Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки шестигранных профилей.
Известен способ радиальной ковки многогранных профилей, в частности квадратных /Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - с.184/, который можно применить при ковке шестигранных профилей. При этом способе деформация заготовки осуществляется одновременно двумя парами взаимно перпендикулярных бойков, образующих зоны деформации, расположенные в одной плоскости. В этом случае деформация осуществляется по «правилу вписанных фигур». Иначе на получаемой заготовке образуются заковы (усы, заусенцы). Кроме того, ширина рабочей поверхности бойка не может превышать размер грани заготовки. Это ограничивает технологические возможности способа по размерам используемых исходных заготовок и получаемых многогранных, в том числе шестигранных профилей.
Таким образом, недостатком указанного аналога является его ограниченные технологические возможности по размерному сортаменту исходных заготовок и получаемых профилей.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ многопроходной радиальной ковки шестигранных профилей /Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - с.26/.
Многопроходное обжатие заготовки с получением шестигранных профилей при этом способе осуществляется двумя взаимно перпендикулярными парами бойков. Одна пара бойков имеет гладкую рабочую поверхность, вторая пара бойков имеет вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град. При этом рабочие поверхности пар бойков смещены вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка. Смещение рабочих поверхностей пар бойков вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, дает возможность выполнять ширину бойков с гладкой рабочей поверхностью и ширину граней вырезных бойков, превышающую размеры граней получаемого шестигранного профиля. Обеспечивается также возможность одновременной деформации заготовки двумя парами бойков, позволяя удерживать деформируемую заготовку строго по оси ковки. При этом зоны деформации, образуемые на заготовке взаимно перпендикулярными бойками, смещены вдоль оси ковки.
Однако при многопроходной радиальной ковке шестигранных профилей, согласно прототипу, несмотря на смешение зон деформации, образуемых взаимно перпендикулярными бойками, практически возможно получение качественных шестигранных профилей при осуществлении деформации по «правилу вписанных фигур». Иначе на находящихся в разъеме между бойками четырех ребрах шестигранного профиля образуются заусенцы (усы), которые при дальнейшей деформации образуют заковы. Это объясняется тем, что при радиальной ковке деформация металла в значительной степени локализуется в поверхностной зоне заготовки, приводящая к значительной поперечной деформации металла в указанной зоне, образуя выпуклости по краям свободных (не деформируемых в данном поперечном сечении) граней заготовки. После перемещения заготовки вдоль оси ковки указанная зона с выпуклостями на гранях деформируется другой перпендикулярной парой бойков. В результате на находящихся в разъемах между бойками ребрах формируются сначала острые углы. При дальнейшей деформации в следующих проходах в разъемах между бойками на ребрах шестигранного профиля образуются заковы (усы, заусенцы). Это является критерием низкого качества шестигранных профилей.
Следовательно, применение данного способа обеспечивает получение качественных шестигранных профилей только при применении «правила вписанных фигур».
Применение «правила вписанных фигур» ограничивает сортамент получаемых шестигранных профилей из одной исходной заготовки или сортамент исходных заготовок для получения одного шестигранного профиля.
Таким образом, основным недостатком данного способа являются ограниченные технологические возможности по сортаменту исходных заготовок и получаемых шестигранных профилей при обеспечении качества шестигранных профилей.
Задачей изобретения является расширение технологических возможностей радиальной ковки при получении качественных шестигранных профилей.
Поставленная задача достигается тем, что в заявляемом способе многопроходной радиальной ковки шестигранных профилей, включающем обжатие заготовки одновременно двумя взаимно перпендикулярными парами бойков, одна пара которых имеет бойки с гладкой рабочей поверхностью, вторая пара бойков имеет вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град., рабочие поверхности взаимно перпендикулярных бойков смещены друг относительно друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, согласно изобретению обжатие заготовки осуществляют циклически с получением в каждом цикле деформации шестигранного профиля, обжатие заготовки в каждом цикле деформации за исключением первого осуществляют на величину, не превышающую разность диаметров описанной окружности шестигранного профиля, полученного в предыдущем цикле деформации, и вписанной окружности шестигранного профиля, получаемого в рассматриваемом цикле деформации, после каждого цикла деформации производят поворот заготовки вокруг оси ковки на угол π/n, где n=6 - число граней шестигранного профиля.
Циклическое осуществление обжатия позволяет в каждом цикле выполнять требуемое обжатие за один и более проходов без сваливания шестигранного профиля (поворота вокруг оси ковки), полученного в предыдущем цикле деформации и повернутого вокруг оси ковки на угол π/n град. и с возможным по условиям ковки обжатием в каждом проходе.
Осуществление обжатия заготовки в каждом цикле деформации, не превышающего разность диаметров описанной окружности шестигранного профиля, полученного в предыдущем цикле деформации, и вписанной окружности шестигранного профиля, получаемого в рассматриваемом цикле деформации, исключает образование на ребрах получаемого в каждом цикле деформации шестигранного профиля законов (усов, заусенцев).
Исключение первого цикла деформации из заданной закономерности осуществления обжатий связано с тем, что в качестве исходной заготовки, которая деформируется в первом цикле деформации до образования вписанного в сечение исходной заготовки шестигранного профиля, могут использоваться различные профили (круглые и многогранные).
Применение после каждого цикла деформации технологической операции поворота заготовки вокруг оси ковки на угол π/n, где n=6 - число граней шестигранного профиля, позволяет устанавливать шестигранный профиль в положение, при котором его ребра, находившиеся в разъеме между бойками, становятся в положения посредине рабочих поверхностей, формирующих грани шестигранного профиля, середины четырех граней шестигранного профиля устанавливаются в положения разъема между бойками, середины двух других граней устанавливаются напротив вершин вырезных ручьев. Такое изменение положения шестигранного профиля обеспечивает максимальное обжатие шестигранного профиля, полученного в предыдущем цикле деформации, при формировании шестигранного профиля меньшего поперечного сечения в следующем цикле деформации без образования законов (усов, заусенцев) на ребрах шестигранного профиля. Кроме того, обеспечивается проработка внутренних частей поперечного сечения шестигранного профиля, выравнивание температуры по сечению шестигранного профиля.
Таким образом, применение предлагаемого способа расширяет технологические возможности радиальной ковки при получении качественных шестигранных профилей.
Предложенный способ радиальной ковки шестигранных профилей проиллюстрирован на чертежах.
На фиг.1 показан разрез по двухзаходным бойкам с вырезными ручьями, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия круглой исходной заготовки с получением шестигранного профиля в первом цикле деформации.
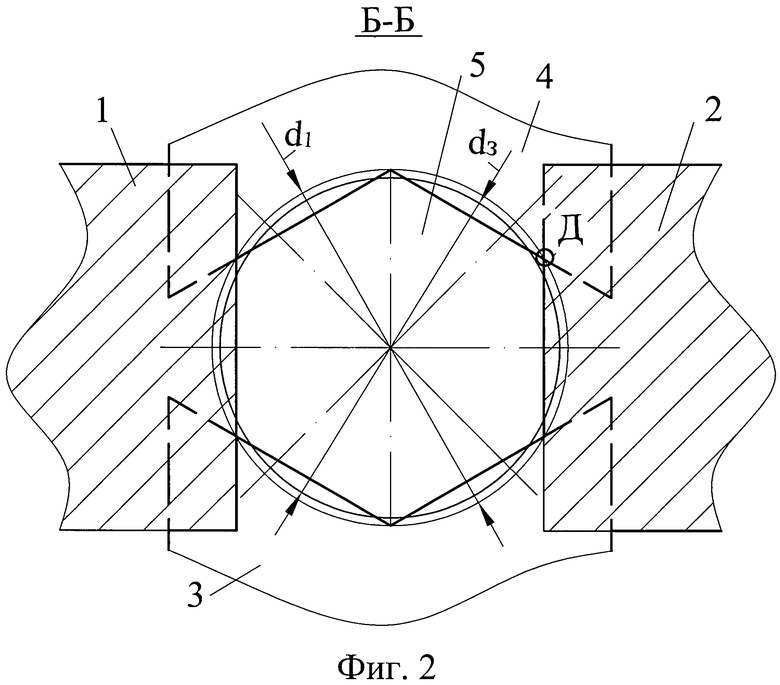
На фиг.2 показан разрез Б-Б с поперечным сечением бойков, круглой исходной заготовки и получаемого шестигранного профиля при обжатии в первом цикле деформации.
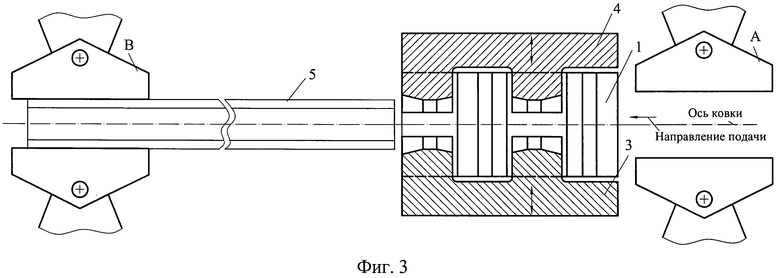
На фиг.3 показан разрез по двухзаходным бойкам с вырезными ручьями, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после обжатия круглой исходной заготовки с получением шестигранного профиля в первом цикле деформации.
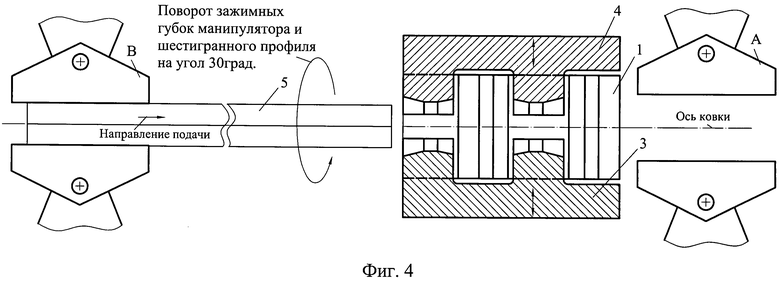
На фиг.4 показан разрез по двухзаходным бойкам с вырезными ручьями, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки манипулятором В на угол 30 град. перед обжатием во втором цикле деформации.
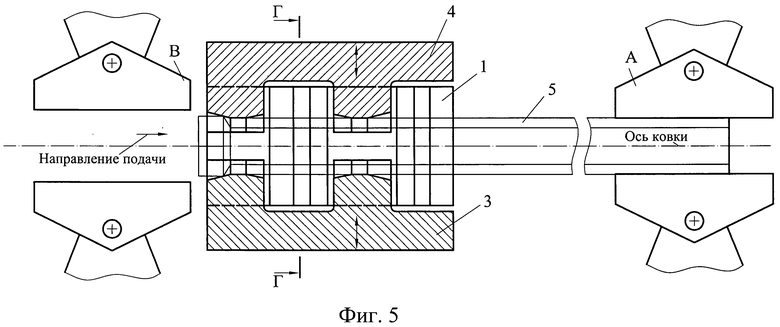
На фиг.5 показан разрез по двухзаходным бойкам с вырезными ручьями, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов в конце первого прохода во втором цикле деформации.
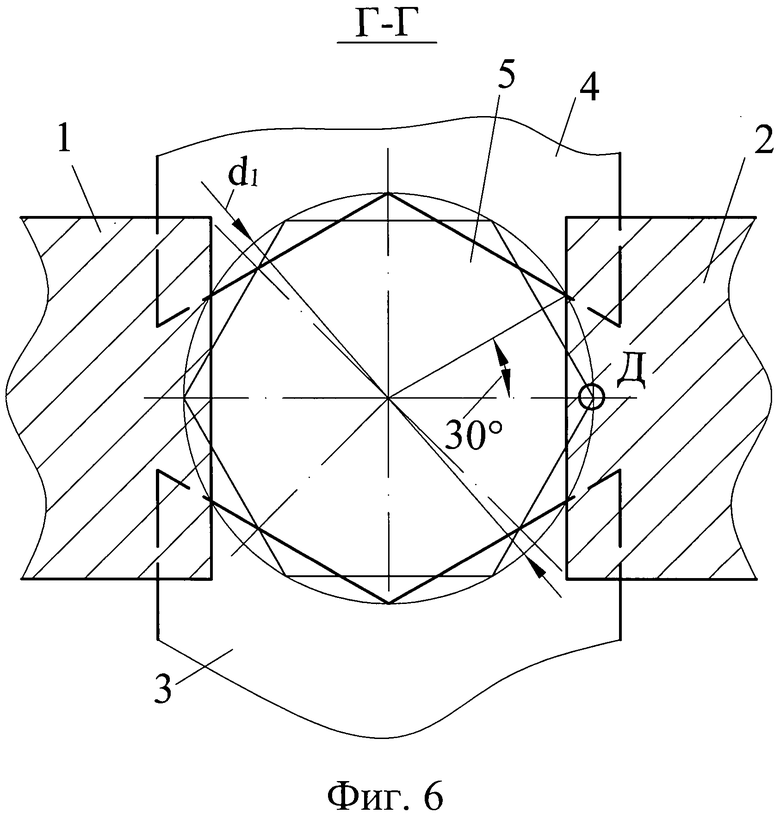
На фиг.6 показан разрез Г-Г с поперечным сечением бойков, шестигранного профиля, полученного в первом цикле деформации, многогранного профиля, получаемого при обжатии в первом проходе второго цикла деформации.
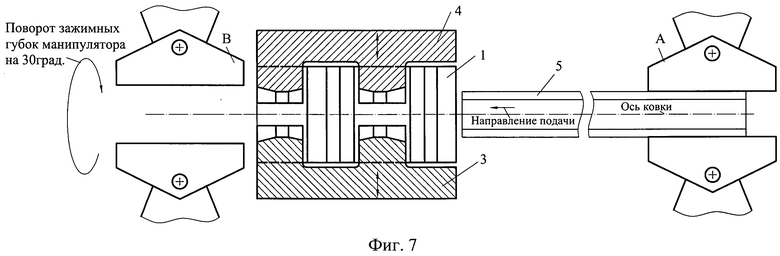
На фиг.7 показан разрез по двухзаходным бойкам с вырезными ручьями, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после завершения первого прохода второго цикла деформации.
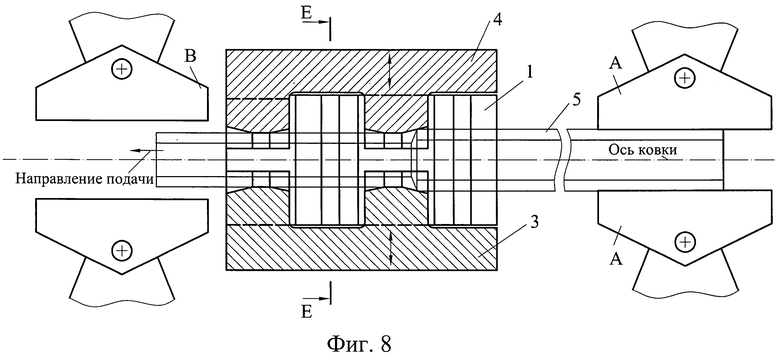
На фиг.8 показан разрез по двухзаходным бойкам с вырезными ручьями, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов в процессе осуществления второго прохода во втором цикле деформации.
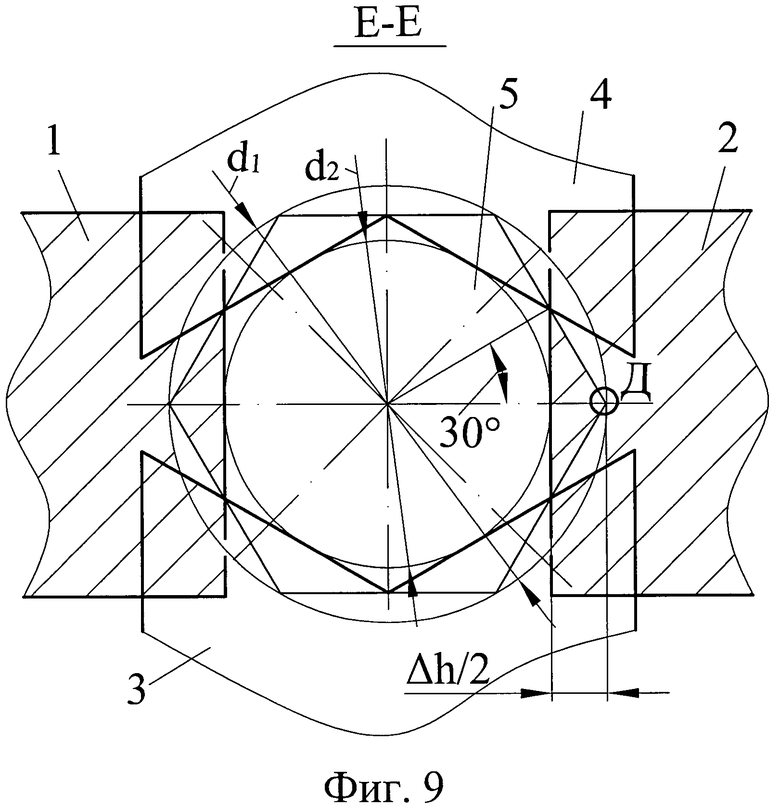
На фиг.9 показан разрез Е-Е с поперечным сечением бойков, шестигранного профиля, полученного в первом цикле деформации, и шестигранного профиля, получаемого во втором цикле деформации.
С использованием фиг.1…9 рассмотрим осуществление двух циклов деформации при реализации технологии радиальной ковки шестигранных профилей с применением предложенного способа.
Радиальная ковка осуществляется двумя парами двухзаходных бойков, у которых каждый боек имеет две рабочие поверхности, позволяющие осуществлять деформацию как при прямом, так и при обратном перемещении заготовки. Одна пара бойков 1, 2 имеет гладкую рабочую поверхность. Другая пара бойков 3, 4 имеет вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град. Рабочие поверхности пар бойков смещены вдоль оси ковки на величину S, превышающую длину рабочей поверхности бойка L (фиг.1). Удержание исходной заготовки и шестигранных профилей по оси ковки, подача их в бойки и поворот вокруг оси ковки осуществляется двумя манипуляторами А и В (на чертежах для упрощения изображены зажимные губки манипуляторов). Рабочие поверхности зажимных губок манипуляторов с целью устранения «сваливания» (разворота) заготовки при ее деформации выполнены в соответствии с формой шестигранника.
Радиальная ковка шестигранных профилей осуществляется за несколько циклов деформации. Количество циклов деформации определяется соотношением размеров поперечного сечения исходной заготовки и готового шестигранного профиля. В рассматриваемом примере в целях сокращения числа иллюстраций рассмотрено осуществление двух циклов деформации.
Исходная заготовка 5 в рассматриваемом примере имеет круглое поперечное сечение диаметром dЗ (фиг.2). Перед первым циклом деформации исходная заготовка зажимается губками манипулятора А, подается данным манипулятором в бойки и начинается первый цикл деформации (фиг.1). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие круглой исходной заготовки с получением шестигранной профиля (фиг.1, 2). Для исключения образования заусенцев (усов), а в дальнейшем - заковов, диаметр исходной заготовки dЗ не должен превышать диаметр описанной окружности d1 получаемого в данном цикле деформации шестигранного профиля.
В процессе первого цикла деформации заготовка 5 из манипулятора А передается манипулятору В, который закачивает осуществление первого цикла деформации (фиг.3). Затем начинается второй цикл деформации (рис.4), перед которым с помощью манипулятора В производят поворот полученного в первом цикле деформации шестигранного профиля вокруг оси ковки на угол π/n=30 град. В результате т. Д (фиг.2) оказывается в положении, показанном на фиг.6. Далее манипулятором В повернутый шестигранный профиль подается в бойки и осуществляется первый проход второго цикла деформации (фиг.5). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие шестигранного профиля, полученного в первом цикле деформации и повернутого на угол π/n=30 град., с образованием многогранного профиля (фиг.6). В процессе осуществления первого прохода второго цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление первого прохода второго цикла деформации (фиг.5, 7). Перед выполнением обжатия во втором проходе второго цикла деформации зажимные губки манипулятора В без многогранного профиля поворачивают на угол π/n=30 град. вокруг оси ковки (фиг.7), возвращая их в прежнее положение, соответствующее положению граней шестигранного профиля 5 после обжатия во втором проходе второго цикла деформации (фиг.9). После этого или одновременно с этим производится подача многогранного профиля 5, полученного в первом проходе второго цикла деформации, манипулятором А (фиг.7) и его обжатие путем возвратно-поступательного перемещения бойков 1, 2, 3, 4 (показано стрелками) (фиг.8). Обжатие во втором цикле деформации за два прохода равно Δh≤d1-d2, где d2 - диаметр вписанной окружности шестигранного профиля, получаемого во втором цикле деформации (фиг.9). Выполнение этого условия обеспечивает получение в каждом цикле деформации шестигранного профиля без заусенцев (усов).
После передачи шестигранного профиля 5 манипулятором А манипулятору В и подачи его манипулятором В для ковки шестигранного профиля на полную длину заканчивается второй цикл деформации. Следующие циклы деформации аналогичны второму циклу деформации согласно фиг.3, 4, 5, 7, 8. Число циклов деформации определяется соотношением размеров поперечного сечения требуемого готового шестигранного профиля и поперечного сечения исходной заготовки.
Таким образом, применение предлагаемого способа обеспечивает широкие технологические возможности получения шестигранных профилей требуемого поперечного сечения из унифицированных исходных заготовок без ограничений по «правилу вписанных фигур».
Предложенный способ опробован при горячей ковке шестигранного профиля «с размером по ключ» 55 мм из заготовки ⌀80 мм (сталь Х12М) на радиально-ковочной машине SKK-14 австрийской фирмы GFM, установленной на одном из предприятий г. Челябинска.
Получение шестигранного профиля осуществлялось за три цикла деформации в двух парах двухзаходных бойков. Одна пара имела бойки с гладкой рабочей поверхностью, вторая пара бойков имела вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град. Бойки имели калибрующие участки, параллельные оси ковки, и обжимные участки, наклоненные под углом 12 град. к оси ковки. Подача заготовки за один ход бойков составляла 10 мм. Число ходов бойков в минуту - 800. Смещение рабочих поверхностей пар бойков вдоль оси ковки составляло S=64 мм. Длина рабочей поверхности бойка L=58 мм.
В первом цикле деформации из заготовки ⌀80 мм за один проход получен шестигранный профиль с «размером под ключ» 71 мм. Затем осуществлялся поворот зажимными губками манипулятора указанного шестигранного профиля на угол 30 град. вокруг оси ковки. Второй цикл деформации выполнялся за два прохода с получением шестигранного профиля с «размером под ключ» 64 мм. Перед вторым проходом второго цикла деформации зажимные губки манипулятора, осуществлявшего поворот заготовки на 30 град. перед вторым циклом деформации, вернули в прежнее угловое положение.
После второго цикла деформации опять осуществляли поворот полученного шестигранного профиля с «размером под ключ» 64 мм на угол 30 град. вокруг оси ковки.
Третий цикл деформации выполнялся также за два прохода до получения требуемого размера шестигранного профиля с «размером под ключ» 55 мм. При этом перед вторым проходом третьего цикла деформации зажимные губки манипулятора, осуществлявшего поворот заготовки на 30 град. перед третьим циклом деформации, вернули в прежнее угловое положение.
Проведенные исследования подтвердили эффективность предложенного способа, а именно получение качественных шестигранных профилей при широких технологических возможностях по размеру поперечного сечения исходных заготовок и получаемых шестигранных рофилей.
Опыт получения шестигранных профилей путем ковки на радиально-ковочной машине SKK-14 с использованием описанных выше бойков без соблюдения правила «вписанных фигур» и без применения предлагаемого способа показал, что, несмотря на смещение рабочих поверхностей взаимно перпендикулярных бойков друг относительно друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, на ребрах получаемых шестигранных профилей образовывались заусенцы (усы), которые в последних проходах превращаются в заковы. Наличие заусенцев, заковов вблизи ребер шестигранных профилей является браковочным признаком. Такие профили не принимаются потребителем.
Предложенный способ планируется использовать при горячей ковке на радиально-ковочной машине SKK-14 шестигранных профилей «с размерами под ключ» 35, 41, 46, 55, 65 и 75 мм из исходных заготовок ⌀60-95 мм различных марок сталей.
Предложенный способ может быть использован также для получения квадратных и восьмигранных профилей. В первом случае следует применять две пары бойков с гладкой рабочей поверхностью, а во втором случае применять две пары бойков с вырезными ручьями, рабочие поверхности которых наклонены друг к другу под углом 135 град. Поворот заготовки вокруг оси ковки после каждого цикла деформации следует осуществлять на угол π/n. При ковке квадратных профилей, где n=4, угол поворота заготовки вокруг оси ковки равен 45 град. При ковке восьмигранных профилей, где n=8, угол поворота заготовки вокруг оси ковки равен 22,5 град.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2541238C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2676541C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2015 |
|
RU2614918C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538130C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655514C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2015 |
|
RU2636610C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении шестигранных профилей радиальной ковкой. Производят циклическое обжатие заготовки одновременно двумя взаимно перпендикулярными парами бойков. В каждом цикле получают шестигранный профиль. При этом бойки одной пары выполнены с гладкой рабочей поверхностью. Бойки второй пары имеют вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120о. Рабочие поверхности взаимно перпендикулярных бойков смещены друг относительно друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка. Обжатие заготовки в каждом цикле, за исключением первого, осуществляют на величину, которая не превышает разность диаметров описанной окружности шестигранного профиля, полученного в предыдущем цикле, и вписанной окружности шестигранного профиля, получаемого в рассматриваемом цикле. После каждого цикла заготовку поворачивают вокруг оси ковки на угол π/n, где n=6 - число граней шестигранного профиля. В результате обеспечивается получение качественных шестигранных профилей при расширении сортамента исходных заготовок и получаемых изделий. 9 ил.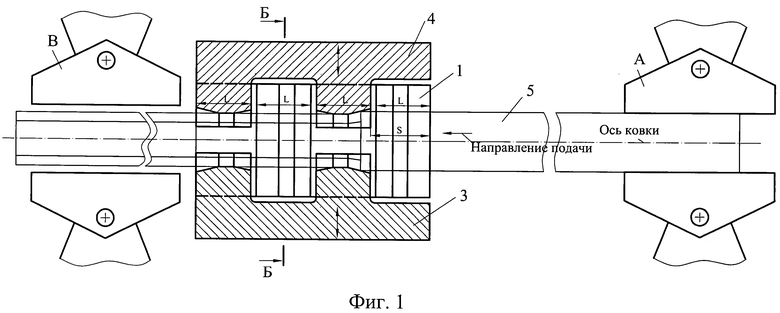
Способ многопроходной радиальной ковки шестигранных профилей, включающий обжатие заготовки одновременно двумя взаимно перпендикулярными парами бойков, при этом бойки одной пары выполнены с гладкой рабочей поверхностью, бойки второй пары имеют вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120о, а рабочие поверхности взаимно перпендикулярных бойков смещены друг относительно друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, отличающийся тем, что обжатие заготовки осуществляют циклически с получением в каждом цикле деформации шестигранного профиля, при этом обжатие заготовки в каждом цикле деформации, за исключением первого, осуществляют на величину, не превышающую разность диаметров описанной окружности шестигранного профиля, полученного в предыдущем цикле деформации, и вписанной окружности шестигранного профиля, получаемого в рассматриваемом цикле деформации, а после каждого цикла деформации производят поворот заготовки вокруг оси ковки на угол π/n, где n=6 - число граней шестигранного профиля.
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |

