Изобретение относится к области обработки металлов давлением, для получения цилиндрических и конических обечаек из монолитных панелей с подкрепляющим набором ребер, использующихся в конструкции топливных баков ракет.
Вальцевание подобных обечаек из монолитных вафельных панелей влечет за собой искажения формы обечайки, вследствие изгибающего воздействия на разнородные слои панели. Данный дефект для вафельных обечаек малоизучен, а его поведение непрогнозируемо для разных параметров подкрепляющего набора ребер. Но влиять на искажение формы в процессе вальцевания возможно посредством дополнительно установленных технологических элементов корректирующего воздействия.
Известные способы и стандартное оборудование решают задачи формообразования вальцеванием для гладких цилиндрических и конических обечаек (см. Мошнин Е.Н. Гибка и правка на ротационных машинах. - М.: Машиностроение, 1967, с. 65-127). Решаются задачи [RU №77807, опубл. 10.11.2008], технологичности и простоты конструкции оборудования. Предложены способы [RU №66247, опубл. 10.09.2011] изготовление обечаек переменной кривизны. Достигается увеличение [RU №179564, опубл. 17.05.2018] точности структуры получаемого в результате процесса вальцевания фасонного профиля без перегибов и деформаций. Повышается производительности процесса и снижении дополнительных затрат при формировании радиуса кривизны [RU №2336965, опубл. 27.10.2008].
Наиболее близкими к заявляемой полезной модели является способ получения цилиндрических обечаек из металлического листа [RU №2336965, опубл. 27.10.2008], включающий в себя изгиб заготовки за два прохода, с непрерывным измерением получаемого радиуса заготовки измерительным устройством, которое перемещается по радиусу изгибаемой заготовки до соприкосновения его роликов с изгибаемой поверхностью заготовки, а корректируют получаемый радиус путем изменения положения прижимного валка до получения требуемого радиуса заготовки.
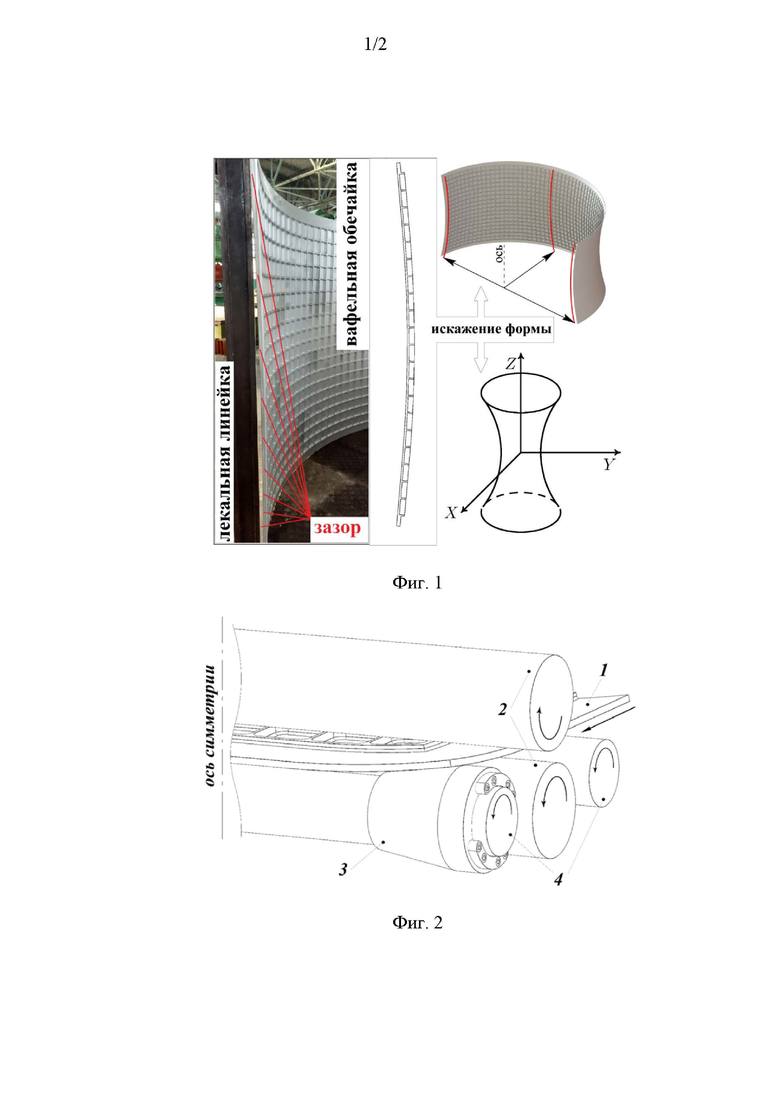
Вышеуказанные способы рассматривают состояние нормального изменения формы плоской заготовки в требуемую форму заданной кривизны и не регламентируют условия возникновения побочных дефектов формы в направлении перпендикулярном направлению подачи заготовке (фиг. 1), вызванных неоднородностью деформируемых слоев - что является недостатком.
Техническим результатом предложенного технического решения является создание способа вальцевания вафельных обечаек на стандартном оборудовании с технологическими элементами корректирующего воздействия.
Технический результат достигается тем, что при вальцевании на симметричной четырехвалковой листогибочной машине, на ее боковые опорные валки, например, устанавливаются специальные конические бандажи.
На Фиг. 1 изображено искажение формы вафельной обечайки после вальцевания на симметричной четырехвалковой листогибочной машине.
На Фиг. 2 показана схема способа вальцевания с коническими бандажами на боковом валке.
На Фиг. 3 показан вид с установкой бандажей и противоизгибающим воздействием от них в процессе вальцевания.
Пример осуществления предлагаемого изобретения
На фиг. 2 изображена схема способа вальцевания с коническими бандажами. Прямоугольная монолитная панель 1 укладывается, например, подкрепляющим набором ребер вверх и заводится между средними валками 2 до упора торцевой поверхностью в поверхность бандажей 3, установленных на боковом валке 4. После заготовка зажимается средними валками 2 и, сохраняя зацеп между ними, подается в обратном направлении. Начальный подгиб заготовки происходит на малом участке, при поперечном перемещении противоположного бокового валка 4. Включением вращения валков 2 производится продольная подача заготовки за счет сил трения между заготовкой и валками. Перемещаясь под средними валками 2, участки заготовки последовательно проходят через очаг деформаций, а при контакте с бандажами 3 на боковом валке, происходит противоизгибающее воздействие, в направлении противоположном направлению ненормального искажения формы. Путем установки задающих радиус опорных боковых 4 валков по отношению друг к другу, заготовка загибается на требуемый радиус, а относительным (относительно оси симметрии) расположением бандажей 3 на боковых валках 4 регулируется величина компенсации искажения формы вафельной обечайки.
Использование заявляемого способа позволило устранить искажение формы цилиндрической вафельной обечайки, используемой в конструкции топливного бака ракеты. Также повысилась производительность формообразования за счет сведения к минимуму последующей ручной правки формы обечайки. Предложенный способ может быть использован для формообразования вафельных обечаек, использующихся в различных ответственных конструкциях отрасли авиа- и ракетостроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2015771C1 |
| СПОСОБ ПРАВКИ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 1970 |
|
SU269135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК НА ЧЕТЫРЕХВАЛКОВОЙ И АСИММЕТРИЧНОЙ ТРЕХВАЛКОВОЙ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2001 |
|
RU2202426C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2224611C2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1993 |
|
RU2063283C1 |
| Приспособление к четырехвалковым вальцам для изготовления конических обечаек | 1979 |
|
SU963603A1 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2000 |
|
RU2185912C2 |
| ЛИСТОГИБОЧНАЯ ЧЕТЫРЕХВАЛКОВАЯ МАШИНА | 1992 |
|
RU2011454C1 |

Изобретение относится к области обработки металлов давлением и может быть использовано при получении цилиндрических обечаек, применяемых в конструкции топливных баков ракет. Осуществляют изгиб вафельной панели путем ее вальцевания на симметричной четырехвалковой листогибочной машине, содержащей средние и боковые валки. На боковом валке установлены конические бандажи коррекции дефекта формы вафельной панели от деформации ее разнородных слоев. Вальцевание проводят путем продольной подачи вафельной панели под средними валками с обеспечением при контакте с коническими бандажами противоизгибающего воздействия на вафельную панель в направлении, противоположном направлению искажения формы. В результате обеспечивается возможность устранения искажения формы обечайки. 3 ил.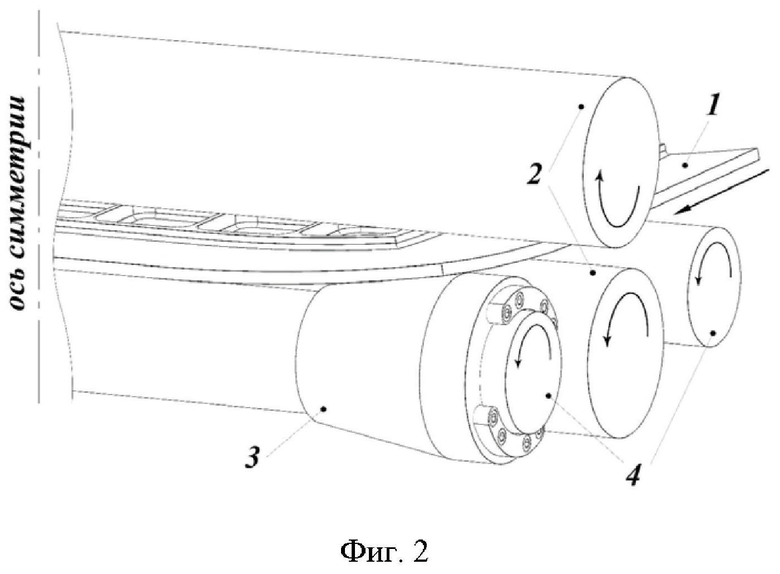
Способ получения цилиндрической обечайки из монолитной вафельной панели, включающий изгиб вафельной панели на требуемый радиус, отличающийся тем, что изгиб вафельной панели осуществляют путем ее вальцевания на симметричной четырехвалковой листогибочной машине, содержащей средние и боковые валки, причем на боковом валке установлены конические бандажи для коррекции дефекта формы вафельной панели от деформации ее разнородных слоев, а вальцевание проводят путем продольной подачи вафельной панели с перемещением под средними валками с обеспечением при контакте с коническими бандажами противоизгибающего воздействия на вафельную панель в направлении, противоположном направлению искажения формы.
| Устройство для предотвращения гофрообразования ребер при гибке панелей с ребрами в виде пластин | 1978 |
|
SU776704A1 |
| ИЗГИБАНИЯ И ПРАВКИ ЛИСТОВ С РЕБРАМИЖЕСТКОСТИ | 0 |
|
SU185826A1 |
| Устройство для вальцевания обечаек из тонколистового материала | 1974 |
|
SU740343A1 |
| US 5701655 A1, 30.12.1997 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

