Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для производства текстурированных листов из электротехнической стали.
Уровень техники
Текстурированные листы из электротехнической стали изготавливают из мягких магнитных материалов, используемых в качестве материалов для изготовления сердечников трансформаторов, генераторов и т.п. Текстурированные листы из электротехнической стали отличаются тем, что они имеют кристаллическую текстуру, в которой ориентация <001> в качестве оси легкого намагничивания железа в высокой степени выровнена с направлением прокатки стального листа. В результате окончательного отжига в процессе производства текстурированного листа из электротехнической стали образуется вышеуказанная текстура, и указанный окончательный отжиг обеспечивает рост кристаллических зерен с ориентацией {110}<001>, именуемой так называемой ориентацией Госса, до значительного размера. Текстурированные листы из электротехнической стали в качестве изделий должны иметь такие магнитные свойства, как высокая плотность магнитного потока и низкие потери в железе.
Магнитные свойства текстурированного листа из электротехнической стали улучшаются посредством прикладывания напряжения растяжения (натяжения) к поверхности стального листа. В качестве обычного способа прикладывания напряжения растяжения к стальному листу обычно используется способ, в котором на поверхности стального листа образуется форстеритовое покрытие толщиной приблизительно 2 мкм, и другое покрытие толщиной приблизительно 2 мкм, в основном состоящее из фосфата кремния, образуется на форстеритовом покрытии.
Точнее говоря, покрытие из фосфата кремния, имеющее более низкий коэффициент теплового расширения, чем коэффициент теплового расширения стального листа, образуется при высокой температуре и охлаждается до комнатной температуры, в результате чего к стальному листу прикладывается напряжения растяжения, используя разницу в коэффициентах теплового расширения между стальным листом и покрытием из фосфата кремния.
Это покрытие из фосфата кремния также действует в качестве изоляционного покрытия, которое является обязательным для текстурированного листа из электротехнической стали. Благодаря изоляции в стальном листе не генерируются локальные вихревые токи.
Поверхность текстурированного листа из электротехнической стали, подвергнутого окончательному отжигу, является сглаженной за счет химического полирования или электролитического полирования, и в результате прикладывания напряжения растяжения к стальному листу с помощью вышеуказанного покрытия можно заметно понизить потери в железе.
Следует отметить, что форстеритовое покрытие между стальным листом и покрытием из фосфата кремния присоединяется к стальному листу благодаря эффекту крепления. Следовательно, гладкость поверхности стального листа неизбежно ухудшается. Кроме того, адгезия между фосфатом кремния и металлом такая низкая, что покрытие из фосфата кремния не может образовываться непосредственно на зеркально полированной поверхности стального листа. Таким образом, в структуре покрытия обычного текстурированного листа из электротехнической стали (стальной лист / форстеритовое покрытие / покрытие из фосфата кремния) поверхность стального листа не может быть гладкой.
В Патентной литературе 1 для поддержания гладкости поверхности стального листа, а также прикладывания большого напряжения растяжения к стальному листу на стальном листе образовано, к примеру, керамическое покрытие, состоящее из TiN, с помощью CVD-способа или PVD-способа. Это образование покрытия выполняют при высоких температурах не ниже 400ºC в условиях пониженного давления.
В Патентной литературе 2 приведено описание производственной установки, пригодной для образования такого покрытия.
Перечень цитирования
Патентная литература 1: JP 01-176034 A
Патентная литература 2: JP 62-040368 A
Раскрытие сущности изобретения
Техническая проблема
Окончательный отжиг, выполняемый на текстурированных листах из электротехнической стали (стальных листах), требует длительной термообработки при высокой температуре и, следовательно, выполняется в виде «отжига в камерной печи», во время которого стальной лист отжигают рулон за рулоном.
Во время отжига в камерной печи рулон из стального листа устанавливают на основание для рулона с намоточным валом, продолжающимся в вертикальном направлении, помещают на рулон колпак, и стальной рулон в колпаке нагревают снаружи для выполнения отжига.
При таком конструктивном выполнении во время отжига в камерной печи нижний участок (на стороне основания для установки рулона) рулона из стального листа иногда сминается под собственным весом. Соответственно, текстурированный лист из электротехнической стали, подвергнутый отжигу в камерной печи (окончательному отжигу), не является полностью плоским в направлении толщины листа и деформирован, например, в некоторых случаях является волнистым с одной стороны.
Когда текстурированный лист из электротехнической стали, деформированный подобным образом в результате окончательного отжига, помещают в производственную установку, раскрытую в Патентной литературе 2, для образования покрытия могут возникать проблемы.
Производственная установка, раскрытая в Патентной литературе 2, содержит камеру образования покрытия (высоковакуумный бак для обработки) и многоступенчатые декомпрессионные камеры (ряды баков предварительного выпуска), расположенные по отдельности на сторонах входа и выхода камеры образования покрытия. Многоступенчатые декомпрессионные камеры разделены перегородками, в которых образованы отверстия для прохождения листа, и эти отверстия для прохождения листа содержат нажимные ролики (см. фиг. 1, Патентная литература 2).
Таким образом, текстурированный лист из электротехнической стали, подвергнутый окончательному отжигу, помещают в производственную установку, раскрытую в Патентной литературе 2, где он зажимается нажимными роликами, расположенными в декомпрессионных камерах на сторонах входа и выхода камеры образования покрытия, в результате чего деформируемый участок сжимается и сминается, что может приводить к поломке, например, образованию трещин.
Настоящее изобретение разработано с учетом вышеприведенных проблем и предлагает устройство для производства текстурированных листов из электротехнической стали, которое уменьшает поломки текстурированных листов из электротехнической стали, подвергнутых окончательному отжигу.
Решение проблемы
Авторы настоящего изобретения выполнили интенсивные исследования и в результаты установили, что вышеуказанная задача решается с помощью нижеописанной конструкции. Таким образом, изобретение считается внедренным.
В частности, настоящее изобретение предлагает следующее с п.п. [1] по [7].
[1] Установка для производства текстурированных листов из электротехнической стали, содержащая:
механизм транспортировки, выполненный с возможностью транспортирования текстурированного листа из электротехнической стали, подвергнутого окончательному отжигу;
устройство для образования покрытия, имеющее камеру для образования покрытия, через которую проходит транспортируемый текстурированный лист из электротехнической стали, причем устройство для образования покрытия выполнено с возможностью осуществления выполнения покрытия на поверхности текстурированного листа из электротехнической стали, проходящего через участок образования покрытия в камере для образования покрытия в условиях пониженного давления;
входное декомпрессионное устройство, расположенное на стороне входа камеры для образования покрытия и имеющее многоступенчатые входные декомпрессионные камеры, через которые проходит текстурированный лист из электротехнической стали, еще не подвергнутый образованию покрытия, причем внутреннее давление в многоступенчатых входных декомпрессионных камерах приближается к внутреннему давлению в камере для образования покрытия в направлении камеры для образования покрытия; и
выходное декомпрессионное устройство, расположенное на стороне выхода камеры для образования покрытия и имеющее многоступенчатые выходные декомпрессионные камеры, через которые проходит текстурированный лист из электротехнической стали, подвергнутый образованию покрытия, причем внутреннее давление в многоступенчатых выходных декомпрессионных камерах приближается к атмосферному давлению с увеличением расстояния от камеры для образования покрытия,
в которой многоступенчатые входные декомпрессионные камеры и многоступенчатые выходные декомпрессионные камеры содержат:
перегородку, ограничивающую каждую декомпрессионную камеру и имеющую отверстие для прохождения листа, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие; и
уплотнительные подушки на верхней и нижней сторонах отверстия для прохождения листа в перегородке.
[2] Установка для производства текстурированных листов из электротехнической стали по п. [1], приведенному выше,
в которой устройство для образования покрытия выполняет образование покрытия с помощью способа химического осаждения из паровой фазы или способа физического осаждения из паровой фазы.
[3] Установка для производства текстурированных листов из электротехнической стали по п.п. [1] или [2], приведенным выше, также содержащая:
охлаждающие ролики, которые расположены на стороне участка образования покрытия ниже по технологическому потоку в направлении транспортирования в камере для образования покрытия, и через которые проходит текстурированный лист из электротехнической стали, подвергнутый образованию покрытия.
[4] Установка для производства текстурированных листов из электротехнической стали по п. [3], приведенному выше,
в которой охлаждающие ролики являются роликами натяжного устройства.
[5] Установка для производства текстурированных листов из электротехнической стали по любому из п.п. [1] - [4], приведенных выше, также содержащая:
полировочное устройство, расположенное на стороне камеры для образования покрытия выше по технологическому потоку в направлении транспортирования и выполненное с возможностью полирования поверхности транспортируемого текстурированного листа из электротехнической стали.
[6] Установка для производства текстурированных листов из электротехнической стали по любому из п.п. [1] - [5], приведенных выше, также содержащая:
устройство предварительной обработки, имеющее камеру предварительной обработки между многоступенчатыми входными декомпрессионными камерами и камерой образования покрытия, причем устройство предварительной обработки выполнено с возможностью выполнения предварительной обработки, во время которой загрязнения удаляют с поверхности текстурированного листа из электротехнической стали, который еще не подвергнут образованию покрытия и не введен в камеру предварительной обработки.
[7] Установка для производства текстурированных листов из электротехнической стали по п. [6], приведенному выше,
в которой предусмотрена перегородка для разделения камеры для предварительной обработки и камеры для образования покрытия;
в которой перегородка имеет отверстие для прохождения листа через перегородку, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие; и
в которой уплотнительные подушки расположены на верхней и нижней сторонах отверстия для прохождения листа в перегородке.
Преимущественные эффекты изобретения
Настоящее изобретение позволяет предложить установку для производства текстурированных листов из электротехнической стали, которая уменьшает поломку текстурированных листов из электротехнической стали, подвергнутых окончательному отжигу.
Краткое описание чертежей
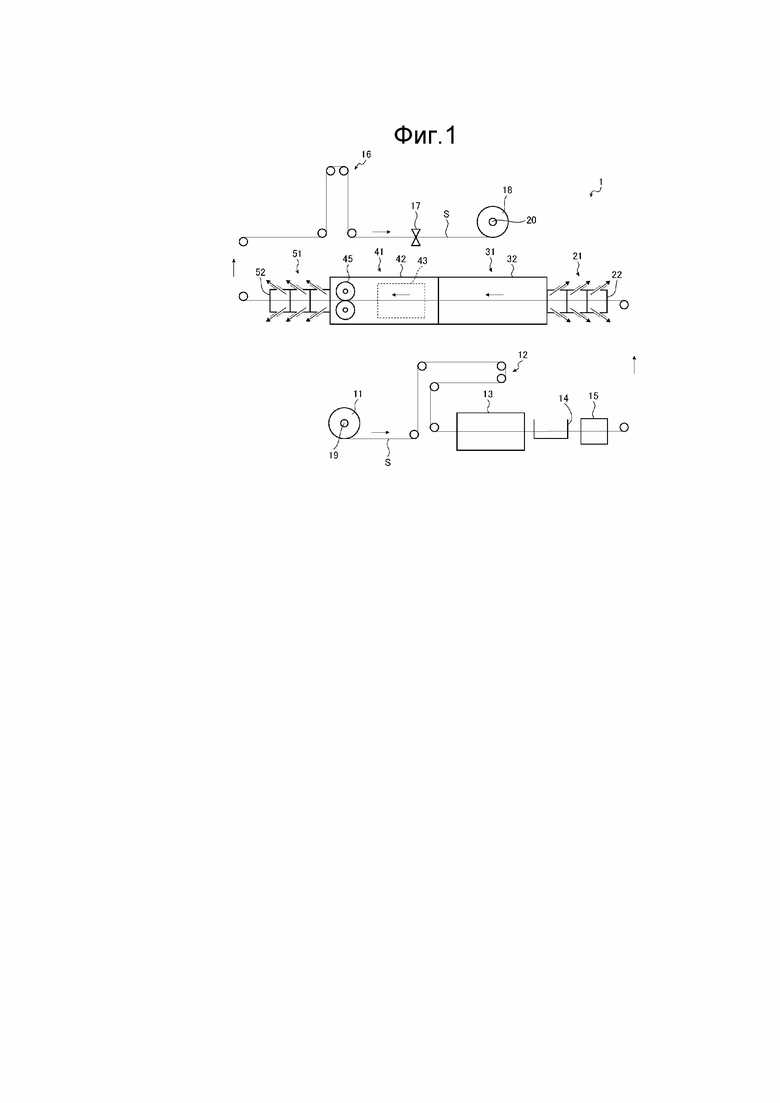
Фиг. 1 – схематический вид производственной установки;
фиг. 2 – увеличенный схематический вид части производственной установки;
фиг. 3 – увеличенный схематический вид другой части производственной установки;
фиг. 4 – схематический вид модификации охлаждающих роликов.
Осуществление изобретения.
Ниже приведено описание предпочтительного варианта выполнения установки для производства текстурированных листов из электротехнической стали (далее просто именуемой «производственной установкой») по настоящему изобретению. Однако настоящее изобретение не следует рассматривать как ограниченное до приведенного ниже варианта выполнения.
На фиг. 1 схематически показана производственная установка 1. Производственная установка 1, показанная на фиг. 1, содержит разматыватель 19. Перед процессом перемещения листа на разматыватель 19 помещают рулон 11 (далее просто именуемый «рулоном 11»), образованный из текстурированного листа S из электротехнической стали, прошедшего окончательный отжиг (далее просто именуемого «стальным листом S»). Стальной лист S, поступающий с разматывателя 19, проходит через ряд секций производственной установки 1 и снова наматывается моталкой 20 и образует рулон 18 после процесса перемещения листа. Следовательно, выполняется процесс транспортирования стального листа S. Таким образом, разматыватель 19, моталка 20 и другие компоненты образуют транспортирующий механизм, который транспортирует стальной лист S.
Текстурированный лист из электротехнической стали, подвергнутый окончательному отжигу, имеет форстеритовое покрытие.
В дальнейшем принято, что текстурированный лист S из электротехнической стали, подвергнутый окончательному отжигу и намотанный в виде рулона 11, является листом, имеющим форстеритное покрытие, но может не иметь оксидного покрытия, такого как форстеритное покрытие. В последнем случае полировальное устройство 13, описанное ниже, может быть опущено, что снижает расходы. Также предпочтительно, что оксидное покрытие, такое как форстеритное покрытие, является ультратонким для уменьшения объема полирования в полировальном устройстве 13 и снижения расходов.
Производственная установка 1 содержит в направлении, в котором транспортируется стальной лист S, входное петлевое устройство 12, полировальное устройство 13, промывочное устройство 14, сушильное устройство 15, входное декомпрессионное устройство 21, устройство 31 предварительной обработки, устройство 41 образования покрытия, выходное декомпрессионное устройство 51, выходное петлевое устройство 16 и ножницы 17.
Входное декомпрессионное устройство 21 содержит многоступенчатые входные декомпрессионные камеры 22. Устройство 31 предварительной обработки содержит камеру 32 предварительной обработки. Устройство 41 образования покрытия содержит камеру 42 образования покрытия. Выходное декомпрессионное устройство 51 содержит многоступенчатые выходные декомпрессионные камеры 52.
Стальной лист S транспортируется в воздушной атмосфере за исключением входных декомпрессионных камер 22, камеры 32 предварительной обработки, камеры 42 образования покрытия и выходных декомпрессионных камер 52.
Стальной лист S, имеющий форстеритное покрытие, поступающий с рулона 11, проходит через петлевое устройство 12 и входит в полировальное устройство 13. Полировальное устройство 13 расположено выше камеры 42 образования покрытия по технологическому потоку в направлении транспортирования.
Полировальное устройство 13 полирует поверхность поступающего стального листа S. Полирование в полировальном устройстве 13 особо не ограничивается и может быть любым видом полирования, выбранным из механического полирования, электролитического полирования и химического полирования или комбинацией двух и более видов полирования, указанных выше; однако предпочтительно сначала выполнять механическое полирование, такое как шлифование. В этом случае можно легко удалять оксидное покрытие, которое полируется с меньшей скоростью полирования, чем стальной субстрат стального листа S при электролитическом полировании или химическом полировании, так что окончательная шероховатость поверхности может быть уменьшена. Шероховатость поверхности стального листа S после полирования предпочтительно является среднеарифметической шероховатостью Ra не более 0,4 мкм.
При полировании в полировальном устройстве 13 от стального листа S образуется полировальная пыль. Промывочное устройство 14 и сушильное устройство 15 удаляют полировальную пыль, образующуюся от стального листа S, посредством промывки стального листа S водой с последующей сушкой. Для промывки водой и сушки используются обычные известные способы.
Стальной лист S, с которого удалена полировальная пыль, поступает во входные декомпрессионные камеры 22 входного декомпрессионного устройства 21. Внутреннее давление в многоступенчатых входных декомпрессионных камерах 22 уменьшается постепенно в направлении камеры 32 предварительной обработки и камеры 42 образования покрытия. Таким образом, давление, прикладываемое к стальному листу S, приближается к внутреннему давлению в камере 32 предварительной обработки и камере 42 образования покрытия от атмосферного давления.
Стальной лист S, прошедший через входные декомпрессионные камеры 22, поступает в камеру 32 предварительной обработки устройства 31 предварительной обработки и подвергается предварительной обработке в условиях пониженного давления для удаления загрязнений, приставших к поверхности.
Стальной лист S, подвергнутый предварительной обработке, поступает в камеру 42 образования покрытия устройства 41 образования покрытия. Покрытие образуется на поверхности стального листа S, проходящего через участок 43 образования покрытия в камере 42 образования покрытия в условиях пониженного давления.
Стальной лист S, на который было нанесено покрытие, поступает в выходные декомпрессионные камеры 52 выходного декомпрессионного устройства 51. Внутренней давление в многоступенчатых выходных декомпрессионных камерах 52 увеличивается постепенно с увеличением расстояния от камеры 42 образования покрытия. Таким образом, давление, прикладываемое к стальному листу S, восстанавливается от внутреннего давления в камере 32 предварительной обработки и камере 42 образования покрытия до атмосферного давления.
Стальной лист S, вышедший из выходного декомпрессионного устройства 51, проходит через выходное петлевое устройство 16 и поступает в ножницы 17. Ножницы 17 режут края стального листа S и придают им определенную форму. После выполнения процесса перемещения стальной лист S определенной формы наматывается вокруг моталки 20 и образует рулон 18.
Ниже приведено подробное описание входного декомпрессионного устройства 21, устройства 31 предварительной обработки, устройства 41 образования покрытия и выходного декомпрессионного устройства 51.
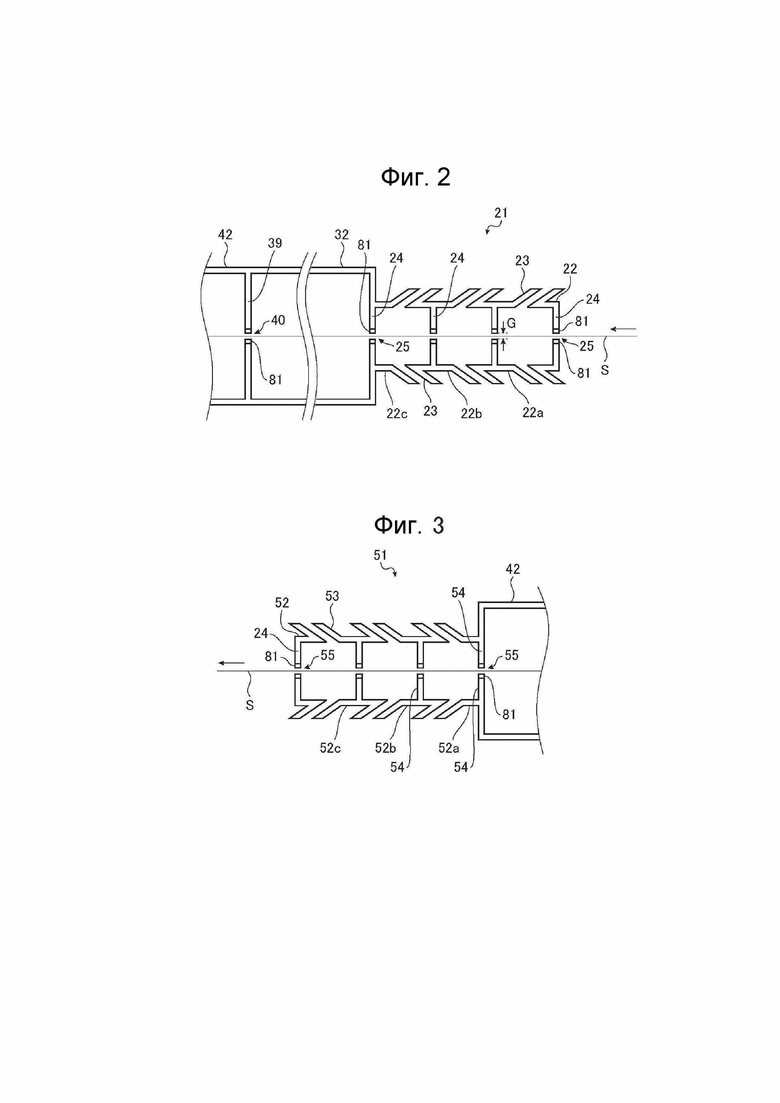
На фиг. 2 показан увеличенный схематический вид части производственной установки 1. Сначала со ссылкой на фиг. 2 приведено подробное описание входного декомпрессионного устройства 21.
Многоступенчатые входные декомпрессионные камеры 22 входного декомпрессионного устройства 21 расположены на стороне входа камеры 42 образования покрытия через камеру 32 предварительной обработки. Для удобства соответствующие входные декомпрессионные камеры 22 именуются входной декомпрессионной камерой 22a, входной декомпрессионной камерой 22b и входной декомпрессионной камерой 22c в направлении, в котором транспортируется стальной лист S.
Образование покрытия в камере 42 образования покрытия (и предварительная обработка в камере 32 предварительной обработки) выполняются в условиях пониженного давления. Например, если стальной лист S в условиях атмосферного давления поступает непосредственно в камеру 42 образования покрытия или камеру 32 предварительной обработки, стальной лист S может быть подвержен значительным волнообразным деформациям из-за разницы давлений.
Следовательно, во входном декомпрессионном устройстве 21 внутреннее давление уменьшается постепенно в многоступенчатых входных декомпрессионных камерах 22. Это может свести к минимуму волнообразную деформацию стального листа S, обусловленную разницей давлений. Количество ступеней входных декомпрессионных камер 22 особо не ограничивается при условии, что их должно быть, по меньшей мере, две и предпочтительно, по меньшей мере, три для эффективности уменьшения внутреннего давления.
Входные декомпрессионные камеры 22 ограничиваются множеством перегородок 24. Каждая перегородка 24 имеет проходящее через лист отверстие 25, форма которого позволяет стальному листу S свободно проходить через указанное отверстие.
Перегородки 24 включают в себя не только перегородку, разделяющую две смежных входных декомпрессионных камеры 22, но также и перегородку, обращенную к внешней среде (т.е. перегородку 24, ограничивающую правую сторону входной декомпрессионной камеры 22a на фиг. 2), и перегородку, находящуюся в контакте с камерой 32 предварительной обработки (т.е. перегородку 24, ограничивающую левую сторону входной декомпрессионной камеры 22c на фиг. 2).
Входные декомпрессионные камеры 22 также имеют выпускные отверстия 23. Газ из входных декомпрессионных камер 22 выпускается через выпускные отверстия 23, в результате чего давление во входных декомпрессионных камерах 22 уменьшается. Давление (внутреннее давление) во входных декомпрессионных камерах 22 уменьшается постепенно в направлении камеры 42 образования покрытия. В частности, внутреннее давление постепенно приближается к внутреннему давлению в камере 32 предварительной обработки и камере 42 образования покрытия от давления, близкого к атмосферному давлению, в порядке, в котором расположены входная декомпрессионная камера 22a, входная декомпрессионная камера 22b и входная декомпрессионная камера 22c.
Во входном декомпрессионном устройстве 21 газ из выпускных отверстий 23 выпускается с учетом количества воздуха, поступающего через отверстия 25 для прохождения листа, количества газа, испаряющегося с поверхности стального листа S, и других факторов, в результате чего достигается требуемое внутреннее давление.
Как описано выше, в обычных производственных установках в отверстиях 25 для прохождения листа перегородок 24 предусмотрены нажимные ролики (см. фиг. 1, Патентная литература 1). В случае, если стальной лист S был деформирован во время отжига в камерной печи, то во время прижатия нажимными роликами деформированный участок сжимается и разрушается, что может обусловливать поломку, например, образование трещин.
Для устранения этой проблемы вместо нажимных роликов в перегородке 24 с верхней и нижней сторон отверстия 25 для прохождения листа установлены уплотнительные подушки 81. Поскольку стальной лист S проходит через зазор между уплотнительными подушками 81, даже если стальной лист S имеет деформированную форму, сжатие в результате сдавливания исключается, что позволяет препятствовать поломке, например, образованию трещин.
Когда газ во входных декомпрессионных камерах 22 течет через отверстия 25 для прохождения листа в перегородках 24, скорость потока увеличивается, поскольку площадь сечения траектории потока уменьшается. Соответственно, стальной лист S, проходящий через отверстие 25 для прохождения листа, может «колыхаться» и ударяться о верхнюю и нижнюю стороны отверстия 25 для прохождения листа в перегородке 24.
Однако в этом варианте выполнения уплотнительные подушки 81 расположены на верхней и нижней сторонах отверстия 25 для прохождения листа в перегородке 24. Материалом уплотнительных подушек 81, к примеру, является гибкая смола. Следовательно, даже когда стальной лист S, проходящий через отверстие 25 для прохождения листа, колышется и ударяется о верхнюю и нижнюю стороны отверстия 25 для прохождения листа в перегородке 24, на стальном листе S не остаются царапины и т.п. благодаря наличию уплотнительных подушек 81. Когда уплотнительные подушки 81 также выполнены из смолы, также может быть уменьшена деформация, возникающая в стальном листе S, проходящем между уплотнительными подушками 81.
Зазор (обозначенный знаком «G» на фиг. 2) между уплотнительными подушками 81 предпочтительно составляет не больше 3,0 мм, поскольку можно легко поддерживать пониженное давление атм., и более предпочтительно 1,0 – 2,0 мм, поскольку на поверхности стального листа S не остается царапин, и при этом можно легко поддерживать пониженное давление атм.
Далее приведено подробное описание устройства 31 предварительной обработки и устройства 41 образования покрытия со ссылкой на фиг. 1 и 2.
Стальной лист S, прошедший через входные декомпрессионные камеры 22, поступает в камеру 32 предварительной обработки устройства 31 предварительной обработки и подвергается предварительной обработке, во время которой загрязнения, такие как оксиды, приставшие к поверхности стального листа S, удаляются в условиях пониженного давления.
Предварительная обработка перед образованием покрытия обеспечивает заметно улучшенную адгезию покрытия (например, нитридного покрытия), образованного в устройстве 41 образования покрытия, к стальному листу S. Таким образом, предпочтительно, хотя это и не является существенным, предусмотреть устройство 31 предварительной обработки.
Благоприятным способом предварительной обработки является ионное распыление. В случае ионного распыления предпочтительные примеры используемых распыляемых материалов включают в себя ионы инертных газов, таких как аргон и азот, и ионы металлов, таких как Ti и Cr.
Давление в камере 32 предварительной обработки пониженное, и внутреннее давление в камере 32 предварительного распыления предпочтительно составляет 0,0001 – 30 Па с целью увеличения среднего свободного пробега распыляемых ионов.
Между стальным листом S, служащим в качестве катода, и распыляемым материалом предпочтительно прикладывается напряжение смещения от -100 В до -1000 В.
Стальной лист S, подвергнутый предварительной обработке, поступает в камеру 42 образования покрытия устройства 41 образования покрытия. Покрытие образуется на поверхности стального листа S, проходящего через участок 43 образования покрытия в камере 42 образования покрытия в условиях пониженного давления.
Способ образования покрытия предпочтительно является CVD-способом (химическое осаждение из паровой фазы) или PVD-способом (физическое осаждение из паровой фазы). В камеру 42 образования покрытия поступает исходный газ (атмосферный газ) для образования покрытия, такой как, например, газообразный азот или газообразный TiCl4. Стальной лист S, проходящий через участок 43 образования покрытия, нагревается, в результате чего на поверхности стального листа S образуется покрытие, такое как нитридное покрытие.
Поскольку из камеры 42 образования покрытия выпускается газ, так что устанавливаются условия пониженного давления, использование горелки или подобных устройств в качестве средства нагрева стального листа S является неприемлемым; однако без особого ограничения надлежащим образом может быть предусмотрено использование любого средства при условии, что это средство не требует применения кислорода, например, использование индукционного нагрева (IH), облучения электронным пучком, лазерного излучения или инфракрасного излучения.
Предпочтительный CVD-способ является тепловым CVD-способом. Температура образования покрытия предпочтительно составляет 700 - 1100°C, и давление (внутреннее давление) в камере 42 образования покрытия предпочтительно составляет 30 – 1000 Па.
Предпочтительный PVD-способ является способом ионного осаждения. Температура образования покрытия предпочтительно составляет 300 - 600°C, и давление (внутреннее давление) в камере 42 образования покрытия предпочтительно составляет 0,10 – 100 Па. Во время образования покрытия между стальным листом S, служащим в качестве катода, и исходным материалом для образования покрытия предпочтительно прикладывается напряжение смещения от -100 В до -1000 В. Когда для ионизации исходного материала для образования покрытия используется плазма, скорость образования покрытия может увеличиваться.
В качестве покрытия, образующегося на стальном листе S, предпочтительным является нитридное покрытие, металлическое нитридное покрытие является более предпочтительным, и металлическое нитридное покрытие, включающее в себя, по меньшей мере, один металл, выбранный из группы, состоящий из Zn, V, Cr, Mn, Fe, Co, Ni, Cu, Ti, Y, Nb, Mo, Hf, Zr, W и Ta, является еще более предпочтительным. Эти покрытия могут легко иметь структуру каменной соли, и поскольку эта структура легко сочетается с объемно-центрированной кубической решеткой стального субстрата стального листа S, адгезия покрытия может быть улучшена.
Покрытие, образованное на стальном листе S, может быть однослойным покрытием или многослойным покрытием.
В камере 32 предварительной обработки и камере 42 образования покрытия факторами, влияющими на внутреннее давление, к примеру, являются количество газа, образующееся в результате реакции на поверхности стального листа S, и количество поступающего исходного газа. Между тем, в частности, в камере 42 образования покрытия, когда газ выпускается сверх меры, исходный газ не может в достаточном количестве поступать к стальному листу S. С учетом этих факторов газ выпускается таким образом, чтобы достичь требуемого внутреннего давления.
На фигурах выпускные отверстия, впускные отверстия для поступления исходного газа и т.п. камеры 32 предварительной обработки и камеры 42 образования покрытия не показаны.
В камере 42 образования покрытия количество выпускаемого газа предпочтительно составляет 0,50 – 2,0 от количества исходного газа при использовании CVD-способа и предпочтительно 0,50 – 1,0 от количества исходного газа при использовании PVD-способа.
Как показано на фиг. 2, между камерой 32 предварительной обработки и камерой 42 образования покрытия установлена перегородка 39 для разделения этих камер. Перегородка 39 имеет проходящее через нее отверстие 40, форма которого позволяет стальному листу S свободно проходить через указанное отверстие, как и в случае с отверстием 25 в перегородке 24 для прохождения листа.
Предпочтительно, в перегородке 39 с верхней и нижней сторон отверстия 40 для прохождения листа также установлены уплотнительные подушки 81. При таком конструктивном исполнении, даже если стальной лист S, подвергнутый отжигу в камерной печи, имеет деформированную форму, сжатие в результате сдавливания исключается, что позволяет препятствовать поломке, например, образованию трещин.
Несмотря на то, что выше в качестве примера материала уплотнительных подушек 81 упомянута смола, материал до этого не ограничивается, и также можно использовать металлы или другие материалы.
Когда предварительная обработка выполняется при высокой температуре в течение длительного периода времени, или когда используется тепловой CVD-способ, существует риск нагревания перегородки 39 и стального листа S до высоких температур. В этом случае в качестве материала уплотнительных подушек 81 предпочтительно выбирать материал, имеющий тепловое сопротивление, соответствующее температуре стального листа S, или материал, который легко охлаждается. В качестве материала, имеющего требуемое тепловое сопротивление, можно использовать материалы, имеющие высокие температуры плавления, обеспечивающие тепловое сопротивление. В качестве материала, который легко охлаждается, можно использовать материалы, имеющие высокую теплопроводность, конкретными примерами которых являются свинец и медь.
Предпочтительно, чтобы нагрев для образования покрытия на стальном листе S выполнялся не в камере 32 предварительной обработки, а после поступления стального листа S в камеру 42 образования покрытия с целью защиты уплотнительных подушек 81, расположенных с верхней и нижней сторон отверстия 40 для прохождения листа в перегородке 39. В этом варианте выполнения стальной лист S нагревается на участке 43 образования покрытия в камере 42 образования покрытия.
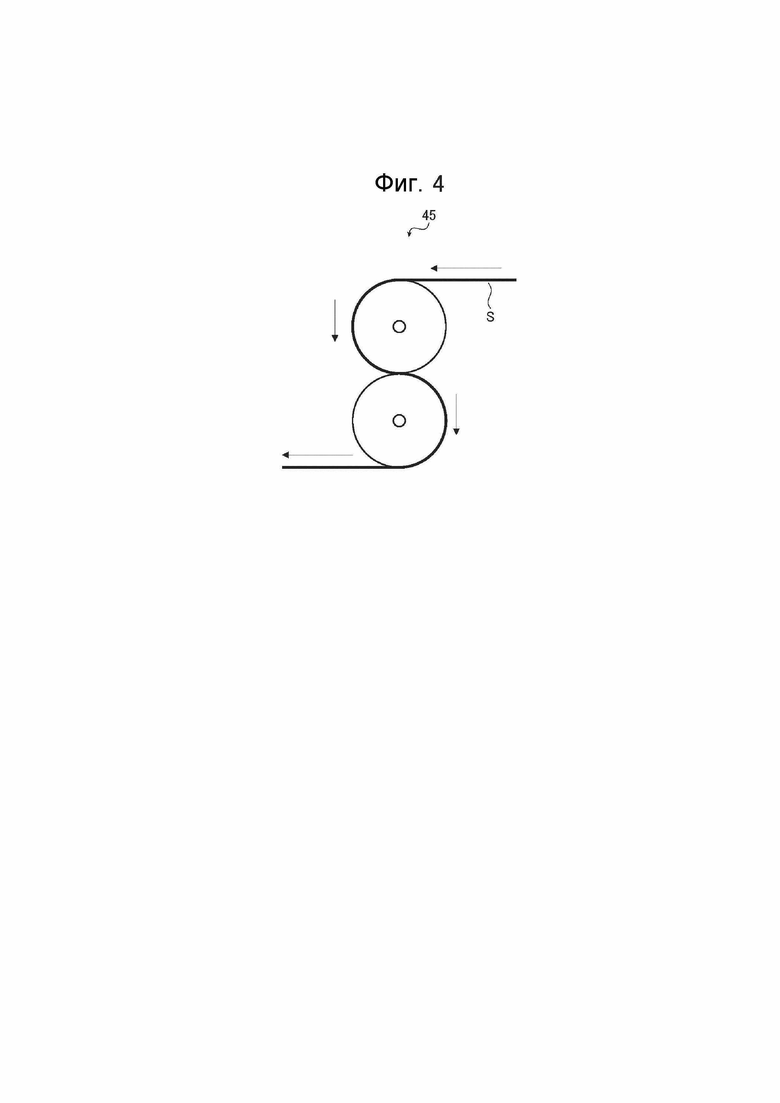
На фиг. 3 показан увеличенный схематический вид другой части производственной установки 1. Далее со ссылкой на фиг. 3, приведено подробное описание выходного декомпрессионного устройства 51. Его основная конструкция такая же, как и конструкция входного декомпрессионного устройства 21, описанная выше.
Многоступенчатые выходные декомпрессионные камеры 52 выходного декомпрессионного устройства 51 расположены на стороне выхода камеры 42. Для удобства соответствующие выходные декомпрессионные камеры 52 именуются выходной декомпрессионной камерой 52a, выходной декомпрессионной камерой 52b и выходной декомпрессионной камерой 52c в направлении, в котором транспортируется стальной лист S.
В выходном декомпрессионном устройстве 51 внутреннее давление уменьшается постепенно в многоступенчатых выходных декомпрессионных камерах 52. Это может свести к минимуму волнообразную деформацию стального листа S, обусловленную разницей давлений. Количество ступеней выходных декомпрессионных камер 52 особо не ограничивается при условии, что их должно быть, по меньшей мере, две и предпочтительно, по меньшей мере, три для эффективности уменьшения внутреннего давления
Выходные декомпрессионные камеры 52 ограничиваются множеством перегородок 54. Каждая перегородка 54 имеет проходящее через лист отверстие 55, форма которого позволяет стальному листу S свободно проходить через указанное отверстие.
Перегородки 54 включают в себя не только перегородку, разделяющую две смежных выходных декомпрессионных камеры 52, но также и перегородку, обращенную к внешней среде (т.е. перегородку 54, ограничивающую левую сторону выходной декомпрессионной камеры 52c на фиг. 3), и перегородку, находящуюся в контакте с камерой 42 образования покрытия (т.е. перегородку 54, ограничивающую правую сторону выходной декомпрессионной камеры 52a на фиг. 3).
В перегородке 54 с верхней и нижней сторон отверстия 55 для прохождения листа, как и в отверстии 25 в перегородке 24, также установлены уплотнительные подушки 81. При таком конструктивном исполнении, даже если стальной лист S, подвергнутый отжигу в камерной печи, имеет деформированную форму, сжатие в результате сдавливания исключается, что позволяет препятствовать поломке, например, образованию трещин.
Выходные декомпрессионные камеры 52 также имеют выпускные отверстия 53. Газ из выходных декомпрессионных камер 52 выпускается через выпускные отверстия 53, в результате чего давление в выходных декомпрессионных камерах 52 уменьшается. Давление (внутреннее давление) в выходных декомпрессионных камерах 52 увеличивается постепенно в направлении от камеры 42 образования покрытия. В частности, внутреннее давление постепенно приближается к атмосферному давлению от внутреннего давления в камере 42 образования покрытия в порядке, в котором расположены выходная декомпрессионная камера 52a, выходная декомпрессионная камера 52b и входная декомпрессионная камера 52c.
В выходном декомпрессионном устройстве 51 газ из выпускных отверстий 53 выпускается с учетом количества воздуха, поступающего через отверстия 55 для прохождения листа, количества газа, испаряющегося с поверхности стального листа, и других факторов, в результате чего достигается требуемое внутреннее давление.
Следует отметить, что стальной лист S, проходящий через участок 43 образования покрытия камеры 42 образования покрытия, нагревается во время образования покрытия. Если стальной лист S, который удерживает тепло (например, 300°C или выше), проходит через выходные декомпрессионные камеры 52, уплотнительные подушки 81, расположенные в перегородках 54, могут расплавляться в результате нагрева и изнашиваться. Если уплотнительные подушки 81 изготовлены из смолы, поскольку смола обычно имеет низкое тепловое сопротивление, уплотнительные подушки 81 особенно легко изнашиваются. При износе уплотнительных подушек 81 атмосфера образования покрытия изменяется, и стальной лист S, подвергнутый образованию покрытия, имеет неудовлетворительные магнитные свойства. Соответственно, изношенные уплотнительные подушки 81 подлежат замене, и при необходимости частой замены увеличивается объем технического обслуживания.
Для решения указанной проблемы, как показано на фиг. 1, в этом варианте выполнения предпочтительно расположить охлаждающие ролики 45 на стороне участка 43 образования покрытия ниже по технологическому потоку в направлении транспортирования в камере 42 образования покрытия. Стальной лист S, нагреваемый на участке 43 образования покрытия, проходит через охлаждающие ролики 45 и охлаждается перед поступлением в выходные декомпрессионные камеры 52. Таким образом, уплотнительные подушки 81 выходных декомпрессионных камер 52 защищены от износа в результате нагрева стального листа S.
Охлаждающие ролики 45 являются роликами, которые сдерживают повышение температуры с помощью поверхностей роликов, используя охлаждающую воду, которая циркулирует в роликах. С помощью такой конструкции стальной лист S, нагреваемый на участке 43 образования покрытия, может охлаждаться, например, до температуры ниже 200°C.
Поскольку охлаждающие ролики 45 расположены в камере 42 образования покрытия, когда металл повергается воздействию на поверхностях роликов, на них может быть образовано нитридное покрытие с помощью CVD-способа или PVD-способа.
Если такое покрытие образовано на поверхностях охлаждающих роликов 45, расстояние между роликами изменяется, что может привести к деформации краев стального листа. Однако ролики, выполненные из смолы, например, из резины, не могут выдерживать высокую температуру 300°C или выше.
Таким образом, предпочтительно, охлаждающие ролики 45 изготавливают из металла и подвергают перед использованием оксидированию. В результате на металлической поверхности образуется оксид толщиной приблизительно от 1 мкм приблизительно до 10 мкм, что может препятствовать образованию покрытия с помощью CVD-способа или PVD-способа.
Тип металла особо не ограничивается; поскольку металл, имеющий более высокую теплопроводность, имеет более высокую охлаждающую способность, к примеру, предпочтительным является сплав, в котором железо соединено с металлом с высокой теплопроводностью, таким как алюминий (сплав железо-алюминий).
Условия оксидирования варьируются в зависимости от типа металла, и в случае использования сплава железо-алюминий предпочтительным является отжиг в атмосфере при 800°C в течение от 30 секунд до 2 минут.
Между участком 43 образования покрытия и охлаждающими роликами 45 может быть предусмотрена защитная стенка (не показана) для препятствования образованию покрытия на поверхностях охлаждающих роликов 45.
На фиг. 4 показан схематический вид модификации охлаждающих роликов 45. Охлаждающие ролики 45 не ограничиваются до варианта выполнения, показанного на фиг. 1, и могут быть роликами натяжного устройства, как показано на фиг. 4. В этом случае участок контакта со стальным листом S увеличивается, что обусловливает более высокую эффективность охлаждения.
Несмотря на то, что общий вид производственной установки 1 с охлаждающими роликами 45 в виде роликов натяжного устройства не показан, можно использовать конструкцию, в которой положения отверстий 55 для прохождения листа и выходных декомпрессионных камер 52 регулируются надлежащим образом.
Примеры
Настоящее изобретение, в частности, описано ниже со ссылкой на примеры. Однако настоящее изобретение до этого не ограничивается.
Пример 1 испытаний
Рулон 11 (общая масса: 8 т) текстурированного листа S из электротехнической стали (толщина листа: 0,23 мм), подвергнутый окончательному отжигу, был помещен в производственную установку 1, описанную со ссылкой на фиг. 1 – 3, с последующим выполнением образования покрытия. Скорость технологической линии составляла 30 м/мин. После удаления форстеритового покрытия с помощью механического полирования в полировальном устройстве 13 с поверхности были удалены загрязнения с помощью распыления ионов Ar в камере 32 предварительной обработки, и затем в камере 42 образования покрытия было образовано покрытие TiN (толщина покрытия 0,3 мкм) с помощью CVD-способа. CVD-способ был тепловым CVD-способом, температура образования покрытия составляла 1000°C, и исходным материалом был TiCl4. Зазор G между уплотнительными подушками 81 перед прохождением между ними листа рулона 11 составлял 1,5 мм.
Как описано выше, вместо обычных нажимных роликов во входных декомпрессионных камерах 22 и выходных декомпрессионных камерах 52 были установлены уплотнительные подушки 81. Следовательно, несмотря на то, что стальной лист S, помещенный в производственную установку 1, проходил через входные декомпрессионные камеры 22 перед прохождением через камеры 32 предварительной обработки и выходные декомпрессионные камеры 52 после прохождения через камеру 42 образования покрытия, во время этих процессов не имела место поломка, например, образование трещин, в результате сжатия.
В примере 1 испытаний образование покрытия было выполнено с помощью роликов, расположенных на стороне участка 43 образования покрытия ниже по технологическому потоку в направлении транспортирования в камере 42 образования покрытия. Что касается роликов, были использованы ролики трех типов, а именно, обычные ролики, охлаждающие ролики A (охлаждающие ролики 45, показанные на фиг. 1) и охлаждающие ролики B (охлаждающие ролики 45, которые являются роликами натяжного устройства, показанными на фиг. 4).
После того как весь лист рулона 11 полностью прошел через производственную установку 1, были получены степень износа уплотнительных подушек 81 выходных декомпрессионных камер 52 и магнитные свойства стального листа S, подвергнутого образованию покрытия.
Степень износа уплотнительных подушек 81 определяли, используя выраженное в процентах изменение зазора G между уплотнительными подушками 81 по сравнению с зазором G перед прохождением листа рулона 11 между уплотнительными подушками и после прохождения листа рулона 11 между уплотнительными подушками. В частности, когда зазор G, который составлял 2,0 мм перед прохождением листа рулона 11 между уплотнительными подушками, изменился до 4,0 мм после прохождения листа рулона 11 между уплотнительными подушками, степень износа составила 100%,
Что касается магнитных свойств, были измерены потери W17/50 в железе (единицы: Вт/кг) (то же самое относится к последующему описанию).
Результаты показаны ниже в табл. 1.
Табл. 1
Как можно видеть в табл. 1, когда использовались охлаждающие ролики A или B, износ уплотнительных подушек 81 выходных декомпрессионных камер 52 был практически полностью исключен.
Кроме того, что касается магнитных свойств, при использовании охлаждающих роликов A или B, которые позволяют исключить износ уплотнительных подушек 81, надлежащие магнитные свойства были отмечены даже в той части стального листа, которая была расположена во внутреннем участке рулона 11 и, следовательно, обрабатывалась позже. Когда использовались охлаждающие ролики B, магнитные свойства были более высокими, чем магнитные свойства при использовании охлаждающих роликов A.
Пример 2 испытаний
Рулон 11 (общая масса: 8 т) текстурированного листа S из электротехнической стали (толщина листа: 0,23 мм), подвергнутый окончательному отжигу, был помещен в производственную установку 1, описанную со ссылкой на фиг. 1 – 3, с последующим выполнением образования покрытия. Скорость технологической линии составляла 30 м/мин. После удаления форстеритового покрытия с помощью механического полирования в полировальном устройстве 13 с поверхности были удалены загрязнения с помощью распыления ионов Ar в камере 32 предварительной обработки, и затем в камере 42 образования покрытия было образовано показанное ниже в табл. 2 нитридное покрытие (толщина покрытия 0,3 мкм) с помощью CVD-способа. CVD-способ был тепловым CVD-способом, температура образования покрытия составляла 1000°C. Зазор G между уплотнительными подушками 81 перед прохождением между ними листа рулона 11 составлял 1,5 мм.
Как описано выше, вместо обычных нажимных роликов во входных декомпрессионных камерах 22 и выходных декомпрессионных камерах 52 были установлены уплотнительные подушки 81. Следовательно, несмотря на то, что стальной лист S, помещенный в производственную установку 1, проходил через входные декомпрессионные камеры 22 перед прохождением через камеры 32 предварительной обработки и выходные декомпрессионные камеры 52 после прохождения через камеру 42 образования покрытия, во время этих процессов не имела место поломка, например, образование трещин, в результате сжатия.
В примере 2 испытаний образование покрытия было выполнено с помощью роликов, расположенных на стороне участка 43 образования покрытия ниже по технологическому потоку в направлении транспортирования в камере 42 образования покрытия. Что касается роликов, были использованы ролики двух типов, а именно, охлаждающие ролики A (охлаждающие ролики 45, показанные на фиг. 1) и охлаждающие ролики B (охлаждающие ролики 45, которые являются роликами натяжного устройства, показанными на фиг. 4).
После того как весь лист рулона 11 полностью прошел через производственную установку 1, были получены магнитные свойства стального листа S, подвергнутого образованию покрытия. Результаты показаны ниже в табл. 2.
Табл. 2
Как можно видеть в табл. 2, надлежащие магнитные свойства были отмечены не только в той части стального листа, которая была расположена в наружном участке рулона 11 и, следовательно, обрабатывалась раньше, но также в той части стального листа, которая была расположена во внутреннем участке рулона 11 и, следовательно, обрабатывалась позже.
Пример 3 испытаний
Рулон 11 (общая масса: 8 т) текстурированного листа S из электротехнической стали (толщина листа: 0,23 мм), подвергнутый окончательному отжигу, был помещен в производственную установку 1, описанную со ссылкой на фиг. 1 – 3, с последующим выполнением образования покрытия. Скорость технологической линии составляла 30 м/мин. После удаления форстеритового покрытия с помощью механического полирования в полировальном устройстве 13 с поверхности были удалены загрязнения с помощью распыления ионов Ar в камере 32 предварительной обработки, и затем в камере 42 образования покрытия было образовано показанное ниже в табл. 3 и 4 нитридное покрытие (толщина покрытия 0,3 мкм) с помощью PVD-способа. PVD-способ был способом ионного осаждения, температура образования покрытия составляла 400°C. Зазор G между уплотнительными подушками 81 перед прохождением между ними листа рулона 11 составлял 1,5 мм.
Как описано выше, вместо обычных нажимных роликов во входных декомпрессионных камерах 22 и выходных декомпрессионных камерах 52 были установлены уплотнительные подушки 81. Следовательно, несмотря на то, что стальной лист S, помещенный в производственную установку 1, проходил через входные декомпрессионные камеры 22 перед прохождением через камеры 32 предварительной обработки и выходные декомпрессионные камеры 52 после прохождения через камеру 42 образования покрытия, во время этих процессов не имела место поломка, например, образование трещин, в результате сжатия.
В примере 3 испытаний образование покрытия было выполнено с помощью роликов, расположенных на стороне участка 43 образования покрытия ниже по технологическому потоку в направлении транспортирования в камере 42 образования покрытия. Что касается роликов, были использованы ролики двух типов, а именно, охлаждающие ролики A (охлаждающие ролики 45, показанные на фиг. 1) и охлаждающие ролики B (охлаждающие ролики 45, которые являются роликами натяжного устройства, показанными на фиг. 4).
После того как весь лист рулона 11 полностью прошел через производственную установку 1, были получены магнитные свойства стального листа S, подвергнутого образованию покрытия. Результаты показаны ниже в табл. 3 и 4.
Табл. 3
Табл. 4
Как можно видеть в табл. 3 и 4, надлежащие магнитные свойства были отмечены не только в той части стального листа, которая была расположена в наружном участке рулона 11 и, следовательно, обрабатывалась раньше, но также в той части стального листа, которая была расположена во внутреннем участке рулона 11 и, следовательно, обрабатывалась позже.
Сравнительное испытание из примера 3 испытаний
В примере 3 испытаний также описано выполненное сравнительное испытание.
В сравнительном испытании использовали производственную установку (для удобства именуемую «производственной установкой 1'»), выполненную посредством замены входных декомпрессионных камер 22 в производственной установке 1, описанной со ссылкой на фиг. 1 – 3, одноступенчатой камерой и замены выходных декомпрессионных камер 52 в той же установке одноступенчатой камерой. Производственная установка 1' была выполнена таким образом, что она имеет такую же конструкцию, как и конструкция производственной установки 1 за исключением количества входных декомпрессионных камер 22 и выходных декомпрессионных камер 52.
Образование покрытия было выполнено с помощью производственной установки 1' таким же образом, как и в вышеописанных примерах.
Рулон 11 (общая масса: 8 т) текстурированного листа S из электротехнической стали (толщина листа: 0,23 мм), подвергнутый окончательному отжигу, был помещен в производственную установку 1' с последующим выполнением образования покрытия. Скорость технологической линии составляла 30 м/мин. После удаления форстеритового покрытия с помощью механического полирования в полировальном устройстве 13 с поверхности были удалены загрязнения с помощью распыления ионов Ar в камере 32 предварительной обработки. Затем в камере 42 образования покрытия (температура образования покрытия 400°C) было образовано нитридное покрытие с помощью PVD-способа (способа ионного осаждения) в условиях, позволяющих получать толщину покрытия 0,3 мкм. Зазор G между уплотнительными подушками 81 перед прохождением между ними листа рулона 11 составлял 1,5 мм.
Несмотря на то, что образование покрытия было выполнено с использованием производственной установки 1' в условиях, позволяющих получать толщину покрытия 0,3 мкм, как описано выше, толщина покрытия составляла только 0,05 мкм. Далее были измерены внутренние давления в камерах 32 предварительной обработки и камерах 42 образования покрытия в установке 1 для образования покрытия и установке 1' для образования покрытия. В производственной установке 1 измеренное давление составило 3,0 Па. С другой стороны, в производственной установке 1' измеренное давление составило 300 Па, и было установлено, что декомпрессия была недостаточной.
Перечень номеров позиций
1 – производственная установка
11 – рулон
12 – входное петлевое устройство
13 – полировальное устройство
14 – промывочное устройство
15 – сушильное устройство
16 – выходное петлевое устройство
17 – ножницы
18 – рулон после процесса перемещения листа
19 – разматыватель (механизм транспортировки)
20 – моталка (механизм транспортировки)
21 – входное декомпрессионное устройство
22 – входная декомпрессионная камера
22a, 22b, 22c – входная декомпрессионная камера
23 – выпускное отверстие
24 – перегородка
25 – отверстие для прохождения листа
31 – устройство предварительной обработки
32 – камера предварительной обработки
39 - перегородка
40 – отверстие для прохождения листа через перегородку
41 – устройство для образования покрытия
42 – камера для образования покрытия
43 – участок образования покрытия
45 – охлаждающий ролик
51 – выходное декомпрессионное устройство
52 – выходная декомпрессионная камера
52a, 52b, 52c – выходная декомпрессионная камера
53 – выходное отверстие
54 – перегородка
55 – отверстие для прохождения листа
81 – уплотнительная подушка
G – зазор
S – текстурированный лист из электротехнической стали, подвергнутый окончательному отжигу
Изобретение относится к установке для производства текстурированных листов из электротехнической стали. Установка содержит многоступенчатые входные декомпрессионные камеры и многоступенчатые выходные декомпрессионные камеры, которые содержат перегородку, ограничивающую каждую декомпрессионную камеру и имеющую отверстие для прохождения листа, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие, и уплотнительные подушки, расположенные на верхней и нижней сторонах отверстия для прохождения листа в перегородке. В настоящем изобретении выполняется образование пленки в условиях пониженного давления на поверхности текстурированного листа из электротехнической стали, который проходит внутри камеры для образования пленки после окончательного отжига. Технический результат заключается в исключении повреждения текстурированного листа из электротехнической стали после окончательного отжига. 18 з.п. ф-лы, 4 ил., 4 табл., 3 пр.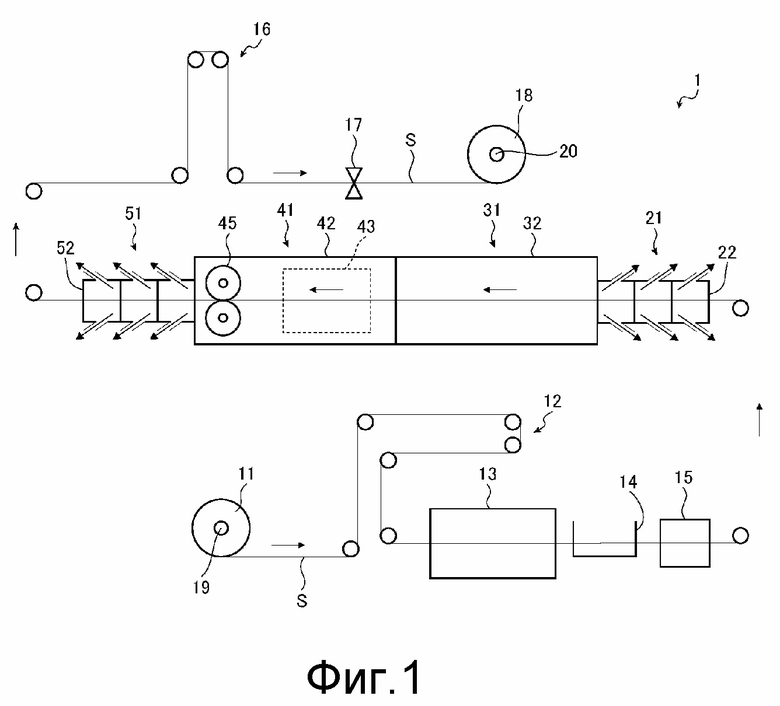
1. Установка для производства текстурированных листов из электротехнической стали, содержащая:
механизм транспортировки, выполненный с возможностью транспортирования текстурированного листа из электротехнической стали, подвергнутого окончательному отжигу;
устройство для образования покрытия, имеющее камеру для образования покрытия, через которую проходит транспортируемый текстурированный лист из электротехнической стали, причем устройство для образования покрытия выполнено с возможностью осуществления выполнения покрытия на поверхности текстурированного листа из электротехнической стали, проходящего через участок образования покрытия в камере для образования покрытия в условиях пониженного давления;
входное декомпрессионное устройство, расположенное на стороне входа камеры для образования покрытия и имеющее многоступенчатые входные декомпрессионные камеры, через которые проходит текстурированный лист из электротехнической стали, еще не подвергнутый образованию покрытия, причем внутреннее давление в многоступенчатых входных декомпрессионных камерах приближается к внутреннему давлению в камере для образования покрытия в направлении камеры для образования покрытия; и
выходное декомпрессионное устройство, расположенное на стороне выхода камеры для образования покрытия и имеющее многоступенчатые выходные декомпрессионные камеры, через которые проходит текстурированный лист из электротехнической стали, подвергнутый образованию покрытия, причем внутреннее давление в многоступенчатых выходных декомпрессионных камерах приближается к атмосферному давлению с увеличением расстояния от камеры для образования покрытия,
при этом многоступенчатые входные декомпрессионные камеры и многоступенчатые выходные декомпрессионные камеры содержат:
перегородку, ограничивающую каждую декомпрессионную камеру и имеющую отверстие для прохождения листа, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие; и
уплотнительные подушки, расположенные на верхней и нижней сторонах отверстия для прохождения листа в перегородке.
2. Установка по п.1, в которой устройство для образования покрытия обеспечивает образование покрытия химическим осаждением из паровой фазы или физическим осаждением из паровой фазы.
3. Установка по п.1 или 2, также содержащая охлаждающие ролики, которые расположены относительно участка образования покрытия ниже по технологическому потоку в направлении транспортирования в камере для образования покрытия и через которые проходит текстурированный лист из электротехнической стали, подвергнутый образованию покрытия.
4. Установка по п.3, в которой охлаждающие ролики являются роликами натяжного устройства.
5. Установка по п.1 или 2, также содержащая полировочное устройство, расположенное относительно камеры для образования покрытия выше по технологическому потоку в направлении транспортирования и выполненное с возможностью полирования поверхности транспортируемого текстурированного листа из электротехнической стали.
6. Установка по п.3, также содержащая полировочное устройство, расположенное относительно камеры для образования покрытия выше по технологическому потоку в направлении транспортирования и выполненное с возможностью полирования поверхности транспортируемого текстурированного листа из электротехнической стали.
7. Установка по п.4, также содержащая полировочное устройство, расположенное относительно камеры для образования покрытия выше по технологическому потоку в направлении транспортирования и выполненное с возможностью полирования поверхности транспортируемого текстурированного листа из электротехнической стали.
8. Установка по п.1 или 2, также содержащая устройство предварительной обработки, имеющее камеру предварительной обработки между многоступенчатыми входными декомпрессионными камерами и камерой для образования покрытия, причем устройство предварительной обработки выполнено с возможностью выполнения предварительной обработки, во время которой удаляют загрязнения с поверхности текстурированного листа из электротехнической стали, который еще не подвергнут образованию покрытия и введен в камеру предварительной обработки.
9. Установка по п.3, также содержащая устройство предварительной обработки, имеющее камеру предварительной обработки между многоступенчатыми входными декомпрессионными камерами и камерой для образования покрытия, причем устройство предварительной обработки выполнено с возможностью выполнения предварительной обработки, во время которой удаляют загрязнения с поверхности текстурированного листа из электротехнической стали, который еще не подвергнут образованию покрытия и введен в камеру предварительной обработки.
10. Установка по п.4, также содержащая устройство предварительной обработки, имеющее камеру предварительной обработки между многоступенчатыми входными декомпрессионными камерами и камерой для образования покрытия, причем устройство предварительной обработки выполнено с возможностью выполнения предварительной обработки, во время которой удаляют загрязнения с поверхности текстурированного листа из электротехнической стали, который еще не подвергнут образованию покрытия и введен в камеру предварительной обработки.
11. Установка по п.5, также содержащая устройство предварительной обработки, имеющее камеру предварительной обработки между многоступенчатыми входными декомпрессионными камерами и камерой для образования покрытия, причем устройство предварительной обработки выполнено с возможностью выполнения предварительной обработки, во время которой удаляют загрязнения с поверхности текстурированного листа из электротехнической стали, который еще не подвергнут образованию покрытия и введен в камеру предварительной обработки.
12. Установка по п.6, также содержащая устройство предварительной обработки, имеющее камеру предварительной обработки между многоступенчатыми входными декомпрессионными камерами и камерой для образования покрытия, причем устройство предварительной обработки выполнено с возможностью выполнения предварительной обработки, во время которой удаляют загрязнения с поверхности текстурированного листа из электротехнической стали, который еще не подвергнут образованию покрытия и введен в камеру предварительной обработки.
13. Установка по п.7, также содержащая устройство предварительной обработки, имеющее камеру предварительной обработки между многоступенчатыми входными декомпрессионными камерами и камерой для образования покрытия, причем устройство предварительной обработки выполнено с возможностью выполнения предварительной обработки, во время которой удаляют загрязнения с поверхности текстурированного листа из электротехнической стали, который еще не подвергнут образованию покрытия и введен в камеру предварительной обработки.
14. Установка по п.8, в которой предусмотрена перегородка для разделения камеры предварительной обработки и камеры для образования покрытия;
при этом перегородка имеет отверстие для прохождения листа через перегородку, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие;
причем на верхней и нижней сторонах отверстия для прохождения листа в перегородке расположены уплотнительные подушки.
15. Установка по п.9, в которой предусмотрена перегородка для разделения камеры предварительной обработки и камеры для образования покрытия;
при этом перегородка имеет отверстие для прохождения листа через перегородку, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие;
причем на верхней и нижней сторонах отверстия для прохождения листа в перегородке расположены уплотнительные подушки.
16. Установка по п.10, в которой предусмотрена перегородка для разделения камеры предварительной обработки и камеры для образования покрытия;
при этом перегородка имеет отверстие для прохождения листа через перегородку, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие;
причем на верхней и нижней сторонах отверстия для прохождения листа в перегородке расположены уплотнительные подушки.
17. Установка по п.11, в которой предусмотрена перегородка для разделения камеры предварительной обработки и камеры для образования покрытия;
при этом перегородка имеет отверстие для прохождения листа через перегородку, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие;
причем на верхней и нижней сторонах отверстия для прохождения листа в перегородке расположены уплотнительные подушки.
18. Установка по п.12, в которой предусмотрена перегородка для разделения камеры предварительной обработки и камеры для образования покрытия;
при этом перегородка имеет отверстие для прохождения листа через перегородку, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие;
причем на верхней и нижней сторонах отверстия для прохождения листа в перегородке расположены уплотнительные подушки.
19. Установка по п.13, в которой предусмотрена перегородка для разделения камеры предварительной обработки и камеры для образования покрытия;
при этом перегородка имеет отверстие для прохождения листа через перегородку, форма которого позволяет текстурированному листу из электротехнической стали свободно проходить через указанное отверстие;
причем на верхней и нижней сторонах отверстия для прохождения листа в перегородке расположены уплотнительные подушки.
| JPS6465259 A, 10.03.1989 | |||
| JPS6269505 A, 30.03.1987 | |||
| JPS6240367 A, 21.02.1987 | |||
| ШЛЮЗОВОЕ УСТРОЙСТВО для ВАКУУМНЫХ УСТАНОВОК | 0 |
|
SU337447A1 |
| Шлюзовое устройство для вакуумных установок | 1973 |
|
SU451753A1 |
| ШЛЮЗ ДЛЯ ПОЛОСЫ | 2007 |
|
RU2395332C1 |
| Аппарат для вакуумных покрытий | 1958 |
|
SU117269A1 |

