Изобретение относится к прокатному производству и может быть применено при изготовлении полос на непрерывных широкополосных станах холодной прокатки.
Известен способ непрерывной холодной прокатки полосы с натяжением, включающий определение предела текучести полосы (σт) в каждом межклетевом промежутке для разных марок стали в поддержание величины удельного натяжения (σн) путем задания величины коэффициента k, представляющего собой отношение σн к σт. Отличительной особенностью в способе является то, что, дополнительно для каждой клети учитывают нестабильность натяжений, определяют коэффициент кт нестабильности, как отношение наибольшего отклонения среди переднего и заднего натяжений от номинальной технологически заданной их величины к этой номинальной величине натяжения. Итоговую величину натяжения поддерживают с учетом непрерывного измерения толщины полосы и усилия прокатки в каждой клети с учетом значений угла между линией, соединяющей центры рабочего и опорного валков, и вертикалью и угла между линией, соединяющей центры рабочего и опорного валков, и линией действия межвалкового усилия при замедлении стана (Патент РФ №2189876, МПК B21B 37/48, опубл.27.09.2002).
Недостатком изобретения является сложность в непрерывном определении предела текучести полосы по аналитическим зависимостям, измерения геометрических параметров между опорным и рабочим валками, а также. При этом с учетом колебаний натяжений и усилий прокатки авторы гарантируют только устойчивое положение рабочих валков.
Известен способ непрерывной холодной прокатки полосы с натяжением, направленный на обеспечение устойчивости процесса прокатки за счет создания управления процессом прокатки, которая предотвращает возникновение нежелательных вибраций на основе упреждающего учета всех возможных колебаний технологических параметров (Патент РФ 2259896, МПК B21B 1/28, опубл.10.09.2005).
Данный способ может быть принят в качестве прототипа изобретения.
Недостатком указанного способа является необходимость аналитического определения параметров очага деформации в реальном режиме времени и невозможность непрерывного определения напряженно-деформированного состояния полосы. Причинами вибраций указаны нестабильное положение рабочих валков в клети, авторы не приводят подтверждения данной гипотезы на практике.
Задача изобретения - определение режимов натяжений полосы обеспечивающих исключение негативных автоколебательных эффектов, препятствующих освоению проектных скоростей прокатных станов, с возможностью регулирования натяжений в реальном режиме времени.
Техническим результатом изобретения является повышение стабильности технологического процесса, исключающего негативные автоколебательные эффекты при холодной прокатке.
Указанный технический результат достигается тем, что в способе непрерывной холодной прокатки полосы с натяжением, включающем обжатие полосы в несколько проходов, осуществление в каждом межклетевом промежутке сопутствующего контроля параметров прокатки путем непрерывного измерения и расчета в реальном режиме времени толщины и ширины проката, скорости движения полосы и вращения рабочих валков, секундных объемов полосы и проведение по результатам контроля регулирования режимов обжатий и натяжений полосы с поддержанием заданных дифференцированно для разных марок стали на основании технологических и эксплуатационных требований пределов значений упомянутых контролируемых параметров, в том числе, разности натяжений полосы ΔТ=Т0 - Т1 перед клетью Т0 и за клетью Т1, отличающийся тем, что регулирование упомянутой разности натяжений ΔТ полосы осуществляют из условия поддержание неравенства
 , Н, где
, Н, где
h0 и h1 - толщина полосы на входе и на выходе из клети соответственно, м
ν0 и ν1 - скорость движения полосы перед и за клетью соответственно, м/с,
ε1 - обжатие полосы, %,
b – ширина полосы на выходе из клети, м,
ρ – плотность материала полосы, кг/м3.
Сущность изобретения заключается в следующем.
В работе [A. Kozhevnikov, I. Kozhevnikova, N. Bolobanova, A. Smirnov Chatter prevention in stands of continuous cold rolling mill // Metalurgija (Metallurgy) 59 (2020) 1, p.p. 55-58] авторы раскрыли механизм возникновения негативных автоколебательных эффектов, имеющий технологическую природу происхождения.
Установлено, что в моменты колебаний разницы межклетевых секундных объемов, при которых изменяется их знак, возникают резонансные вибрационные процессы, наиболее известные в мировой практике, как явление «chatter».
Условие исключения данных автоколебаний при прокатке с натяжением заключается в поддержании при непрерывной прокатке отрицательной величины разности межклетевых секундных объемов

где  - секундный объем металла в межклетевом промежутке (i-1…i), м3
- секундный объем металла в межклетевом промежутке (i-1…i), м3
 - скорость (м/с), толщина (м), ширина (м) полосы в i-м промежутке.
- скорость (м/с), толщина (м), ширина (м) полосы в i-м промежутке.
Однако современные автоматизированные и автоматические системы управления технологией холодной прокатки спроектированы на автоматическое поддержание в заданных пределах толщины и натяжений.
Для повышения эффективности работы систем АСУ ТП станов холодной прокатки с точки зрения контроля за стабильностью технологии и исключения вибраций необходимо аналитически связать объемы полосы и натяжения полосы во время прокатки. Это поможет технологам в работе более точно и эффективно контролировать процесс прокатки, а АСУ ТП позволит автоматически поддерживать параметры на требуемом уровне без негативных вибраций.
Используя основной закон динамики, учитывая действующие на рассматриваемый участок полосы силы, формула, выражающая связь скоростей движения полосы и натяжений выглядит следующим образом:

где ν0 и ν1 - скорость движения полосы перед и за клетью, м/с,
Т0 и Т1 - натяжение полосы перед и за клетью, кН
h1 и b - толщина, мм и ширина полосы на выходе из клети,
ρ - плотность материала полосы, кг/м3.
Для формулировки конкретных рекомендаций по корректировке режима при возникновении вибраций умножили равенство (2) на величину h1 и преобразовали полученное выражение:

Так как при холодной прокатке тонких широких полос ширина полосы остается неизменной, то для обеспечения стабильного без вибраций процесса прокатки с натяжением необходимо выполнение условия  (соотношение секундных объемов полосы). Как видно из равенства (3) в случае потери устойчивости валкового узла в клети во время прокатки необходимо увеличивать обжатие в клети ε1.
(соотношение секундных объемов полосы). Как видно из равенства (3) в случае потери устойчивости валкового узла в клети во время прокатки необходимо увеличивать обжатие в клети ε1.
Преобразуем выражение (3), выделив из него разницу натяжений с учетом условия исключения вибраций
Возведем обе части в квадрат и преобразуем формулу

в итоге получаем

где  - разность натяжения полосы, Н,
- разность натяжения полосы, Н,
Т0 и Т1 - натяжения полосы перед клетью Т0 и за клетью Т1 соответственно, Н,
h0 и h1 - толщина полосы на входе и на выходе из клети соответственно, м
ν0 и ν1 - скорость движения полосы перед и за клетью соответственно, м/с,
ε1 - обжатие полосы, %,
b - ширина полосы на выходе из клети, м,
ρ - плотность материала полосы, кг/м3.
Выражение (4) говорит о следующем: чтобы обеспечить технологию, исключающую вибрации, необходимо уменьшать натяжение за клетью Т1, увеличивать натяжение перед клетью Т0 и корректировать скорости ν0 и ν1 и обжатие ε1 за счет изменения толщины h1.
Адекватность вышеуказанных аналитических выражений апробирована на реальных режимах прокатки непрерывного 5-клетевого стана «1700» Череповецкого металлургического комбината ПАО «Северсталь».
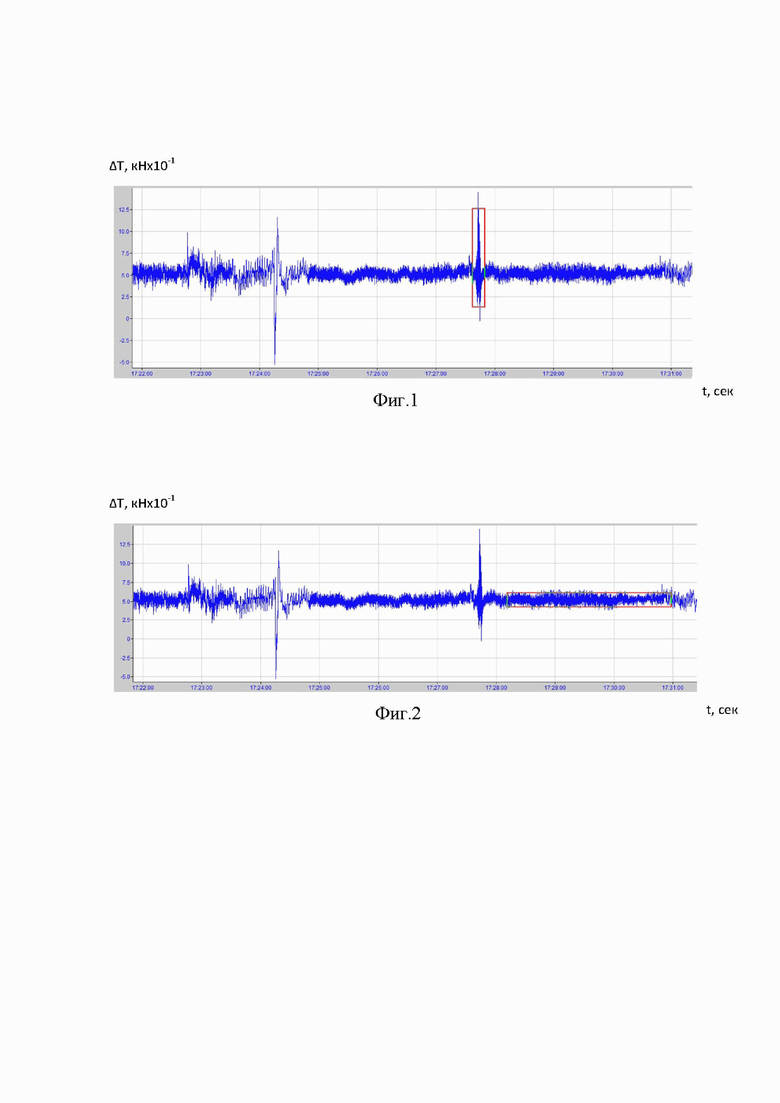
На фиг. 1 показан выделенный участок колебаний натяжений в реальном режиме времени при возникновении вибраций при прокатке конструкционной стали толщиной 0,4 мм и шириной 1250 мм.
На фиг. 2 выделен участок графика, который соответствует стабильному режиму прокатки после снижения скорости.
На основании анализа более 1000 режимов холодной прокатки выявлено, что при колебании разности натяжений в пределах 25% от среднего значения говорят о стабильном режиме прокатки. Бóльшие разбросы говорят о переходе в режим негативных автоколебательных эффектов - вибраций (chatter).
Таким образом, указанный выше технический результат изобретения может быть достигнут.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ БУКСОВАНИЯ ВАЛКОВ КЛЕТИ КВАРТО ЛИСТОПРОКАТНОГО СТАНА | 2022 |
|
RU2808119C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2000 |
|
RU2189876C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2007 |
|
RU2340415C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2287383C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2006 |
|
RU2325241C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2003 |
|
RU2239500C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499639C1 |
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке полос на непрерывных широкополосных станах. Способ включает обжатие полосы в несколько проходов, осуществление в каждом межклетевом промежутке сопутствующего контроля параметров прокатки путем непрерывного измерения в реальном режиме времени толщины и ширины проката, скорости движения полосы и вращения рабочих валков, секундных объемов полосы и проведение по результатам контроля регулирования режимов обжатий и натяжений полосы с поддержанием заданной разности натяжений полосы ΔТ=Т0–Т1 перед клетью Т0 и за клетью Т1 с регулированием упомянутой разности натяжений ΔТ полосы из условия поддержание неравенства, основанного на толщинах полосы на входе и на выходе из клети, скоростей движения полосы перед и за клетью, обжатия полосы, ширины полосы на выходе из клети и плотности материала полосы. Использование изобретения позволяет повысить стабильность и качество технологического процесса холодной прокатки. 2 ил.
Способ непрерывной холодной прокатки полосы с натяжением, включающий обжатие полосы в несколько проходов, осуществление в каждом межклетевом промежутке сопутствующего контроля параметров прокатки путем непрерывного измерения в реальном режиме времени толщины и ширины проката, скорости движения полосы и вращения рабочих валков, секундных объемов полосы и проведение по результатам контроля регулирования режимов обжатий и натяжений полосы с поддержанием заданных дифференцированно для разных марок стали на основании технологических и эксплуатационных требований пределов значений упомянутых контролируемых параметров, в том числе разности натяжений полосы ΔТ=Т0 - Т1 перед клетью Т0 и за клетью Т1, отличающийся тем, что регулирование упомянутой разности натяжений полосы ΔТ осуществляют из условия поддержания неравенства
 , Н, где
, Н, где
h0 и h1 - толщина полосы на входе и на выходе из клети соответственно, м,
ν0 и ν1 - скорость движения полосы перед и за клетью соответственно, м/с,
ε1 - обжатие полосы, %,
b - ширина полосы на выходе из клети, м,
ρ - плотность материала полосы, кг/м3.
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2000 |
|
RU2189876C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКИХ ВИБРАЦИЙ НА СТАНАХ ПРОКАТКИ ПОЛОСЫ | 2002 |
|
RU2239501C2 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| KR 20110070537 A, 24.06.2011 | |||
| CN 108568455 A, 25.09.2018. | |||

