Область техники, к которой относится изобретение
Настоящее изобретение относится к ёмкости, изготовленной, в целом, из стали, которая является подходящей для содержания железа прямого восстановления (ПВЖ) на металлургических предприятиях.
Ёмкость может быть также использована в качестве реактора для производства ПВЖ, накопителя или бункера для временного хранения, или контейнера для транспортирования ПВЖ. Настоящее изобретение, в частности, относится к обеспечению внутренней футеровки ёмкости, которая позволяет уменьшить коэффициент трения и увеличить тепловую изоляцию по меньшей мере части боковой стенки ёмкости.
Уровень техники
Известен процесс производства ПВЖ, в котором внутри реакторов обрабатывают конгломераты железосодержащих минералов для превращения их в железо с высокой степенью металлизации. Железо, полученное путем прямого восстановления, представляет собой превосходный загрузочный материал для электродуговых печей, используемых для производства высококачественной стали, поскольку оно содержит незначительное количество примесей и весьма небольшое количество кислорода. Такое железо может быть использовано в упомянутых печах, как поступающее непосредственно из реакторов, так и после прессования с получением брикетов с помощью машин для брикетирования известного типа.
Известно, что подача отведенного из реакторов ПВЖ в плавильные печи или машины для брикетирования может быть обеспечена с использованием временного хранения, перемещения или транспортирования горячего ПВЖ в контейнерах, бункерах, накопителях или других ёмкостях.
Известно также, что ПВЖ обычно производят с использованием циркулирующих восстановительных газов в противотоке с подвижным слоем из частиц железосодержащих минералов, которые перемещаются внутри реакторов вертикально вниз за счет гравитации.
Восстановительные газы обычно имеют температуру в интервале от 700°С до 1100°С. Протекающие химические восстановительные реакции обеспечивают удаление кислорода из железосодержащих минералов. Химические реакции происходят в верхней части реакторов, называемой зоной восстановления, которая имеет по существу цилиндрическую форму.
Ниже зоны восстановления известные реакторы обычно содержат часть в форме усеченного конуса, сужающегося внутрь реактора, называемую также зоной выгрузки, функция которой заключается в транспортировании восстановленного материала в направлении нижнего разгрузочного отверстия. Кроме того, зона выгрузки каждого реактора сконфигурирована так, чтобы каждая частица ПВЖ достигала нижнего разгрузочного отверстия реактора за определенный промежуток времени, одинаковый для всех частиц так, что в результате все они находятся при одинаковой температуре.
ПВЖ при контактировании со стенками реактора обменивается с ними теплотой и охлаждается, в особенности, в зоне выгрузки.
Однако избыточное охлаждение ПВЖ не позволяет получить хорошее качество брикетов, поскольку, как известно специалистам в данной области техники, существует температура, предельная для надлежащего функционирования машин для брикетирования.
При этом важно, чтобы железо (ПВЖ), выгружаемое из реактора, находилось при самой высокой возможной температуре, поскольку, как известно, чем ниже температура ПВЖ, загружаемого в электрическую печь, тем большее количество электрической энергии необходимо для его плавления, что обуславливает соответствующие недостатки, как с точки зрения баланса энергии, так и с точки зрения экономичности процесса.
Кроме того, важно поддерживать самую высокую возможную температуру ПВЖ во время транспортирования от выхода реактора до места использования, чтобы минимизировать тепловые потери в бункерах разгрузки реактора, а также в контейнерах, содержащих горячее железо ПВЖ, предназначенное для подачи в плавильные печи или машины для брикетирования.
Известно, что для поддерживания температуры ПВЖ, выходящего, например, из реактора как можно более высокой, зона выгрузки реактора по меньшей мере частично футерована (покрыта внутри) огнеупорным материалом, таким же, как и используемый в зоне восстановления.
В частности, реакторы, как известно, покрывают слоем огнеупорного материала только на самом нижнем участке зоны выгрузки, то есть, на участке, расположенном ближе всего к разгрузочному отверстию реактора, и, помимо этого, реакторы покрывают слоем огнеупорного материала в верхней части зоны выгрузки, т.е. на участке, вблизи зоны восстановления. Эти известные решения, однако, имеют недостаток, который заключается в сложности их осуществления, в особенности, в случае проведения работ (связанных с указанным покрытием) в существующих реакторах. Кроме того, огнеупорный материал, обычно используемый в этих работах, создает значительное усилие трения при взаимодействии с железом (ПВЖ), которое перемещается сверху вниз в зоне выгрузки реактора. Создаваемое усилие превышает усилие, которое может быть создано за счет контакта ПВЖ непосредственно с боковой стенкой реактора, которая обычно изготовлена из металла. Большее трение значительно замедляет нисходящее движение ПВЖ по периметру реактора, то есть, движение ПВЖ, находящегося в контакте с огнеупорным материалом, которым футерована внутренняя поверхность стенки реактора, что обуславливает нежелательное снижение эффективности производственного процесса.
Помимо этого, из патентного документа US 5766542 известен реактор для производства ПВЖ, выполненный с внутренней футеровкой нижней зоны выгрузки керамическим материалом, который представляет собой по меньшей мере оксид кремний (SiO2). Упомянутая футеровка изменяет коэффициент трения внутренней поверхности зоны выгрузки так, что процесс выгрузки облегчается. Однако такая футеровка не обеспечивает значительное снижение коэффициента трения внутренней поверхности зоны выгрузки, что обеспечивало бы эффективное улучшение эксплуатационных характеристик зоны выгрузки.
Известно также, что меньшая конусность зоны выгрузки, то есть, уменьшение угла наклона стенки усеченного конуса относительно вертикальной оси может компенсировать эффект замедления движения ПВЖ вследствие большей величины коэффициента трения. Однако это может привести к необходимости увеличения высоты реактора, которая сама по себе уже является значительной и составляет по меньшей мере десять метров, с соответствующими проблемами управления установкой, которая становится весьма крупногабаритной. Кроме того, увеличение длины перемещения ПВЖ внутри реактора, которое может быть обусловлено увеличением высоты реактора, также может привести к увеличению продолжительности времени нахождения ПВЖ в реакторе с соответствующей большей возможностью охлаждения ПВЖ.
Подобные проблемы присущи также бункерам для хранения или подачи и подающим устройствам, которые снабжают плавильные печи или машины для брикетирования, или бункерам для перемещения или транспортирования горячего ПВЖ, которые, вследствие их значительных размеров могут создавать излишнее охлаждение ПВЖ.
Известны также реакторы, которые для предотвращения образования во внутреннем объеме застывших агломератов из ПВЖ оборудованы механическими средствами для перемещения ПВЖ. Эти механические средства, которые, в свою очередь, обычно выполнены охлаждаемыми, имеют, однако, недостаток в том, что охлаждают ПВЖ, с которым вступают в контакт, и, следовательно, на практике ухудшают предусмотренную тепловую изоляцию зоны выгрузки.
Помимо этого, механические средства увеличивают сложность установки за счет их размеров и необходимости поддерживания рабочих параметров. Другой недостаток реакторов, оборудованных упомянутыми механическими средствами, заключается в том, что последние, частично расположенные внутри реактора, требуют наличия уплотнительных элементов, которые предотвращают утечку технологических газов, обусловленную наличием окон, через которые указанные механические средства вводят в реактор.
Одна задача настоящего изобретения заключается в создании ёмкости для ПВЖ, такой, например, как реактор для производства ПВЖ, или бункер или другой подобный контейнер для хранения, перемещения и/или транспортирования горячего ПВЖ, который снабжен внутренней футеровкой стенок, способной ограничить теплообмен между горячим ПВЖ, находящимся внутри ёмкости, и внешней средой, и которая в то же время обеспечивает, насколько это возможно, содействие нисходящему перемещению ПВЖ вдоль стенок зоны выгрузки или, насколько это возможно, меньшее его сдерживание, для получения на выходе из ёмкости железа (ПВЖ), более нагретого по сравнении со степенью нагрева ПВЖ, которая может быть достигнута на выходе при использовании ёмкостей известного типа.
Задача изобретения заключается также в создании ёмкости для ПВЖ, которая содержит теплоизоляционную футеровку по меньшей мере на части зоны выгрузки, чтобы обеспечить надлежащий и оптимальный поток ПВЖ внутри ёмкости при отсутствии необходимости использования механических средств, способствующих или улучшающих нисходящее движение ПВЖ.
Другой задачей настоящего изобретения является создание ёмкости для ПВЖ, такой как реактор, бункер или питатель, или другой контейнер для хранения и перемещения или транспортирования горячего ПВЖ, выполненный с внутренней футеровкой по меньшей мере на части стенки зоны выгрузки для того, чтобы обеспечить такую же заданную производительность, что и ёмкость известного типа, и для уменьшения угла трения стенки и, следовательно, увеличения конусности стенки в зоне выгрузки, обеспечивая, таким образом, уменьшение высоты зоны выгрузки и, соответственно, общую высоту ёмкости.
Ещё одна задача настоящего изобретения заключается в создании ёмкости для ПВЖ, которая снабжена внутренней футеровкой по меньшей мере на части зоны выгрузки, для того чтобы поддерживать температуру стенки ниже области температур, при которых необходимо использовать систему принудительного охлаждения.
Настоящее изобретение разработано, апробировано и осуществлено для устранения недостатков, присущих известным аналогам, и для достижения указанных выше и других целей и преимуществ.
Раскрытие сущности изобретения
Настоящее изобретение раскрыто и охарактеризовано в независимом пункте формулы, в то время как зависимые пункты формулы раскрывают другие признаки изобретения или модификации основной идеи изобретения.
В соответствии с перечисленными выше задачами изобретения ёмкость, которая может быть использована при производстве, хранении, транспортировании или выгрузке ПВЖ, согласно настоящему изобретению содержит по меньшей мере верхнюю зону, образованную первой боковой стенкой, имеющей по существу цилиндрическую трубчатую форму, и зону выгрузки, расположенную ниже верхней зоны. Зона выгрузки образована ниже верхней зоны второй боковой стенкой, имеющей по существу форму усеченного пустотелого конуса, сужающегося в направлении разгрузочного отверстия.
Внутренняя поверхность второй боковой стенки по меньшей мере частично облицована внутренней футеровкой, содержащей по меньшей мере первый слой из композиционного керамического материала, содержащего смесь из оксида алюминия в форме корунда (Al2O3), оксида циркония (диоксид циркония - ZrO2) и диоксида кремния (SiO2).
Предпочтительно, поверхность внутренней футеровки имеет поверхностную твердостью, составляющую более чем или равную 8,5 единиц по шкале твердости по Моосу с тем, чтобы уменьшить коэффициент твердости второй боковой стенки и увеличить способность ПВЖ к нисходящему перемещению в направлении разгрузочного отверстия. В частности, превышение поверхностной твердости керамического слоя внутренней футеровки указанной величины обеспечивает снижение коэффициента трения между ПВЖ и внутренней стенкой зоны выгрузки, как в отношении конструкционной стали, из которой выполнена последняя, так и в отношении футеровки стенки огнеупорным материалом известного типа.
Действительно, использование твердого керамического материала позволяет получить низкое сцепление движущегося ПВЖ с поверхностью и хорошую стабильность состояния поверхности даже при высоких температурах. Благодаря этому ПВЖ движется по периферии в зоне выгрузки быстрее, и предотвращается образование застывших агломератов из частиц ПВЖ, которые в результате быстрого движения достигают разгрузочного отверстия при температуре более 700°С, то есть, при температуре достаточно выше создаваемой в реакторах известного типа.
Предпочтительно поверхность внутренней футеровки выполнена гладкой, то есть, имеет весьма низкую шероховатость, находящуюся в области нескольких микрон.
Отмеченные выше характеристики поверхности керамического материала в соответствии с настоящим изобретением создают также преимущество в том, что угол трения этой поверхности может быть значительно меньше, чем у конструкционной стали и огнеупорного материала известного типа; это обеспечивает возможность увеличение наклона боковой стенки зоны выгрузки при отсутствии соответствующей коррекции потока ПВЖ внутри этой зоны. Благодаря этому может быть выгодным образом уменьшена результирующая высота зоны выгрузки и, соответственно, всей ёмкости, и в то же время уменьшены проблемы, связанные с управлением и габаритами технологической установки.
Настоящее изобретение обеспечивает также возможность футеровки зоны выгрузки уже существующей ёмкости, такой как реактор, бункер или другие подобные контейнеры, обеспечивая увеличение проходящего через них потока ПВЖ без использования, например в реакторах, механических средств, способствующих перемещению потока материала, с достижением соответствующих преимуществ с точки зрения экономичности и упрощения установки.
Кроме того, первый слой из твердого керамического материала с гладкой поверхностью позволяет ограничить износ, которому он подвержен, и, следовательно, позволяет поддерживать низкую величину коэффициента трения с соответствующими преимуществами как в части условий, в которых этот слой обеспечивает большую продолжительность рабочих циклов, а также с экономической точки зрения, в соответствии с которой уменьшаются затраты на производство ПВЖ.
Предпочтительно керамический материал первого слоя внутренней футеровки содержит по меньшей мере корунд (Al2O3) в количестве, составляющем от 40 мас.% до 60 мас.%.
Помимо этого, указанный керамический материал содержит также по меньшей мере оксид циркония (ZrO2) в количестве от 25 мас.% до 40 мас.%.
Керамический материал содержит также оксид кремния (SiO2) в количестве от 10 мас.% до 20 мас.%.
В соответствии с сущностью изобретения предусмотрено также, что первый слой внутренней футеровки изготовлен в виде модульных элементов, например, выполненных в виде блоков, имеющих форму параллелепипеда, размещенных вблизи друг от друга и разделенных промежуточным слоем из упруго деформируемого материала, стойкого по отношению к высоким температурам, превышающим 700°С, такого, например, как огнеупорный или теплоизоляционный материал с высокой плотностью.
В соответствии с другой характерной особенностью настоящего изобретения внутренняя футеровка содержит также второй слой изоляционного материала, размещенного между первым слоем и боковой стенкой зоны выгрузки.
Ещё одна характерная особенность настоящего изобретения заключается в том, что внутренняя футеровка содержит третий слой изоляционного материала, размещенный между вторым слоем и боковой стенкой зоны выгрузки.
Тепловая изоляция, созданная внутренней футеровкой зоны выгрузки, поддерживает высокую температуру ПВЖ, достигающего разгрузочного отверстия при температуре более 700°С, которая является оптимальной для последующих операций плавления в электродуговой печи или для брикетирования.
Кроме того, боковая стенка зоны выгрузки теплоизолирована в отношении внутреннего объема, и, соответственно, его температура остается ниже предельной (приблизительно на 100°С), выше которой необходимо принудительное охлаждение. Достигнутое преимущество заключается, таким образом, в том, что поскольку система охлаждения для боковых стенок не является необходимой, ёмкость в соответствии с настоящим изобретением становится более простой и менее дорогостоящей.
Краткое описание чертежей
Описанные выше и другие характерные особенности настоящего изобретения станут понятными из нижеследующего описание предпочтительного воплощения, представленного в качестве неограничивающего примера со ссылками на сопровождающие чертежи.
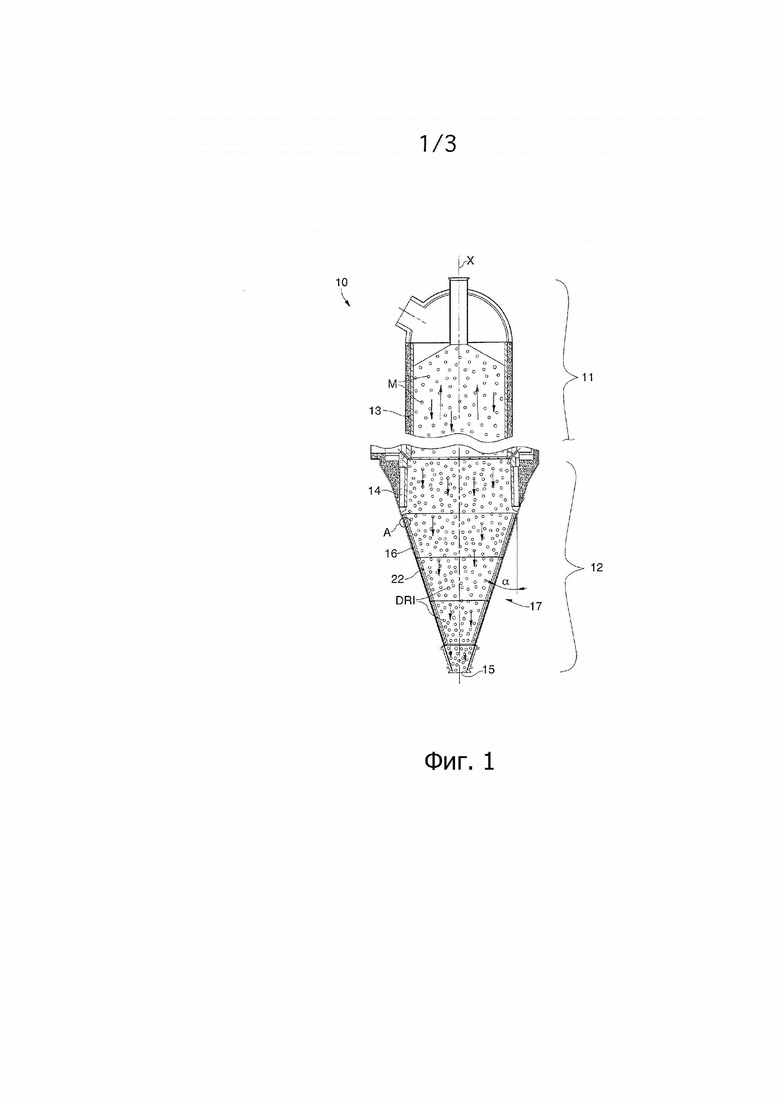
Фиг.1 - вид в разрезе ёмкости, выполненной в соответствии с настоящим изобретением и используемой в качестве реактора для производства железа прямого восстановления.
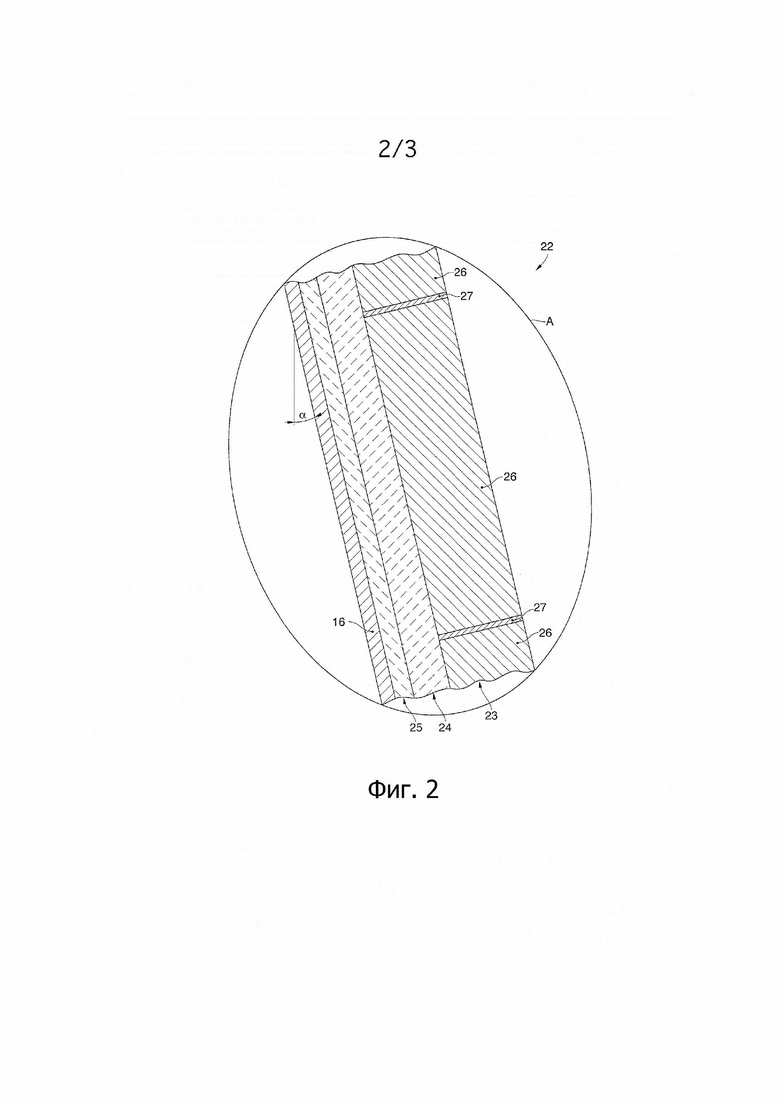
Фиг.2 - увеличенное изображение выносного элемента А, показанного на фиг.1.
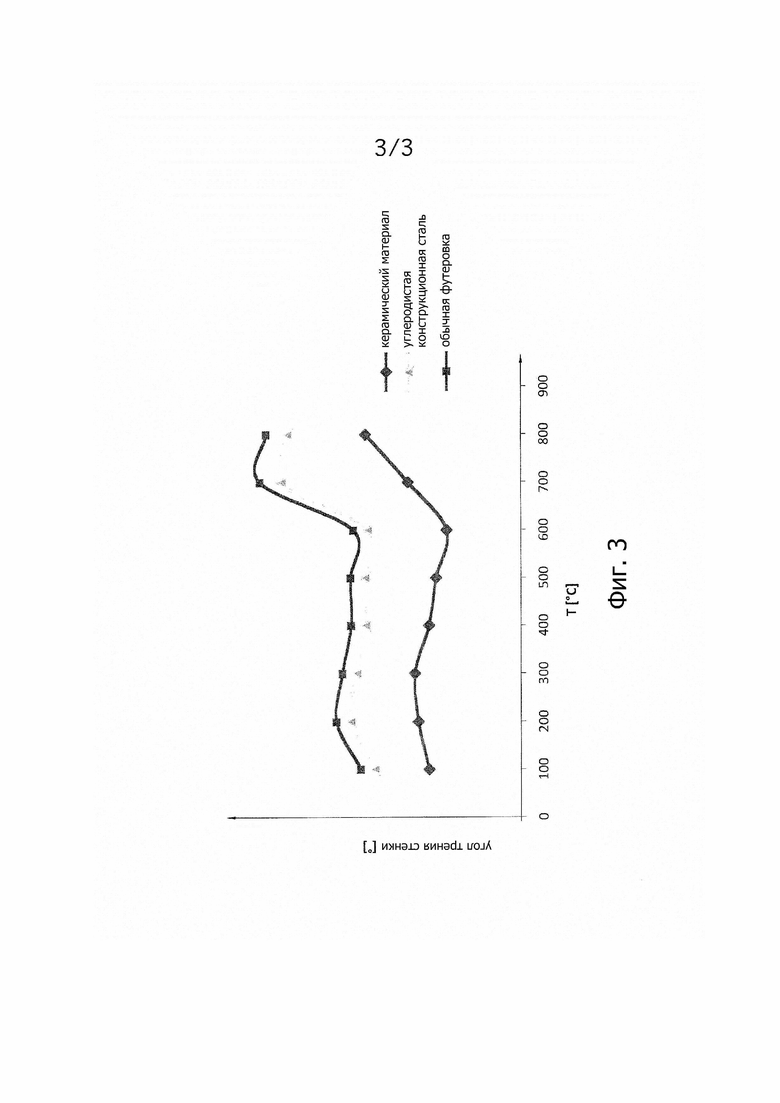
Фиг.3 - графические кривые для сравнения угла трения различных материалов в зависимости от температуры.
Осуществление изобретения
На фиг.1 представлена ёмкость в соответствии с настоящим изобретением, которая в рассматриваемом примере представляет собой реактор 10 для производства железа прямого восстановления (ПВЖ), имеющий форму по существу осесимметричную относительно оси Х и расположенный вертикально.
В верхней части реактора 10 расположена верхняя зона, называемая зоной восстановления 11, через которую проходят восстановительные газы с температурой в интервале от 700°С до 1100°С в противотоке со слоем загруженного материала М, образованного из железосодержащих минералов в виде зерен, которые падают сверху вниз за счет гравитации. В зоне восстановления 11, образованной первой боковой стенкой 13, имеющей по существу цилиндрическую форму, протекают восстановительные реакции, которые превращают загруженный материал в ПВЖ.
Ниже зоны 11 восстановления в реакторе 10 расположена нижняя зона, называемая зоной 12 выгрузки, которая сообщается с зоной 11 восстановления посредством нижнего конца 14 зоны восстановления. Зона 12 выгрузки имеет форму усеченного конуса, образованного второй боковой стенкой 16, сужающейся в направлении оси Х и наклоненная относительно этой оси на угол α, который в данном случае составляет приблизительно 12°.
Функция зоны 12 выгрузки заключается в транспортировании частиц ПВЖ в направлении разгрузочного отверстия 15, расположенного в нижнем конце этой зоны. Железо (ПВЖ) выгружается из реактора 10 через упомянутое разгрузочное отверстие 15 и может быть транспортировано непосредственно в направлении электродуговой печи для плавления или в машину брикетирования для формирования из ПВЖ брикетов для последующего хранения или транспортирования.
На участке реактора 10, между нижним концом 14 зоны 11 восстановления и нижней частью 17 зоны 12 выгрузки, боковая стенка 16 снабжена внутренней футеровкой 22.
В воплощении, представленном на фиг. 2, внутренняя футеровка 22 содержит первый слой 23, расположенный в пределах зоны 12 выгрузки, второй слой 24, находящийся под первым слоем 23, и третий слой 25, расположенный между вторым слоем 24 и второй боковой стенкой 16.
Первый слой 23 выполнен из композиционного керамического материала, содержащего смесь из оксида алюминия в виде корунда (Al2O3), оксида циркония (диоксид циркония - ZrO2) и диоксида кремния (SiO2). Указанные оксиды скомбинированы в таких количественных соотношениях, чтобы придать первому слою 23 поверхностную твердость, большую или равную числу твердости 8,5 по Моосу.
В предпочтительной форме воплощения первый слой 23 содержит корунд в количестве, соответствующем интервалу от 48 мас.% до 53 мас.%, оксид циркония - в интервале от 30 мас.% до 33 мас.%, и оксид кремния – в интервале от 13 мас.% до 17 мас.%.
При таком выполнении получается материал с желаемой твердостью, плотностью в интервале от 3000 кг/м3 до 4000 кг/м3 и коэффициентом теплопроводности в интервале от 3,5 Вт/м ⋅ К до 5,0 Вт/м ⋅ К.
Значительная твердость и высокая чистота обработки поверхности, достигнутые для этого материала, например, используя метод производства спеканием, обеспечивают низкий коэффициент трения первого слоя 23 и, кроме того, угол трения, имеющий значительно меньшую величину по сравнению с огнеупорными материалами, обычно используемыми для футеровки второй боковой стенки 16, и по сравнению со сталью, из которой обычно выполняют эту футеровку.
В качестве примера на фиг.3 для трех упомянутых выше различных материалов представлена графические кривые, отображающие изменение угла трения стенки (WFA) с увеличением температуры (Т), из которых кривая SR характеризует изменение угла трения для обычной футеровки, кривая CS отображает эту зависимость для углеродистой конструкционной стали, а кривая СМ отображает указанную зависимость для керамического материала, из которого выполнен первый слой 23 внутренней футеровки 22.
Следует отметить, что почти во всей области рассматриваемых температур величина угла трения керамического материала СМ остается в интервале от 50% до 60% от величин, относящихся к углам трения углеродистой стали CS и обычной футеровки SR, которые отличаются друг от друга только на 2°-3°.
Различие между величиной угла трения керамического материала СМ и величинами угла трения для углеродистой стали CS и обычной футеровки SR является наибольшим в интервале от 600° до 700°С, т.е. в интервале температур, в котором угол трения первого из указанных материалов снижается на 50% относительно второго материала и на 45% относительно третьего материала.
Поскольку угол трения второй боковой стенки 16 обратно пропорционален максимальному наклону, который может иметь эта стенка в зоне 12 выгрузки, первый слой внутренней футеровки 22 позволяет достигнуть значительно более высоких величин наклона. Это создает положительный эффект благодаря тому, что большая величина наклона второй боковой стенки 16 обуславливает пропорциональное уменьшение высоты реактора 10.
В частности, максимальный угол наклона второй боковой стенки, который может быть применен для углеродистой стали, составляет 12-13°, в то время как для обычной футеровки этот угол уменьшается до 9°. При условии решения других проблем, которые возникают при величинах угла более 13°, первый слой 23 внутренней футеровки может обеспечить достижение наклона второй боковой стенки 16 даже намного более 13°, при этом скорость опускного движения ПВЖ остается по существу неизменной, и, следовательно, отсутствует влияние на эффективность технологического процесса.
Первый слой 23 (фиг.2) предпочтительно выполнен из модульных элементов, например, из облицовочных плиток или блоков 26, по существу имеющих форму параллелепипеда и гладкую поверхность. Указанные блоки 26 уложены вблизи друг от друга и имеют минимальную толщину 40 мм, предпочтительно в интервале от 45 мм до 50 мм, что позволяет первому слою 23 деформироваться под действием тепловых нагрузок без разрушения. Для охвата снаружи блоков 26 и отделения этих блоков друг от друга могут быть использованы тонкий слой деформируемого материала 27, стойкого к высоким температурам технологического процесса, например, футеровка с высокой плотностью или теплоизоляционный материал.
Второй слой 24, расположенный под первым слоем 23, имеет минимальную толщину 45 мм, которая предпочтительно находится в интервале от 50 мм до 80 мм.
В рассматриваемом случае второй слой выполнен из силикоалюминиевого теплоизоляционного материала с плотностью в интервале от приблизительно 2000 кг/м3 до приблизительно 3000 кг/м3 и коэффициентом теплопроводности в интервале от приблизительно 1,4 Вт/м ⋅ К до приблизительно 1,7 Вт/м ⋅ К. Основная функция второго слоя 24 заключается в создании связующего между первым слоем 26 и вторым слоем 25, однако там, где это необходимо, этот слой может быть использован в качестве наполнителя, улучшающего тепловую изоляцию.
Третий слой 25, расположенный между вторым слоем 24 и второй боковой стенкой 16, выполняет функцию усиления тепловой изоляции зоны 12 выгрузки относительно внешней среды. Третий слой 25, в приведенном здесь примере, выполнен из теплоизоляционного материала на основе кремния, но он может быть также выполнен из других теплоизоляционных материалов и может иметь другие величины толщины, пропорционально желаемой степени тепловой изоляции.
В частности, для достижения надлежащего компромисса между толщиной и теплоизолирующей способностью третьего слоя 25 величина коэффициента теплопроводности последнего предпочтительно находится в интервале от 0,01 Вт/м ⋅ К и 0,1 Вт/м ⋅ К.
Скорость, с которой ПВЖ перемещается через зону 12 выгрузки, и тепловая изоляция, обеспечиваемая внутренней футеровкой 22, позволяют ПВЖ сохранять большую часть тепловой энергии, поддерживая таким образом в разгрузочном отверстии 15 температуру более 700°С.
Очевидно, что могут быть произведены модификации и/или дополнения частей ёмкости, описанной выше, которая была в качестве примера идентифицирована как реактор 10, без выхода за пределы сущности и объема настоящего изобретения.
Рассмотренная выше форма воплощения изобретения, была приведена, конечно же, лишь в качестве не ограничивающего примера, и конструктивные особенности, изложенные в описании выше, следует понимать как применимые также для других типов ёмкостей, подходящих для содержания горячего ПВЖ. Альтернативными типами ёмкостей могли быть, например, бункеры для хранения или накопители или другие контейнеры, используемые для перемещения ПВЖ из реактора в устройства пользователей, такие как плавильные печи или машины брикетирования, для их питания.
На практике во всех этих ёмкостях, как в реакторах 10, предпочтительно, чтобы температура и способность к нисходящему перемещению ПВЖ были высокими.
Понятно также, что хотя настоящее изобретение было описано в отношении некоторых конкретных примеров, специалист в данной области техники определенно будет способен осуществить многие другие эквивалентные формы устройства, которому присущи признаки, изложенные в пунктах формулы изобретения, и, таким образом, все признаки, находящиеся в пределах объема правовой охраны, определяемого пунктами формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ РАЗГРУЗКИ ЖЕЛЕЗА, ПОЛУЧЕННОГО МЕТОДОМ ПРЯМОГО ВОССТАНОВЛЕНИЯ | 1999 |
|
RU2219244C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕБРИКЕТИРОВАННОГО ЖЕЛЕЗА | 2019 |
|
RU2753212C1 |
| ОГНЕУПОРНАЯ ФУТЕРОВКА ДЛЯ ОБОГАЩЕНИЯ ТИТАНОВОЙ РУДЫ | 2010 |
|
RU2542888C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОССТАНОВЛЕННОГО МЕТАЛЛА И ПРЕССОВКА, СОДЕРЖАЩАЯ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ | 2004 |
|
RU2303071C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗА ПРЯМЫМ ВОССТАНОВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2285047C1 |
| Способ получения чугуна из железорудного шлама | 2022 |
|
RU2790713C1 |
| Способ получения сплава титан-железо и устройство для его осуществления | 2019 |
|
RU2734610C1 |
| УСТРОЙСТВО ИЗ ВОСПРИНИМАЮЩЕГО ДАВЛЕНИЕ КОЖУХА И НАХОДЯЩЕЙСЯ ВНУТРИ НЕГО КАРКАСНОЙ СИСТЕМЫ | 2019 |
|
RU2798072C2 |
| ЦЕМЕНТ ДЛЯ ЛОВУШКИ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2215340C2 |
| ПОРИСТЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ, СМАЧИВАЕМЫЙ АЛЮМИНИЕМ | 2002 |
|
RU2281987C2 |
Изобретение относится к ёмкости для железа прямого восстановления (ПВЖ). Емкость содержит по меньшей мере верхнюю зону, образованную первой боковой стенкой, имеющей по существу цилиндрическую трубчатую форму, и зону выгрузки, расположенную ниже указанной верхней зоны и образованную второй боковой стенкой, имеющей по существу форму усеченного конуса, сужающегося в направлении нижнего выпускного отверстия. Внутренняя поверхность второй боковой стенки по меньшей мере частично облицована внутренней футеровкой, содержащей по меньшей мере первый слой композиционного керамического материала, образованного из смеси, содержащей оксид алюминия в виде корунда Al2O3 в количестве от 40 до 60 мас. %, оксид циркония в виде двуокиси циркония ZrO2 в количестве от 25 до 40 мас. % и оксид кремния SiO2 в количестве от 10 до 20 мас. %, при этом поверхность внутренней футеровки имеет поверхностную твердость, большую или равную 8,5 единиц по шкале Мооса, для уменьшения коэффициента трения второй боковой стенки и увеличения способности железа прямого восстановления перемещаться со скольжением в направлении указанного разгрузочного отверстия. Раскрыто применение емкости в качестве реактора для производства ПВЖ, бункера или накопителя или другого контейнера для хранения или подачи ПВЖ в плавильную печь или машину брикетирования. Обеспечивается возможность ограничить теплообмен между горячим ПВЖ, находящимся внутри ёмкости, и внешней средой, содействие нисходящему перемещению ПВЖ вдоль стенок зоны выгрузки для повышения степени нагрева ПВЖ на выходе из ёмкости железа (ПВЖ) без использования механических средств, способствующих или улучшающих нисходящее движение ПВЖ, поддержание температуры стенки ниже области температур, при которых необходимо использовать систему принудительного охлаждения, и уменьшение высоты зоны выгрузки и, соответственно, общей высоты ёмкости за счет уменьшения угла трения стенки и увеличения конусности стенки в зоне выгрузки с достижением заданной производительности. 3 н. и 7 з.п. ф-лы, 3 ил.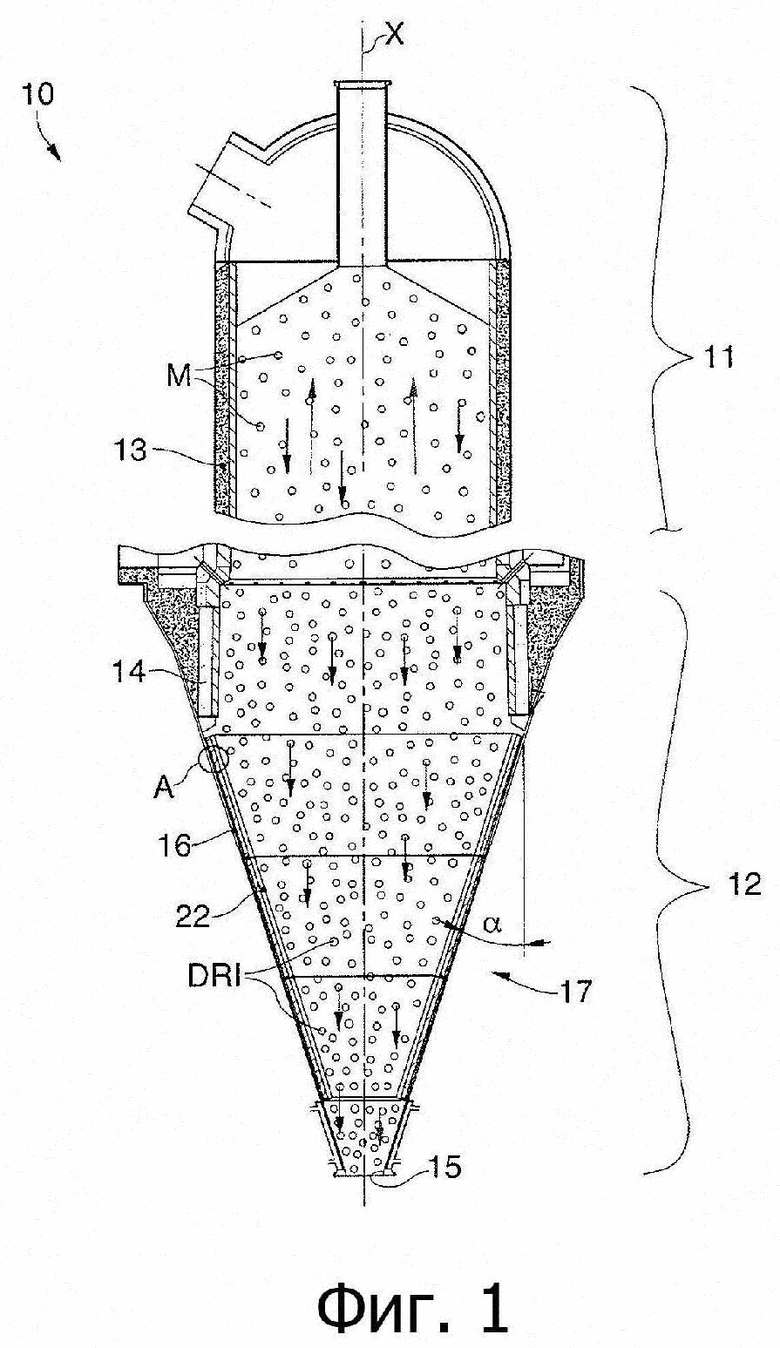
1. Емкость (10) для железа прямого восстановления, содержащая по меньшей мере верхнюю зону (11), образованную первой боковой стенкой (13), имеющей по существу трубчатую цилиндрическую форму, и зону (12) выгрузки, расположенную ниже указанной верхней зоны (11) и образованную второй боковой стенкой (16), имеющей по существу форму усеченного конуса, сужающегося в направлении нижнего разгрузочного отверстия (15), при этом внутренняя поверхность указанной второй боковой стенки (16) по меньшей мере частично облицована внутренней футеровкой (22), отличающаяся тем, что упомянутая внутренняя футеровка (22) содержит по меньшей мере первый слой (23) композиционного керамического материала, образованного из смеси, содержащей оксид алюминия в виде корунда (Al2O3), оксид циркония (двуокись циркония - ZrO2) и оксид кремния (SiO2), при этом поверхность внутренней футеровки (22) имеет поверхностную твердость, большую или равную 8,5 единиц по шкале Мооса, для того, чтобы уменьшить коэффициент трения указанной второй боковой стенки (16) и увеличить способность железа прямого восстановления перемещаться со скольжением в направлении указанного разгрузочного отверстия (15),
при этом указанный керамический материал содержит корунд (Al2O3) по меньшей мере в количестве, соответствующем интервалу от 40 до 60 мас. %,
при этом указанный керамический материал содержит оксид циркония (ZrO2) по меньшей мере в количестве, соответствующем интервалу от 25 до 40 мас. %,
при этом указанный керамический материал содержит оксид кремния (SiO2) по меньшей мере в количестве, соответствующем интервалу от 10 до 20 мас. %.
2. Емкость по п. 1, отличающаяся тем, что указанный первый слой (23) имеет толщину, большую чем или равную 40 мм.
3. Емкость по п. 1 или 2, отличающаяся тем, что указанный первый слой (23) содержит множество модульных элементов (26), размещенных вблизи друг от друга и разделенных промежуточным слоем (27), выполненным из упругодеформируемого материала, способного выдерживать температуры выше 700°С.
4. Емкость по п. 3, отличающаяся тем, что указанный упругодеформируемый материал представляет собой огнеупорный материал с высокой плотностью или теплоизоляционный материал.
5. Емкость по любому из пп. 1-4, отличающаяся тем, что указанная внутренняя футеровка (22) также содержит второй слой (24) теплоизоляционного материала, размещенный между первым слоем (23) и второй боковой стенкой (16) зоны (12) выгрузки, соединенный с указанным первым слоем (23) и указанной второй боковой стенкой (16) и обеспечивающий улучшение тепловой изоляции.
6. Емкость по п. 5, отличающаяся тем, что указанный второй слой (24) имеет толщину, большую чем или равную 45 мм.
7. Емкость по п. 5 или 6, отличающаяся тем, что указанная внутренняя футеровка (22) также содержит третий слой (25) теплоизоляционного материала, размещенный между указанным вторым слоем (24) и указанной второй боковой стенкой (16) указанной зоны (12) выгрузки для улучшения тепловой изоляции указанной зоны (12) выгрузки относительно внешней среды.
8. Емкость по любому из пп. 1-7, отличающаяся тем, что указанная верхняя зона (11) представляет собой зону восстановления реактора для производства железа прямого восстановления.
9. Применение емкости по любому из пп. 1-8 для хранения железа прямого восстановления и подачи последнего в плавильную печь.
10. Применение емкости по любому из пп. 1-8 для хранения железа прямого восстановления и подачи последнего в машину брикетирования.
| US 5766542 A1, 16.06.1998 | |||
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА РАСПЛАВЛЕННОГО ПЕРЕДЕЛЬНОГО ЧУГУНА | 1996 |
|
RU2154110C2 |
| Способ изготовления тонких ферромагнитных пленок с низкокоэрцитивными каналами продвижения плоских магнитных доменов | 1983 |
|
SU1109800A1 |
| WO 1990007010 A1, 28.06.1990 | |||
| US 5882579 A1, 16.03.1999 | |||
| WO 2007122509 A2, 01.11.2007 | |||
| AU 5052096 A, 17.10.1996. | |||

