Область техники, к которой относится изобретение
Настоящее изобретение касается устройства замены мишени и установки для обработки поверхности.
Уровень техники
Текстурированные листы электротехнической стали представляют собой мягкие магнитные материалы, используемые в качестве материалов для железных сердечников трансформаторов, генераторов и подобного. Текстурированные листы электротехнической стали обладают кристаллической структурой, в которой текстура <001>, то есть ось легкого намагничивания железа, очень точно выровнена в направлении проката листа стали. Упомянутую выше текстуру формируют с помощью окончательного отжига из процесса изготовления текстурированного листа электротехнической стали, причем окончательный отжиг позволяет кристаллическому зерну с текстурой {110}<001>, называемой текстурой Госса, предпочтительно расти до огромного размера. Текстурированные листы электротехнической стали, как продукты, должны обладать такими магнитными свойствами, как высокая плотность магнитного потока и низкие потери в сердечнике.
Магнитные свойства текстурированного листа электротехнической стали улучшаются благодаря приложению к поверхности листа стали растягивающего усилия (натяжения). В качестве обычной технологии приложения растягивающего усилия к листу стали, обычно может быть использована технология, при которой на поверхности листа стали формируют форстеритовое покрытие, толщиной примерно 2 мкм, а другое покрытие, которое обладает толщиной, составляющей примерно 2 мкм, и которое состоит из фосфата кремния, формируют на форстеритовом покрытии. Покрытие из фосфата кремния, обладающее более низким коэффициентом теплового расширения по сравнению со стальным листом, получают при высокой температуре и охлаждают до комнатной температуры, при этом растягивающее усилие прикладывают к листу стали с использованием разницы в коэффициентах теплового расширения листа стали и покрытия из фосфата кремния. Это покрытие из фосфата кремния также действует в качестве изолирующего покрытия, которое необходимо для текстурированного листа электротехнической стали. Благодаря изоляции, в листе стали не формируются локальные вихревые токи.
Поверхность текстурированного листа электротехнической стали, которая прошла окончательный отжиг, делают гладкой с помощью химической или электролитической полировки и далее прикладывают растягивающее усилие с помощью покрытия, расположенного на листе стали, тем самым могут быть существенно уменьшены потери в сердечнике.
Между тем, форстеритовое покрытие между листом стали и покрытием из фосфата кремния сцепляется с листом стали, благодаря эффекту якоря. Следовательно, неизбежно ухудшается гладкость поверхности листа стали. Далее, сцепление фосфата кремния и металла настолько слабо, что покрытие из фосфата кремния не может быть выполнено непосредственно на зеркально отполированной поверхности листа стали. Таким образом, в структуре покрытия обычного текстурированного листа электротехнической стали (лист стали/форстеритовое покрытие/покрытие из фосфата кремния), поверхность листа стали не может быть разглаженной.
Поэтому описана технология, в которой для поддержания гладкости поверхности листа стали и также для приложения к листу стали большого растягивающего усилия, на листе стали с помощью способа CVD и способа PVD (смотри документы 1 и 2, которые относятся к патентной литературе) выполнено керамическое покрытие, состоящее, например, из TiN.
Список цитируемой литературы
Патентная литература
Документ 1, который относится к патентной литературе: JP 01-176034 A
Документ 2, который относится к патентной литературе: JP 62-040368 A
Раскрытие сущности изобретения
Технические задачи
Когда материал, поверхность которого подлежит обработке, например, текстурированный лист электротехнической стали, не содержащий форстеритового покрытия, подвергается обработке поверхности, такой как формирование покрытия с помощью способа PVD с использованием мишени для распыления, указанная мишень расположена в пространстве пониженного давления в камере и используется в условиях высокой температуры. Когда мишень расходуется в ходе обработки поверхности, ее заменяют.
При этом необходимо полностью выпустить газообразную среду внутри камеры в воздух и охладить внутреннее пространство камеры каждый раз при замене мишени. Указанное порождает плохую производительность.
В частности, в случае, когда обработку поверхности с использованием мишени осуществляют непрерывно для материала, поверхность которого подлежит обработке и который перемещают, работу установки для обработки поверхности нужно останавливать каждый раз при замене мишени, и указанное приводит, например, к низкому коэффициенту загрузки установки для обработки поверхности.
Когда обработку поверхности осуществляют с помощью способа, который заключается в ионном осаждении и который является одним из способов PVD, на задней стороне мишени (на стороне, противоположной стороне, которая находится ближе к материалу, подлежащему обработке поверхности) располагают магнит для индукции плазмы. Следовательно, не может быть использована большая мишень и используют сравнительно малую мишень. Соответственно, мишень быстрее расходуется, так что мишень нужно чаще менять.
Настоящее изобретение было предложено с учетом сказанного выше и цель настоящего изобретения заключается в том, чтобы предложить устройство замены мишени, которое позволяет легко заменять мишень, используемую в способе PVD, а также установку для обработки поверхности, в которой используется упомянутое устройство.
Решение задачи
Авторы настоящего изобретения выполнили тщательное исследование и в результате обнаружили, что тогда, когда применяется описанная ниже структура, достигается указанная выше цель. Таким образом, было осуществлено изобретение.
Более конкретно, в настоящем изобретении предложены следующие пункты от [1] до [21].
[1] Устройство замены мишени для использования при замене мишени для распыления для распыления, при этом мишень для распыления используют для осуществления обработки поверхности с помощью способа физического осаждения из газовой фазы для материала, поверхность которого подлежит обработке и который расположен в пространстве пониженного давления камеры, указанное устройство замены мишени содержит:
участок удержания мишени, который выполнен с возможностью удержания мишени для распыления;
механизм крепления и отделения, который используют для крепления, с возможностью отделения, участка удержания мишени к камере в положении, когда мишень для распыления направлена к материалу, поверхность которого подлежит обработке и который находится в пространстве пониженного давления; и
изолирующий механизм, который выполнен с возможностью изолирования участка удержания мишени, прикрепленного к камере, от пространства пониженного давления, при этом изолирующий механизм может быть открыт и закрыт.
[2] Устройство замены мишени, соответствующее приведенному выше пункту [1],
при этом материал, поверхность которого подлежит обработке, перемещают через пространство пониженного давления и его поверхность непрерывно подвергают обработке с использованием мишени для распыления.
[3] Устройство замены мишени, соответствующее приведенному выше пункту [2],
в котором механизм крепления и отделения является механизмом, который используют для расположения множества участков удержания мишени параллельно, вдоль направления перемещения материала, поверхность которого подлежит обработке, и для отдельного крепления участков удержания мишени к камере с возможностью отделения, и
в котором изолирующий механизм является механизмом, который выполнен с возможностью отдельного изолирования участков из множества участков удержания мишени, которые расположены параллельно вдоль направления перемещения, от пространства пониженного давления, при этом изолирующий механизм может быть открыт и закрыт.
[4] Устройство замены мишени, соответствующее любому из приведенных выше пунктов [2] или [3],
в котором участок удержания мишени удерживает множество мишеней для распыления, так что мишени для распыления из указанного множества мишеней выровнены в направлении, которое перпендикулярно направлению перемещения материала, поверхность которого подлежит обработке.
[5] Устройство замены мишени, соответствующее приведенному выше пункту [4],
в котором мишени для распыления из множества мишеней расположены линейно вдоль направления перемещения материала, поверхность которого подлежит обработке.
[6] Устройство замены мишени, соответствующее приведенному выше пункту [4],
в котором мишени для распыления из множества мишеней расположены в шахматном порядке вдоль направления перемещения материала, поверхность которого подлежит обработке.
[7] Устройство замены мишени, соответствующее любому из приведенных выше пунктов [2] - [6],
в котором материал, поверхность которого подлежит обработке, перемещают в продольном направлении.
[8] Устройство замены мишени, соответствующее любому из приведенных выше пунктов [2] - [7],
при этом устройство замены мишени расположено на любой стороне от материала, поверхность которого подлежит обработке и который перемещают.
[9] Устройство замены мишени, соответствующее любому из приведенных выше пунктов [1] - [8], дополнительно содержащее клапан, используемый для открывания для воздуха участка удержания мишени, изолированного от пространства пониженного давления.
[10] Устройство замены мишени, соответствующее любому из приведенных выше пунктов [1] - [9],
в котором материал, поверхность которого подлежит обработке, является металлической полосой.
[11] Устройство замены мишени, соответствующее любому из приведенных выше пунктов [1] - [10],
в котором материал, поверхность которого подлежит обработке, является текстурированным листом электротехнической стали, который не содержит форстеритового покрытия.
[12] Установка для обработки поверхности, которая выполнена с возможностью непрерывного осуществления обработки поверхности, с использованием способа физического осаждения из газовой фазы с использованием мишени для распыления, для материала, поверхность которого подлежит обработке и который перемещают, указанная установка для обработки поверхности содержит:
камеру, в которой предусмотрено пространство пониженного давления, материал, поверхность которого подлежит обработке, перемещают через указанное пространство пониженного давления;
участок удержания мишени, который выполнен с возможностью удержания мишени для распыления;
механизм крепления и отделения, который используют для крепления, с возможностью отделения, участка удержания мишени к камере в положении, когда мишень для распыления направлена к материалу, поверхность которого подлежит обработке и который перемещают через пространство пониженного давления; и
изолирующий механизм, который выполнен с возможностью изолирования участка удержания мишени, прикрепленного к камере, от пространства пониженного давления, при этом изолирующий механизм может быть открыт и закрыт.
[13] Устройство замены мишени, соответствующее приведенному выше пункту [12],
в котором механизм крепления и отделения является механизмом, который используют для расположения множества участков удержания мишени параллельно, вдоль направления перемещения материала, поверхность которого подлежит обработке, и для отдельного крепления участков удержания мишени к камере с возможностью отделения, и
в котором изолирующий механизм является механизмом, который выполнен с возможностью отдельного изолирования участков из множества участков удержания мишени, которые расположены параллельно вдоль направления перемещения, от пространства пониженного давления, при этом изолирующий механизм может быть открыт и закрыт.
[14] Установка для обработки поверхности, соответствующая любому из приведенных выше пунктов [12] или [13],
в которой участок удержания мишени удерживает множество мишеней для распыления, так что мишени для распыления из указанного множества мишеней выровнены в направлении, которое перпендикулярно направлению перемещения материала, поверхность которого подлежит обработке.
[15] Установка для обработки поверхности, соответствующая приведенному выше пункту [14],
в которой мишени для распыления из множества мишеней расположены линейно вдоль направления перемещения материала, поверхность которого подлежит обработке.
[16] Установка для обработки поверхности, соответствующая приведенному выше пункту [14],
в которой мишени для распыления из множества мишеней расположены в шахматном порядке вдоль направления перемещения материала, поверхность которого подлежит обработке.
[17] Установка для обработки поверхности, соответствующее любому из приведенных выше пунктов [12] - [16],
в которой материал, поверхность которого подлежит обработке, перемещают в продольном направлении.
[18] Установка для обработки поверхности, соответствующее любому из приведенных выше пунктов [12] - [17],
в которой механизм крепления и отделения и изолирующий механизм расположены на любой стороне от материала, поверхность которого подлежит обработке и который перемещают.
[19] Установка для обработки поверхности, соответствующее любому из приведенных выше пунктов [12] - [18], дополнительно содержащая клапан, используемый для открывания для воздуха участка удержания мишени, изолированного от пространства пониженного давления.
[20] Установка для обработки поверхности, соответствующее любому из приведенных выше пунктов [12] - [19],
в которой материал, поверхность которого подлежит обработке, является металлической полосой.
[21] Установка для обработки поверхности, соответствующее любому из приведенных выше пунктов [12] - [20],
в которой материал, поверхность которого подлежит обработке, является текстурированным листом электротехнической стали, который не содержит форстеритового покрытия.
Полезные свойства изобретения
Настоящее изобретение позволяет предложить устройство замены мишени, которое позволяет легко заменять мишень, используемую в способе PVD, а также установку для обработки поверхности, в которой используется упомянутое устройство.
Краткое описание чертежей
фиг. 1 - вид, показывающий поперечное сечение устройства замены мишени, при этом поперечное сечение взято вдоль камеры;
фиг. 2 - вид в перспективе с пространственным разделением деталей, показывающий участок удержания мишени;
фиг. 3 - вид в перспективе, показывающий механизм крепления и отделения;
фиг. 4 - вид в перспективе, показывающий состояние, в котором участок удержания мишени вставляют в канавки с рельсами;
фиг. 5 - вид в перспективе, показывающий изолирующий механизм;
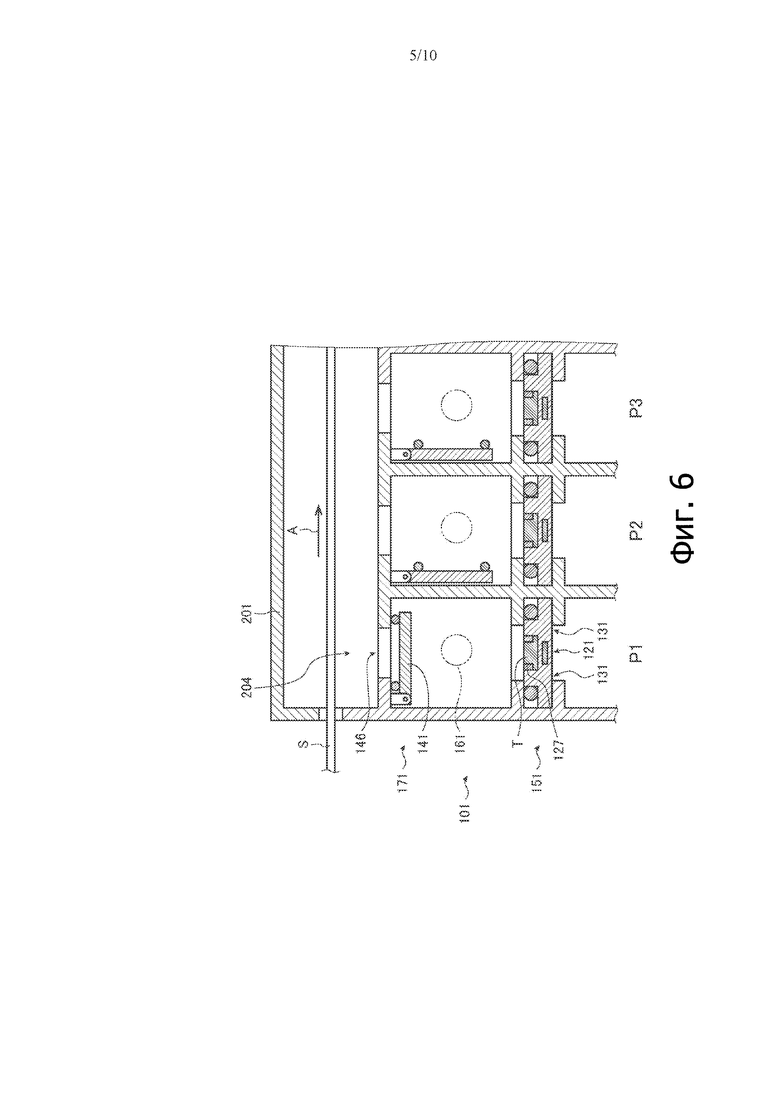
фиг. 6 - вид, показывающий поперечное сечение, иллюстрирующее состояние, в котором пластина затвора, находящаяся в положении Р1, закрывает отверстие;
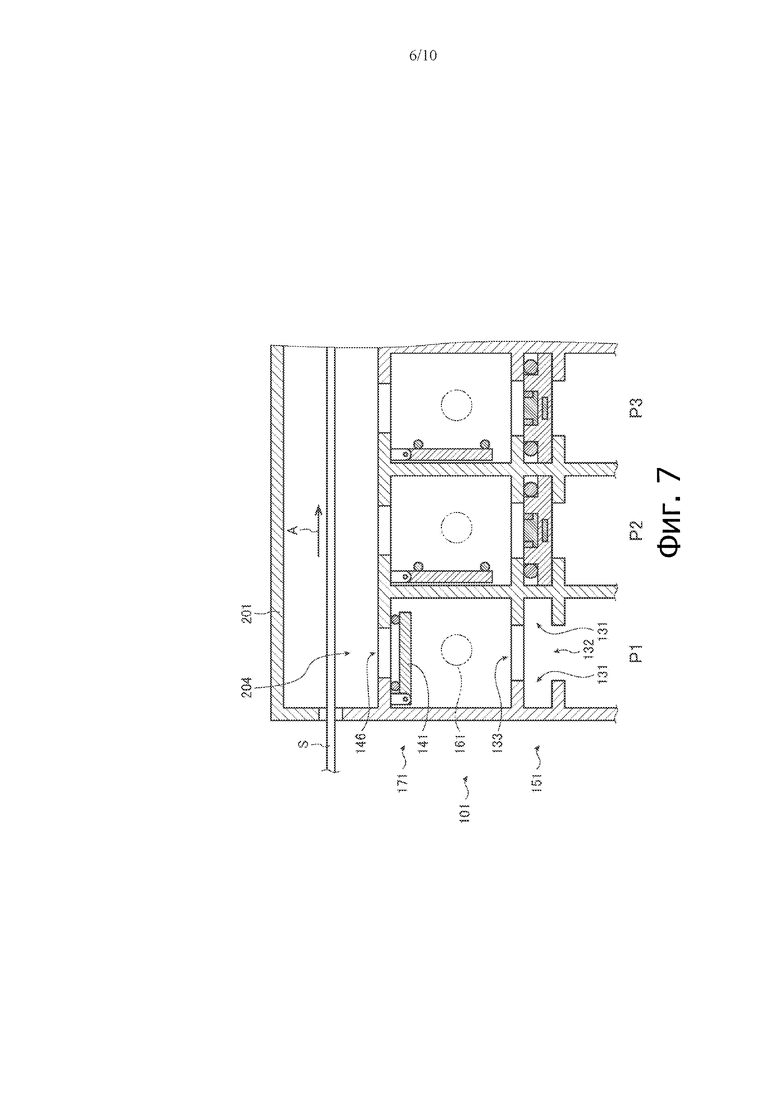
фиг. 7 - вид, показывающий поперечное сечение, иллюстрирующее состояние, в котором был вытянут участок удержания мишени, который находился в положении Р1;
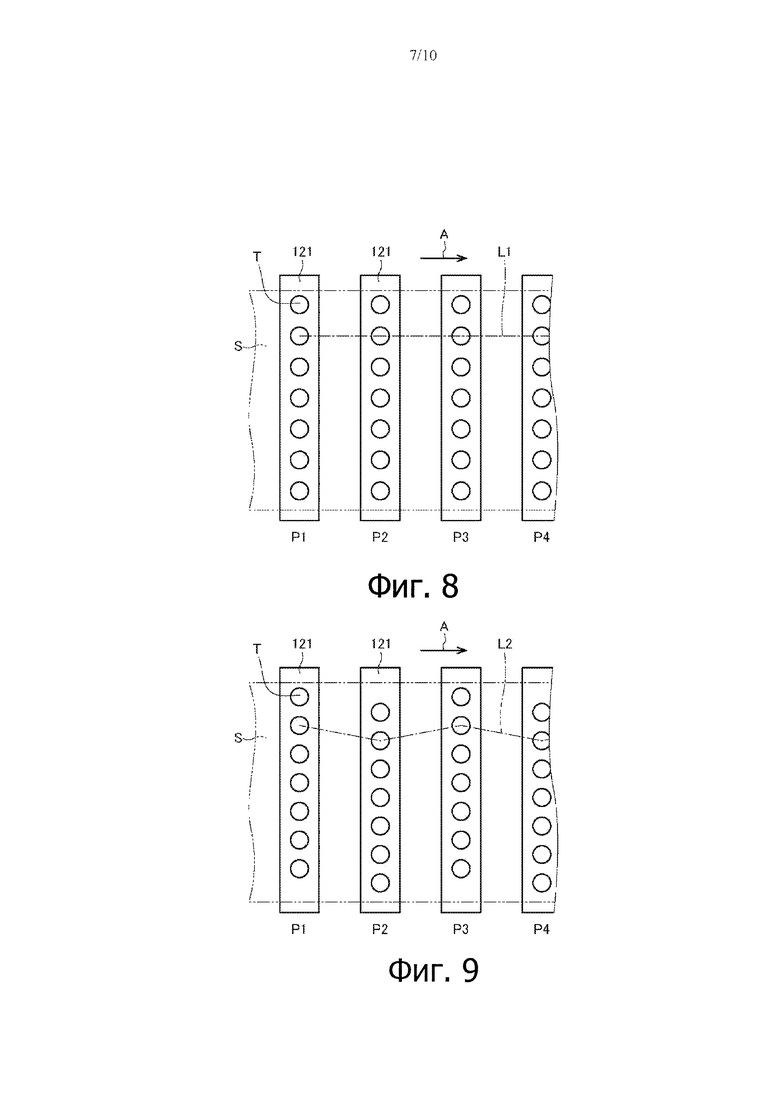
фиг. 8 - вид, схематично показывающий расположение мишеней;
фиг. 9 - вид, схематично показывающий другое расположение мишеней;
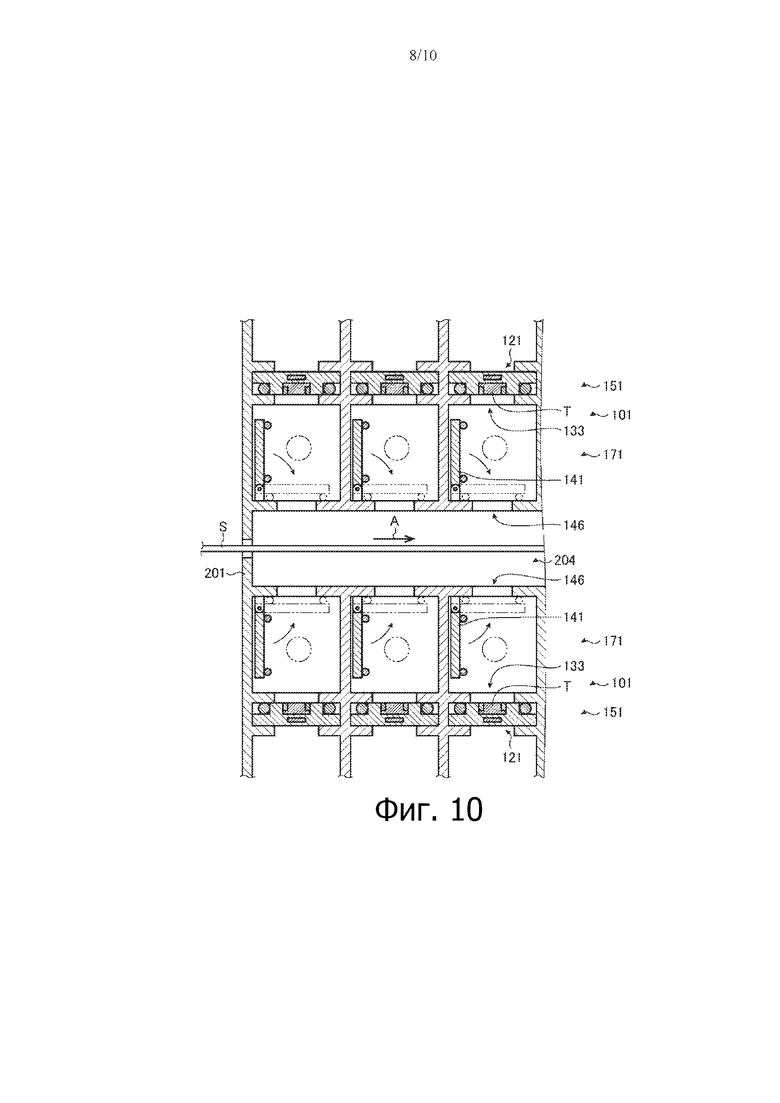
фиг. 10 - вид, показывающий поперечное сечение, иллюстрирующее состояние, в котором устройства замены мишени расположены по обе стороны от материала, поверхность которого подлежит обработке и который перемещают;
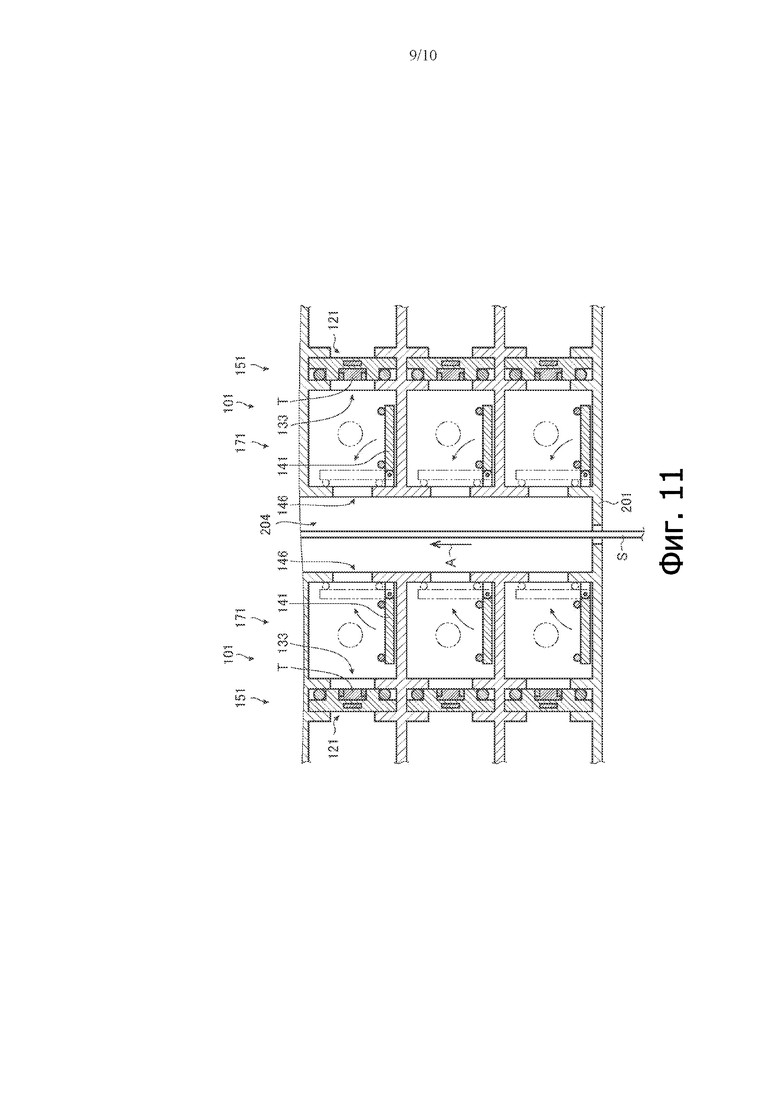
фиг. 11 - вид, показывающий поперечное сечение, иллюстрирующее состояние, в котором устройства замены мишени расположены по обе стороны от материала, поверхность которого подлежит обработке и который перемещают в продольном направлении;
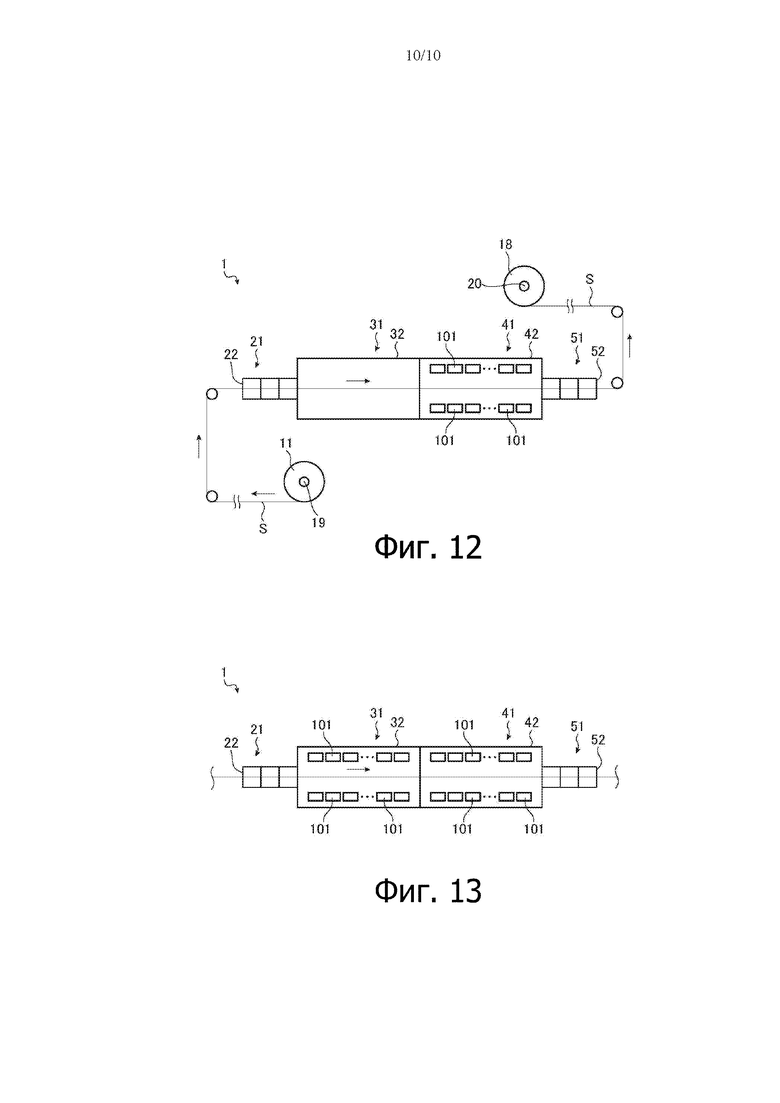
фиг. 12 - вид, схематично показывающий установку для обработки поверхности;
фиг. 13 - вид, схематично показывающий установку для обработки поверхности, в котором устройства замены мишени расположены в камере предварительной обработки.
Осуществление изобретения
Далее со ссылками на чертежи будут описаны варианты осуществления настоящего изобретения. Тем не менее, настоящее изобретение не должно рассматриваться как ограниченное приведенным ниже вариантом осуществления изобретения. На фиг., на которые ссылаются ниже, некоторые части элементов вырезаны и не показаны.
[Устройство замены мишени]
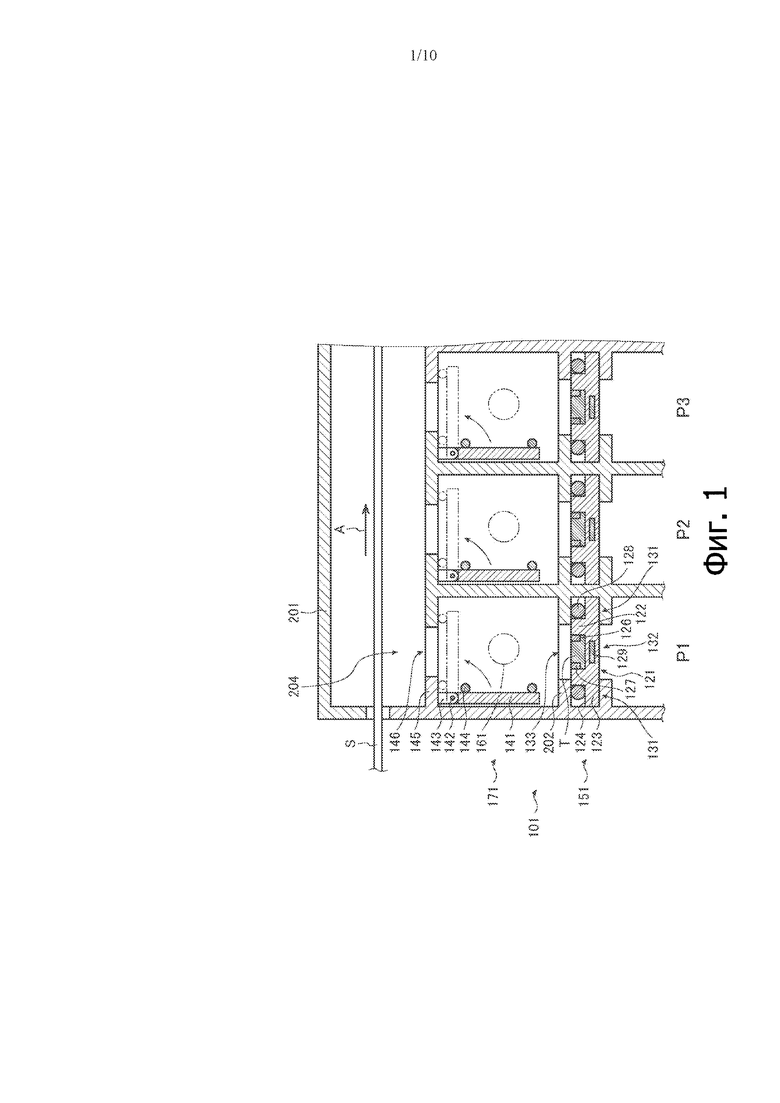
На фиг. 1 показано поперечное сечение, иллюстрирующее устройство 101 замены мишени, при этом поперечное сечение взято вдоль камеры 201.
Воздух откачивают из камеры 201 через выпускной канал (не показан) с целью образования пространства 204 пониженного давления. Материал S, поверхность которого подлежит обработке, перемещают через пространство 204 пониженного давления камеры 201 в направлении А стрелки (также называемое направление перемещения). Когда материал S, поверхность которого подлежит обработке, представляет собой полосу металлического проката, материал S, поверхность которого подлежит обработке, перемещают в направлении проката, при этом подробности указанного металла S будут описаны ниже.
В пространстве 204 пониженного давления, для материала S, поверхность которого подлежит обработке и который перемещают, непрерывно осуществляют обработку поверхности, такую как формирование покрытия, с помощью способа PVD с использованием мишеней Т. Для обработки поверхности осуществляют распыление или дуговой разряд, при этом мишени Т расположены в пространстве 204 пониженного давления. При обработке поверхности каждую мишень Т нагревают с помощью нагревателя (не показан).
Как показано на фиг. 1, устройство 101 замены мишени содержит участки 121 удержания мишени, которые удерживают мишени Т, и также содержит механизм 151 крепления и отделения и изолирующий механизм 171.
Механизм 151 крепления и отделения используют для расположения множества участков 121 удержания мишени параллельно, вдоль направления перемещения материала S, поверхность которого подлежит обработке, и для отдельного крепления участков 121 удержания мишени к камере 201 с возможностью отделения. Мишени Т, удерживаемые с помощью участков 121 удержания мишени, располагают с помощью механизма 151 крепления и отделения так, чтобы они были направлены к материалу S, поверхность которого подлежит обработке и который перемещают через пространство 204 пониженного давления.
Изолирующий механизм 171 выполнен с возможностью изолирования каждого участка 121 удержания мишени, прикрепленного к камере 201, от пространства 204 пониженного давления, при этом изолирующий механизм может быть открыт и закрыт. Более конкретно, изолирующий механизм 171 выполнен с возможностью отдельного изолирования множества участков 121 удержания мишени, которые расположены параллельно вдоль направления перемещения материала S, поверхность которого подлежит обработке, от пространства 204 пониженного давления, при этом изолирующий механизм может быть открыт и закрыт.
Далее со ссылками на фиг. 2 - 5 будут подробно описаны соответствующие участки (участок 121 удержания мишени, механизм 151 крепления и отделения и изолирующий механизм 171) устройства 101 замены мишени.
Участок 121 удержания мишени описан со ссылкой на фиг. 2. Также будем ссылаться на фиг. 1.
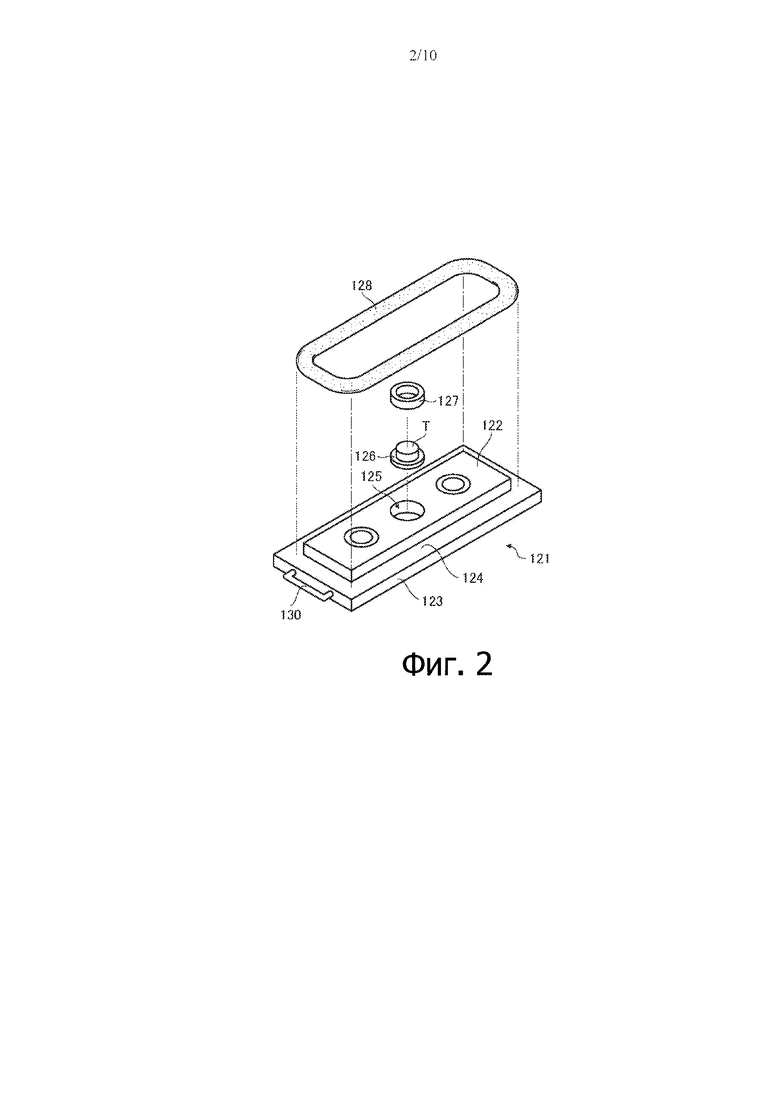
На фиг. 2 показан вид в перспективе с пространственным разделением деталей, иллюстрирующий участок 121 удержания мишени. Участок 121 удержания мишени содержит основной элемент 122 участка удержания в виде листа, который вытянут в одном направлении. Основной элемент 122 участка удержания содержит выступающий участок 123, который выступает по периметру. Выступающий участок 123 образует выступающую поверхность 124. Выступающий участок 123 на одной своей краевой поверхности снабжен участком 130 захвата.
Как показано на фиг. 2, выемки 125 цилиндрической формы предусмотрены в основном элементе 122 участка удержания на одной стороне поверхности (сторона верхней поверхности на фиг. 2). Мишени Т располагают в выемках 125. Форма мишени Т не ограничивается и предпочтительно, чтобы мишень Т обладала круглой формой для обеспечения свободы обращения с ней и эффективности использования исходного материала. В этом варианте осуществления изобретения мишень Т обладает формой цилиндра и обладает краевым участком 126. Далее, кольцеобразный элемент 127 вставляют в выемку 125 с целью крепления краевого участка 126 мишени Т, расположенной в выемке 125. Кольцеобразный элемент 127 с возможностью отсоединения прикрепляют в выемке 125 с помощью известного способа. Мишень Т удерживается в участке 121 удержания мишени указанным способом.
Как показано на фиг. 2, уплотняющий элемент 128, такой как О-образное кольцо, располагают на выступающей поверхности 124 выступающего участка 123. Предпочтительно, чтобы уплотняющий элемент 128 приклеивали к выступающей поверхности 124.
Хотя это не показано на фиг. 2, магнит 129 (смотри фиг. 1) встроен в основной элемент 122 участка удержания для перекрывания соответствующей мишени Т, расположенной в выемке 125. Магнит 129, например, является известным магнитом, используемым в способе, который заключается в ионном осаждении и который является одним из способов PVD.
Далее со ссылками на фиг. 3 - 4 будет описан механизм 151 крепления и отделения. Также будем ссылаться на фиг. 1.
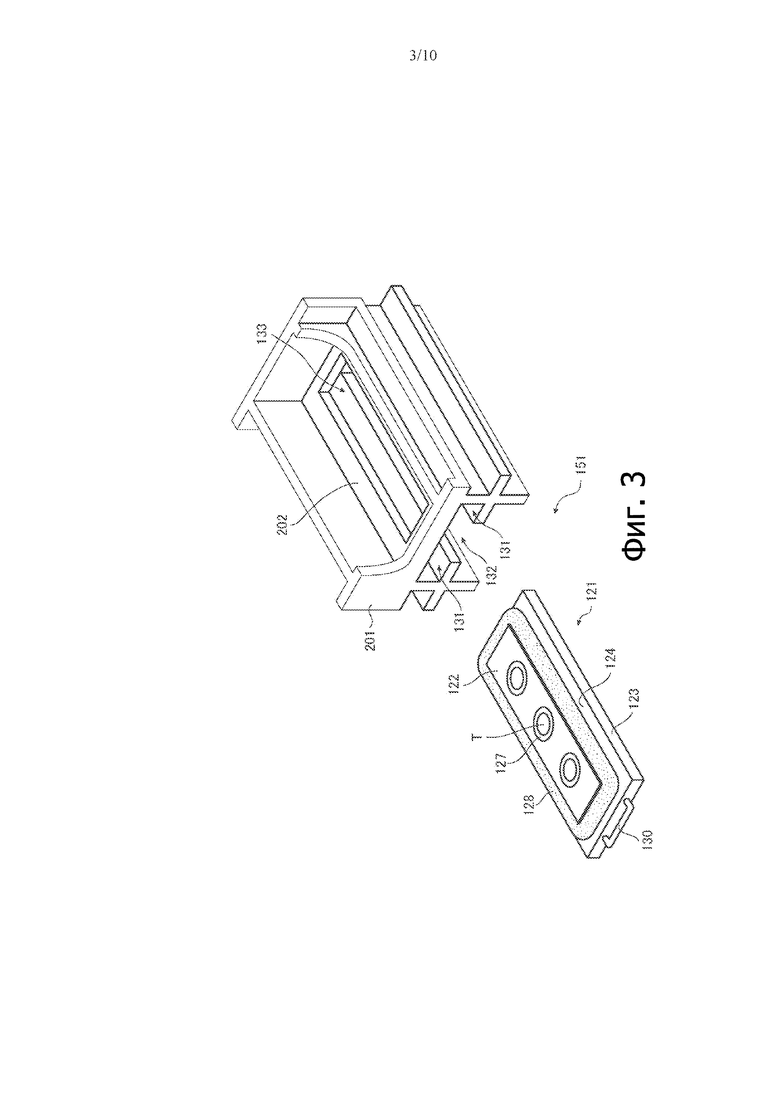
На фиг. 3 показан вид в перспективе, иллюстрирующий механизм 151 крепления и отделения. Канавки 131 с рельсами выполнены в элементе 202 камеры, который входит в состав камеры 201. Канавки 131 с рельсами предусмотрены на одной стороне поверхности от материала S, поверхность которого подлежит обработке (под материалом S, поверхность которого подлежит обработке и который показан на фиг. 1) (не показан на фиг. 3) и который перемещают через камеру 201, продолжаясь в направлении ширины материала S, поверхность которого подлежит обработке. Две канавки 131 с рельсами направлены друг к другу через промежуток 132. Выступающий участок 123 участка 121 удержания мишени и уплотняющий элемент 128 вставляют в две канавки 131 с рельсами. Следовательно, на фиг. 3 показан вид в перспективе, иллюстрирующий состояние до вставки участка 121 удержания мишени в канавки 131 с рельсами.
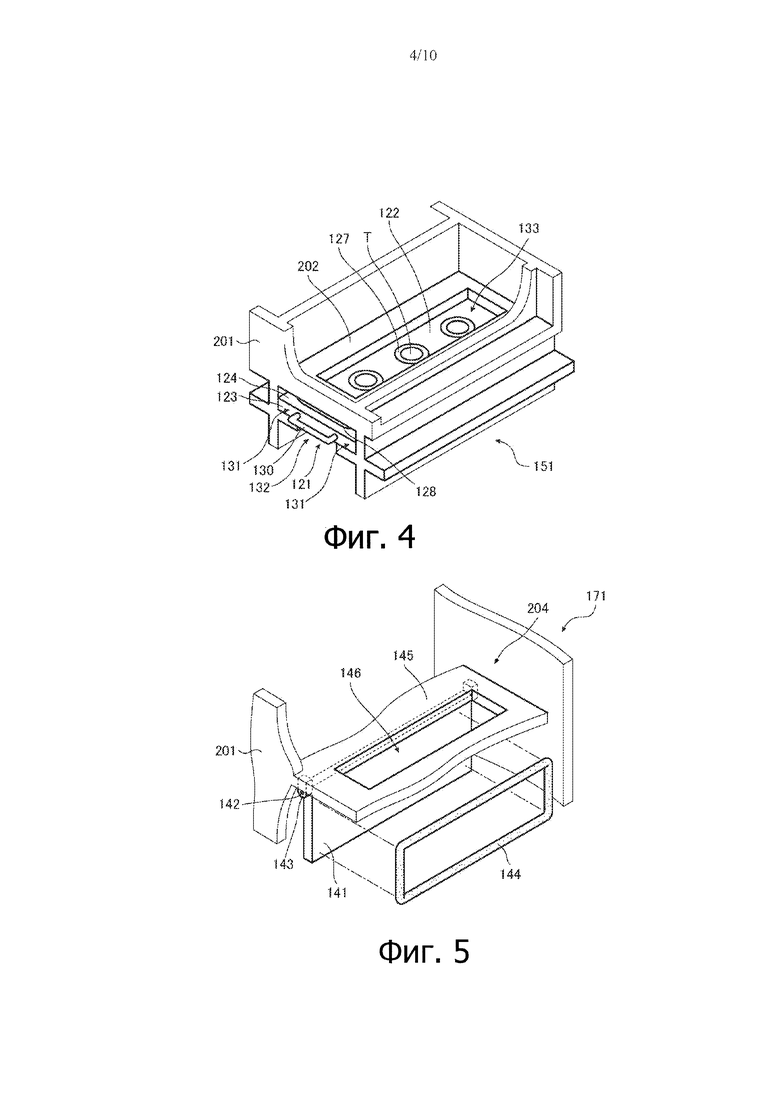
На фиг. 4 показан вид в перспективе, иллюстрирующий состояние, когда участок 121 удержания мишени вставлен в канавки 131 с рельсами. Ширина (расстояние в вертикальном направлении на фиг. 4) канавки 131 с рельсом уже (меньше) общей толщины выступающего участка 123 и уплотняющего элемента 128. Соответственно, когда участок 121 удержания мишени вставлен в канавки 131 с рельсами, уплотняющий элемент 128 плотно контактирует с элементом 202 камеры. Таким образом, пространство 204 пониженного давления камеры 201 герметично.
Как показано на фиг. 4, в состоянии, когда участок 121 удержания мишени вставлен в канавки 131 с рельсами, мишени Т открыты со стороны отверстия 133, выполненного в элементе 202 камеры. Таким образом, мишени Т, удерживаемые с помощью участка 121 удержания мишени, и материал S, поверхность которого подлежит обработке и который перемещают через камеру 201, размещены напротив друг друга (также смотри фиг. 1).
Участок 121 удержания мишени, вставленный в канавки 131 с рельсами, можно вытянуть из канавок 131 с рельсами и отделить от камеры 201, что делают, например, путем удержания участка 130 захвата и вытягивания участка 121 удержания мишени.
Таким образом, элемент 202 камеры, канавки 131 с рельсами, отверстие 133, выступающий участок 123, уплотняющий элемент 128 и другие компоненты образуют механизм 151 крепления и отделения, который используют для крепления с возможностью отсоединения участка или участков 121 удержания мишени к камере 201.
Механизм 151 крепления и отделения не ограничен вариантом осуществления изобретения, который описан со ссылками на фиг. 3 и 4.
Например, участок 121 удержания мишени не ограничен участком, который вытягивают (вставляют) в направлении ширины материала S, поверхность которого подлежит обработке, и участок 121 удержания мишени может быть участком, отделяемым в направлении от материала S, поверхность которого подлежит обработке (в направлении вниз на фиг. 1).
Далее со ссылками на фиг. 5 будет описан изолирующий механизм 171. Также будем ссылаться на фиг. 1.
На фиг. 5 показан вид в перспективе, иллюстрирующий изолирующий механизм 171. Отверстие 146 выполнено с использованием элемента 145 камеры в положении, которое находится между материалом S, поверхность которого подлежит обработке и который перемещают через камеру 201, и механизмом 151 крепления и отделения. Отверстие 146 обычно остается открытым. Соответственно, материал S, поверхность которого подлежит обработке и которые перемещают, и мишени Т непосредственно направлены друг к другу (смотри на фиг. 1).
Пластина 141 затвора расположена на элементе 145 камеры на стороне, которая ближе к механизму 151 крепления и отделения. Пластина 141 затвора поворачивается относительно вала 142 с помощью электричества. Вал 142 с возможностью поворота удерживается с помощью участка 143 удержания вала, который прикреплен к элементу 145 камеры. Осевое направление вала 142 представляет собой направление ширины материала S, поверхность которого подлежит обработке.
Как показано на фиг. 5, уплотняющий элемент 144, такой как О-образное кольцо, расположен на одной стороне поверхности (стороне для закрывания отверстия 146) пластины 141 затвора. Предпочтительно, чтобы уплотняющий элемент 144 был приклеен к пластине 141 затвора.
Пластину 141 затвора поворачивают для закрывания отверстия 146 с помощью электричества, при этом уплотняющий элемент 144 плотно контактирует с элементом 145 камеры. Таким образом, участок 121 удержания мишени, прикрепленный к камере 201, изолируют от пространства 204 пониженного давления. Пластину 141 затвора, которая закрывает отверстие 146, поворачивают для открывания отверстия 146 с помощью электричества.
Таким образом, пластина 141 затвора, вал 142, участок 143 удержания вала, уплотняющий элемент 144, элемент 145 камеры, отверстие 146 и другие компоненты образуют изолирующий механизм 171.
Изолирующий механизм 171 не ограничен вариантом осуществления изобретения, который описан со ссылками на фиг. 5.
Например, пластина 141 затвора не ограничена пластиной, которую поворачивают относительно вала 142, и она может быть пластиной, вытягиваемой (вставляемой) в направлении ширины материала S, поверхность которого подлежит обработке.
Далее, как показано на фиг. 1, клапан 161 предусмотрен между отверстием 146 и участком 121 удержания мишени, который вставлен в канавки 131 с рельсами. Клапан 161 расположен снаружи камеры 201 и соединен с внутренним пространством камеры 201. Когда клапан 161 открыт, пространства снаружи и внутри камеры 201 сообщаются друг с другом.
Когда пластина 141 затвора закрывает отверстие 146 с целью изоляции участка 121 удержания мишени от пространства 204 пониженного давления, то, когда клапан 161 открыт, участок 121 удержания мишени открыт для воздуха.
В такой конфигурации, как описана выше, все пластины 141 затвора обычно открыты и не закрывают отверстия 146, как показано на фиг. 1. Кроме того, участки 121 удержания мишени вставлены во все пары канавок 131 с рельсами. В это время, так как уплотняющие элементы 128 участков 121 удержания мишени образуют плотный контакт с элементом 202 камеры, пространство 204 пониженного давления герметично.
Материал S, поверхность которого подлежит обработке, перемещают через пространство 204 пониженного давления в описанном выше состоянии. Обработку поверхности материала S, поверхность которого подлежит обработке и который перемещают, осуществляют непрерывно с использованием мишеней Т. Мишени Т всех участков 121 удержания мишени используют для обработки поверхности материала S, поверхность которого подлежит обработке.
Далее со ссылками на фиг. 6 и 7 описан случай, когда заменяют мишень Т, находящуюся в положении Р1, на самой первой по ходу стороне в направлении перемещения материала S, поверхность которого подлежит обработке.
Момент времени, когда нужно заменить мишень Т, обычно является моментом времени, когда израсходовалась мишень Т, используемая для обработки поверхности. Такой момент времени может быть определен экспериментально или путем измерения уменьшения с течением времени массы мишени Т, осуществляемое с использованием известного механизма (не показан) и при котором результат измерения используют как основу для определения.
На фиг. 6 показано поперечное сечение, иллюстрирующее состояние, в котором пластина 141 затвора, находящаяся в положении Р1, закрывает отверстие 146. Сначала останавливают нагревание мишени Т, которая находится в положении Р1, где осуществляют замену. Далее, как показано на фиг. 6, пластину 141 затвора, которая находится в положении Р1, поворачивают с целью закрывания отверстия 146, тем самым участок 121 удержания мишени в положении Р1 изолируют от пространства 204 пониженного давления. Далее, открывают клапан 161, находящийся в положении Р1, при этом мишень Т участка 121 удержания мишени, которая находится в положении Р1, открыта для воздуха и охлаждается. В это время на пластину 141 затвора, которая закрывает отверстие 146, давит атмосферное давление, что приводит к увеличению герметичности уплотнения.
На фиг. 7 показан вид в перспективе, иллюстрирующий состояние, в котором был вытянут участок 121 удержания мишени, который находился в положении Р1. Далее, когда пластина 141 затвора, которая находится в положении Р1, закрывает отверстие 146, участок 121 удержания мишени, который находится в положении Р1, вытянут, как показано на фиг. 7. В это время участок 130 захвата могут удерживать с целью вытягивания участка 121 удержания мишени вдоль канавок 131 с рельсами.
В вытянутом таким образом участке 121 удержания мишени, извлекают кольцеобразный элемент 127 и мишень Т, которая израсходовалась, вынимают из выемки 125. Далее, новую мишень Т размещают в выемке 125, после чего устанавливают кольцеобразный элемент 127. Таким образом, новая мишень Т удерживается в участке 121 удержания мишени.
Участок 121 удержания мишени, который удерживает новую мишень Т, вставляют в пару канавок 131 с рельсами в положении Р1. Таким образом, участок 121 удержания мишени, который находится в положении Р1, снова находится в том же состоянии, что и на фиг. 6. Нагревание новой мишени Т, находящейся в положении Р1, может начаться в этот момент времени. Далее, закрывают клапан 161 и, после этого, пластину 141 затвора, которая находится в положении Р1, поворачивают, чтобы открыть отверстие 146. Таким образом, пластина 141 затвора, которая находится в положении Р1, снова находится в том же состоянии, что и на фиг. 1. Мишень Т, находящаяся в положении Р1, снова открыта в пространство 204 пониженного давления, и ее начинают использовать для обработки поверхности материала S, поверхность которого подлежит обработке. Таким образом, только мишень Т, которая находится в положении Р1, может быть легко заменена без полного допуска воздуха газообразной среды внутри камеры 201 и охлаждения внутреннего пространства камеры 201.
После замены мишени Т, которая находится в положении Р1, аналогичным образом может быть заменена другая мишень Т, например, мишень, которая находится ниже по ходу относительно положения Р1 в направлении перемещения (в положении Р2, Р3 или подобном положении).
Даже если заменяют мишень Т, которая находится в одном положении (например, положении Р1), материал S, поверхность которого подлежит обработке, перемещают и непрерывно подвергают обработке поверхности с использованием мишеней Т, которые находятся в других положениях (например, в положениях Р2, Р3 и подобных).
Следовательно, в соответствии с этим вариантом осуществления изобретения, мишень Т может быть заменена без остановки работы (перемещения материала S, поверхность которого подлежит обработке, и непрерывной обработки поверхности материала S, поверхность которого подлежит обработке и который перемещают).
Предпочтительно, чтобы количество участков 121 удержания мишени составляло по меньшей мере два, что нужно для достижения указанного выше эффекта. Другими словами, предпочтительно, чтобы присутствовал по меньшей мере один участок 121 удержания мишени, для которого заменяют мишень, и другой участок 121 удержания мишени, который используют для обработки поверхности в ходе упомянутой замены.
Скорость перемещения может быть увеличена при увеличении количества участков 121 удержания мишени, расположенных вдоль направления перемещения (направления проката) материала S, поверхность которого подлежит обработке. Следовательно, более предпочтительно, чтобы количество участков 121 удержания мишени составляло по меньшей мере четыре. Тем не менее, если указанное количество слишком велико, могут возникнуть проблемы, например, камера 201 может стать слишком длинной. Следовательно, более предпочтительно, чтобы количество участков 121 удержания мишени не превосходило восьмидесяти.
Количество участков 121 удержания мишени, извлеченных из камеры 201 за раз, не ограничено и для замены мишени Т без остановки работы, предпочтительно, чтобы не был извлечен по меньшей мере один участок 121 удержания мишени.
Установка клапана 161, а также операции открывания и закрывания, могут быть опущены. Например, после поворота пластины 141 затвора и закрывания отверстия 146 (смотри фиг. 6), участок 121 удержания мишени может быть вытянут (фиг. 7) без открывания клапана 161, если это возможно. В этом случае из-за вытягивания участок 121 удержания мишени естественным образом становится открытым для воздуха и охлаждается. После вытягивания участка 121 удержания мишени, на пластину 141 затвора, которая закрывает отверстие 146, давит атмосферное давление, так что увеличивается герметичность уплотнения.
Далее, в участке 121 удержания мишени, который был вытянут указанным образом, вытаскивают мишень Т, которая израсходовалась, и новая мишень Т удерживается аналогично описанному выше. Участок 121 удержания мишени, который удерживает новую мишень Т, вставляют в канавки 131 с рельсами.
Далее, пластину 141 затвора поворачивают для открывания отверстия 146, при этом начинают нагревать новую мишень Т. Таким образом, новая мишень Т снова открыта в пространство 204 пониженного давления, и ее начинают использовать для обработки поверхности материала S, поверхность которого подлежит обработке.
Далее со ссылками на фиг. 8 и 9 описано расположение мишеней Т.
На фиг. 8 схематично показано расположение мишеней Т. Количество мишеней Т в каждом участке 121 удержания мишени не ограничено и установлено подходящим образом в соответствии с величиной материала S, поверхность которого подлежит обработке, в направлении ширины материала S. На фиг. 2 - 4 показан пример, в котором три мишени Т удерживаются в одном участке 121 удержания мишени вдоль направления ширины материала S, поверхность которого подлежит обработке. Тем не менее, эти фиг. являются просто схематичными видами и, например, в одном участке 121 удержания мишени могут удерживаться семь мишеней Т, как показано на фиг. 8.
На фиг. 8 мишени Т соответствующих участков 121 удержания мишени расположены линейным образом вдоль направления перемещения материала S, поверхность которого подлежит обработке (направление А стрелки), как показано с помощью воображаемой линии L1.
На фиг. 9 схематично показано другое расположение мишеней Т. Как показано на фиг. 9 мишени Т соответствующих участков 121 удержания мишени могут быть расположены шахматным образом (чтобы обладать зигзагообразной формой) вдоль направления перемещения материала S, поверхность которого подлежит обработке (направление А стрелки), как показано с помощью воображаемой линии L2. Эта конфигурация является предпочтительной, так как обработку поверхности с использованием мишеней Т осуществляют равномерно и полностью по направлению ширины материала S, поверхность которого подлежит обработке.
Далее со ссылками на фиг. 10 и 11 описаны модификации расположения устройств 101 замены мишени.
На фиг. 10 показано поперечное сечение, иллюстрирующее состояние, в котором устройства 101 замены мишени расположены по обе стороны от материала S, поверхность которого подлежит обработке и который перемещают. На фиг. 10 мишени Т расположены по обеим сторонам от материала S, поверхность которого подлежит обработке и который перемещают в камере 201.
В случае формирования покрытий на обеих поверхностях материала S, поверхность которого подлежит обработке и который перемещают, если формирование покрытия осуществляют на основе принципа одна поверхность за другой, то после формирования покрытия только на одной поверхности может иметь место отражение и это отражение может породить неравномерные покрытия.
Тем не менее, как показано на фиг. 10, когда мишени Т расположены по обеим сторонам от материала S, поверхность которого подлежит обработке, покрытия могут быть выполнены одновременно на обеих поверхностях материала S, поверхность которого подлежит обработке и который перемещают, так что могут быть выполнены равномерные поверхности.
На фиг. 11 показано поперечное сечение, иллюстрирующее состояние, в котором устройства 101 замены мишени расположены по обе стороны от материала S, поверхность которого подлежит обработке и который перемещают в продольном направлении. На фиг. 11 материал S, поверхность которого подлежит обработке, перемещают в продольном направлении (направление снизу вверх на фиг. 11). Даже в этом случае мишени Т и устройство или устройства 101 замены мишени могут быть расположены на любой стороне или по обеим сторонам от материала S, поверхность которого подлежит обработке и который перемещают. Как показано на фиг. 11, когда устройства расположены по обеим сторонам от материала S, поверхность которого подлежит обработке, покрытия могут быть выполнены одновременно на обеих поверхностях материала S, поверхность которого подлежит обработке и который перемещают, так что могут быть выполнены равномерные поверхности.
[Установка для обработки поверхности]
Далее со ссылками на фиг. 12 описан один вариант осуществления установки для обработки поверхности, соответствующий настоящему изобретению.
На фиг. 12 показан вид, схематично иллюстрирующий установку 1 для обработки поверхности. Установка 1 для обработки поверхности содержит катушку 19 размотки. Рулон 11 до перемещения выполненный из материала S, поверхность которого подлежит обработке, намотан на катушку 19 размотки. Материал S, поверхность которого подлежит обработке и который вытягивают с катушки 19 размотки, проходит через разные секции установки 1 для обработки поверхности и далее снова сматывают с помощью катушки 20 намотки с целью получения рулона 18 после перемещения.
Установка 1 для обработки поверхности содержит установку 21 декомпрессии на входе, установку 31 предварительной обработки, установку 41 формирования покрытия и установку 51 декомпрессии на выходе, которые перечислены в порядке вдоль направления, в котором перемещают материал S, поверхность которого подлежит обработке.
Установка 21 декомпрессии на входе содержит камеры 22 многоступенчатой декомпрессии на входе. Установка 31 предварительной обработки содержит камеру 32 предварительной обработки. Установка 41 формирования покрытия содержит камеру 42 формирования покрытия. Установка 51 декомпрессии на выходе содержит камеры 52 многоступенчатой декомпрессии на выходе.
Материал S, поверхность которого подлежит обработке, перемещают в воздухе за исключением перемещения внутри камер 22 декомпрессии на входе, камеры 32 предварительной обработки, камеры 42 формирования покрытия и камер 52 декомпрессии на выходе.
Состав и тип материала S, поверхность которого подлежит обработке, не ограничен и примерами материала S, поверхность которого подлежит обработке, являются металлическая полоса, пленка и полупроводник.
Далее, в качестве примера взят и описан случай, когда материал S, поверхность которого подлежит обработке, является текстурированным листом электротехнической стали, который прошел окончательный отжиг и который является одним типом металлической полосы. То есть, рулон 11 до перемещения образованный из текстурированного листа S электротехнической стали, который прошел окончательный отжиг (здесь и далее также называемый просто «листом S стали») расположен на катушке 19 размотки.
Обычно текстурированный лист электротехнической стали, который прошел окончательный отжиг, содержит форстеритовое покрытие.
Когда лист S стали содержит форстеритовое покрытие, лист S стали полируют, например, в установке полировки (не показана) для удаления форстеритового покрытия до подачи в камеры 22 декомпрессии на входе установки 21 декомпрессии на входе. Когда лист S стали не содержит оксидного покрытия, такого как форстеритовое покрытие, лист S стали подают в камеры 22 декомпрессии на входе установки 21 декомпрессии на входе без процесса полировки.
Лист S стали (текстурированный лист электротехнической стали, который не содержит форстеритового покрытия) подают в камеры 22 декомпрессии на входе установки 21 декомпрессии на входе без процесса полировки. Внутреннее давление в камерах 22 многоступенчатой декомпрессии на входе уменьшают ступенчато по направлению к камере 32 предварительной обработки и камере 42 формирования покрытия. Таким образом, давление, приложенное к листу S стали, приближается к внутреннему давлению в камере 32 предварительной обработки и камере 42 формирования покрытия от атмосферного давления.
Так как внутреннее давление изменяется ступенчато, может быть минимизировано волнообразное искривление листа S стали, которое может быть вызвано перепадом давлений. Предпочтительно, чтобы количество этапов камер 22 декомпрессии на входе составляло по меньшей мере три.
Лист S стали (текстурированный лист электротехнической стали, который не содержит форстеритового покрытия), который прошел через камеры 22 декомпрессии на входе, подают в камеру 32 предварительной обработки установки 31 предварительной обработки, и он подвергается предварительной обработке в условиях пониженного давления, что делают для удаления сцепленных с поверхностью загрязнений.
Лист S стали (текстурированный лист электротехнической стали, который не содержит форстеритового покрытия), который прошел предварительную обработку, подают в камеру 42 формирования покрытия установки 41 формирования покрытия. Покрытие формируют на поверхности листа S стали, который перемещают через камеру 42 формирования покрытия в условиях пониженного давления.
Лист S стали, на котором сформировано покрытие, подают в камеры 52 декомпрессии на выходе установки 51 декомпрессии на выходе. Внутреннее давление в камерах 52 многоступенчатой декомпрессии на выходе увеличивают ступенчато в зависимости от расстояния до камеры 42 формирования покрытия. Таким образом, давление, приложенное к листу S стали, возвращается от внутреннего давления в камере 32 предварительной обработки и камере 42 формирования покрытия до атмосферного давления.
Так как внутреннее давление изменяется ступенчато, может быть минимизировано волнообразное искривление листа S стали, которое может быть вызвано перепадом давлений. Предпочтительно, чтобы количество этапов камер 52 декомпрессии на выходе составляло по меньшей мере три.
Лист S стали, который прошел через установку 51 декомпрессии на выходе, далее наматывают на катушку 20 намотки с целью получения катушки 18 после перемещения.
Далее более подробно будут описаны установка 31 предварительной обработки и установка 41 формирования покрытия. Сначала, опишем установку 41 формирования покрытия
<Установка формирования покрытия>
Воздух откачивают из внутреннего пространства камеры 42 формирования покрытия установки 41 формирования покрытия с целью получения пространства пониженного давления. С помощью способа PVD (физического осаждения из газовой фазы) формируют покрытие на поверхности листа S стали (текстурированного листа электротехнической стали, который не содержит форстеритового покрытия), который прошел через пространство пониженного давления камеры 42 формирования покрытия.
Газ исходного материала (атмосферный газ) для формирования покрытия, такой как, например, азот, подают в камеру 42 формирования покрытия. Лист S стали нагревают и на поверхности листа S стали формируют покрытие, такое как нитридное покрытие.
Так как внутреннее пространство камеры 42 формирования покрытия является пространством пониженного давления, то в качестве средства для нагревания листа S стали естественным образом недопустимо использование горелки или подобных устройств. Тем не менее, подходящим образом может быть использовано любое средство, при условии, что этому средству не нужен кислород, примерами таких средств являются средства для индукционного нагревания (IH), облучения электронным пучком, лазерного излучения или инфракрасного излучения.
Предпочтительным способом PVD является способ, который заключается в ионном осаждении. Для простоты изготовления, предпочтительно, чтобы температура формирования покрытия составляла от 300°C до 600°C, и предпочтительно, чтобы давление (внутреннее давление) в камере 42 формирования покрытия составляло от 0,1 до 100 Па. В ходе формирования покрытия, предпочтительно, чтобы к листу S стали, служащему в качестве катода, прикладывали напряжение смещения, составляющее от -10 до -100 В. Скорость формирования покрытия может быть увеличена в случае, когда в качестве исходного материала для ионизации используют плазму.
В качестве покрытия, сформированного на листе S стали, предпочтительно нитридное покрытие, более предпочтительно покрытие металл-нитрид, при этом покрытие металл-нитрид содержит по меньшей мере один металл, выбранный из группы, состоящей из следующего: Zn, V, Cr, Mn, Fe, Co, Ni, Cu, Ti, Y, Nb, Mo, Hf, Zr, W и еще более предпочтительным вариантом является Ta. Эти покрытия легко могут обладать структурой каменной соли, так как эта структура легко подходит для объемно-центрированной кубической решетки стальной подложки листа S стали, при этом сцепление покрытия может быть улучшено.
Покрытие, сформированное на листе S стали, может быть покрытием из одного слоя или может быть многослойным покрытием.
В камере 42 формирования покрытия газ, выработанный при реакции на поверхности листа S стали, и поданный газ исходного материала преобладают с точки зрения количества. Между тем, когда газ откачивают чрезмерно, до листа S стали могут доставлять недостаточно газа исходного материала. С учетом указанных моментов, газ откачивают для достижения желаемого внутреннего давления (аналогичное справедливо для камеры 32 предварительной обработки).
На фиг. не показаны выпускные каналы, впускные каналы для подачи газа исходного материала и подобные элементы камеры 42 формирования покрытия (аналогичное справедливо для камеры 32 предварительной обработки).
В камере 42 формирования покрытия предпочтительно, чтобы количество откачанного газа составляло от 0,5 до 1 относительно количества поданного газа исходного материала.
В этом варианте осуществления изобретения механизмы 151 крепления и отделения и изолирующие механизмы 171 (на фиг. 12 они не показаны) для множества устройств 101 замены мишени, которые описаны при рассмотрении фиг. 1 - 7, расположены на стороне нижней поверхности и стороне верхней поверхности от перемещаемого листа S стали (смотри фиг. 10) в камере 42 формирования покрытия, то есть в некоторой камере. Лист S стали может быть перемещен в продольном направлении (смотри фиг. 11) в камере 42 формирования покрытия. Описанные выше клапаны 161 (не показаны на фиг. 12) расположены в камере 42 формирования покрытия.
При формировании покрытия мишени используют в качестве исходного материала для результирующего покрытия. Каждый участок 121 удержания мишени (не показаны на фиг. 12) удерживает множество мишеней, так что мишени выровнены в направлении, которое перпендикулярно направлению перемещения листа S стали. Мишени из множества мишеней могут быть расположены линейным образом (смотри фиг. 8) или шахматным образом (смотри фиг. 9) вдоль направления перемещения листа S стали.
В соответствии с устройством 101 замены мишени, когда мишень, находящаяся в определенном положении в направлении перемещения листа S стали, расходуется эта мишень, находящаяся в этом положении, может быть легко заменена без остановки работы установки 1 для обработки поверхности.
<Установка предварительной обработки>
Далее описана установка 31 предварительной обработки (камера 32 предварительной обработки), которая расположена на стороне, находящейся выше по ходу относительно установки 41 формирования покрытия (камеры 42 формирования покрытия).
Лист S стали, который прошел через камеры 22 декомпрессии на входе, подают в камеру 32 предварительной обработки установки 31 предварительной обработки и его подвергают предварительной обработке, при которой в условиях пониженного давления удаляют загрязнения, такие как оксиды, сцепленные с поверхностью листа S стали.
Предварительная обработка до формирования покрытия позволяет покрытию (например, нитридному покрытию), которое сформируют позже в установке 41 формирования покрытия, обладать значительно более сильным сцеплением с листом S стали. Следовательно, хотя это не обязательно, но предпочтительно предусматривать установку 31 предварительной обработки.
Подходящим способом предварительной обработки является ионное распыление. В случае ионного распыления предпочтительными примерами сортов ионов для использования являются ионы инертных газов, таких как аргон и азот, и ионы металлов, таких как Ti и Cr.
Давление в камере 32 предварительной обработки является пониженным и предпочтительно, чтобы внутреннее давление камеры 32 предварительной обработки составляло от 0,0001 до 1 Па, чтобы увеличить средний свободный путь распыляемых ионов.
Предпочтительно, чтобы к листу S стали, служащему в качестве катода, прикладывали напряжение смещения, составляющее от -100 до -1000 В.
На фиг. 13 показан вид, схематично иллюстрирующий установку 1 для обработки поверхности, в котором устройства 101 замены мишени расположены в камере 32 предварительной обработки. На фиг. 13 не показана часть установки 1 для обработки поверхности.
Когда ионы металла, такого как Ti или Cr, используют для предварительной обработки в камере 32 предварительной обработки, предварительную обработку могут осуществлять с использованием металлической мишени с помощью способа PVD (в частности, способ, который заключается в ионном осаждении).
В этом случае, например, как показано на фиг. 13, механизмы 151 крепления и отделения и изолирующие механизмы 171 (на фиг. 13 эти механизмы не показаны) для множества устройств 101 замены мишени, которые описаны при рассмотрении фиг. 1 - 7, могут быть расположены на стороне нижней поверхности и стороне верхней поверхности от перемещаемого листа S стали (фиг. 10) в камере 32 предварительной обработки, то есть в некоторой камере. Лист S стали может быть перемещен в продольном направлении (смотри фиг. 11) в камере 32 предварительной обработки. Описанные выше клапаны 161 (не показаны на фиг. 13) расположены в камере 32 предварительной обработки.
Благодаря камере 32 предварительной обработки, которая показана на фиг. 13, предварительную обработку могут осуществлять одновременно с обоих сторон листа S стали с использованием мишеней. На этом этапе каждый участок 121 удержания мишени (не показаны на фиг. 13) удерживает множество мишеней, так что мишени выровнены в направлении, которое перпендикулярно направлению перемещения листа S стали. Мишени из множества мишеней могут быть расположены линейным образом (смотри фиг. 8) или шахматным образом (смотри фиг. 9) вдоль направления перемещения листа S стали.
Благодаря использованию устройства 101 замены мишени, когда мишень, находящаяся в определенном положении в направлении перемещения листа S стали, израсходовалась, эта мишень, находящаяся в этом положении, может быть легко заменена без остановки работы установки 1 для обработки поверхности.
ПРИМЕРЫ
Настоящее изобретение, в частности, описано ниже со ссылками на примеры. Тем не менее, настоящее изобретение не ограничено упомянутым.
<Пример 1>
Рулон 11 до перемещения (общая масса: 8 т) текстурированного листа S электротехнической стали (толщина листа: 0,23 мм), который прошел окончательный отжиг, был установлен в установку 1 для обработки поверхности, которая описана со ссылками на фиг. 12, и было осуществлено формирование покрытия. Скорость перемещения листа S стали была установлена равной 30 м/мин. Более конкретно, лист S стали, с которого удалено форстеритовое покрытие с помощью механической полировки, был подан в камеру 32 предварительной обработки с целью удаления загрязнений с поверхностей с помощью распыления ионов Ar. В дальнейшем на каждой поверхности листа S стали в камере 42 формирования покрытия было сформировано покрытие TiN (толщина покрытия: 0,3 мкм) с помощью способа PVD. Способ PVD представлял собой способ, который заключается в ионном осаждении, при этом температура формирования покрытия составляла 400°C.
В примере 1, устройства 101 замены мишени были расположены вдоль направления перемещения листа S стали в камере 42 формирования покрытия, как показано на фиг. 12. Каждый участок 121 удержания мишени (не показаны на фиг. 12) удерживал три мишени, так что мишени были выровнены в направлении ширины листа S стали. Диаметр каждой мишени был равен 100 мм, а высота каждой мишени составляла 50 мм.
В Примере 1 два участка 121 удержания мишени (не показаны на фиг. 12) вместе вытягивали каждые 2 часа и старые мишени, который были использованы при формировании покрытия и, таким образом, были израсходованы, заменялись новыми и неиспользованными мишенями. Время до начала использования новых мишеней при формировании покрытия было установлено равным точно 2 часам после остановки использования соответствующих старых мишеней при формировании покрытия. Другими словами, в Примере 1 количество массивов мишеней, которые используют для формирования покрытия, всегда равнялось восьми.
Толщина TiN покрытия, сформированного на каждой поверхности листа S стали, была изучена на стороне выхода камеры 42 формирования покрытия. Толщина покрытия была изучена путем измерения интенсивности Ti с использованием флуоресцентного рентгеновского луча.
Результаты изучения показали, что толщина покрытия, в целом, изменяется очень слабо.
Техническое обслуживание, такое как полный выпуск в воздух газообразной среды внутри камеры 42 формирования покрытия и охлаждение внутреннего пространства камеры 42 формирования покрытия, не являлось обязательным в ходе испытания, которое длилось 1000 часов. Указанное позволяет максимизировать коэффициент загрузки установки 1 для обработки поверхности в ходе испытания. Более конкретно, коэффициент загрузки составлял примерно 99%.
<Сравнительный пример 1>
Мишени были зафиксированы внутри камеры 42 формирования покрытия без устройства 101 замены мишени. Количество массивов мишеней, используемых при формировании покрытия, было установлено равным восьми, как и в Примере 1. Количество мишеней в каждом массиве было равно трем в направлении ширины листа S стали.
Другие условия были установлены такими же, как и в Примере 1, формирование покрытия было осуществлено и толщина TiN покрытия, сформированного на каждой поверхности листа S стали, была изучена на стороне выхода камеры 42 формирования покрытия.
Результаты исследования показали, что, хотя практически отсутствовала разница в толщине покрытия между противоположными поверхностями и покрытия были сформированы равномерно в начале формирования покрытия, толщина покрытия начала уменьшаться примерно через 8 часов после начала формирования покрытия и, по существу, после истечения 10 часов покрытие не формировалось. Другими словами, было обнаружено, что в Сравнительном примере 1 техническое обслуживание требовалось каждые 8 часов, в ходе которого мишени были зафиксированы внутри камеры 42 формирования покрытия.
В ходе технического обслуживания, которое проводили каждые 8 часов, нужно примерно 3 часа для выпуска газообразной среды внутри камеры 42 формирования покрытия и охлаждения внутреннего пространства и примерно 5 часов для того, чтобы снова откачать воздух и нагреть камеру. Соответственно, коэффициент загрузки установки 1 для обработки поверхности в ходе испытания, которое продолжалось 1000 часов, был равен примерно 50%.
Список ссылочных позиций
1 установка для обработки поверхности
11 рулон до перемещения
18 рулон после перемещения
19 катушка размотки
20 катушка намотки
21 установка декомпрессии на входе
22 камера декомпрессии на выходе
31 установка предварительной обработки
32 камера предварительной обработки (камера)
41 установка формирования покрытия
42 камера формирования покрытия (камера)
51 установка декомпрессии на выходе
52 камера декомпрессии на выходе
101 устройство замены мишени
121 участок удержания мишени
122 основной элемент участка удержания
123 выступающий участок
124 выступающая поверхность
125 выемка
126 краевой участок
127 кольцеобразный элемент
128 уплотняющий элемент
129 магнит
130 участок захвата
131 канавка с рельсом
132 промежуток
133 отверстие
141 пластина затвора
142 вал
143 участок удержания вала
144 уплотняющий элемент
145 элемент камеры
146 отверстие
151 механизм крепления и отделения
161 клапан
171 изолирующий механизм
201 камера
202 элемент камеры
204 пространство пониженного давления
A стрелка
S материал, поверхность которого подлежит обработке (текстурированный лист электротехнической стали, который прошел окончательный отжиг)
T мишень
P1 положение
P2 положение
P3 положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОГО ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2019 |
|
RU2761570C1 |
| АППАРАТ МАГНЕТРОННОГО РАСПЫЛЕНИЯ | 2006 |
|
RU2385967C2 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2576282C2 |
| СПОСОБ КОНТРОЛЯ ФОРСТЕРИТА, УСТРОЙСТВО ДЛЯ ОЦЕНКИ ФОРСТЕРИТА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА | 2014 |
|
RU2612359C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕДИЦИНСКОЕ УСТРОЙСТВО, ВХОДЯЩЕЕ В КОНТАКТ С ТКАНЯМИ ТЕЛА | 2019 |
|
RU2761440C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2686125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2779381C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ, СПОСОБ ЕГО ПРОИЗВОДСТВА И СПОСОБ ПРОГНОЗИРОВАНИЯ ШУМОВЫХ ХАРАКТЕРИСТИК ТРАНСФОРМАТОРА | 2016 |
|
RU2676372C1 |
| ЛИСТ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2569273C1 |
Изобретение относится к устройству замены мишени, которое выполнено с возможностью легкой замены мишеней, используемых в способе PVD, и к установке для обработки поверхности, которая использует указанное устройство. Указанное устройство замены мишени выполнено с возможностью замены мишеней. Мишени используют для осуществления обработки поверхности, с помощью PVD, материала для обработки поверхности в пространстве пониженного давления внутри камеры. Устройство содержит держатель мишени, который выполнен с возможностью удержания мишени, механизм крепления и отделения, который выполнен с возможностью прикрепления держателя мишени к камере в некотором положении в пространстве пониженного давления, в котором мишень направлена к материалу, поверхность которого подвергают обработке, и механизм изоляции, который с помощью открывания изолирует держатель мишени, прикрепленный к камере, от пространства пониженного давления. В результате обеспечено получение равномерного покрытия при простоте замены мишеней в процессе обработки. 2 н. и 19 з.п. ф-лы, 13 ил.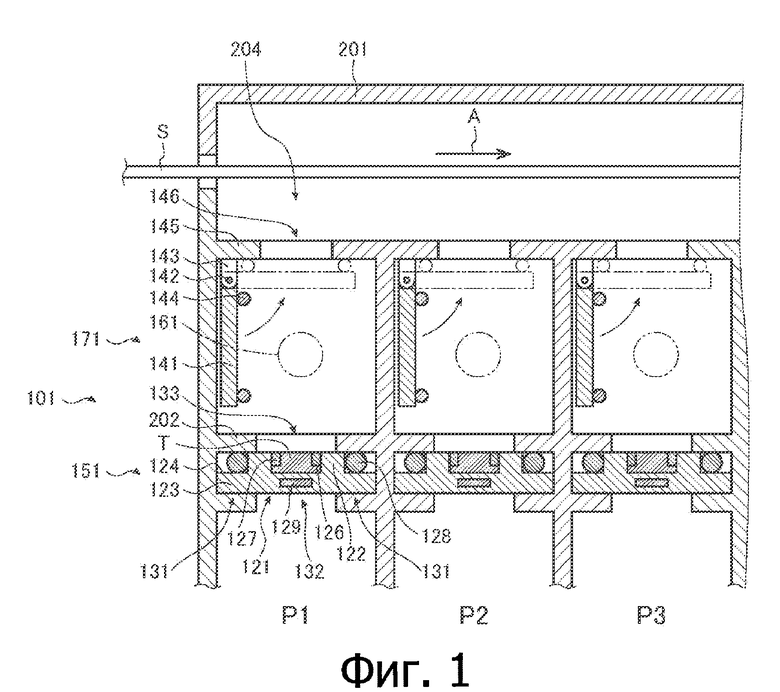
1. Устройство для замены мишени при распылении, которую используют для осуществления обработки поверхности с помощью способа физического осаждения из газовой фазы для материала, поверхность которого подлежит обработке и который расположен в пространстве пониженного давления камеры, содержащее:
участок удержания мишени, который выполнен с возможностью удержания мишени для распыления;
механизм крепления и отделения, который используют для крепления, с возможностью отделения, участка удержания мишени к камере в положении, когда мишень для распыления направлена к материалу, поверхность которого подлежит обработке и который находится в пространстве пониженного давления; и
изолирующий механизм, который выполнен с возможностью изолирования участка удержания мишени, прикрепленного к камере, от пространства пониженного давления, при этом изолирующий механизм может быть открыт и закрыт.
2. Устройство по п. 1, в котором материал, поверхность которого подлежит обработке, перемещают через пространство пониженного давления и его поверхность непрерывно подвергают обработке с использованием мишени для распыления.
3. Устройство по п. 2, в котором механизм крепления и отделения является механизмом, который используют для расположения множества участков удержания мишени параллельно, вдоль направления перемещения материала, поверхность которого подлежит обработке, и для отдельного крепления участков удержания мишени к камере с возможностью отделения, и
в котором изолирующий механизм является механизмом, который выполнен с возможностью отдельного изолирования участков из множества участков удержания мишени, которые расположены параллельно вдоль направления перемещения, от пространства пониженного давления, при этом изолирующий механизм может быть открыт и закрыт.
4. Устройство по п. 2 или 3, в котором участок удержания мишени удерживает множество мишеней для распыления, так что мишени для распыления из указанного множества мишеней выровнены в направлении, которое перпендикулярно направлению перемещения материала, поверхность которого подлежит обработке.
5. Устройство по п. 4, в котором мишени для распыления из множества мишеней расположены линейно вдоль направления перемещения материала, поверхность которого подлежит обработке.
6. Устройство по п. 4, в котором мишени для распыления из множества мишеней расположены в шахматном порядке вдоль направления перемещения материала, поверхность которого подлежит обработке.
7. Устройство по п. 2 или 3, в котором материал, поверхность которого подлежит обработке, перемещается в продольном направлении.
8. Устройство по п. 2 или 3, в котором устройство замены мишени расположено на стороне от материала, поверхность которого подлежит обработке и который перемещают.
9. Устройство по любому из пп. 1 - 3, дополнительно содержащее клапан для открывания воздуха на участке удержания мишени, изолированного от пространства пониженного давления.
10. Устройство по любому из пп. 1 - 3, в котором материал, поверхность которого подлежит обработке, является металлической полосой.
11. Устройство по любому из п. 1 - 3, в котором материал, поверхность которого подлежит обработке, является текстурированным листом электротехнической стали, который не содержит форстеритового покрытия.
12. Установка для обработки поверхности материала, выполненная с возможностью непрерывного осуществления обработки поверхности материала в процессе его перемещения посредством способа физического осаждения из газовой фазы с использованием мишени для распыления, содержащая:
камеру, в которой предусмотрено пространство пониженного давления, причем материал, поверхность которого подлежит обработке, перемещается через указанное пространство пониженного давления;
участок удержания мишени, который выполнен с возможностью удержания мишени для распыления;
механизм крепления и отделения, который используют для крепления, с возможностью отделения участка удержания мишени к камере в положении, когда мишень для распыления направлена к материалу, поверхность которого подлежит обработке и который перемещают через пространство пониженного давления; и
изолирующий механизм, который выполнен с возможностью изолирования участка удержания мишени, прикрепленного к камере, от пространства пониженного давления, при этом изолирующий механизм выполнен с возможностью быть открытым или закрытым.
13. Установка по п. 12, в которой механизм крепления и отделения является механизмом, который используют для расположения множества участков удержания мишени параллельно, вдоль направления перемещения материала, поверхность которого подлежит обработке, и для отдельного крепления участков удержания мишени к камере с возможностью отделения,
при этом изолирующий механизм является механизмом, который выполнен с возможностью отдельного изолирования участков из множества участков удержания мишени, которые расположены параллельно вдоль направления перемещения, от пространства пониженного давления, при этом изолирующий механизм выполнен с возможностью быть открытым или закрытым.
14. Установка по п. 12 или 13, в которой участок удержания мишени удерживает множество мишеней для распыления, так что мишени для распыления из указанного множества мишеней выровнены в направлении, которое перпендикулярно направлению перемещения материала, поверхность которого подлежит обработке.
15. Установка по п. 14, в которой мишени для распыления из множества мишеней расположены линейно вдоль направления перемещения материала, поверхность которого подлежит обработке.
16. Установка по п. 14, в которой мишени для распыления из множества мишеней расположены в шахматном порядке вдоль направления перемещения материала, поверхность которого подлежит обработке.
17. Установка по п. 12 или 13, в которой материал, поверхность которого подлежит обработке, перемещается в продольном направлении.
18. Установка по п. 12 или 13, в которой механизм крепления и отделения и изолирующий механизм расположены на стороне от материала, поверхность которого подлежит обработке и который перемещается.
19. Установка по п. 12 или 13, дополнительно содержащая клапан, используемый для открывания для воздуха участка удержания мишени, изолированного от пространства пониженного давления.
20. Установка по п. 12 или 13, в которой материал, поверхность которого подлежит обработке, является металлической полосой.
21. Установка по п. 12 или 13, в которой материал, поверхность которого подлежит обработке, является текстурированным листом электротехнической стали, который не содержит форстеритового покрытия.
| JP 7033576 B, 12.04.1995 | |||
| JP 2009084666 A, 23.04.2009 | |||
| JP 2006257546 A, 28.09.2006 | |||
| Полунавесная рама для крепления рабочих органов, выполняющих различные сельскохозяйственные работы | 1958 |
|
SU123778A1 |
| Устройство для нанесения покрытий на подложки в вакууме | 2016 |
|
RU2634833C1 |
| УСТРОЙСТВО ОТДЕЛЕНИЯ, УДЕРЖАНИЯ И СБРОСА БУКСИРУЕМОЙ МИШЕНИ | 2009 |
|
RU2401974C1 |

