Изобретение относится к черной металлургии, в частности к производству рельсов.
Известен способ изготовления с использованием роликового рихтовочного агрегата рельсов с низким уровнем остаточных напряжений, включающий охлаждение рельсов после горячей прокатки до температуры ниже 100oC, нагрев рельсов в зоне перемычки до 100-500oC перед введением в агрегат для рихтования, а после рихтовки охлаждение на воздухе до комнатной температуры. (DE патент N 3501522, кл. C 21 D 9/04).
Этот способ не обеспечивает требуемой прямолинейности рельсов. Кроме того, недостатком его является необходимость использования сложного оборудования, которое должно обеспечить заданный интервал температуры в шейке, а также минимальную искривленность рельсов после охлаждения на воздухе.
Известен способ обработки стальных изделий, преимущественно рельсов, включающий нагрев выше Ac3, растяжение путем приложения нагрузки и закалку в растянутом состоянии до 230-270oC (авт. свид. N 548639, кл. C 21 B 9/04, 1977).
Указанный способ не позволяет получать рельсы повышенной прямолинейности с низким уровнем остаточных напряжений. Для его реализации требуется реконструкция рельсобалочного цеха с большими капиталовложениями. Кроме того, необходимо проведение дополнительной операции для снижения уровня температурных остаточных напряжений.
Известен способ обработки рельсов, включающий объемный нагрев, охлаждение рельсов в масле, отпуск и правку путем холодной деформации с подачей жидкости в очаг деформации (авт. свид. N 242942, кл. C 21 D 9/04, 1986).
Способ позволяет повысить предел выносливости рельсов за счет снижения уровня остаточных напряжений. Недостатком данного способа является невозможность получения рельсов повышенной прямолиненейности с сохранением низкого уровня остаточных напряжений.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ обработки рельсов, включающий объемный нагрев, охлаждение рельсов в масле, отпуск и правку путем холодной деформации с подачей воды в очаг деформации при температуре 70-90oC и расходе 0,5-1,5 л/мин (патент РФ N 2084545, кл. C 21 D 9/04, 1997). Правка рельсов в известном способе осуществляется по общеизвестной схеме роликоправильными машинами путем приложения усилий, расположенных в шахматном порядке в одной плоскости (фиг. 1). Такое расположение усилий обеспечивает знакопеременный изгиб рельса в плоскости. Точками приложения усилий к рельсу являются точки соприкосновения роликов с поверхностью рельса. В точках приложения усилий усилия направлены перпендикулярно к его поверхности (Королев А.А. Конструкция и расчет машин и механизмов прокатных станов. - М.: Металлургия, 1981, с. 232). Недостатком данного способа является то, что правка не обеспечивает требуемый уровень прямолинейности рельсов. При сплошном контроле прямолинейности рельсов отбракованные рельсы по специальному рольгангу возвращают на холодильник для повторной правки. Длина рельсов после однократной правки больше, чем после двухкратной правки, поэтому для удовлетворения требований ГОСТ на размеры рельса необходимо все рельсы в потоке править одинаковое количество раз. Для сохранения производительности рельсобалочного цеха потребуется установка двух и более роликоправильных машин, что связано с реконструкцией рельсобалочного цеха.
Поставлена задача - повысить прямолинейность рельсов путем однократной правки с сохранением низкого уровня остаточных напряжений без снижения производительности и без увеличения капиталовложений.
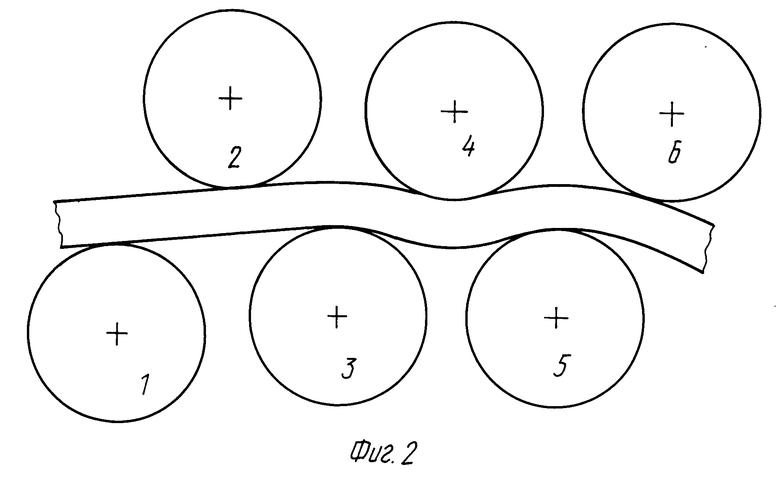
Поставленная задача достигается тем, что в известном способе, включающем правку с подачей нагретой воды в очаг деформации при расходе 0,05-1,5 л/мин незакаленных рельсов или рельсов, термоупрочненных путем объемного нагрева, охлаждения в закалочной среде и отпуска, правку осуществляют путем смещения точки приложения первого усилия в вертикальной плоскости на 30-80 мм, при этом рельс между точками приложения первого и третьего усилий вторым усилием перемещают до стрелы прогиба 0 - 2 мм (фиг. 2), порядковый номер ролика соответствует порядковому номеру усилия.
Указанные отличительные признаки способа обеспечивают повышенную прямолинейность рельсов при низком уровне остаточных напряжений.
Известно, что правка в плоскости наибольшей жесткости осуществляется в положении "стоя" на подошве и достигается путем определенного, плавно уменьшающегося по ходу правки прогиба рельса. Перегибы рельса в роликоправильной машине происходят на роликах, которые создают усилия и обеспечивают знакопеременный изгиб рельса в плоскости правки. Наибольший прогиб рельса происходит при первом перегибе рельса и требует, как в способе-прототипе, больших усилий, что приводит к росту остаточных напряжений и невозможности править рельсы при жестких режимах правки, обеспечивающих повышенную прямолинейность рельсов. Смещение точки приложения первого усилия в вертикальной плоскости на 30-80 мм обеспечивает изгиб рельса между первым и третьим усилиями выпуклостью на головку, при этом первый перегиб рельса осуществляется на третьем усилии. Перемещение рельса вторым усилием между первым и третьим усилиями до стрелы прогиба в пределах 0 - 2 мм обеспечивает перегиб рельса на третьем усилии больше, чем на четвертом усилии и достигается тем самым плавное уменьшение по ходу правки прогиба рельса. При этом между первым и третьим усилиями в рельсе устраняются поперечные силы. Касательные напряжения в сечении рельса целиком определяются наличием и величиной поперечных сил. Их устранение на участке между первым и третьим усилиями сопровождается ликвидацией касательных напряжений на этом участке и снижением остаточных напряжений после первого перегиба. Это позволяет править рельсы при жестких режимах правки, сохраняя при этом низкий уровень остаточных напряжений. Для более эффективного снижения остаточных напряжений правку осуществляют с подачей нагретой воды в очаг деформации.
Экспериментально установлено, что оптимальное смещение точки приложения первого усилия в вертикальной плоскости составляет 30-80 мм. Вторым усилием рельс на участке между первым и третьим усилиями перемещают до стрелы прогиба, составляющей 0 - 2 мм.
При стреле прогиба меньше нуля на втором усилии возникает прогиб рельса вогнутостью на головку. В результате этого на участке между первым и третьим усилиями в рельсе возникают поперечные силы, которые с ростом стрелы прогиба приводят к росту остаточных напряжений и нестабильной прямолинейности вдоль длины рельса.
При стреле прогиба больше нуля на втором усилии возникает прогиб рельса выпуклостью на головку. При стреле прогиба больше 2 мм нарушается условие плавного уменьшения по ходу правки прогиба рельса, так как прогиб рельса на третьем усилии меньше прогиба рельса на четвертом усилии. Это приведет к ухудшению прямолинейности рельсов.
При смещении точки приложения первого усилия менее 30 мм рельс на третьем усилии будет испытывать только упругую деформацию, а число упругопластических перегибов рельса уменьшится. Это приведет к ухудшению прямолинейности рельсов.
При смещении точки приложения первого усилия более 80 мм режим правки ужесточится, что сопровождается увеличением пластической проработки сечения рельса. Это приведет к изменению геометрических размеров поперечного сечения рельса, что ухудшит прямолинейность. Дополнительная пластическая проработка связана также с увеличением расхода электроэнергии, идущей на правку рельсов, а также с повышенным износом роликов роликоправильной машины.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ обработки отличается от прототипа тем, что, если в прототипе точки приложения первого и третьего усилий находятся на одном уровне, а вторым усилием рельс между точками приложения первого и третьего усилий искривлен вогнутостью на головку и испытывает упругопластическую деформацию, то в предлагаемом способе точка приложения первого усилия смещена относительно точки приложения третьего усилия на 30-80 мм, а вторым усилием на участке между точками приложения первого и третьего усилий рельс с выпуклостью на головку перемещают до стрелы прогиба, составляющей 0 - 2 мм, при этом рельс на этом участке испытывает только упругую деформацию (см. фиг. 1 и 2). Это позволяет повысить продольную прямолинейность рельсов путем однократной плавки с сохранением низкого уровня остаточных напряжений.
Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ патентов и научно-технической информации не выявил использования новых существенных признаков, используемых в предлагаемом изобретении по их функциональному назначению.
Таким образом, предлагаемое изобретение соответствует критерию "изобретательский уровень".
Примеры конкретного выполнения.
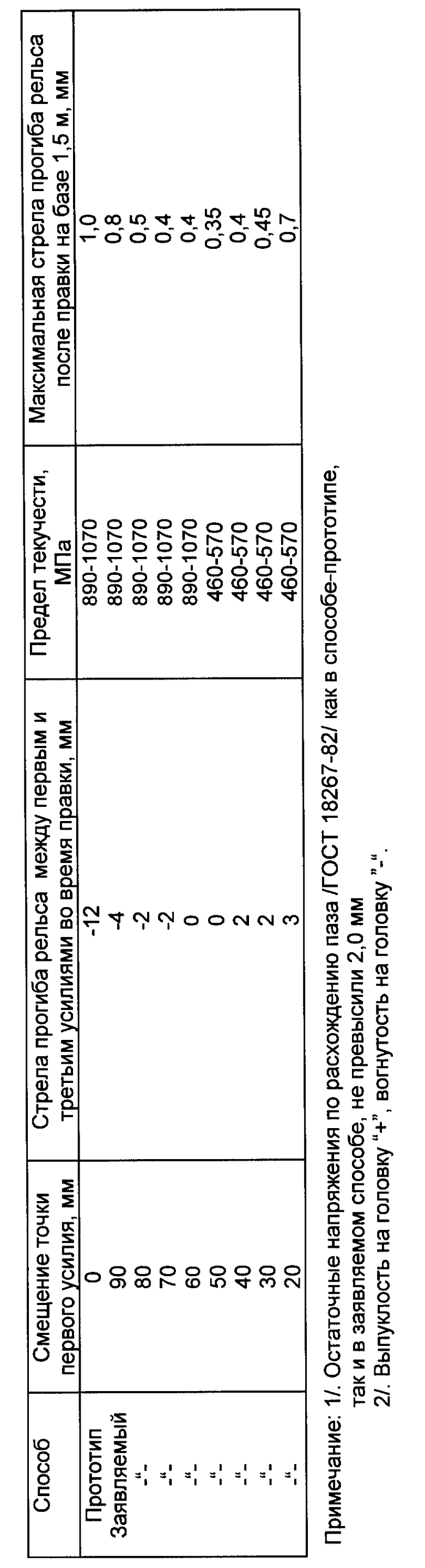
Обработке по предлагаемому способу подвергали незакаленные и термоупрочненные рельсы Р65 из стали М76 следующего состава: 0,74% углерода; 0,92% марганца; 0,28% кремния; 0,03% фосфора; 0,027% серы. Температура нагрева рельсов под закалку составляла 840oC, время выдержки в закалочной печи 55 мин. Закалку осуществляли в масле, а отпуск - при температуре 460oC в течение 2 ч. После охлаждения рельсов на холодильнике до температуры 60oC осуществляли правку рельсов на горизонтальной роликоправильной машине. Результаты испытания представлены в таблице.
Оценка остаточных напряжений производилась по расхождению паза (ГОСТ 18267-82), а измерение непрямолинейности по стреле прогиба рельса на базе 1,5 м с помощью набора щупов (± 0,05 мм).
В качестве прототипа была взята однократная правка термоупрочненных рельсов с пределом текучести 890-1070 МПа. Правка осуществлялась с подачей нагретой воды в очаг деформации на второй и четвертый ролики сверху при расходе 0,5-1,5 л/мин. Максимальная стрела прогиба рельса после правки составила 1 мм. Остаточные напряжения по расхождению паза не превысили 2,0 мм.
Для повышения прямолинейности термоупрочненных рельсов с пределом текучести 890-1070 МПа была осуществлена однократная правка по предлагаемому способу со смещением точки приложения первого усилия на 60-80 мм, а вторым усилием рельс между точками приложения первого и третьего усилий переместили до стрелы прогиба 0 - 2 мм. Максимальная стрела прогиба рельса после правки составила 0,4-0,5 мм (табл.).
При смещении точки приложения первого усилия на 90 мм и максимальной стреле прогиба рельса между точками приложения первого и третьего усилий 4 мм возникла сильная пластическая проработка сечения рельса, которая привела к изменению геометрических размеров поперечного сечения рельса. В результате ухудшилась прямолинейность: максимальная стрела прогиба рельса после правки составила 0,8 мм.
Для незакаленных рельсов с пределом текучести 460-570 МПа также была осуществлена однократная правка по предлагаемому способу со смещением первого усилия на 30-50 см, а вторым усилием рельс между точками приложения первого и третьего усилий переместили до стрелы прогиба 0 - 2 мм. Максимальная стрела прогиба рельса после правки составила 0,35-0,45 мм.
При смещении точки приложения первого усилия на 20 мм и максимальной стреле прогиба рельса между точками приложения первого и третьего усилий 3 мм на третьем усилии реализуется только упругая деформация. В результате этого число упругопластических перегибов рельса уменьшилось, что привело к значительному ухудшению прямолинейности. Максимальная стрела прогиба после правки составила 0,70 мм.
Остаточные напряжения после правки как незакаленных рельсов, так и термоупрочненных не превысило 2,0 мм.
Таким образом, заявляемые параметры позволяют применять однократную правку как незакаленных, так и термоупрочненных рельсов с максимальной стрелой прогиба 0,35-0,40 мм без изменения уровня остаточных напряжений. Термоупрочненные рельсы, обработанные этим способом, могут быть использованы для скоростного смешанного движения, где предъявляются высокие требования как к прочности рельсов, так и к их повышению прямолинейности. Способ может быть реализован на существующем оборудовании без снижения производительности рельсобалочного цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2299250C1 |
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 1994 |
|
RU2084545C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЛЬСОВ ПОСЛЕ ПРОКАТКИ И РЕЗКИ | 2008 |
|
RU2365637C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| СПОСОБ ПРАВКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ | 2000 |
|
RU2203757C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1994 |
|
RU2081191C1 |
| СПОСОБ ПРАВКИ ДВИЖУЩЕГОСЯ ПРОКАТА И РОЛИКОВАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2103087C1 |
Изобретение относится к области черной металлургии, в частности к производству рельсов. Поставлена задача - повысить прямолинейность рельсов путем однократной правки с сохранением низкого уровня остаточных напряжений без снижения производительности и без увеличения капиталовложений. Для этого незакаленные или термоупрочненные рельсы подвергают правке на роликоправильной машине со смещением точки приложения первого усилия в вертикальной плоскости на 30 - 80 мм, при этом рельс между точками приложения первого и третьего усилий вторым усилием перемещают до стрелы прогиба величиной 0 - 2 мм. 1 табл., 2 ил.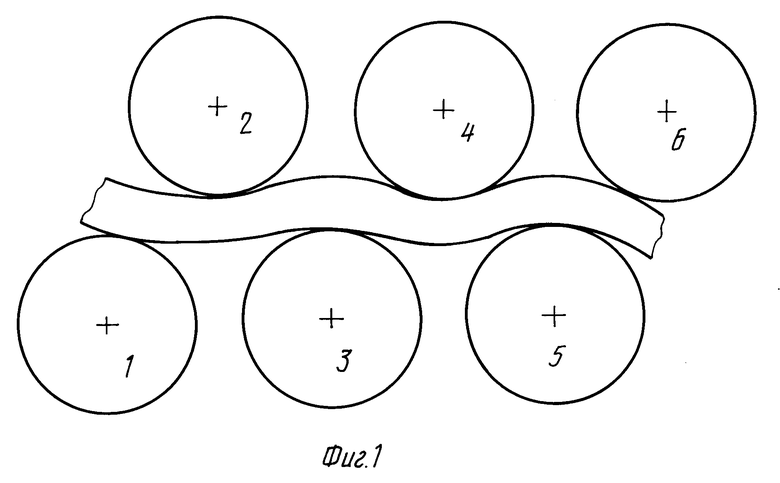
Способ обработки рельсов, включающий правку с подачей нагретой воды в очаг деформации при расходе 0,5-1,5 л/мин, незакаленных рельсов или рельсов термоупрочненных путем объемного нагрева, охлаждения в закалочной среде и отпуска, отличающийся тем, что правку осуществляют путем смещения точки приложения первого усилия в вертикальной плоскости на 30-80 мм, при этом рельс между точками приложения первого и третьего усилий вторым усилием перемещают до стрелы прогиба величиной 0-2 мм.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки рельсов | 1975 |
|
SU548639A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛБСОВ|ВПТБ1 0--.<.^^5' | 1972 |
|
SU434113A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| DE A 3501522, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Королева А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М.: Металлургия, 1981, с.232. | |||
