Изобретение относится к электрохимическому осаждению сплава олово-индий из сульфатного электролита, и может быть использовано при получении медной проволоки с покрытием сплавами на основе олова и индия, а также при пайке и лужении электромонтажных элементов, интегральных микросхем, металлических поверхностей печатных плат и выводов электрорадиоэлементов в изделиях бытовой аппаратуры, а также электродов, экранирующий элементов, фотоэлектрических модулей, кабельно-проводниковых изделий различного назначения.
Одной из важных задач повышения эффективности фотоэлектрических солнечных модулей является поиск и разработка новых электродов, обеспечивающих высокую надежность контакта с кристаллическим кремнием, а также передачу заряда в ячейке. В качестве токопроводящих электродов широко используется медная проволока, покрытая различными сплавами, которая в настоящее время является одним из основных материалов в электротехнике. Использование такой проволоки обеспечивает надежность и защищенность солнечных модулей от любых внешних воздействий и, как следствие, возрастает показатель долговечности самого изделия. Использование легкоплавкого сплава на поверхности медной проволоки позволяет получить надежный электрический контакт с серебросодержащей контактной сеткой, что способствует уменьшению омического сопротивления между фотоэлектрическими элементами.
Как правило, нанесение покрытия при изготовлении проволоки выполняется гальваническим методом или горячим погружением. Сплошность контакта электрода с монокристаллическим кремнием напрямую зависит от качества поверхности медной проволоки и прочности сцепления покрытия с медной основой, что в конечном итоге влияет на эффективность передачи преобразованной энергии света в электроэнергию. Для получения микроскопического адгезионного слоя покрытия медной проволоки можно использовать электроосаждение сплава олово-индий в различных электролитах. Невозможно прогнозировать влияние технологических добавок на свойства получаемого покрытия, поэтому в большинстве случаев состав электролита подбирается экспериментальным путем.
Для электроосаждения сплава олово-индий используются кислые и щелочные электролиты. Из кислых электролитов применяют перхлоратные, сульфаминовые, хлоридные, глицериновые, сульфатные, борфтористые электролиты и другие.
Известен способ электролитического осаждения антифрикционных покрытий из сплава на основе олова в электролите, содержащем олово(II) борфтористое, медь(II) борфтористую, борфтористоводородную кислоту, борную кислоту, антиокислитель и поверхностно-активное вещество, отличающийся тем, что в электролит дополнительно добавляют сурьму(III) борфтористую, кадмий борфтористый, цинк(II) борфтористый, индий(III) борфтористый, серебро(I) борфтористое при следующем соотношении компонентов, г/л:
а покрытие осаждают при катодной плотности тока 2,0-5,0 А/дм2 и температуре электролита 18-25°С.
Недостатками этого способа является то, что покрытие, получаемое в результате электроосаждения электролита данного состава, не обладает достаточной электрической проводимостью.
Известен сульфатный электролит для электроосаждения сплава олово-индий (Зорькина О.В., Перелыгин Ю.П. Электроосаждение сплава олово-индий из сульфатного электролита. // Материалы Всероссийской конференции "Прогрессивная технология и вопросы экологии в гальванотехнике и производстве печатных плат". - Пенза, ДНТП, 2000. - С. 48-49), содержащий, г/л: сульфат олова (в пересчете на металл) - 1-3; хлорид индия (в пересчете на металл) - 5-20; серная кислота - 180-200; препарат ОС-20 - 0,1-0,4. Режим осаждения: температура, °С - 20-50; катодная плотность тока, А/дм2 - 0,5-1,5; выход по току, % - 11-70; содержание индия в сплаве, мас.% - 12-78.
Недостатками этого электролита являются получение матовых покрытий, узкий интервал рабочих плотностей тока, электролит не обладает выравнивающей способностью.
Наиболее близким является способ получения медной проволоки с покрытием сплавом на основе олова и индия является способ электроосаждения сплава олово-индий в электролите, содержащем сульфат олова, серную кислоту и препарат ОС-20, отличающийся тем, что содержание индия в сплаве составляет 0,5-56,0 мас.%, а в электролит вводят сульфат индия, формалин (37%-ный раствор), бутиндиол-1,4 (35%-ный раствор) при следующем соотношении компонентов, г/л:
и проводят осаждение при температуре 15-30°С, катодной плотности тока 0,5-7 А/дм2 с выходом по току 37-98%.
Недостатками этого способа является использование в составе электролита формалина, который обладает токсичностью и имеет небольшой срок хранения и как следствие нестабильность состава и получаемого покрытия.
В связи с этим разработка и использование новых технологических добавок, позволяющих усовершенствовать технологический процесс получения блестящих однородных медных проволок с покрытием сплавом на основе олова и индия является перспективным направлением.
Задача изобретения - разработка способа получения медной проволоки с покрытием сплава олово-индий, позволяющего наносить тонкослойные блестящие однородные адгезионно-прочные покрытия сплава олово-индий, регулировать толщину покрытия, его физико-механические свойства.
Техническим результатом является увеличение сродства медной проволоки с сплавом на микрокристаллическом уровне и адгезионной прочности сцепления покрытия с медной основой, возможность регулировать толщину покрытия, его физико-механические свойства.
Технический результат достигается тем, что способ получения медной проволоки с покрытием сплава олово-индий в электролите, содержащем сульфат олова, серную кислоту, сульфат индия, согласно изобретению, содержание индия в сплаве составляет 40-52,0 мас.%, а в электролит дополнительно вводят 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевину, изопропиловый спирт, бутиленгликоль при следующем содержании компонентов, г/л:
- Сульфат олова (в пересчете на металл) - 17-35;
- Сульфат индия (в пересчете на металл) - 20-45;
- Серная кислота - 85-115;
- 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевина - 0,1-1;
- Изопропиловый спирт - 10-15 мл/л;
- Бутиленгликоль - 15-25 мл/л.
Режим осаждения:
- Температура, °С - 18-35;
- Катодная плотность тока, А/дм2 - 0,5-7;
- Выход по току, % - 85-97;
- Содержание индия в сплаве, мас.% - 42-50,0.
Концентрацию сульфата олова (в пересчете на металл) необходимо поддерживать в пределах 17-35 г/л, а концентрацию сульфата индия (в пересчете на металл) - 20-45 г/л.
Отличительными признаками, обеспечивающими достижение технического результата изобретения, является синергическое действие 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевины, изопропилового спирта и бутиленгликоля в составе электролита. Способ получения медной проволоки с покрытием на основе сплава олова- индий с электролитом указанного состава неизвестен в научно-технической и патентной литературе и является новым.
Отклонение от этих пределов приводит к изменению интервала рабочих плотностей тока и ухудшению внешнего вида покрытий. Содержание индия в сплаве в этом случае изменяется от 30 до 45 мас.%.
Концентрация серной кислоты должна быть в пределах 85-115 г/л. Этот интервал концентраций обеспечивает наибольший диапазон катодной плотности тока для получения блестящих покрытий с высоким выходом по току.
Концентрация 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевины должна составлять 0,1-1 г/л. При концентрации 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевины меньше 0,1 г/л получаются неоднородные покрытия, а введение в количестве больше 1 г/л нецелесообразно, так как не оказывает заметного влияния на свойства получаемого покрытия.
Изопропиловый спирт и бутиленгликоль в электролите обеспечивают смачивающий эффект и получение равномерных блестящих покрытий сплава олово-индий. Концентрация изопропилового спирта должна составлять 10-15 мл/л, бутиленгликоля - 15-25 мл/л. Отклонение от этих пределов приводит к получению некачественных покрытий (неравномерный блеск, темные полосы на поверхности).
Перемешивание электролита осуществляется механическим путем с помощью мешалки или насосной станции, обеспечивающих постоянство состава электролита во всем объеме.
Температура электролита должна быть в пределах 18-35°С. С ростом температуры в этом пределе наблюдается увеличение степени блеска покрытий и незначительное снижение содержания индия в покрытии. При температурах выше 35°С наблюдается помутнение электролита и ухудшается качество покрытий.
Катодная плотность тока изменяется в пределах от 0,5 до 7 А/дм2. Интервал рабочей плотности тока определяется в первую очередь концентрацией сульфата олова в электролите. При концентрации сульфата олова (в пересчете на металл) - 17-35 г/л и концентрации сульфата индия (в пересчете на металл) - 20-45 г/л рабочий интервал плотностей тока составляет 0,5-7 А/дм2. Содержание индия в сплаве составляет 42-50 мас.%.
Поскольку анодный выход по току в сульфатном электролите превышает 100%, то целесообразно использовать наравне с растворимыми анодами из сплава олово-индий нерастворимые из графита или свинца.
Во избежание загрязнения электролита анодным шламом аноды следует загружать в чехлы из полипропиленовой ткани.
Корректирование электролита по SnSO4, In2(SO4)3, H2SO4, изопропиловому спирту, бутиленгликолю проводят по данным химического анализа.
Для приготовления электролита используют следующие компоненты: сульфат олова (ТУ 6-09-1502-7580), серную кислоту (ГОСТ 4204-77), сульфат индия (ТУ 6-09-3756-80), 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевины, изопропиловый спирт (ГОСТ 9805-84), бутиленгликоль (ТУ 6-09-2822-78). 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевину получают следующим образом: В реактор, снабженный мешалкой и ледяной баней, загружают 87,08 г (ν1, 0,5 моль) толуилендиизоцианат, 87,08 г (ν2, 0,95 моль) предварительно перегнанного толуола, 0,0063 г антиоксиданта SONGNOX 11В, перемешивают до однородности. Затем через капельную воронку в течение 3 часов при температуре продукта реакции не выше 18°С добавляют 232,14 г (ν3, 1,05 моль) 3-аминопропилтриэтоксисилан предварительно растворенного в 232,14 г (ν4, 2,52 моль) толуола. Полученную смесь перемешивают в течение 60 минут, затем вакуумируют до полного удаления толуола. В результате получают 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевину - кристаллический порошок белого цвета с выходом 94,1%. Т пл - 135°С. ИК спектр, ν, см-1: 3309(NHC(O)NH), 1632(NH), 1562(NH), 1072(SiOEt), 1610 и 765(ArH). Электролит готовят следующим образом.
Емкость для приготовления электролита на три четверти заполняют дистиллированной водой, и в нее небольшими порциями добавляют серную кислоту. Затем раствор охлаждают до 20-22°С и добавляют в него необходимое количество сульфата олова, интенсивно перемешивая для его растворения. Раствор фильтруют. Затем в фильтрат добавляют сульфат индия и перемешивают до полного растворения. Далее в раствор добавляют 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевину (предварительно растворенную в небольшом количестве изопропилового спирта), добавляют бутиленгликоль и оставшееся количество изопропилового спирта до заданного уровня, и электролит готов к работе.
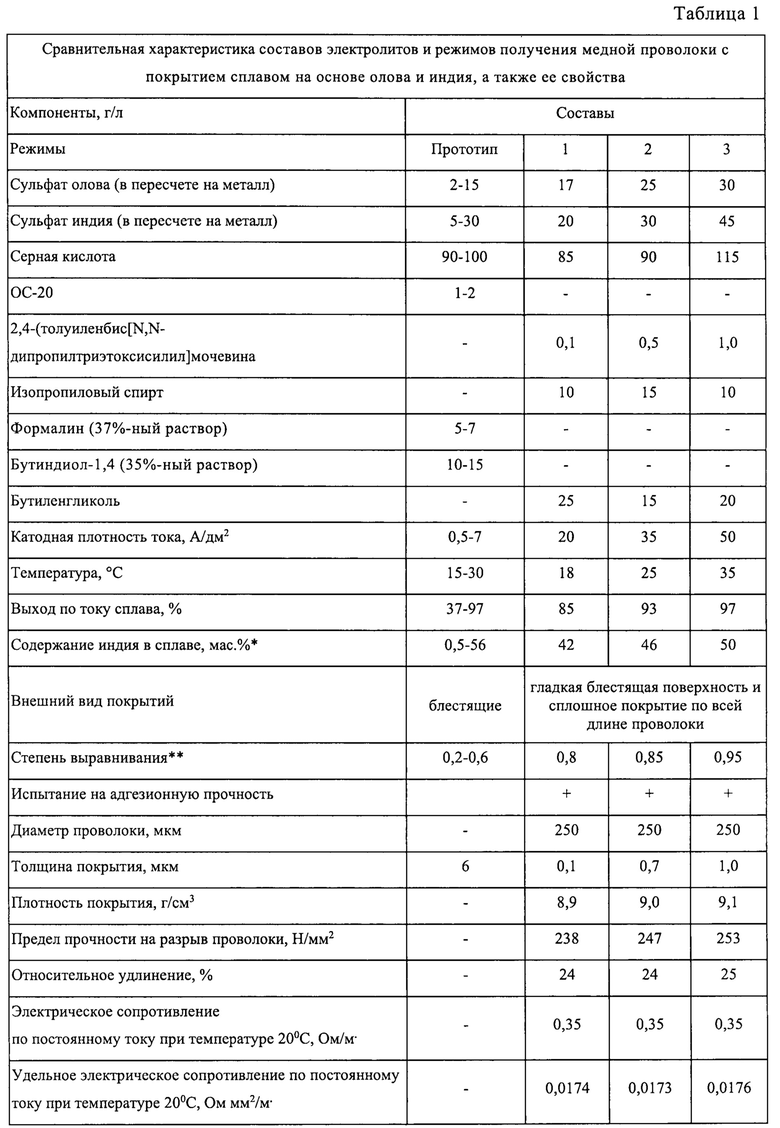
Внешний вид покрытия проверяли путем внешнего осмотра в процессе лужения проволоки и при осмотре проволоки на катушке (без перемотки) без применения увеличительных приборов. Покрытие проволоки должно быть сплошным, на проволоке не должно быть наплывов, шишек и рисок, выводящих проволоку за пределы двойных допусков по диаметру. Измерение диаметра проволоки, его отклонения и овальности, степень выравнивания проводили по ГОСТ 12177 с помощью системы видеоизмерительной модели NVM-2010D. Определение толщины и состава покрытия проводили по ГОСТ 9.302 с применением анализатора покрытий рентгенофлуоресцентного X-STRATA 920. Определение плотности проводили гидростатическим взвешиванием. Определение предела прочности на разрыв, предела текучести и относительного удлинения при разрыве проволоки проводили по ГОСТ 10446 с применением видеоэкстензометра оптического бесконтактного M-VIEW и на разрывной машине РКМ-1.1. Определение удельного и электрического сопротивления проводили по ГОСТ 7229. Адгезионную прочность сцепления покрытия сплава олово-индий с медной основой изучали путем исследования покрытой проволоки после скручивания с помощью системы видеоизмерительной модели NVM-2010D.
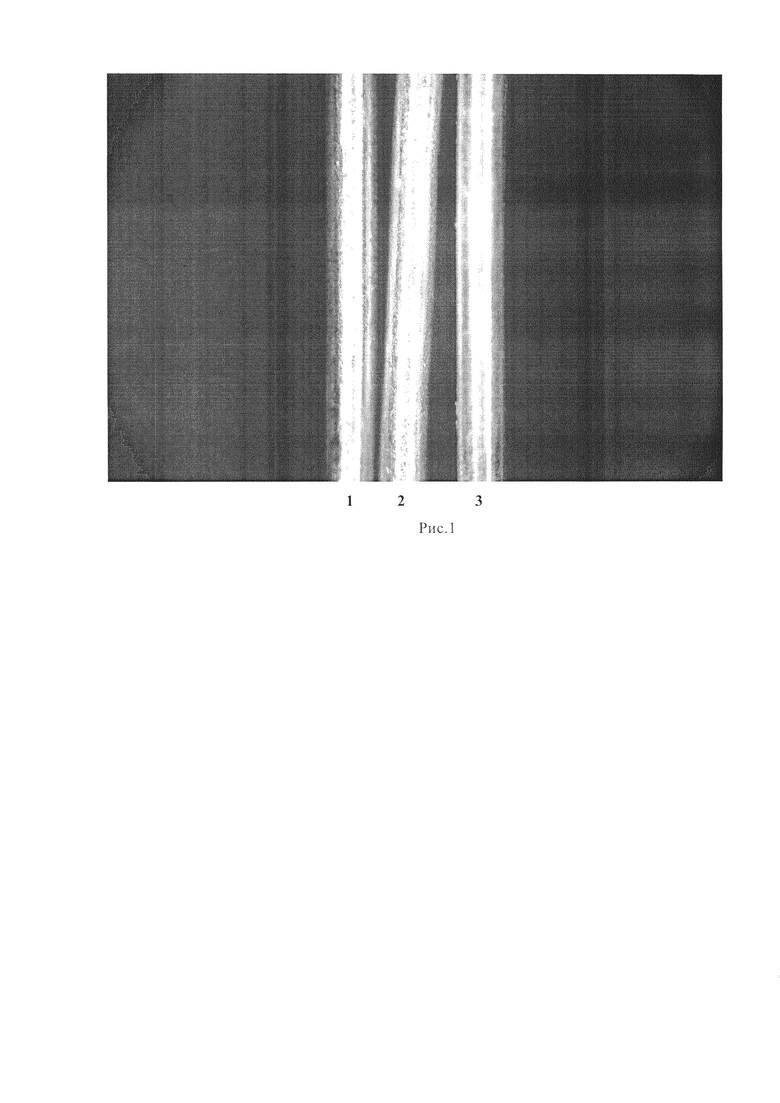
На рис. 1 приведены сравнительные микрофотографии поверхности различных проволок: 1 - образец проволоки производства компании Ulbrich (Австрия); 2 - образец проволоки производства АО «Марпосадкабель» (Россия); 3 - образец проволоки, изготовленный по заявляемому способу.
В таблице 1 приведены составы предлагаемых электролитов и условия электроосаждения сплава олово-индий. Как видно из таблицы 1 и рис. 1, предлагаемый электролит (1-3) позволяет получать тонкослойные блестящие однородные адгезионно-прочные покрытия сплава олово-индий.
Полученные по данному способу медные проволоки с покрытием на основе сплава олово-индий из предлагаемого электролита имеют гладкую блестящую поверхность и сплошное покрытие при толщине 0,1-1 мкм по всей длине проволоки, прочное сцепление с медной основой и способ может быть использован для получения микроскопического адгезионного слоя покрытия медной проволоки на основе сплава олово-индий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения медной проволоки с покрытием на основе сплава олово-индий | 2021 |
|
RU2764274C1 |
| Способ получения медной проволоки с покрытием на основе сплава олово-индий | 2021 |
|
RU2768620C1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВА ОЛОВО-ИНДИЙ | 2011 |
|
RU2458188C1 |
| Кислый электролит для нанесения антифрикционного покрытия сплавом свинец-олово-медь | 2020 |
|
RU2739899C1 |
| ЭЛЕКТРОЛИТ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ СПЛАВОМ ОЛОВО-КОБАЛЬТ | 2008 |
|
RU2377344C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОЙ МЕТАЛЛИЗАЦИИ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2653515C1 |
| Способ электролитического осаждения антифрикционных покрытий сплавом на основе олова | 2016 |
|
RU2620215C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА СТАЛЬНЫЕ ДЕТАЛИ | 1993 |
|
RU2103424C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ ИНДИЕМ | 2023 |
|
RU2809766C1 |
Изобретение относится к области гальванотехники и может быть использовано при получении медной проволоки с покрытием сплавами на основе олова и индия, а также при пайке и лужении электромонтажных элементов, интегральных микросхем, металлических поверхностей печатных плат и выводов электрорадиоэлементов в изделиях бытовой аппаратуры, а также электродов, экранирующих элементов, фотоэлектрических модулей, кабельно-проводниковых изделий различного назначения. Способ включает осаждение покрытия в электролите, содержащем сульфат олова, серную кислоту и сульфат индия, при этом в электролит дополнительно вводят 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевину, изопропиловый спирт и бутиленгликоль при следующем содержании компонентов, г/л: сульфат олова (в пересчете на металл) 17-35; сульфат индия (в пересчете на металл) 20-45; серная кислота 85-115; 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевина 0,1-1,0; изопропиловый спирт 10-15 мл/л; бутиленгликоль 15-25 мл/л, и осаждают покрытие в режиме: температура, °С 18-35; катодная плотность тока, А/дм2 0,5-7,0; выход по току, % 85-97, а содержание индия в сплаве составляет 42,0-50,0 мас.%. Техническим результатом является увеличение сродства медной проволоки со сплавом на микрокристаллическом уровне и адгезионной прочности сцепления покрытия с медной основой, возможность регулировать толщину покрытия, его физико-механические свойства. 1 табл., 1 ил.
Способ получения медной проволоки с покрытием сплавом олово-индий в электролите, содержащем сульфат олова, серную кислоту и сульфат индия, отличающийся тем, что в электролит дополнительно вводят 2,4-толуилен-бис[N,N-дипропилтриэтоксисилил]мочевину, изопропиловый спирт и бутиленгликоль при следующем содержании компонентов, г/л:
и осаждают покрытие в режиме:
а содержание индия в сплаве составляет 42,0-50,0 мас.%.
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВА ОЛОВО-ИНДИЙ | 2011 |
|
RU2458188C1 |
| Электролит для осаждения покрытий из сплава олово-индий | 1980 |
|
SU865997A1 |
| Электролит для осаждения сплава висмут-индий | 1988 |
|
SU1618786A1 |
| TW 201443294 A, 16.11.2014. | |||

