Настоящее изобретение относится к оборудованию для нанесения покрытия на металлическую полосу горячим погружением, содержащему отжиговую печь, бак, в котором находится ванна жидкого металла, носок, который соединяет отжиговую печь и бак, а также переливное устройство, отделенное от носка. Другими словами, носок имеет одну высокорасположенную сторону на конце отжиговой печи и другую сторону немного ниже поверхности ванны жидкого металла, создающую уплотнение. Такое расположение служит для защиты металлической полосы от окисления на пути от отжиговой печи до ванны жидкого металла. Переливное устройство расположено у поверхности ванны жидкого металла, окруженной носком.
Во время процесса нанесения покрытия положение входа полосы в ванну со временем изменяется из-за различных факторов, например, из-за изменений положения подачи полосы, и, тем самым, влияет на оптимальное положение переливного устройства. Соответственно, во время процесса переливное устройство должно быть перемещено в оптимальное положение.
Кроме того, во время использования оборудование изнашивается или выходит из строя из-за ряда воздействующих факторов. Например, погружаемая часть носка подвергается коррозии, и наблюдается нарушение нормальной работы насоса или указателя уровня. Для решения указанных проблем часть носка или переливного устройства должна быть замена или отремонтирована, причем такие операции ведут к резке полосы, снижению производительности и увеличению расходов на изготовление.
Патент FR 2 816 639 относится к устройству для непрерывного нанесения покрытия на металлическую полосу горячим погружением. Это оборудование повышает качество поверхности полосы за счет уменьшения плотности дефектов в результате добавления переливного устройства к носку. С этой целью переливные устройства устанавливают в удлиненной части носка для сбора шлака рядом с полосой.
Патент WO 2017/187225 описывает устройство для непрерывного нанесения покрытия на металлическую полосу горячим погружением. Это оборудование является усовершенствованием устройства из FR 2 816 639, описанного выше, и позволяет регулировать положение носка и переливных устройств относительно полосы. С этой целью носок оснащен передвижным коробом для выгрузки, который вращается относительно металлической полосы вокруг первой оси вращения, и короб для выгрузки перемещается при вращении перед верхней частью кожуха вокруг второй оси вращения. Кроме того, шарнирное соединение, обеспечивающее вращение короба для выгрузки перед верхней частью кожуха является соединительной поворотной осью.
Однако при использовании вышеуказанного оборудования отвечающая требованиям установка переливного устройства является сложным процессом и при ненадлежащем обращении может привести к неправильному позиционированию. Сложность установки связана с проблемами при выравнивании обеих сторон переливного устройства за счет горизонтального перемещения без вертикального перемещения. Кроме того, требуются многочисленные механизмы, что ведет к большей вероятности неисправности. Кроме того, при выходе из строя одной детали для выполнения ее ремонта необходимо демонтировать, а иногда и заменить, весь носок.
Соответственно, существует необходимость предложить более простое и более надежное устройство для регулирования переливного устройства, а также облегчения его замены. Это техническое решение также должно облегчать правильное позиционирование переливного устройства. Кроме того, было бы большим преимуществом, если бы переливное устройство можно было удалять без резки полосы, так чтобы она оставалась заправленной и уменьшала влияние на производительность.
Эта задача решается с помощью оборудования по п. 1 формулы изобретения. Оборудование также может иметь любую характеристику из пп. 2–13 формулы изобретения. Эта задача решается с помощью способов, описанных в пп. 14 и 15 формулы изобретения.
Другие характеристики и преимущества изобретения станут понятными из приведенного ниже подробного описания изобретения.
С целью объяснения изобретения ряд вариантов изобретения и испытаний неограничивающих примеров подробно описаны со ссылкой на следующие фигуры:
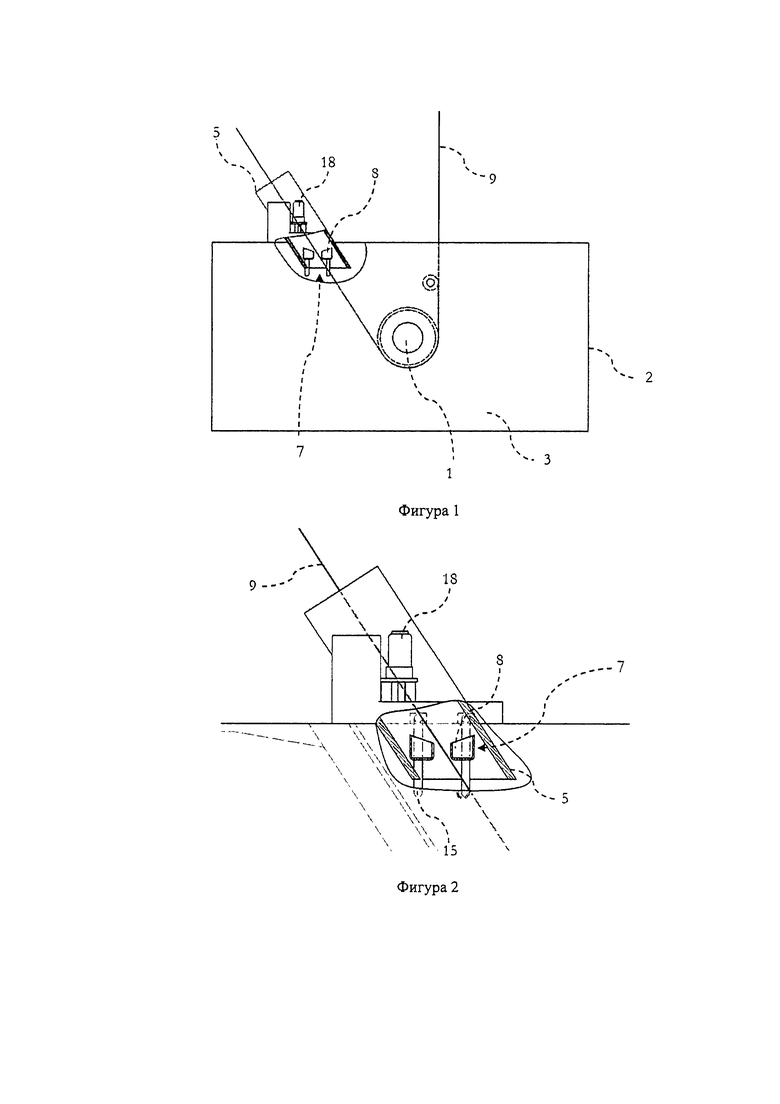
фиг. 1 – вид изобретения в разрезе во время использования;
фиг. 2 - вид изобретения в разрезе, где показаны наконечник и переливное устройство;
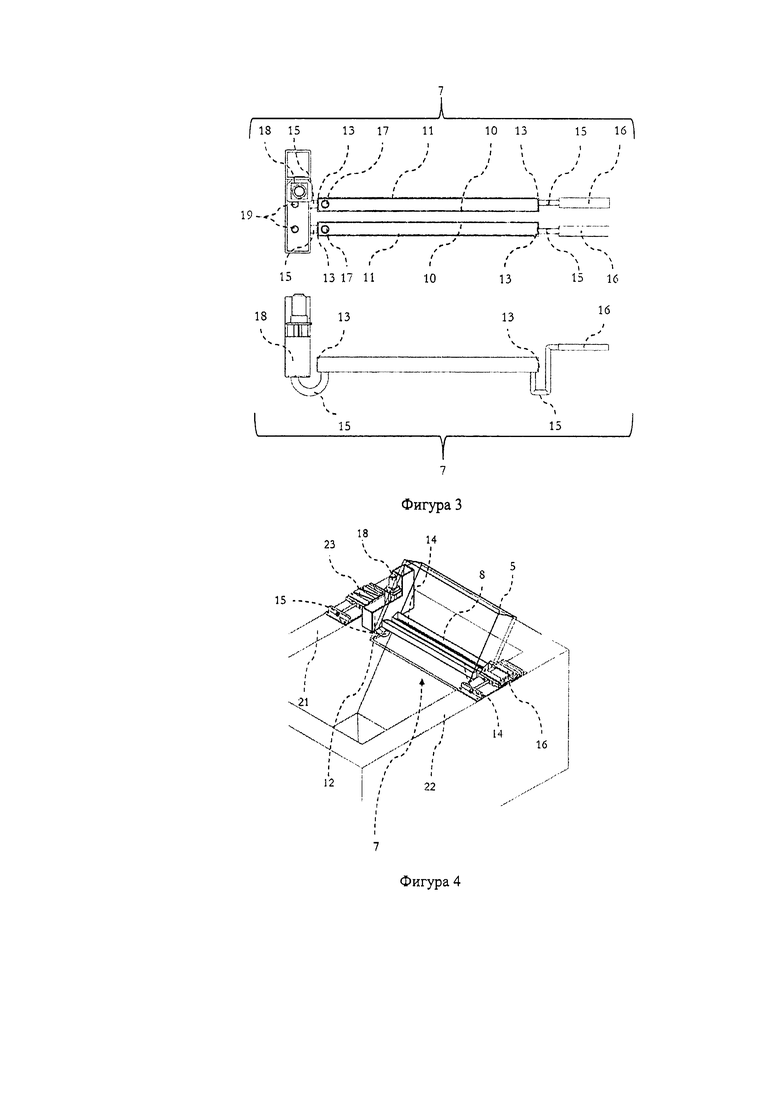
фиг. 3 – возможная конструкция переливного устройства;
фиг. 4 – пример компоновки наконечника, переливного устройства и системы перемещения;
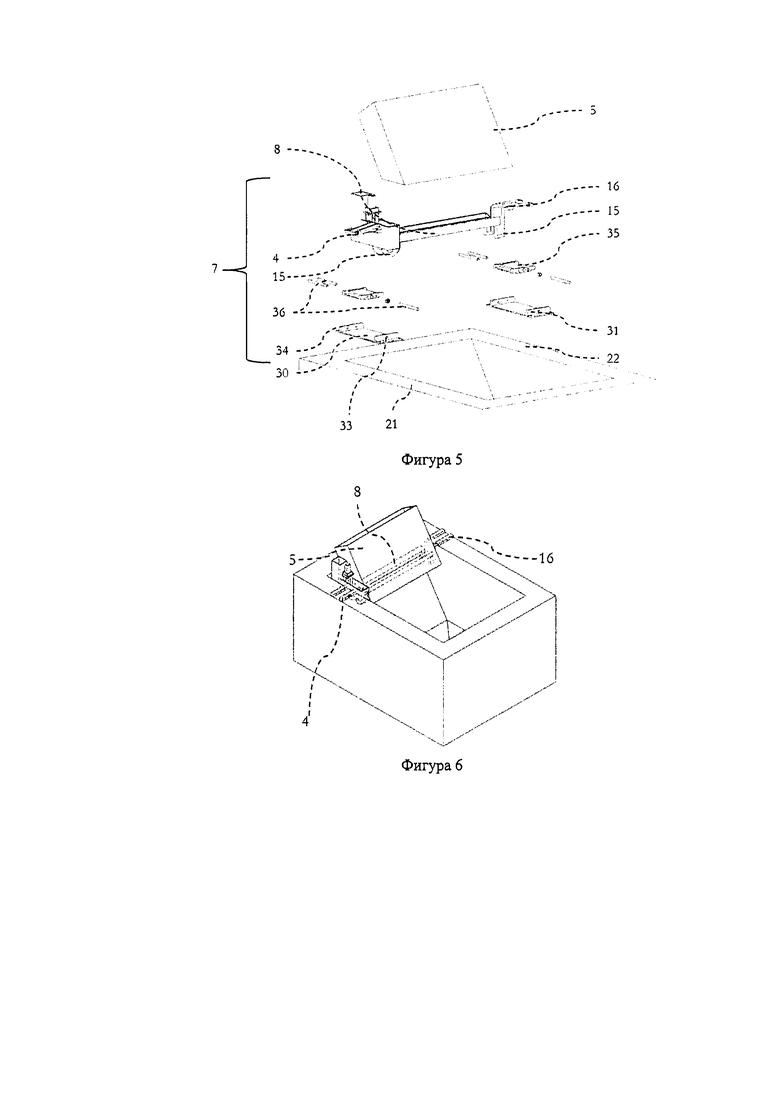
фиг. 5 – различные элементы, а именно, наконечник, переливной устройство, и система перемещения в разобранном виде;
фиг. 6 – переливное устройство, расположенное на краях ванны;
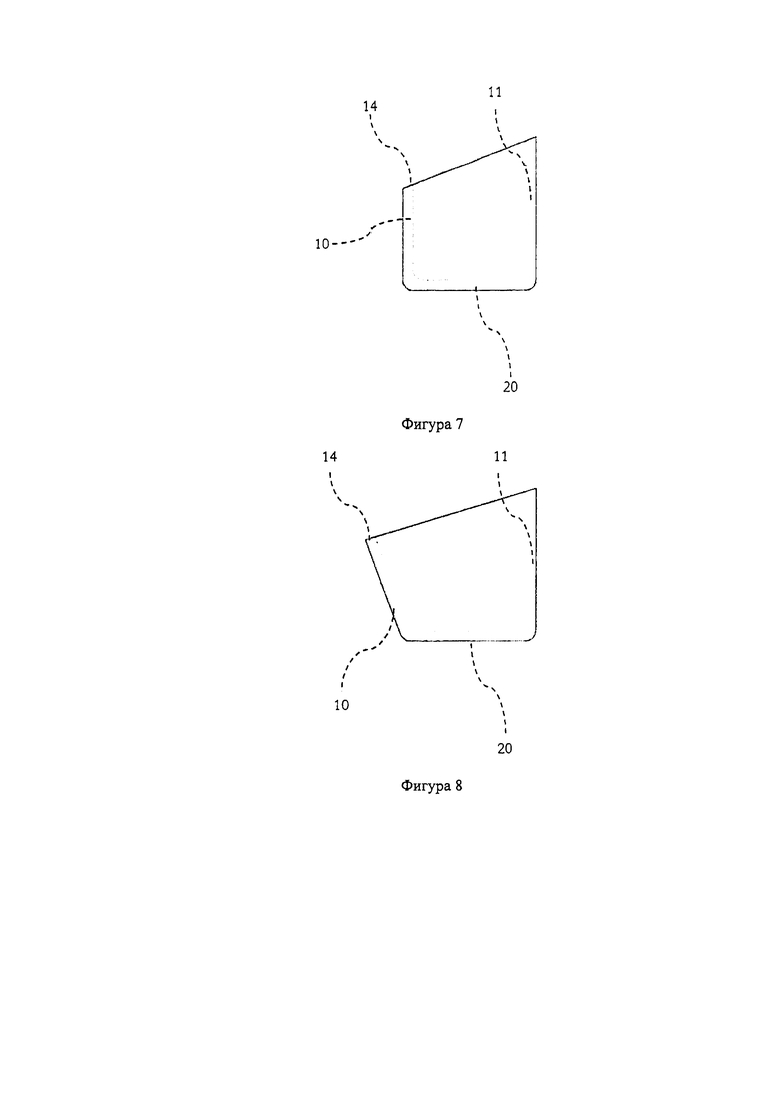
фиг. 7 – конструктивное исполнение лотка;
фиг. 8 – другое конструктивное исполнение лотка;
фиг. 9 – уровень жидкой ванны относительно лотков во время использования и жидкостное уплотнение.
Настоящее изобретение относится к оборудованию для непрерывного нанесения покрытия на металлическую полосу горячим погружением, содержащему отжиговую печь, бак 2, в котором находится ванна 3 жидкого металла, носок, который соединяет отжиговую печь и указанный бак 2 и через который движется металлическая полоса 9 в защитной атмосфере, и нижняя часть указанного носка, наконечник 5, по меньшей мере, частично погружен в ванну 3 жидкого металла для ограничения совместно с поверхностью ванны и внутренней стороной указанного носка жидкостного уплотнения 6, переливное устройство 7, не соединенное с носком, причем указанное переливное устройство содержит, по меньшей мере, один лоток 8, расположенный вблизи полосы 9, входящей в указанную ванну 3 жидкого металла, и окруженный указанным жидкостным уплотнением 6.
Представляется, что по существующему уровню техники отсутствует возможность легкого и быстрого удаления только переливного устройства для его очистки, ремонта или замены. Кроме того, также представляется, что отсутствует возможность удаления только части носка, контактирующей с ванной, для ее замены или очистки без удаления всего носка или большей его части. И, наоборот, с помощью оборудования по настоящему изобретению можно легко удалять переливное устройство без удаления всего носка, Кроме того, можно отделить от носка часть, по меньшей мере, частично погруженную в материал покрытия, без удаления всего носка или большей его части.
Как преимущество, указанный носок можно поднимать и опускать вплоть до 100 см, более предпочтительно плоть до 120 см. Например, выражение «носок может быть поднят вплоть до 120 см» означает, что, по-видимому, между самым нижним и самым верхним положениями наконечника существует разница 120 см. Такой диапазон между верхней и нижней точками облегчает удаление переливного устройства.
Как преимущество, указанное переливное устройство 8 образовано внутренней стенкой 10, обращенной к одной стороне полосы, направленной к поверхности жидкостного уплотнения, причем верхний край указанной внутренней стенки расположен ниже поверхности указанной ванны 3, наружной стенкой 11, обращенной к носку, направленному к поверхности жидкостного уплотнения, причем верхний край указанной наружной стенки расположен выше поверхности указанной ванны 3, соединительной частью 20 между нижними краями указанных наружной 11 и внутренней 10 стенок, а также стенкой 13 у каждого совместно используемого края ранее упомянутых стенок, соединяющей все края, и верхний край внутренней стенки 10 расположен ниже верхнего края наружной стенки 11.
Как преимущество, указанное переливное устройство 7 оснащено средством 18 для поддержания уровня жидкого металла на уровне ниже поверхности жидкостного уплотнения для задания свободного стекания жидкого металла в указанный лоток 8, причем указанное свободное стекание жидкого металла составляет более 50 мм с целью предотвращения подъема частиц оксидов металла и частиц интерметаллических соединений в качестве противотока течению жидкого металла.
Как преимущество, верхний край 14 первой внутренней стенки лотка 8 имеет в продольном направлении последовательность полостей и выступов. Без ограничения какой-либо теорией это позволяет уменьшить или исключить разбрызгивание материала покрытия на полосу и облегчить течение материала покрытия вдоль стенки.
Как преимущество, указанное переливное устройство 7 можно удалять после подъема указанного носка. После поднимания носка отсутствуют какие-либо препятствия для удаления переливного устройства, что обеспечивает более легкий демонтаж.
Как преимущество, указанный лоток 8 и средство 18 для поддержания уровня прикреплены к краям 21 и 22 бака 2 с помощью опор 4 и 16. Например, опоры приварены к лотку и средству для поддержания уровня, и опоры прикреплены винтами к краям бака.
Как преимущество, лоток 8 соединен со средством 18 для поддержания уровня и опорами 16 с помощью соединителей 15, причем указанные соединители 15 переливного устройства являются криволинейными в направлении дна ванны для нанесения покрытия, так что самая нижняя часть соединителей расположена ниже жидкостного уплотнения, позволяя концу нижней части носка, т.е. наконечнику, находиться под жидкостным уплотнением и выше самой нижней части опоры. Например, самая нижняя часть соединителей может иметь U-образную, V-образную или полукруглую форму.
Как преимущество, опоры 16 и 4, на которых прикреплены лоток 8 и средство 18 для поддержания уровня, могут перемещаться/передвигаться вдоль краев ванны, позволяя переливному устройству 7 передвигаться вдоль краев указанной ванны. Например, опоры с одной или обеих сторон могут крепиться к поршню или системе гидравлических цилиндров, которые могут перемещаться. Более предпочтительно, опоры с обеих сторон переливного устройства прикреплены к подвижной системе. Соответственно, без ограничения какой-либо теорией переливное устройство движется как бы перпендикулярно оси, образованной поверхностью ванны для нанесения покрытия и полосой. Например, опоры и, тем самым, переливное устройство, могут перемещаться на расстоянии, по меньшей мере, 50 см вдоль краевой оси. Как большее преимущество, опоры перемещаются автоматически относительно положения полосы.
Как преимущество, опоры 16 и 4, на которых прикреплены лоток 8 и средство 18 для поддержания уровня, могут перемещаться перпендикулярно поверхности ванны. Это позволяет регулировать уровень лотка для поддержания его на уровне ванны. Указанная система используется совместно с погружением листа для тонкой регулировки уровня переливного устройства. Например, указанная регулировка может выполняться с помощью механической системы для вертикального перемещения переливного устройства.
Как преимущество, переливное устройство 2 имеет два лотка 8, расположенных симметрично относительно входа металлической полосы в жидкий металл 3.
Как преимущество, переливное устройство 7 состоит из одного лотка 8, непрерывно окружающего металлическую полосу 9 и образованного внутренней стенкой 10, обращенной к одной стороне полосы, направленной к поверхности жидкостного уплотнения, причем верхний край указанной внутренней стенки расположен ниже поверхности указанной ванны, наружной стенкой 11, обращенной к носку, направленному к поверхности жидкостного уплотнения, причем верхний край указанной наружной стенки расположен выше поверхности указанной ванны, и горизонтальной стенкой 20 между нижними краями наружной и внутренней стенок. Без ограничения какой-либо теорией это позволяет получить единственный в своем роде окружной отсек.
Как преимущество, носок содержит верхнюю часть и нижнюю часть, которая является съемной.
Изобретение также относится к способу осаждения металлического покрытия посредством нанесения металлического покрытия горячим погружением на установке, описанной в пп. 1–13 формулы изобретения, включающему в себя:
- рекристаллизационный отжиг стального листа в отжиговой печи,
- прохождение стального листа в носке из отжиговой печи в ванну для нанесения покрытия горячим погружением,
- нанесение покрытия в ванне на отожженный стальной лист горячим погружением.
Изобретение также относится к способу замены изношенной нижней части носка в результате процесса нанесения горячим погружением в установке, описанной в п.п. 1 – 13 формулы изобретения, в котором:
- указанный носок поднимают, устанавливая его нижнюю съемную часть выше жидкой ванны,
- переливное устройство поднимают и удаляют и/или съемную нижнюю часть носка удаляют и заменяют новым компонентом.
Приведенное ниже описание относится к установке для непрерывного цинкования металлической полосы. Однако настоящее изобретение может применяться во всех процессах непрерывного нанесения покрытия, в которых присутствуют загрязнители поверхности, жидкостное уплотнение должно оставаться чистым, и требуется обеспечить легкое удаление переливного устройства.
После секции холодной прокатки металлическая полоса проходит через отжиговую печь (не показана) в восстановительной атмосфере для рекристаллизации металлической полосы после наклепа в результате холодной прокатки и придания ее поверхности состояния, усиливающего химическую реакцию, происходящую во время цинкования.
В отжиговой печи металлическая полоса нагревается до температур, в общем, составляющих 650 - 900°C. Сразу после этого металлическая полоса 9 проходит в установку для цинкования, как показано на фиг. 1.
Эта установка содержит отжиговую печь (не показана) и бак 2, в котором находится ванна 3 жидкого металла, причем указанная ванна жидкого металла, в общем, состоит из жидкого цинка, содержащего такие химические элементы, как алюминий и железо, а также дополнительные элементы, возможно, свинец и сурьму. Температура ванны, в общем, составляет приблизительно 460°C.
После отжиговой печи металлическая полоса 9 охлаждается до температуры, близкой к температуре ванны, и затем погружается в ванну 3 жидкого металла.
Во время этого погружения в зависимости от элементов, присутствующих в ванне, образуется интерметаллический сплав, обычно, Fe-Zn-Al, позволяющий обеспечить взаимодействие между металлической полосой и оставшимся цинком на указанной металлической полосе после сушки.
Как показано на фиг. 1, металлическая полоса проходит через наконечник 5 и носок (не показан, но является удлинением наконечника) в защитной атмосфере.
Носок и наконечник 5 имеют, как показано на фиг. 2, прямоугольное поперечное сечение. Наконечник 5 частично погружен в ванну для создания жидкостного уплотнения в наконечнике, как показано на фиг. 9. Таким образом, металлическая полоса 9, входящая в ванну, проходит через жидкостное уплотнение и между двумя лотками 8.
Далее металлическая полоса отклоняется роликом 1 и проходит на следующую операцию, где она, в общем, подвергается сушке с помощью струйных сопел, продувающих воздух (не показано).
Как показано на фиг. 3 и 6, переливное устройство может состоять из двух прямоугольных лотков 8, криволинейных соединителей 15 средства 18 для поддержания уровня и опор 16 и 4. На одной стороне отверстия 17 в лотках на средстве для поддержания уровня и отверстия 19 в средстве для поддержания уровня соединены полым криволинейным соединителем 15, образующим канал между лотком и средством 18 для поддержания уровня. Как можно видеть на фиг. 5, опоры 4, прикрепленные на средстве 18 для поддержания уровня, расположены на крае 21 бака 2. На другой стороне опоры 16 прикреплены к лотку 8 (а именно, к соединителю 15) и установлены на крае 22 бака 2.
Лотки образованы внутренней стенкой 10, обращенной к одной стороне полосы, направленной к поверхности жидкостного уплотнения, причем верхний край указанной внутренней стенки расположен ниже поверхности указанной ванны, наружной стенкой 11, обращенной к носку, направленному к поверхности жидкостного уплотнения, причем верхний край указанной наружной стенки расположен выше поверхности указанной ванны, соединительной частью 20 между нижними краями указанных наружной 11 и внутренней 10 стенок, а также стенкой 13 у каждого совместно используемого края ранее упомянутых стенок, соединяющей все края. Основным признаком лотка является то, что верхний край наружной стенки расположен выше верхнего края внутренней стенки. Без ограничения какой-либо теорией все эти элементы обеспечивают свободное стекание жидкого металла в лоток и, таким образом, позволяют получить более чистую поверхность вблизи металлической полосы.
Без ограничения какой-либо теорией, как можно видеть на фиг. 8, внутренняя стенка может быть слегка наклонена к полосе, позволяя уменьшить разбрызгивание на полосу.
Кроме того, средство для поддержания уровня может состоять из насоса, выполняющего всасывание в отсеке 12 и возвращающего содержимое в ванну жидкого металла.
На фиг. 4 и 5 показан механизм 23, который может использоваться для перемещения переливного устройства. Частично прямоугольная пластина 30 привернута на крае ванны двумя винтами с каждой боковой стороны. Пластина 30 имеет одну стенку 31 с каждой боковой стороны, но не ее крае, причем первая стенка имеет центральное отверстие 33, в то время как вторая стенка имеет два отверстия 34, расположенные на расстоянии друг от друга, равном одной третьей длины стенки. На этой частично прямоугольной пластине 30 расположен металлический элемент 35. Этот металлический элемент имеет меньшую толщину на боковых краях, образуя U-образную форму на верхней и нижней сторонах, и имеет три отверстия, которые могут быть выровнены с отверстиями частично прямоугольной пластины 30. Через отверстия 33, 34 и указанные отверстия проходят три винта 36, для крепления элемента 35 и пластины друг к другу. На этом элементе 35 к его более тонким краям с помощью винтов прикреплен край опор 4, 16.
Специалисту понятно, что размеры оборудования, описанного в настоящем документе, зависят от его конструктивного исполнения, в частности, максимальная ширина полосы, обрабатываемой на производственной линии. Специалисту понятно, что ширина переливного устройства должна быть больше ширины полосы.
Примеры
Пример 1
В частном варианте выполнения, в котором используется идея настоящего изобретения, длина ванны составляет 3900 мм, и ее ширина составляет 2720 мм, длина носка составляет 2300 мм, и его ширина составляет 525 мм, что обеспечивает прохождение полосы шириной 1800 мм. Высота наконечника во время использования составляет 1283 мм. Лоток имеет длину 2200 мм, ширину 150 мм, высоту наружной стенки 150 мм и высоту внутренней стенки 100 мм. Система 23 перемещения может перемещаться на 420 мм по ширине ванны и привернута четырьмя винтами по ширине 500 мм на стороне ванны, по два винта с каждого края. Система 23 перемещения, на которой прикреплены опоры, имеет длину 500 мм. Верхняя часть внутренней стенки на 120 мм ниже поверхности ванны, в то время как наружная стенка на 70 мм ниже поверхности ванны. Лоток прикреплен на одной стороне к системе перемещения с помощью двух привернутых пластин длиной 500 мм, и на другой стороне с помощью одной пластины, содержащей указатель уровня, причем система перемещения прикреплена к системе индикатора уровня по ширине ванны.
Пример 2
В предпочтительном варианте выполнения традиционной переливное устройство (как, например, в FR 2 816 639) было заменено переливным устройством по настоящему изобретению.
При использовании традиционного переливного устройства операции, необходимые для замены переливного устройства, в общем, являются следующими:
A) Остановка линии
B) Охлаждение (ожидание)
C) Удаление аппаратного обеспечения ванны
D) Опускание бака
E) Перемещение бака на площадку для хранения
F) Установка платформы
G) Резка полосы
H) Удаление носка (с переливным устройством)
I) Установка нового носка (с переливным устройством)
J) Заправка полосы
K) Сварка полосы
L) Удаление платформы
M) Перемещение бака из положения хранения
N) Подъем бака
O) Установка аппаратного обеспечения ванны
P) Вставление носка
Q) Нагрев
R) Повторный запуск линии
Эта процедура занимает приблизительно двадцать четыре часа в случае использования традиционного переливного устройства. Вместе с тем при монтаже съемного переливного устройства выполняются только операции A, C, D, N, O, P, Q и R. Таким образом, замена съемного переливного устройства занимает только 8 часов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2788071C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОКРЫТИЯ ГОРЯЧИМ ПОГРУЖЕНИЕМ И ОТНОСЯЩИЙСЯ К ЭТОМУ СПОСОБ | 2017 |
|
RU2729257C2 |
| ДИФФУЗОР С ДИНАМИЧЕСКИМ ПОЗИЦИОНИРОВАНИЕМ ДЛЯ РАСПРЕДЕЛЕНИЯ МЕТАЛЛА ВО ВРЕМЯ ОПЕРАЦИИ ЛИТЬЯ | 2018 |
|
RU2789050C2 |
| Способ получения кремниевого покрытия и устройство для осуществления способа | 1975 |
|
SU904513A3 |
| ПОДВИЖНЫЙ ПЕРЕЛИВ | 2020 |
|
RU2785352C1 |
| ЧУГУННАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2834087C1 |
| УСТРОЙСТВО для ПОДАЧИ СТЕКЛОМАССЫ В ВАННУ | 1969 |
|
SU245291A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2015 |
|
RU2667186C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ СПОСОБОМ ОКУНАНИЯ В ВАННУ С РАСПЛАВОМ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2017 |
|
RU2729256C2 |
| СПОСОБ ПРОИЗВОДСТВА И КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ОЦИНКОВАННОЙ И ОТОЖЖЕННОЙ ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2323266C2 |

Группа изобретений относится к оборудованию для непрерывного нанесения покрытия на металлическую полосу горячим погружением, способу осаждения металлического покрытия посредством нанесения металлического покрытия горячим погружением и способу замены изношенной нижней части носка в результате процесса нанесения горячим погружением на упомянутом оборудовании. Оборудование содержит отжиговую печь, бак с ванной жидкого металла, носок, соединяющий отжиговую печь и бак и выполненный с возможностью прохождения через него металлической полосы в защитной атмосфере, и переливное устройство. Нижняя часть указанного носка, являющаяся наконечником, по меньшей мере частично погружена в ванну жидкого металла для образования совместно с поверхностью ванны и внутренней стороной указанного носка жидкостного уплотнения. Переливное устройство не соединено с носком и содержит по меньшей мере один лоток, расположенный вблизи входа полосы в указанную ванну жидкого металла, и окруженный упомянутым жидкостным уплотнением. Изобретение обеспечивает облегчение правильного позиционирования переливного устройства при непрерывном нанесении покрытия на металлическую полосу горячим погружением, а также простое и надежное устройство для регулирования переливного устройства, облегчающее его замену. 3 н. и 12 з.п. ф-лы, 9 ил., 2 пр.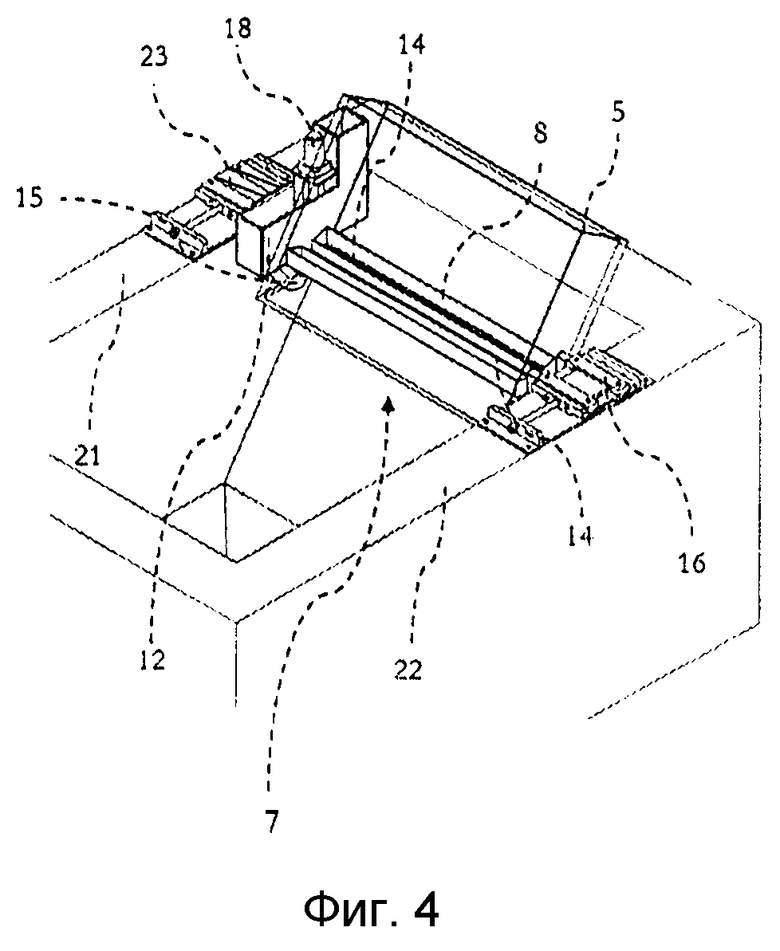
1. Оборудование для непрерывного нанесения покрытия на металлическую полосу (9) горячим погружением, содержащее:
отжиговую печь,
бак (2), в котором находится ванна (3) жидкого металла,
носок, соединяющий отжиговую печь и указанный бак (2) и выполненный с возможностью прохождения через него металлической полосы (9) в защитной атмосфере, при этом нижняя часть указанного носка, являющаяся наконечником (5), по меньшей мере частично погружена в ванну (3) жидкого металла для образования совместно с поверхностью ванны и внутренней стороной указанного носка жидкостного уплотнения (6),
переливное устройство (7), не соединенное с носком, причем указанное переливное устройство содержит по меньшей мере один лоток (8), расположенный вблизи входа полосы (9) в указанную ванну (3) жидкого металла и окруженный указанным жидкостным уплотнением (6).
2. Оборудование по п. 1, в котором указанный носок выполнен с возможностью его подъема и опускания.
3. Оборудование по п. 1, в котором указанный лоток (8) образован:
внутренней стенкой (10), обращенной к одной из сторон полосы, направленной к поверхности жидкостного уплотнения, причем верхний край указанной внутренней стенки расположен ниже поверхности указанной ванны (3),
наружной стенкой (11), обращенной к носку, направленной к поверхности жидкостного уплотнения, причем верхний край указанной наружной стенки расположен выше поверхности указанной ванны (3),
соединительной частью (20), образованной между нижними краями указанных наружной (11) и внутренней (10) стенок, а также
стенкой (13), образованной у каждого совместно используемого края упомянутых стенок, соединяющей все края,
при этом верхний край внутренней стенки (10) расположен ниже верхнего края наружной стенки (11).
4. Оборудование по п. 3, в котором указанное переливное устройство (7) оснащено средством (18) для поддержания уровня жидкого металла на уровне ниже поверхности жидкостного уплотнения для задания свободного стекания жидкого металла в указанный лоток (8), причем указанное свободное стекание жидкого металла составляет более 50 мм для предотвращения подъема частиц оксидов металла и частиц интерметаллических соединений в качестве противотока течению жидкого металла.
5. Оборудование по п. 3, в котором верхний край (14) внутренней стенки лотка имеет в продольном направлении последовательность впадин и выступов.
6. Оборудование по п. 1, в котором указанное переливное устройство (7) выполнено с возможностью его удаления после поднятия указанного носка.
7. Оборудование по п. 4, в котором лоток (8) и средство (18) для поддержания уровня прикреплены к краям (21, 22) бака (2) с помощью опор (4, 16).
8. Оборудование по п. 1 или 7, которое оснащено средством (18) для поддержания уровня жидкого металла и опорой (16), соединенными с лотком (8) с помощью соединителей (15), причем указанные соединители (15) переливного устройства являются криволинейными в направлении дна ванны для нанесения покрытия, так что самая нижняя часть соединителей расположена ниже жидкостного уплотнения, позволяя концу нижней части носка, являющегося наконечником (5), находиться под жидкостным уплотнением и выше самой нижней части опоры.
9. Оборудование по п. 1 или 7, которое оснащено опорами (16, 4), на которых прикреплены лоток (8) и средство (18) для поддержания уровня жидкого металла, выполненными с возможностью их перемещения/передвижения вдоль краев ванны, обеспечивая передвижение переливного устройства (7) вдоль краев указанной ванны.
10. Оборудование по п. 1 или 7, которое оснащено опорами (16, 4), на которых прикреплены лоток (8) и средство (18) для поддержания уровня жидкого металла, выполненными с возможностью их перемещения перпендикулярно поверхности ванны.
11. Оборудование по п. 1, в котором переливное устройство (7) имеет два лотка (8), расположенных симметрично относительно входа металлической полосы в жидкий металл (3).
12. Оборудование по п. 1, в котором переливное устройство (7) состоит из одного лотка (8), непрерывно окружающего металлическую полосу (9) и образованного внутренней стенкой (10), обращенной к одной из сторон полосы, направленной к поверхности жидкостного уплотнения, причем верхний край указанной внутренней стенки расположен ниже поверхности указанной ванны, наружной стенкой (11), обращенной к носку, направленной к поверхности жидкостного уплотнения, причем верхний край указанной наружной стенки расположен выше поверхности указанной ванны, и горизонтальной стенкой (20), образованной между нижними краями наружной стенки и внутренней стенки.
13. Оборудование по п. 1, в котором носок содержит верхнюю часть и нижнюю часть, которая является съемной.
14. Способ осаждения металлического покрытия посредством нанесения металлического покрытия горячим погружением на оборудовании по любому из пп. 1-13, включающий в себя:
рекристаллизационный отжиг стального листа в отжиговой печи,
прохождение стального листа в носке из отжиговой печи в ванну (3) для нанесения покрытия горячим погружением,
нанесение покрытия в ванне на отожженный стальной лист горячим погружением.
15. Способ замены изношенной нижней части носка в результате процесса нанесения горячим погружением на оборудовании по любому из пп. 1-13, в котором поднимают указанный носок, устанавливая его съемную нижнюю часть выше жидкой ванны, поднимают переливное устройство (7) с возможностью удаления, удаляют съемную нижнюю часть носка и заменяют новой съемной нижней частью.
| US 20160102393 A1, 14.04.2016 | |||
| WO 2017187225 A1, 02.11.2017 | |||
| WO 2016148417 A1, 22.09.2016 | |||
| KR 20100076405 A, 06.07.2010 | |||
| KP 20040097552 A, 18.11.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С ПОКРЫТИЕМ С УЛУЧШЕННЫМ ВНЕШНИМ ВИДОМ | 2010 |
|
RU2509822C2 |

