Изобретение относится к области обработки металлов резанием, в частности к технологии (способу) проведения исследований по определению относительной стойкости лезвийного режущего инструмента, преимущественно резцов для токарной обработки металла и фрез, изготовленных из разных режущих материалов, направлено на существенное сокращение продолжительности таких исследований и ускоренное определение в производственных условиях эффективности использования режущих инструментов из новых или улучшенных марок быстрорежущих сталей для обработки конкретных конструкционных материалов при заданных оптимальных режимах путем выявления более стойких при этих режимах режущих материалов или более эффективных режимов обработки, на уменьшение расхода инструментов и конструкционных материалов для проведения необходимого объема исследований.
В соответствии с ГОСТ 2625-44 “Методика определения обрабатываемости металлов резанием” установлена методика (технология) определения обрабатываемости металлов при точении резцами из быстрорежущей стали по скорости резания, силе резания и шероховатости обрабатываемой поверхности. В качестве основной характеристики обрабатываемости принята скорость резания V60, соответствующая стойкости инструмента Т=60 мин. Для этого экспериментально устанавливают зависимость стойкости "Т" инструмента от скорости резания "V" при определенном сечении среза t×S=2×0,5(мм2), и из этой зависимости определяют скорость резания V60. Период стойкости режущего инструмента - время "Т", в течение которого инструмент сохраняет работоспособными свои контактные поверхности и лезвия, - зависит от рода, механических и теплофизических свойств обрабатываемого и инструментального материалов, геометрических параметров инструмента, факторов (параметров) режима резания и применяемой смазочно-охлаждающей жидкости (СОЖ) и равен максимальному времени работы инструмента между двумя его заточками. В настоящее время для экспериментального определения стойкости инструмента используют известный способ однофакторного эксперимента. Сущность этого известного способа определения стойкости инструментов из различных сравниваемых режущих материалов и выбора более стойкого из них для конкретных технологических целей заключается в том, что все факторы обработки и параметры (режимы) процесса резания, кроме скорости резания "V" (обрабатываемый материал, геометрические параметры инструмента, глубина резания, величина подачи, вид СОЖ), в процессе таких экспериментальных исследований сохраняют строго постоянными. При проведении таких исследований вначале часть заготовок из одного конструкционного материала обрабатывают каждую отдельным инструментом из одного сравниваемого режущего материала при одном из нескольких выбранных значений скорости резания "V", изнашивая каждый инструмент в пределах оптимальной или допустимой величины износа "δ" его задней поверхности, регистрируя время "Т" такого износа инструмента для каждого значения скорости резания "V". Затем заготовки из этого же конструкционного материала аналогичным образом обрабатывают последовательно инструментами из других сравниваемых режущих материалов. Если в процессе таких исследований предусмотрена обработка нескольких конструкционных материалов - все перечисленные выше операции последовательно повторяют с заготовками из каждого конструкционного материала. По полученным экспериментальным данным измерения времени "Т" заданного износа "δ" инструментов со всеми сравниваемыми режущими материалами при обработке каждым из них конкретных конструкционных материалов строят кривые износа δ=f (Т) инструмента из конкретного режущего материала для каждого выбранного значения скорости резания "V". По этим кривым и устанавливают зависимость периода стойкости "Т" от скорости резания "V" для каждого из сравниваемых режущих материалов при обработке ими конкретных конструкционных материалов, т.е. T=f(V) (Бобров В.Ф. Основы теории резания металлов. - М.: Машиностроение, 1975 г., стр.251-252). При этом оценку относительной стойкости инструментов из сравниваемых режущих материалов осуществляют по максимальному значению скорости резания "V" для одинакового периода их стойкости "Т" при обработке этими инструментами одинаковых конструкционных материалов или по отношению скорости V60 для периода стойкости режущих материалов Т=60 мин, которое представляет собой коэффициент обрабатываемости (относительной стойкости)
К0=V
где V
Этот известный способ определения стойкости лезвийного режущего инструмента, в том числе и относительной, является наиболее близким к заявляемому по техническому существу - его прототипом. Однако при достаточно высокой надежности и достоверности его результатов способ имеет и ряд существенных недостатков, препятствующих решению основной задачи данного изобретения и достижению технического результата, которые будут указаны ниже. К основным недостаткам указанного в качестве прототипа известного способа определения относительной стойкости лезвийного режущего инструмента следует отнести большую продолжительность проведения необходимого объема исследований, их трудоемкость, значительный расход инструментов и обрабатываемого конструкционного материала, что существенно повышает затраты на проведение таких исследований.
На практике для решения конкретных производственных задач в проведении такого объема исследований, расхода инструментов и обрабатываемого конструкционного материала просто нет необходимости и это не рентабельно. Гораздо важнее при минимальных затратах времени и средств правильно выбрать режущий материал инструмента для обеспечения максимальной эффективности и экономичности производственных процессов при обработке конкретных конструкционных материалов.
Основной задачей данного изобретения является разработка простого, но достаточно надежного и эффективного способа ускоренного определения относительной стойкости лезвийного режущего инструмента. Технический результат, который должен быть получен в результате решения поставленной задачи, - существенное сокращение продолжительности исследований и материальных затрат при определении относительной стойкости лезвийного режущего инструмента.
Указанный технический результат при осуществлении данного изобретения достигается тем, что при реализации известного способа определения относительной стойкости лезвийного режущего инструмента, преимущественно резцов для токарной обработки металла или фрез, изготовленных из разных режущих материалов, при котором заготовки из разных конструкционных материалов обрабатывают каждую отдельным инструментом из сравниваемых режущих материалов при выбранных значениях одного переменного параметра, преимущественно скорости обработки (резания), и неизменных значениях всех остальных параметров, а оценку относительной стойкости инструментов из сравниваемых режущих материалов осуществляют отдельно для каждого конструкционного материала по результатам такой обработки, в соответствии с данным изобретением заготовки из каждого конструкционного материала обрабатывают при одном выбранном из оптимальных для обработки этого материала значении переменного параметра (скорости резания "V") в течение одинакового для всех заготовок времени в пределах 30-60 с и фиксируют степень износа каждого инструмента после такой обработки измерением ширины видимого контакта сходящей стружки с передней гранью инструмента, а относительную стойкость инструментов из сравниваемых режущих материалов в порядке ее увеличения оценивают (устанавливают) по уменьшению измеренной степени их износа - ширины видимого контакта сходящей стружки с передней гранью инструмента. Более точным и эффективным будет достижение указанного технического результата, если заготовки из каждого конструкционного материала обрабатывать при максимальном для данного конструкционного материала по экономическим или иным соображениям значении переменного параметра. В случае получения одинаковых или очень близких значений степени износа инструментов из двух (или более) разных режущих материалов при обработке ими заготовок из одного конструкционного материала проводят, при необходимости, контрольную обработку заготовок из этого же конструкционного материала только инструментами из указанных режущих материалов при большем значении скорости резания или другого определяющего параметра процесса резания, например толщины срезаемого слоя или величины подачи, и прочих неизменных условиях, а оценку относительной стойкости инструментов из сравниваемых режущих материалов, подвергнутых указанной контрольной проверке, осуществляют аналогично.
Действительно, предлагаемая при осуществлении заявляемого способа определения относительной стойкости лезвийного режущего инструмента обработка заготовок из каждого конструкционного материала отдельным инструментом при одном выбранном из оптимальных для обработки этого материала значении переменного параметра (скорости резания) в течение одинакового для всех заготовок времени в пределах 30-60 с в десятки раз сокращает машинное время обработки одной заготовки одним инструментом по сравнению с известным способом-прототипом, при котором каждую заготовку обрабатывают одним инструментом до оптимального или допустимого его износа, что может длиться от одной до нескольких десятков минут. При этом и расход обрабатываемого таким образом конструкционного материала при одном конкретном значении скорости резания будет во столько же раз меньшим, а если учесть, что в известном способе-прототипе обрабатывают несколько заготовок из одного конструкционного материала каждую отдельным резцом из одного и того же режущего материала при каждом из нескольких выбранных значений переменного параметра - скорости резания "V" - снижение затрат машинного времени на обработку, расход резцов и обрабатываемого конструкционного материала будет дополнительно в несколько раз меньше. Причем инструменты из сравниваемых режущих материалов при реализации заявляемого способа не подвергаются заметному износу и без переточки могут быть использованы в производственном процессе после проведения таких исследований. Продолжительность обработки заготовок одним резцом при осуществлении заявляемого способа менее 30 с может не оставить видимых следов контакта сходящей стружки с передней гранью инструмента, а их обработка более 60 с - в зависимости от вида обработки и свойств обрабатываемого и режущего материалов - может, во-первых, вызвать начало износа рабочих поверхностей режущей части инструмента (что мало вероятно) и затруднить измерение фактической ширины контакта сходящей стружки с передней гранью инструмента, внося определенную неточность (ошибку) в оценку его стойкости, и, во-вторых, нецелесообразно из-за неоправданного увеличения продолжительности каждой такой операции, дополнительного износа режущего инструмента и расхода обрабатываемого материала – следы контакта сходящей стружки с передней гранью инструмента будут четко обозначены (видны) до истечения 60 с обработки резанием. Наконец, предлагаемая оценка степени износа инструментов из разных режущих материалов при обработке ими заготовок из одного конструкционного материала при одинаковой скорости резания в течение одинакового промежутка времени действительно характеризует относительную стойкость каждого из сравниваемых режущих материалов в порядке ее увеличения по мере уменьшения ширины видимого контакта сходящей стружки с передней гранью инструмента. Разумеется, для конкретного конструкционного материала и при конкретном одинаковом значении скорости резания "V". А поскольку скорость резания "V" при прочих одинаковых параметрах и факторах такой обработки и стойкость инструмента определяют экономическую эффективность - максимальную производительность обработки при минимальном расходе инструмента - заявляемый способ определения относительной стойкости лезвийного режущего инструмента целесообразно (но не обязательно) осуществлять при максимальном допустимом (или близком к нему) по экономическим или иным соображениям для каждого конкретного конструкционного материла значении переменного параметра обработки - скорости резания "V". Предлагаемое проведение контрольной обработки заготовок с указанным изменением ее режима позволит, при необходимости, выбрать инструмент с большей стойкостью режущего материала (из сравниваемых при контрольной обработке) и дополнительно повысить эффективность производственного процесса. Проведение предлагаемой контрольной проверки при осуществлении заявляемого способа целесообразно проводить в случае получения одинаковых или очень близких минимальных значений степени износа инструментов из двух (или более) разных режущих материалов, соответствующих наибольшей и примерно одинаковой их стойкости при выбранном режиме осуществления заявляемого способа, что позволит дополнительно повысить эффективность производственного процесса.
Поскольку проведенный заявителем анализ уровня техники по доступным источникам информации не выявил наличие известного аналогичного объекта, характеризующегося признаками, тождественными всей совокупности существенных признаков заявляемого объекта, указанных в формуле изобретения и обеспечивающих достижение указанного заявителем технического результата, заявляемый объект соответствует условию охраноспособности "новизна".
Проведенный заявителем дополнительный поиск не выявил известность использования отличительных признаков заявляемого объекта для решения таких же или аналогичных задач в этой же и в смежных областях техники, а значит, данное изобретение не вытекает явным образом для специалистов из известного уровня техники для достижения указанного ранее технического результата. Следовательно, заявляемый объект соответствует условию охраноспособности "изобретательский уровень".
Поскольку для промышленной реализации заявляемого объекта отсутствуют препятствия технического, технологического или иного порядка, что подтверждают проведенные заявителем исследования, заявляемый объект соответствует условию охраноспособности "промышленная применимость".
Сущность изобретения поясняют приводимые ниже конкретные примеры его осуществления, что не исключает и другие варианты реализации заявляемого способа в пределах формулы изобретения, и чертежи, на которых схематично представлены:
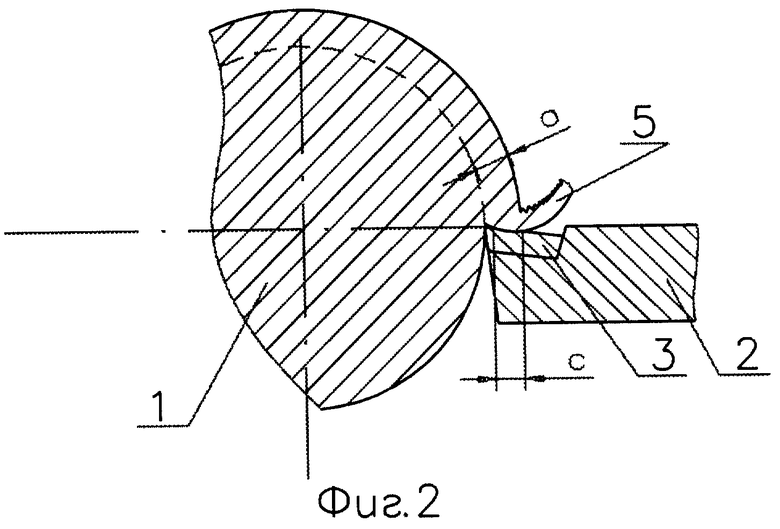
- на фиг.1 - фрагмент процесса обработки заготовки резцом и контролируемые размеры заготовки и величин параметров процесса резания;
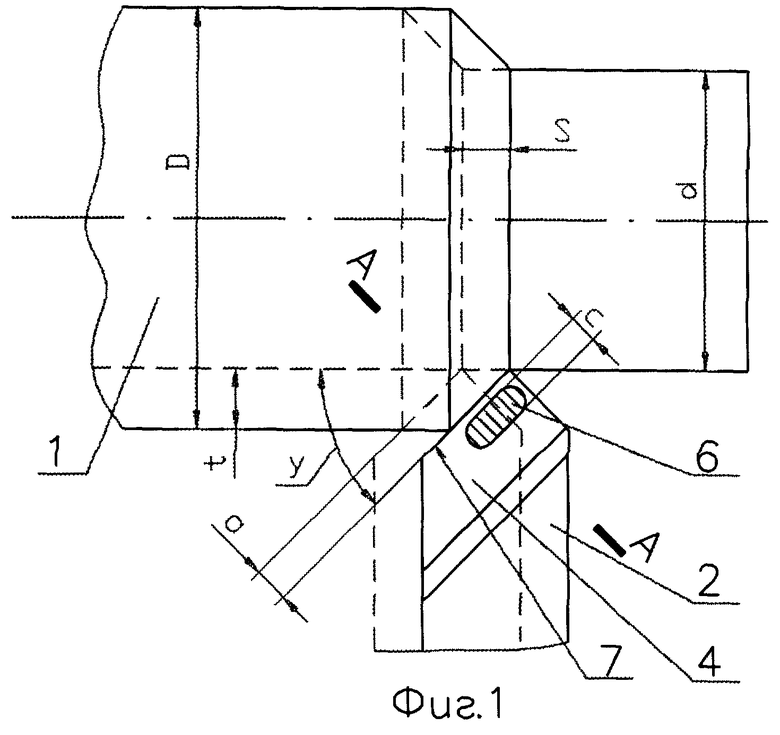
- на фиг.2 - сечение А-А по фиг.1, поясняющее процесс резания и взаимодействие сходящей стружки с передней гранью резца.
Заявляемый способ определения относительной стойкости лезвийного режущего инструмента - резцов для токарной обработки - реализуется на токарных станках известных типов со ступенчатым или бесступенчатым регулированием скорости резания "V". Подготовка к проведению исследований при реализации заявляемого способа включает, как и при реализации способа-прототипа, выбор неизменных в процессе исследований параметров и факторов обработки - глубины резания "t", величины продольной подачи "S", заготовок 1 из предназначенных для обработки конструкционных материалов, проверку идентичности геометрических параметров режущей части подготовленных резцов 2 из всех подлежащих сравнению режущих материалов, выбор СОЖ для проведения таких исследований, если в этом есть необходимость. В отличие от способа-прототипа реализация заявляемого способа предполагает выбор одной скорости резания для продольного точения подлежащих обработке заготовок из каждого конструкционного материала из оптимальных ее значений для этих материалов. Надежность и эффективность результатов исследований в отдельных случаях может быть выше при выборе максимальной (или близкой к ней) допустимой скорости резания для обработки некоторых конструкционных материалов в процессе таких исследований.
Сущность заявляемого способа определения относительной стойкости лезвийного режущего инструмента заключается в следующем. Вначале обработке подвергают заготовки 1 из одного конструкционного материала, последовательно закрепляя их в токарном станке и обрабатывая каждую отдельным инструментом 2 (резцом) с режущей пластиной 3 каждого из сравниваемых режущих материалов. Основной отличительной особенностью заявляемого способа является то, что обработку всех заготовок 1 из одного конструкционного материала осуществляют с одинаковой выбранной для этого материала скоростью "V" в течение строго одинакового промежутка времени "Т" в пределах 30-60 с, а после такой обработки фиксируют степень износа передней грани 4 режущей пластины 3 из каждого сравниваемого режущего материала измерением ширины "с" видимого контакта сходящей стружки 5 с передней гранью 4 - лунки 6, образующейся на указанной грани от взаимодействия со сходящей стружкой 5 и располагаемой параллельно режущей кромке 7 главного лезвия режущей пластины 3 и на некотором удалении от режущей кромки 7. Ширина "с" лунки 6, образующейся на передней грани 4 режущей пластины 3 каждого инструмента 2, зависит от рода, механических и теплофизических свойств обрабатываемого конструкционного и режущего инструментального материалов, геометрических параметров режима резания, применяемой СОЖ (если она вообще используется) и продолжительности обработки - времени, в течение которого сходящая стружка 5 заготовки 1 воздействует на переднюю грань 4 режущей пластины 3, вызывая указанный ее износ. Поскольку условия обработки заготовок 1 из одного конструкционного материала отличаются только видом материала режущих пластин 3 и присущих каждому из них механических и теплофизических свойств, ширина "с" видимого контакта сходящей стружки 5 с передней гранью 4 режущей пластины 3, т.е. ширина "с" образующейся на ней лунки 6, зависит только от стойкости материала режущей пластины 3, которая при указанных конкретных условиях тем выше, чем меньше фиксируемая ширина "с", характеризующая степень износа режущего материала. Следовательно, располагая в одной графе таблицы результаты экспериментальных исследований по определению относительной стойкости лезвийного режущего инструмента вид (марку) обрабатываемого конструкционного материала, а в другой графе - виды (марки) материала режущих пластин 3 резцов 2, которыми этот конструкционный материал обрабатывался, а в третье графе - зафиксированную для каждого режущего материала величину "с" его износа (в порядке ее уменьшения или увеличения) получим расстановку режущих материалов в порядке увеличения (или соответственно уменьшения) их относительной стойкости (но не периода стойкости "Т") при обработке указанного конкретного конструкционного материала и при выбранном значении скорости его резания "V". Приняв относительную стойкость режущего материала с максимальным зафиксированным значением величины износа "с" за единицу, в следующей графе можно указать значения коэффициента относительной стойкости "К" каждого режущего материала как отношение величины износа "с" материала, относительная стойкость которого принята за единицу, к величине износа "с" каждого конкретного режущего материала. Эта величина коэффициента относительной стойкости "К" для всех материалов кроме первого, относительная стойкость которого принята равной единице, будет больше единицы и укажет кратность увеличения продолжительности обработки данного конструкционного материала инструментом из соответствующего режущего материала по сравнению с первым до допустимого из износа при выбранной скорости обработки. Однако выбор режущего материала инструментов для обработки конкретных конструкционных материалов должен осуществляться не только с учетом относительной стойкости, определенной в соответствии с данным изобретением, но и с учетом других технико-экономических показателей, например стоимости режущих материалов, затрат на изготовление инструментов и их переточку и некоторых других.
После указанной обработки заготовок из одного конструкционного материала аналогичной обработке последовательно подвергают заготовки из других конструкционных материалов и проводят такую же обработку результатов экспериментальных исследований с заполнением соответствующих граф общей таблицы результатов исследований, включая установление относительной стойкости сравниваемых режущих материалов при обработке ими каждого конструкционного материала с установленной (или выбранной) для его обработки скорости резания "V".
Абсолютно аналогично проводится подготовка и проведение исследований для определения относительной стойкости фрез из разных режущих материалов при обработке ими заготовок из одного или нескольких конструкционных материалов, а также других лезвийных режущих инструментов, например сверл, протяжек, резцов для обработки строганием и др.
Заявителем в лабораторных условиях проведена экспериментальная проверка заявляемого способа ускоренного определения относительной стойкости лезвийного режущего инструмента из нескольких W-Mо-Cо быстрорежущих сталей, в частности резцов для токарной обработки металла и фрез, при обработке ими разных конструкционных материалов.
Экспериментальная проверка заявляемого способа ускоренного определения относительной стойкости резцов для токарной обработки была проведена при продольном точении резцами из шести марок быстрорежущих сталей заготовок из сплава титана ТС-5, жаропрочного никелевого сплава ЭИ-698 и стали 20Х13.
Резцы из всех режущих материалов имели одинаковую геометрию режущего клина:
- главный угол в плане ϕ=60°;
- вспомогательный угол в плане ϕ1=10°;
- передний угол γ=15°;
- задний угол α=12°;
- положение главного лезвия относительно опорной поверхности - угол λ=0.
Обработка (продольное точение) заготовок велась с одинаковыми режимами для всех обрабатываемых материалов:
- глубина резания t=1,5 мм;
- величина продольной подачи S=0,21 мм/об;
- толщина срезаемого слоя Q=0,18 мм.
Результаты эксперимента приведены в таблице 1.
Кроме того, способ был опробован при фрезеровании стали 15Х11МФ, сплава титана ТС-5, жаропрочного никелевого сплава ЭП-800 по режиму: S-0,1 мм/зуб, t=1,5 мм, В=45 мм (Q=0,09 мм).
Геометрия режущего клина была аналогичной геометрии, которая использовалась при точении.
Результаты приведены в таблице 2.
Как следует из приведенных в таблицах результатов экспериментальной проверки, срок службы (стойкость) использованных инструментальных материалов при обработке конкретных материалов на указанных одинаковых режимах увеличивается по сравнению с первым в таблице, стойкость которого принята равной единице, пропорционально коэффициенту его относительной стойкости, или соответственно можно увеличить скорость резания (или другие параметры).
Заявляемый способ позволяет установить это намного быстрее по сравнению с традиционными и с меньшими затратами труда, материалов и энергоресурсов.


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| Способ определения оптимальных режимов процесса резания конструкционных сталей | 2020 |
|
RU2757336C2 |
| СПОСОБ ЛЕЗВИЙНОЙ ОБРАБОТКИ | 2004 |
|
RU2261781C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Способ выбора марки инструментального материала | 1990 |
|
SU1772689A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНИХ ТЕМПЕРАТУР ПЛОЩАДОК КОНТАКТА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА С ПЕРЕДНЕЙ И ЗАДНИМИ ПОВЕРХНОСТЯМИ ТОКАРНОГО РЕЗЦА И ИХ ПРОТЯЖЕННОСТЕЙ | 2004 |
|
RU2278001C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
Изобретение относится к области обработки металлов резанием, ускоренному определению в производственных условиях стойкости резцов и фрез из различных инструментальных материалов. Способ заключается в том, что заготовки из разных конструкционных материалов обрабатывают каждую отдельным лезвийным инструментом из исследуемых режущих материалов при одном выбранном из оптимальных для обработки этого материала значении переменного параметра, например скорости резания, и неизменных значениях всех остальных параметров и факторов в течение одинакового для всех заготовок времени, а оценку относительной стойкости лезвийных инструментов из исследуемых режущих материалов осуществляют отдельно для каждого конструкционного материала по результатам такой обработки. Для повышения надежности время обработки выбирают в пределах 30-60 с и фиксируют степень износа каждого лезвийного инструмента после обработки измерением ширины видимого контакта сходящей стружки с передней гранью инструмента, а относительную стойкость инструментов из исследуемых режущих материалов в порядке ее увеличения оценивают по уменьшению измеренной ширины контакта стружки с передней гранью. Для полученных одинаковых или очень близких значений степени износа двух или более лезвийных инструментов из разных режущих материалов при обработке ими заготовок из одного конструкционного материала может быть проведена контрольная обработка заготовок из этого же конструкционного материала только лезвийными инструментами из указанных режущих материалов при большем значении скорости резания или другого определяющего параметра процесса резания, например толщины срезаемого слоя или величины подачи, и прочих неизменных условиях, а затем осуществляют оценку относительной стойкости лезвийных инструментов из сравниваемых режущих материалов, подвергнутых указанной контрольной проверке. 4 з.п. ф-лы, 2 ил., 2 табл.
| Способ оценки сравнительной износостойкости режущих инструментов | 1986 |
|
SU1335854A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ИНСТРУМЕНТОВ | 0 |
|
SU347629A1 |
| Способ выбора рационального инструментального материала | 1984 |
|
SU1202715A1 |
| SU 1486886 A1, 15.06.1989 | |||
| US 5689062 A, 18.11.1997. | |||

