деформации.
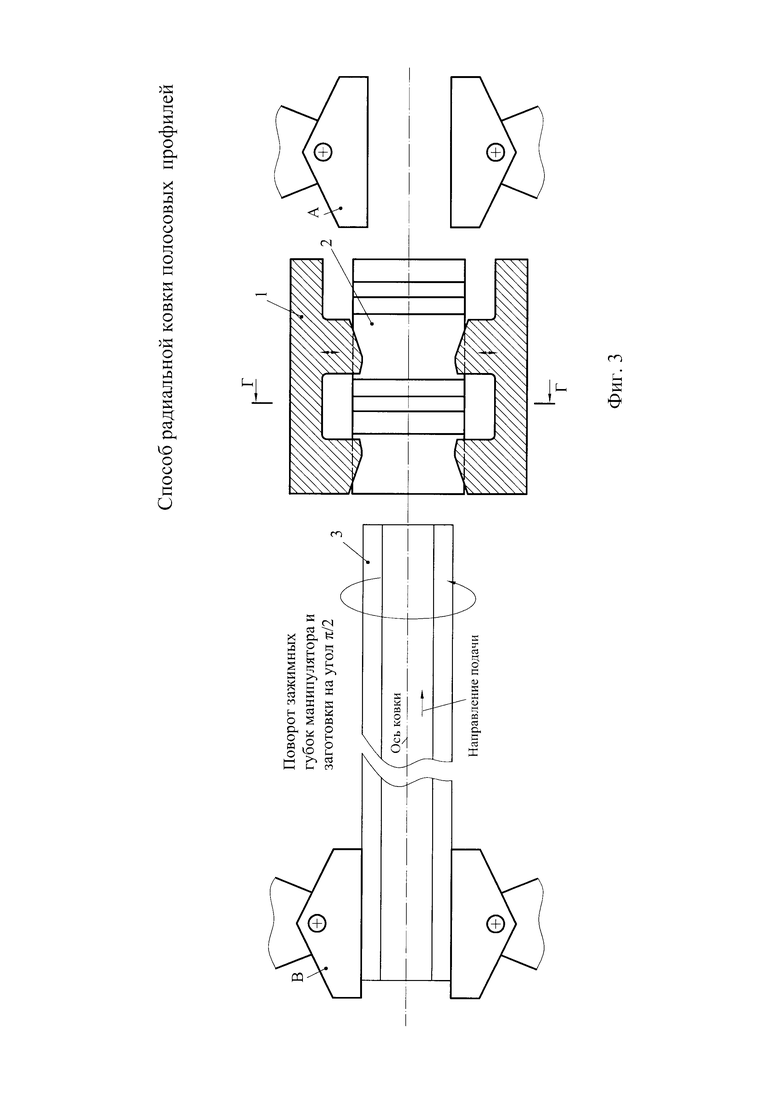
На фиг. 3 показан разрез по двухзаходным бойкам с выпуклыми ручьями, вид на двухзаходный боек с плоскими ручьями и зажимные губки манипуляторов после поворота заготовки манипулятором В на угол π/2 вокруг оси ковки перед вторым циклом деформации.
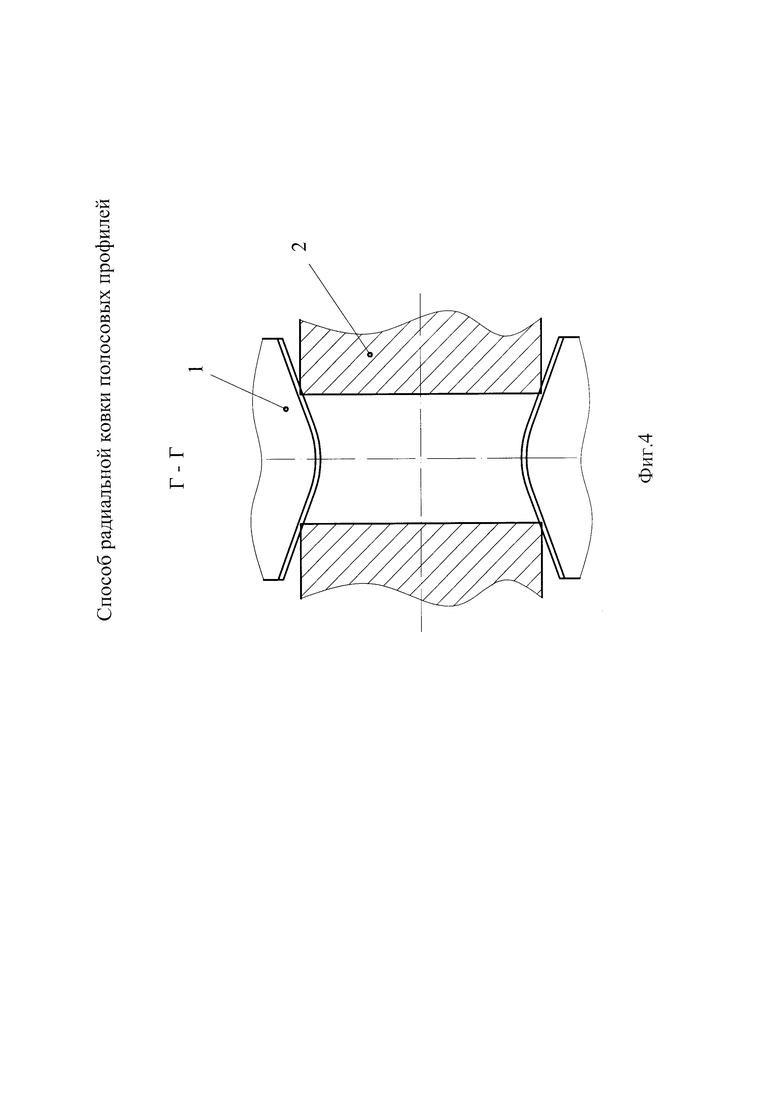
На фиг. 4 показан разрез Г-Г с поперечным сечением бойков с плоскими ручьями, видом на бойки с выпуклыми ручьями перед вторым циклом деформации.
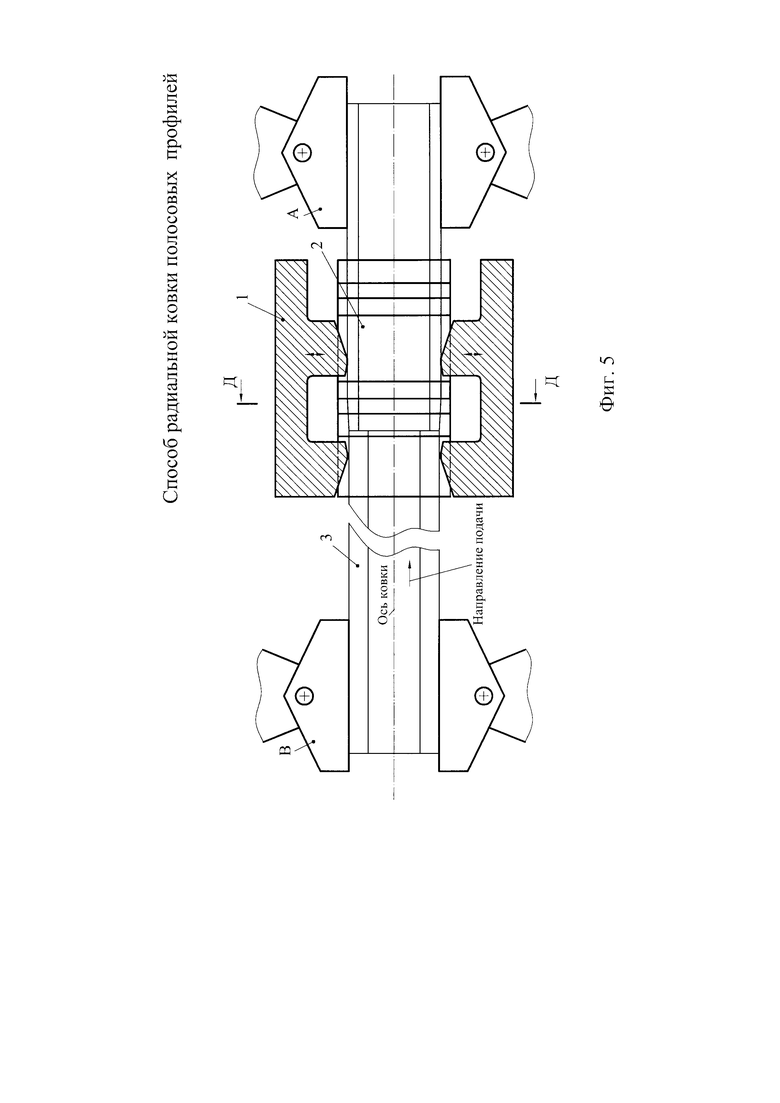
На фиг. 5 показан разрез по двухзаходным бойкам с выпуклыми ручьями, вид на двухзаходный боек с плоскими ручьями и зажимные губки манипуляторов во время обжатия заготовки в виде круга с вогнутым профилем во втором цикле деформации.
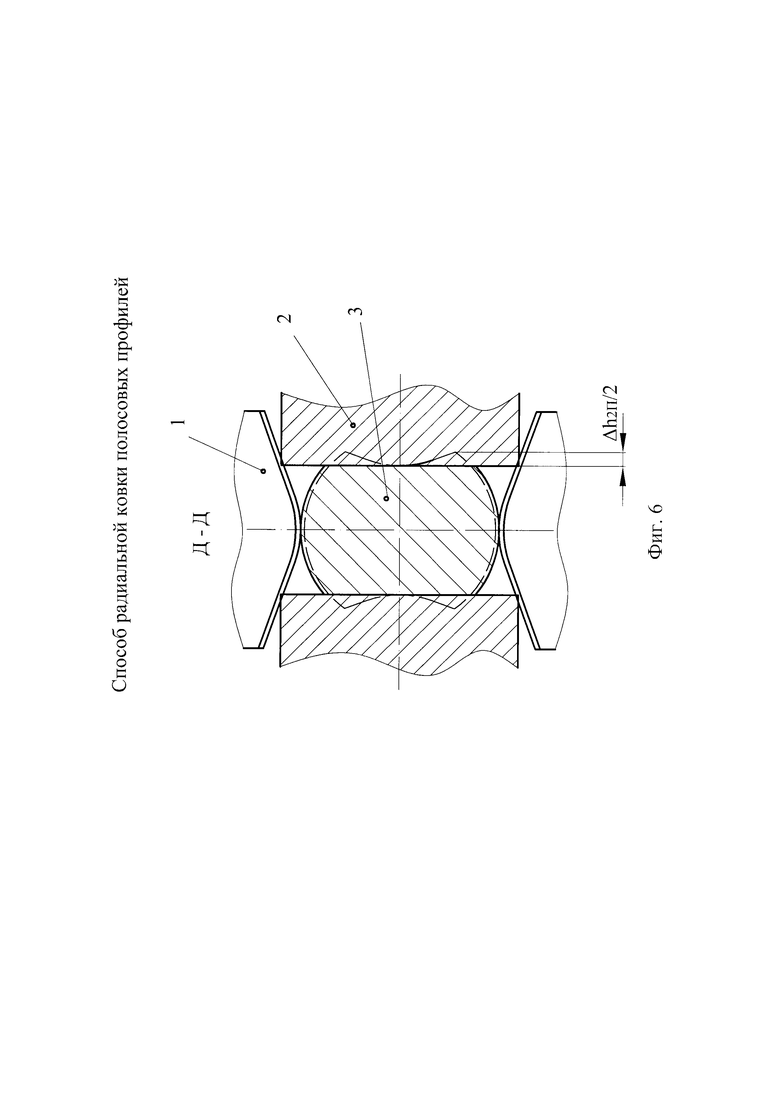
На фиг. 6 показан разрез Д-Д с поперечным сечением бойков с плоскими ручьями, видом на бойки с выпуклыми ручьями, контуром задаваемой в бойки заготовки в виде круга с вогнутым профилем и получаемого профиля в виде круга с лысками во втором цикле деформации.
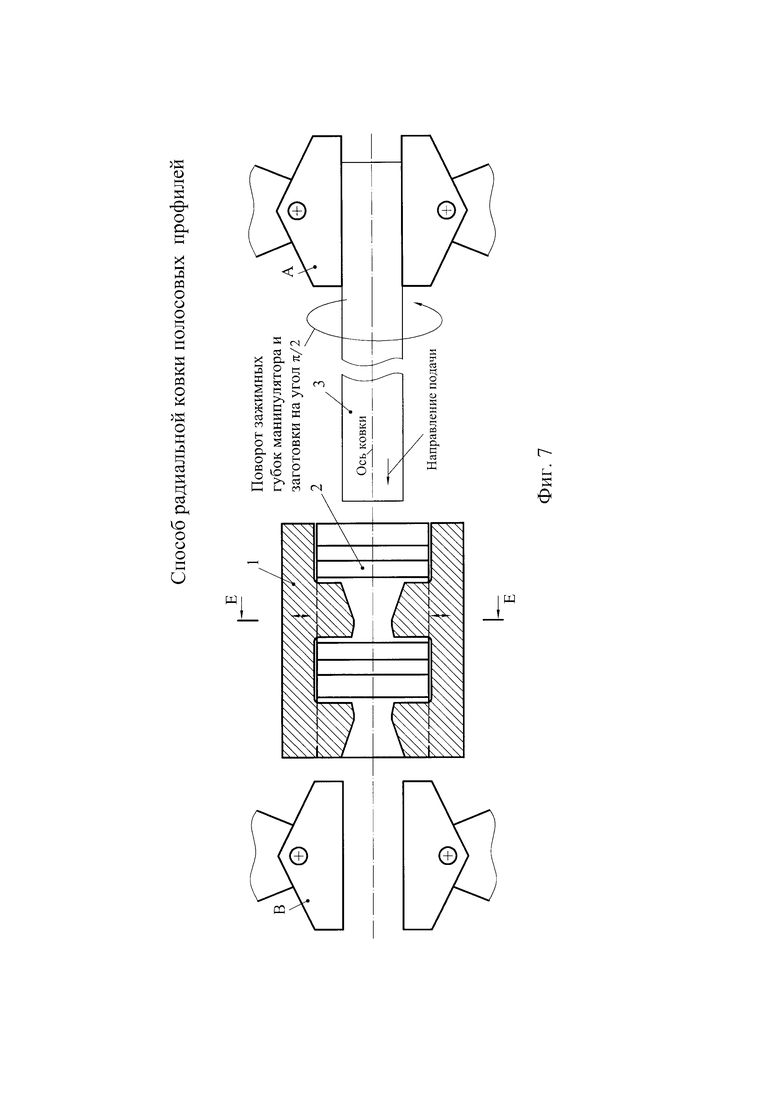
На фиг. 7 показан разрез по двухзаходным бойкам с выпуклыми ручьями, вид на двухзаходный боек с плоскими ручьями и зажимные губки манипуляторов после поворота заготовки манипулятором А на угол π/2 перед третьим циклом деформации.
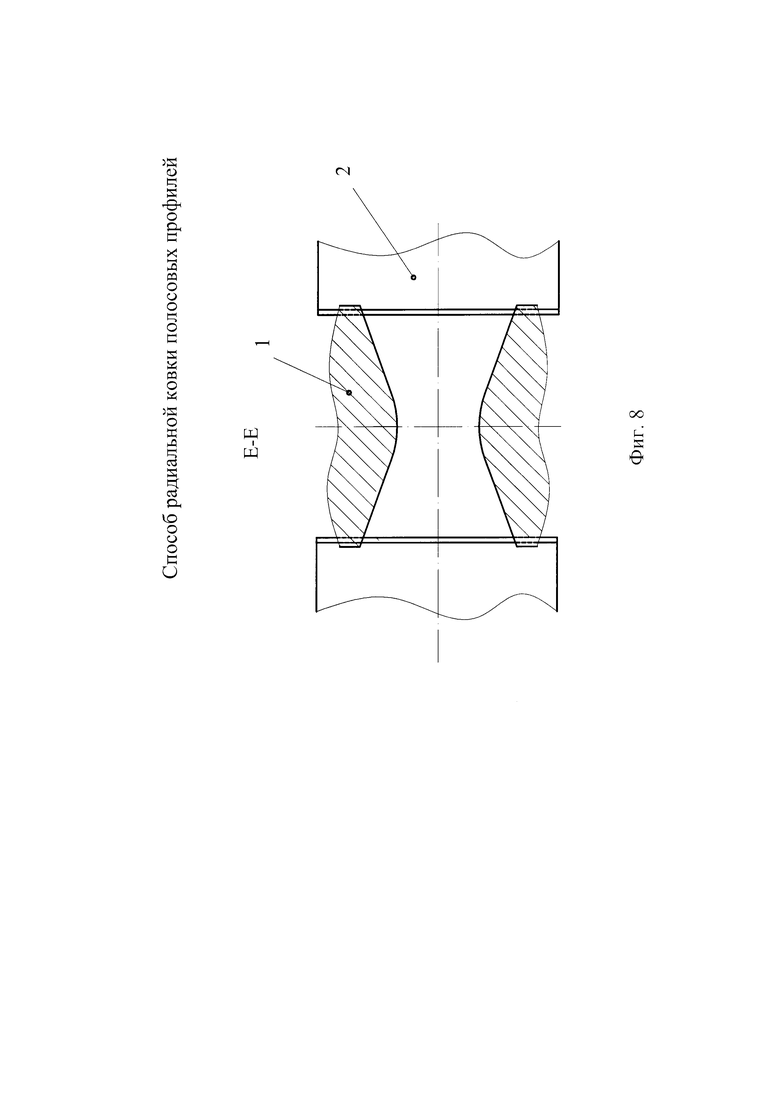
На фиг. 8 показан разрез Е-Е с поперечным сечением бойков с выпуклыми ручьями, видом на бойки с плоскими ручьями перед третьим циклом деформации.
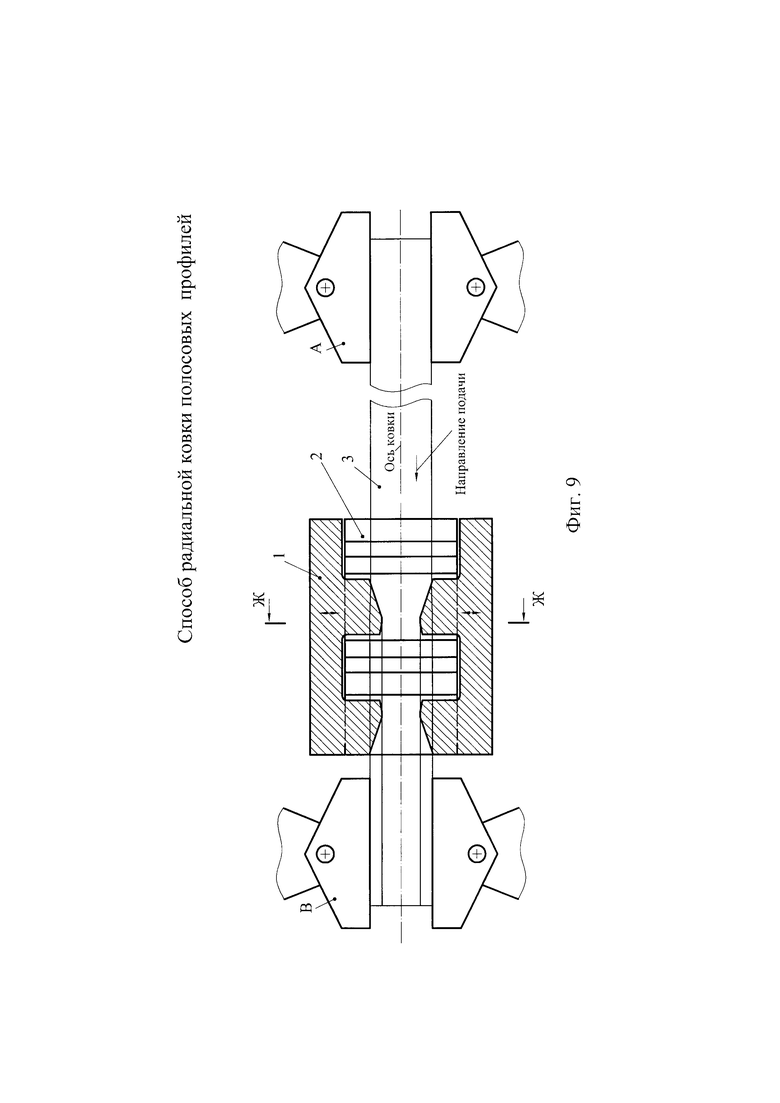
На фиг. 9 показан разрез по двухзаходным бойкам с выпуклыми ручьями, вид на двухзаходный боек с плоскими ручьями и зажимные губки манипуляторов во время обжатия заготовки в виде круга с лысками в третьем цикле деформации.
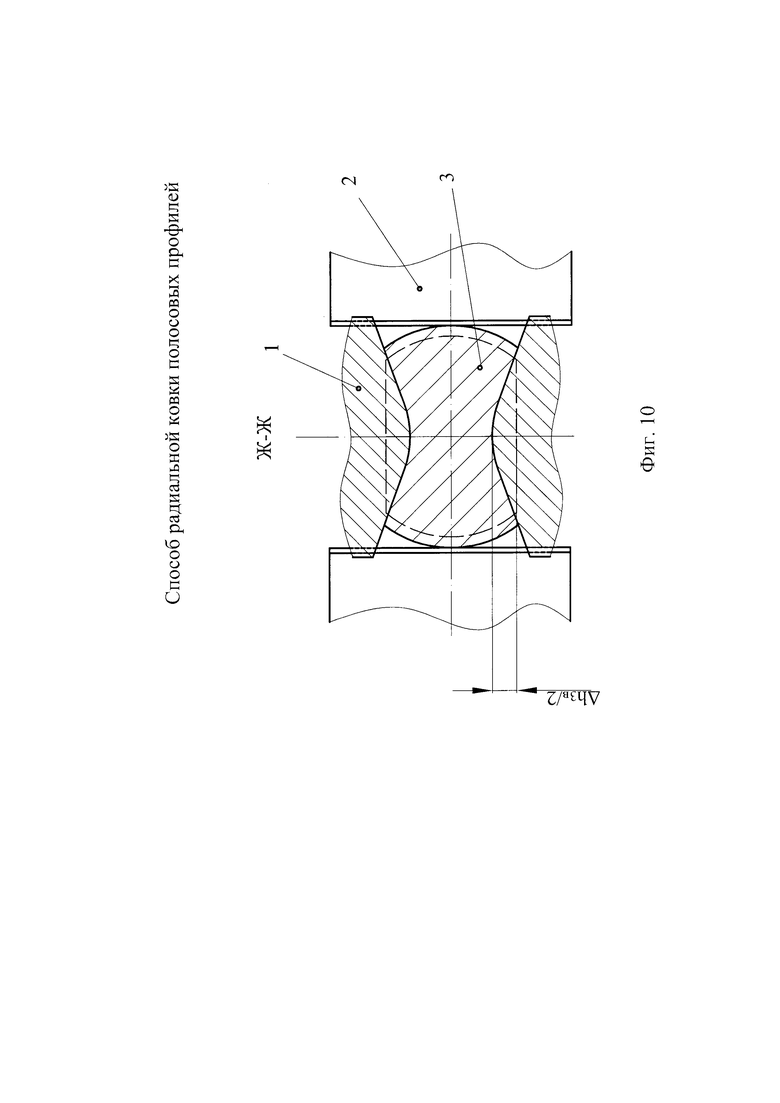
На фиг. 10 показан разрез Ж-Ж с поперечным сечением бойков с выпуклыми ручьями, видом на бойки с плоскими ручьями, контуром задаваемой в бойки круглой заготовки с лысками и получаемого профиля с двумя вогнутым сторонами в третьем цикле деформации.
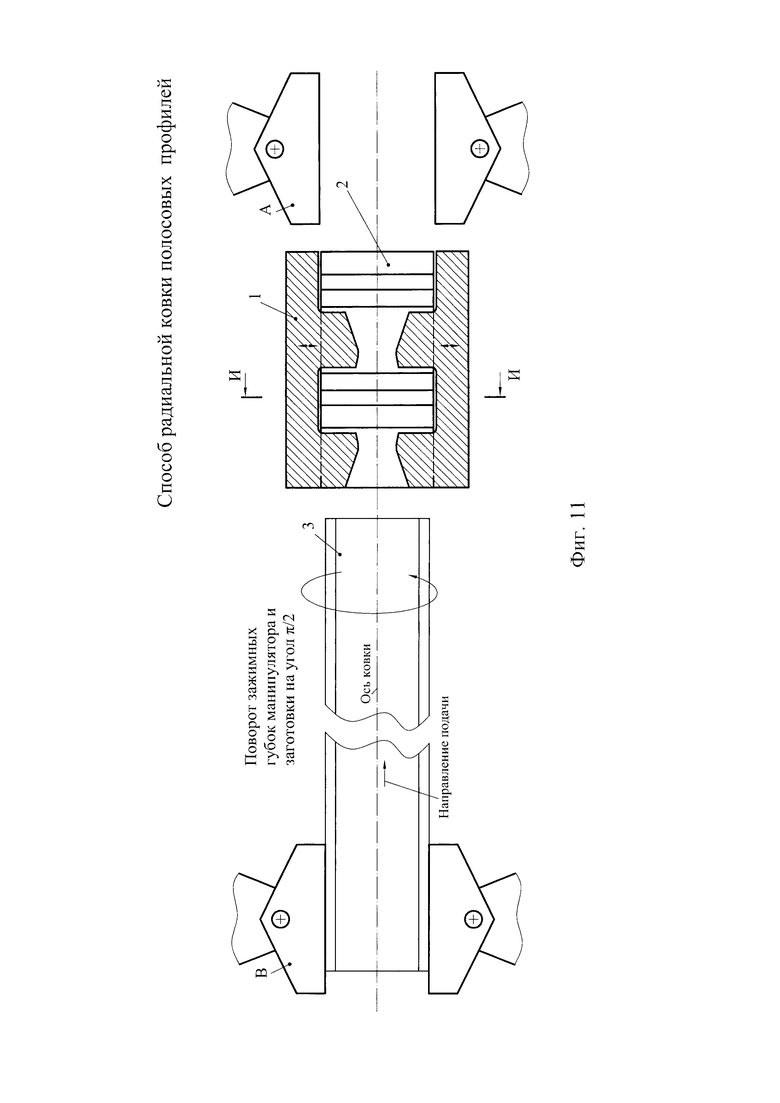
На фиг. 11 показан разрез по двухзаходным бойкам с выпуклыми ручьями, вид на двухзаходный боек с плоскими ручьями и зажимные губки манипуляторов после поворота заготовки манипулятором В на угол π/2 вокруг оси ковки перед четвертым циклом деформации.
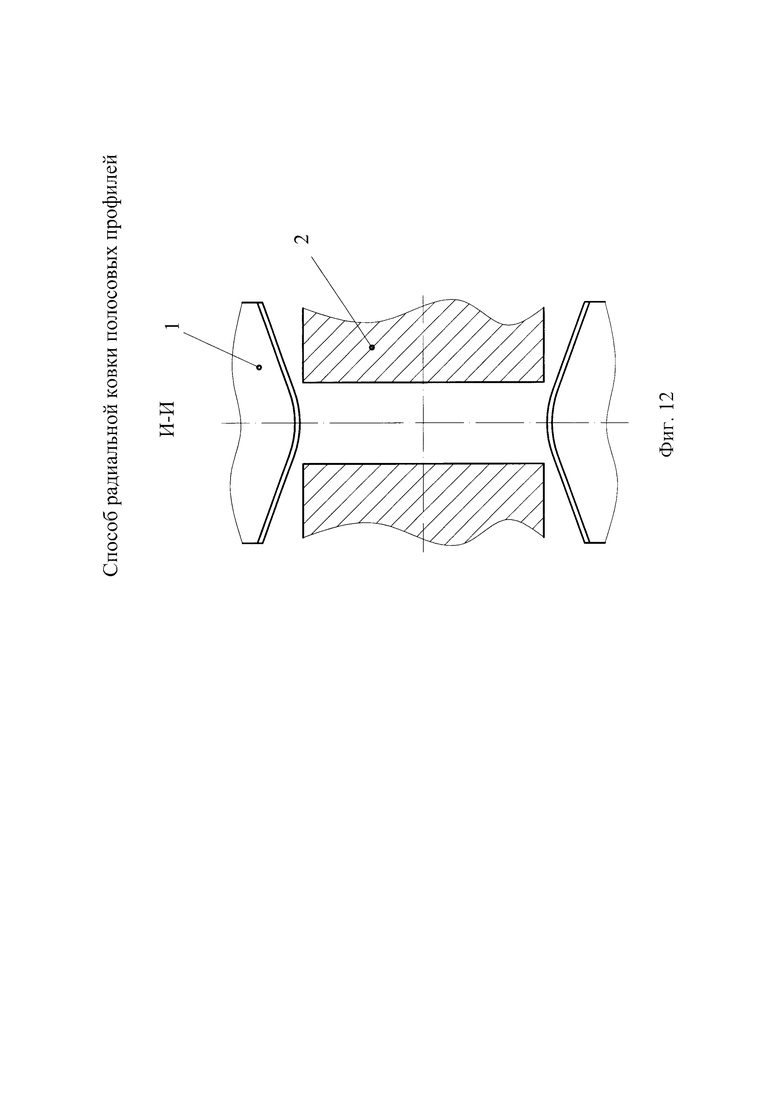
На фиг. 12 показан разрез И-И с поперечным сечением бойков с плоскими ручьями, видом на бойки с выпуклыми ручьями перед четвертым циклом деформации.
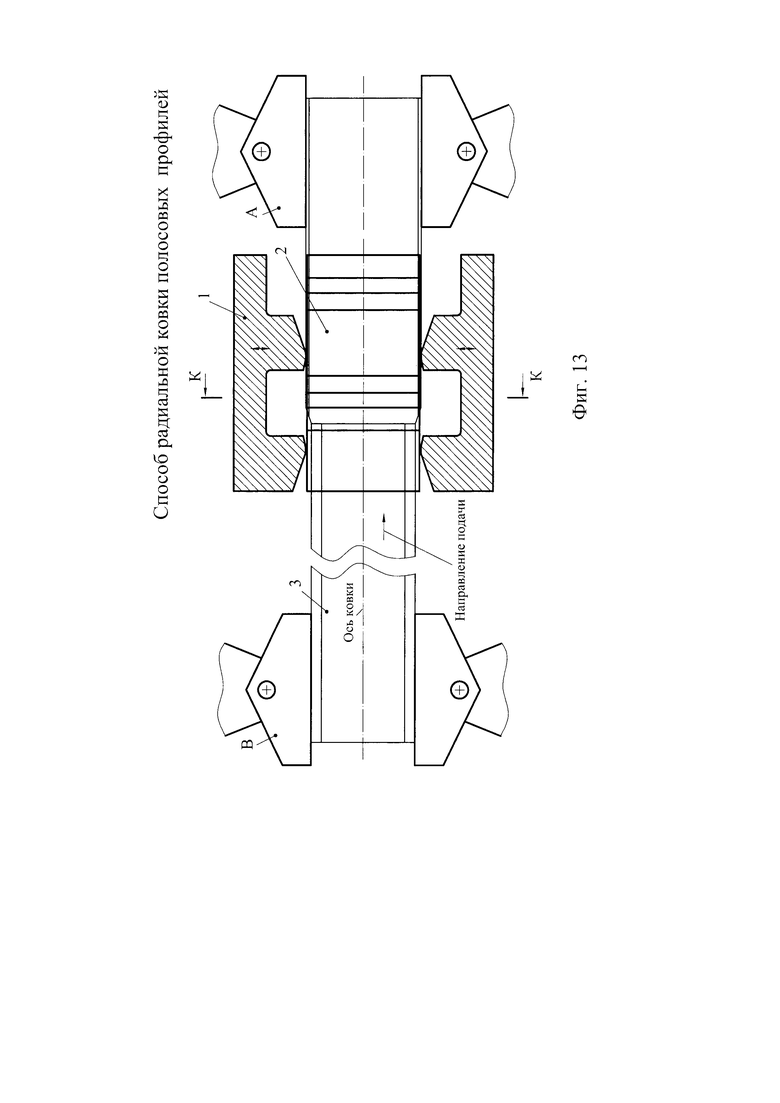
На фиг. 13 показан разрез по двухзаходным бойкам с выпуклыми ручьями, вид на двухзаходный боек с плоскими ручьями и зажимные губки манипуляторов во время обжатия задаваемой в бойки заготовки в виде профиля с двумя вогнутым сторонами и получаемого профиля в виде готовой полосы требуемого поперечного сечения в четвертом цикле деформации.
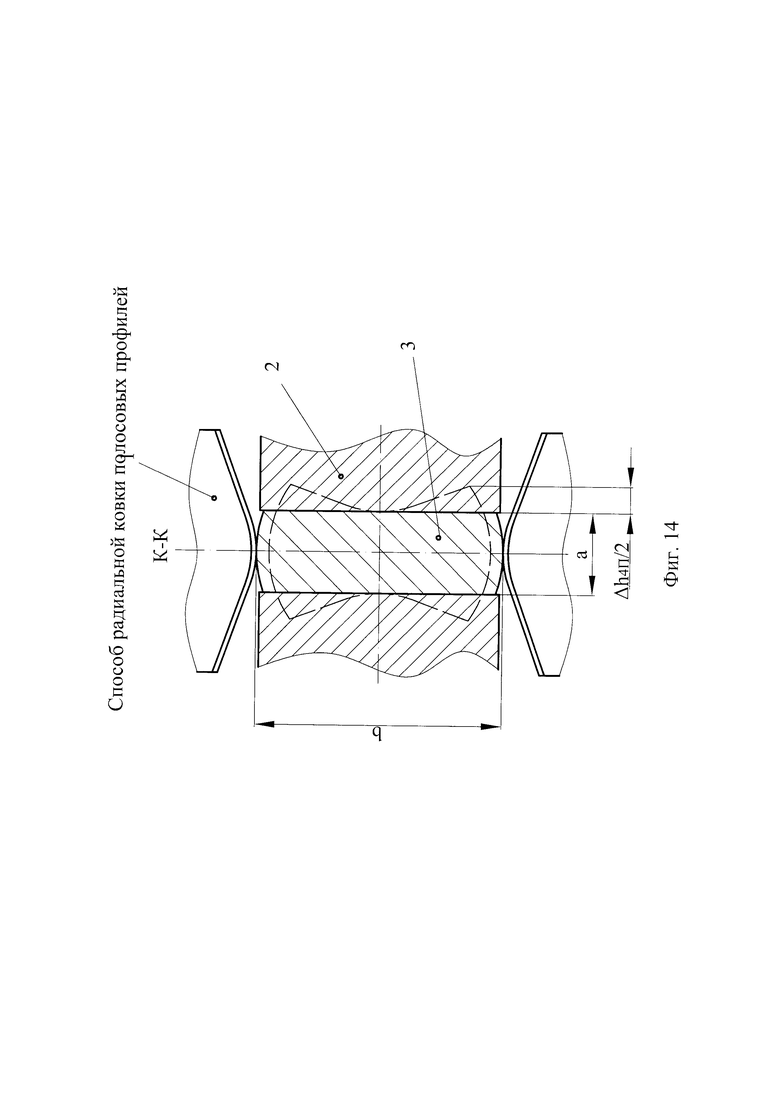
На фиг. 14 показан разрез К-К с поперечным сечением бойков с плоскими ручьями, видом на бойки с выпуклыми ручьями, контуром задаваемой в бойки заготовки в виде полосы с двумя вогнутым сторонами и получаемого профиля в виде полосы в четвертом цикле деформации.
С использованием фиг. 1…14 рассмотрим с применением предлагаемого способа осуществление четырех циклов деформации.
Радиальная ковка производится двумя парами двухзаходных бойков, у которых каждый боек имеет две рабочие поверхности, позволяющие осуществлять обжатие заготовки как при прямом, так и при обратном ее перемещении. Одна пара бойков 1 имеет рабочую поверхность с выпуклыми ручьями. Другая пара бойков 2 имеет рабочую поверхность с плоскими ручьями. Рабочие поверхности пар бойков смещены вдоль оси ковки на величину S, превышающую длину рабочей поверхности бойка L (фиг. 1). Удержание заготовки 3 по оси ковки, подача ее в бойки и поворот вокруг оси ковки выполняется двумя манипуляторами А и В (на рисунках для упрощения изображены только зажимные губки манипуляторов).
Радиальная ковка полосовых профилей осуществляется за несколько циклов деформации. Каждый цикл деформации может включать несколько проходов. В рассматриваемом примере в целях сокращения числа иллюстраций и их описания рассмотрена реализация каждого цикла деформации за один проход.
При обжатии заготовки 3 парой бойков 1 с выпуклыми ручьями пара бойков с плоскими ручьями 2 не производит обжатие заготовки, она направляет заготовку вдоль оси ковки, между ее рабочими поверхностями и заготовкой постоянно существует зазор (фиг. 1, 2, 9, 10). При обжатии заготовки 3 парой бойков 2 с плоскими ручьями пара бойков с выпуклыми ручьями 1 не производит обжатие заготовки 3, она направляет заготовку вдоль оси ковки, между ее рабочими поверхностями и заготовкой постоянно существует зазор (фиг. 5, 6, 13, 14). Между циклами деформации производится поворот заготовки на угол π/2 вокруг оси ковки. В рассматриваемом примере в качестве исходной заготовки используется круг диаметром d0.
Количество циклов деформации определяется исходя из суммарного обжатия ΔН, необходимого для получения из исходной заготовки диаметром d0 готового полосового профиля высотой а и шириной b, а также возможного обжатия заготовки в каждом цикле деформации бойками с выпуклыми ручьями Δh1B, Δh3B и бойками с плоскими ручьями Δh2П, Δh4П. Суммарное обжатие определяется по формуле (1). Число циклов деформации n, например, при постоянном обжатии в циклах деформации Δh=Δh1B=Δh3B при Δh1B=Δh2П, Δh3B=Δh4П можно определить из соотношения

Обжатие заготовки за один цикл деформации определяется суммой обжатий за проходы. Обжатие за проход ограничивается геометрией бойков (углом наклона и протяженностью обжимного участка бойков) и силовыми условиями процесса радиальной ковки. При этом максимальное обжатие за цикл деформации может быть ограничено шириной контактной поверхности в последнем проходе цикла деформации бойками с выпуклыми ручьями в связи возрастанием ее ширины от прохода к проходу, что увеличивает усилие ковки. Кроме того, для повышения эффективности предложенного способа радиальной ковки обжатие в каждом нечетном цикле деформации должны быть примерно равно обжатию каждом последующем четном цикле деформации.
В рассматриваемом примере в каждый цикл деформации включен один проход. Обжатие за один цикл деформации равно обжатию за один проход.
Технологический процесс получения из исходной заготовки диаметром d0 полосового профиля шириной b и высотой а осуществляется следующим образом (фиг. 1…14).
Перед началом первого цикла деформации между рабочими поверхностями бойков 1 с выпуклыми ручьями устанавливают зазор, обеспечивающий обжатие заготовки 3 на величину Δh1B (фиг. 1). Между рабочими поверхностями бойков 2 с плоскими ручьями устанавливают зазор, равный ширине заготовки после первого цикла деформации с учетом ее поперечной деформации (уширения) в первом цикле деформации. Исходная заготовка 3 зажимается губками манипулятора А подается данным манипулятором в бойки 1, 2 и начинается первый цикл деформации. За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие круглой исходной заготовки на величину Δh1B (фиг. 1, 2) парой бойков 1 с выпуклыми ручьями. В процессе первого цикла деформации заготовка 3 из манипулятора А передается (по направлению подачи) манипулятору В, который закачивает осуществление первого цикла деформации. В первом цикле деформации получается заготовка в виде круга с двусторонним вогнутым профилем.
Затем начинается второй цикл деформации, перед которым (фиг. 3, 4) с помощью манипулятора В производят поворот полученной в первом цикле деформации заготовки 3 вокруг оси ковки на угол π/2. Одновременно между бойками 2 с плоскими ручьями устанавливают зазор, обеспечивающий во втором цикле деформации обжатие заготовки на величину Δh2П (фиг. 6), а между бойками 1 с выпуклыми ручьями устанавливают зазор, равный ширине заготовки после второго цикла деформации с учетом ее поперечной деформации (уширения) во втором цикле деформации.
Далее манипулятором В заготовка 3 подается в бойки 1, 2 и осуществляется второй цикл деформации (фиг. 5, 6). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 3 на величину Δh2П бойками 2 с плоскими ручьями с преобразованием ее поперечного сечения в виде круга с вогнутым профилем в поперечное сечение в виде круга с лысками. В процессе второго цикла деформации заготовка 3 из манипулятора В передается манипулятору A, который заканчивает осуществление второго цикла деформации.
Затем начинается третий цикл деформации, перед которым (фиг. 7, 8) с помощью манипулятора А производят поворот полученной во втором цикле деформации заготовки 3 вокруг оси ковки на угол π/2. Одновременно между бойками 1 с выпуклыми ручьями устанавливают зазор, обеспечивающий в третьем цикле деформации обжатие заготовки на величину Δh3B (фиг. 10), а между бойками 2 с плоскими ручьями устанавливают зазор, равный ширине заготовки после третьего цикла деформации с учетом ее поперечной деформации (уширения) в третьем цикле деформации.
Далее манипулятором А заготовка 3 подается в бойки 1, 2 и осуществляется третий цикл деформации (фиг. 9, 10). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 3 на величину Δh3B бойками 1 с выпуклыми ручьями с преобразованием ее поперечного сечения в виде круга с лысками в профиль с двумя вогнутым сторонами. В процессе третьего цикла деформации заготовка 3 из манипулятора А передается манипулятору B, который заканчивает осуществление третьего цикла деформации.
Перед выполнением четвертого цикла деформации (фиг. 11, 12) с помощью манипулятора В производят поворот полученной в третьем цикле деформации заготовки 3 вокруг оси ковки на угол π/2. Одновременно между бойками 2 с плоскими ручьями устанавливают зазор, обеспечивающий в четвертом цикле деформации обжатие заготовки на величину Δh4П (фиг. 14), а между бойками 1 с выпуклыми ручьями устанавливают зазор, равный ширине заготовки после четвертого цикла деформации с учетом ее поперечной деформации (уширения) в четвертом цикле деформации.
Далее манипулятором А заготовка 3 подается в бойки 1, 2 и осуществляется третий цикл деформации (фиг. 13, 14). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 3 на величину Δh4П бойками 2 с плоскими ручьями с преобразованием ее поперечного сечения в виде профиля с двумя вогнутыми сторонами в полосовой профиль требуемого поперечного сечения. В процессе четвертого цикла деформации заготовка 3 из манипулятора В передается манипулятору А, который заканчивает осуществление четвертого цикла деформации.
В рассматриваемом примере за четыре цикла деформации получается полосовой профиль требуемого поперечного сечения.
Предложенный способ опробован при горячей ковке полосового профиля высотой а=25 мм из заготовки d0=70 мм стали 12Х18Н10Т на радиально-ковочной машине SKK-14 австрийской фирмы GFM, установленной на одном из предприятий г. Челябинска.
Получение полосового профиля осуществлялось в двух парах двухзаходных бойков. Одна пара бойков имела выпуклые ручьи, боковые поверхности которых наклонены к горизонтали под углом 20 град, а друг к другу эти поверхности наклоны под углом 140 град, радиус при вершине ручья равен 30 мм, горизонтальная проекция ширины выпуклого ручья равна 100. Другая пара бойков имела плоские ручьи шириной 120 мм. Бойки с выпуклыми ручьями имели калибрующие участки длиной 5 мм, параллельные оси ковки, и обжимные участки длиной 40 мм, наклоненные под углом 12 град к оси ковки. Бойки с плоскими ручьями имели калибрующие участки длиной 16 мм, параллельные оси ковки, и обжимные участки длиной 24 мм, наклоненные под углом 12 град к оси ковки. Смещение рабочих поверхностей пар бойков вдоль оси ковки составляло S=64 мм. Длины рабочих поверхностей обеих пар бойков L=58 мм. Подача заготовки за один ход бойков составляла 5 мм. Число ходов бойков в минуту - 800.
Максимально возможное обжатие за проход определено исходя из угла наклона обжимных участков бойков равного 12 град и его протяженности равной 26 мм для бойков с плоскими ручьями и 40 мм для бойков с выпуклыми ручьями. Путем расчетов получено, что максимальное обжатие за проход бойками с выпуклыми ручьями равно 17 мм, а максимальное обжатие за проход бойками с гладкими ручьями равно 10 мм. Отсюда принято осуществлять за один проход обжатие бойками с выпуклыми ручьями на величину 15 мм, бойками с плоскими ручьями на величину 7,5 мм (Во втором цикле деформации обжатие было несколько меньше из-за круглой формы исходной заготовки). В каждом цикле деформации бойками с выпуклыми ручьями выполнялся один проход, а в каждом цикле деформации бойками с плоскими ручьями выполнялись два прохода. Тогда обжатие за цикл деформации принято Δh=15 мм.
Исходя из этого с использованием соотношений (1) и (5) определено количество циклов деформации
n=2ΔH)/Δh=2(d0-a)/Δh=2×(70 мм-25 мм)/15=6.
Таким образом, три цикла деформации выполнялись бойками с выпуклыми ручьями и три цикла деформации выполнялись бойками с плоскими ручьями. Нечетные циклы деформации выполнялись бойками с выпуклыми ручьями бойками. Четные циклы деформации выполнялись бойками с плоскими ручьями. Каждый нечетный цикл деформации производился за один проход. Каждый четный цикл деформации производился за два прохода.
В результате радиальной ковки по принятым технологическим режимам получены полосовые профили высотой a=25 мм. Ширина полосовых профилей находилась в пределах b=107…111 мм. Такая разница между значениями ширины получаемого полового профиля связана с влиянием значительного числа факторов, например условий трения между деформируемой заготовкой и бойками, разнотолщинностью исходной заготовки, точностью задачи заготовки вдоль оси ковки, температуры деформируемой заготовки и т.п.
В связи со сложностью, недостаточной точностью существующих методов расчета поперечной деформации (уширения) металла при обработке металлов давлением для прогнозирования параметров поперечной деформации (см., например, методику, изложенную в работе И.Я. Тарновский. Формоизменение при пластической обработке металлов. - М.: Гос. н-т изд-во лит-ры по черной и цветной металлургии, 1954. - С. 146-165] намечено проведение комплекса экспериментальных исследований и опытных работ для получения эмпирических зависимостей, позволяющих определять ширину получаемых с применением предложенного способа полосовых профилей разной высоты из различных исходных заготовок.
На примере конкретного выполнения можно показать, что предложенное техническое решение существенно снижает обжатие, смещаемый объем при деформации исходных заготовок для получения готового полосового профиля.
Так, диаметр исходной круглой заготовки для получения полосового профиля с a=25 мм и b=107…111 мм при применении известных технических решений должен быть равен примерно d0=107…111 мм.
Отсюда обжатие заготовки при применении предложенного способа радиальной ковки снижено с 82…86 мм до 45 мм, т.е. почти в два раза.
Благодаря этому, снижается число проходов и повышается производительность процесса радиальной ковки при получении полосовых профилей.
Смещаемый объем деформируемого металла при применении способа согласно прототипу при d0=110 мм, b=110 мм равен

Смещаемый объем деформируемого металла при применении предложенного способа радиальной ковки полосовых профилей при d0=70 мм, b=110 мм равен

Следовательно, смещаемый объем металла при применении предлагаемого способа радиальной ковки полосовых профилей снижается более чем в 6 раз. Примерно на такую же величину, согласно известным закономерностям обработки металлов давлением, снижается расход энергии на деформацию (формоизменение) металла.
Варьируя обжатием, углом наклона боковых поверхностей бойков с выпуклыми ручьями к горизонтали или друг к другу, можно получать из одной исходной заготовки полосовые профили разной ширины или наоборот из разных исходных заготовок получать полосовые профили одной ширины. Этим расширяются технологические возможности предлагаемого способа многопроходной радиальной ковки полосовых профилей.
Таким образом, проведенные исследования подтвердили эффективность предложенного способа многопроходной радиальной ковки полосовых профилей, обеспечивающего повышение производительности, снижение расхода энергии на деформацию и расширение технологических возможностей.
Предложенный способ многопроходной ковки планируется широко использовать при горячей ковке полосовых профилей на радиально-ковочной машине SKK-14.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655514C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2541238C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2676541C1 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538130C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при радиальной ковке полосовых профилей. Осуществляют многопроходную радиальную ковку заготовки с обжатием двумя взаимно перпендикулярными парами бойков. Рабочие поверхности бойков смещены относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка. Обжатие осуществляют циклически за четное число циклов деформации. Каждый цикл включает один или более проходов. B нечетных циклах обжатие осуществляют парой бойков с рабочей поверхностью, имеющей выпуклый ручей. В четных циклах деформации обжатие ведут парой бойков с рабочей поверхностью, имеющей плоский ручей. После каждого цикла заготовку поворачивают вокруг оси ковки на угол π/2. В результате обеспечивается повышение производительности, снижение расхода энергии на деформацию и расширение технологических возможностей. 14 ил., 1 пр.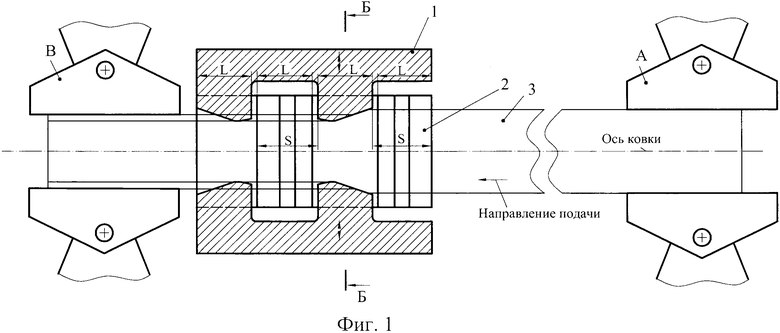
Способ получения полосовых профилей многопроходной радиальной ковкой, включающий обжатие заготовки двумя взаимно перпендикулярными парами бойков, имеющих рабочую поверхность с ручьем, при расположении взаимно перпендикулярных пар бойков со смещением их рабочих поверхностей относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, отличающийся тем, что обжатие заготовки осуществляют циклически за четное число циклов деформации, в каждом из которых, включающем один или более проходов, обжатие заготовки производят одной парой бойков, при этом в нечетных циклах деформации обжатие заготовки осуществляют парой бойков с рабочей поверхностью, имеющей выпуклый ручей, в четных циклах деформации - парой бойков с рабочей поверхностью, имеющей плоский ручей, а после каждого цикла деформации производят поворот заготовки вокруг оси ковки на угол π/2.
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Инструмент для радиальной ковки заготовок прямоугольного сечения | 1988 |
|
SU1611538A1 |
| Способ и устройство для расщепления слюды | 1932 |
|
SU30608A1 |
| JP 63268529 A, 07.11.1988. | |||

