Изобретение относится к электротехнике, в частности к кабельной технике, и может быть использовано при изготовлении тонкой проволоки, содержащей редкоземельные металлы, для токопроводящих жил теплостойких проводов и кабелей.
Алюминиевые сплавы, содержащие в составе редкоземельные металлы, обладают высокой длительной теплостойкостью при температурах 200-350°С и достаточно высокой электропроводностью.
Тем не менее изготовление проволоки диаметром 0,08-0,010 мм из этих сплавов представляет определенные проблемы.
Предлагаемый способ решает проблему изготовления литой заготовки диаметром 2,5-3,5 мм, имеющей мелкокристаллическую структуру, что обеспечивает получение из нее тонкой проволоки.
Известны способы получения литой заготовки, мелкокристаллической структуры сплавов, содержащих РЗМ, путем введения в их химсостав многочисленных легирующих добавок других химических элементов (патент RU 2616316 С1 МПК С22С 22/10; RU 2458170 С1 МПК С22С 21/00; RU 2344187С2 МПК С22С 1/02).
Недостатком этих способов является увеличение электросопротивления, снижение пластичности и высокой обрывности при волочении литой заготовки до диаметра 0,08-0,10 мм.
Наиболее близким заявляемому изобретению является способ получения мелкозернистой структуры заготовки по изобретению RU 2616316 С1 МПК С22С 22/10, выбранный в качестве прототипа, направленный на повышение механической прочности и теплостойкости алюминиевого сплава путем интенсивной пластической накопленной деформации е≥4, давлением 0,5-6,0 ГПа в интервале температур 0,3-0,5 Тпл и последующего отжига в интервале температур 280-400°С с продолжительностью не менее 1 часа. Эти операции проводят на литых прутках и дисках диаметром 20 мм и толщиной 2 мкм.
Как видно из описания изобретения, результат получения мелкокристаллической структуры заготовки осуществляется на достаточно сложном оборудовании, чрезвычайно трудоемкий и не приемлем в производстве проволоки малых диаметров.
Технической проблемой, на решение которой направлено настоящее изобретение, является изготовление литой заготовки диаметром 2,5-3,5 мм, имеющей мелкокристаллическую структуру, для получения из нее тонкой проволоки.
Техническая проблема решается за счет того, что способ изготовления литой заготовки с мелкокристаллической структурой из алюминиевых сплавов, содержащих редкоземельные металлы, включает приготовление мастер-сплава, его рафинирование, загрузку в печь, вытяжку в матрице, при этом вытяжку литой заготовки производят при скорости 12-16 мм/сек, температуре расплава 710-720°С и диаметре матрицы 2,5-4,0 мм.
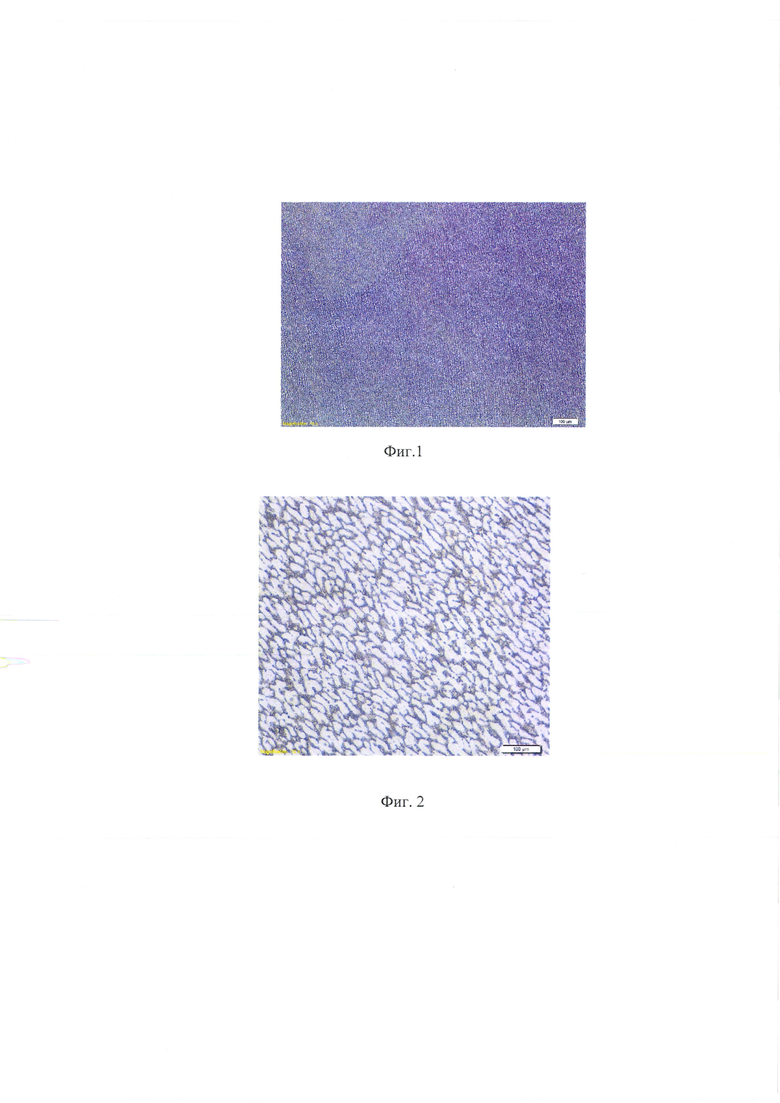
Изобретение иллюстрируется фотографиями микроструктуры литой заготовки, изготовленной согласно изобретению, при этом на фиг. 1 представлена фотография микроструктура литой заготовки, изготовленной по варианту 3, а на фиг. 2 представлена фотография микроструктура литой заготовки, изготовленной по варианту 2.
С целью определения оптимальных режимов изготовления литой заготовки с мелкокристаллической структурой из алюминиевых сплавов, содержащих редкоземельные металлы, были проведены испытания с несколькими вариантами режимов, при этом для всех режимов температура литья составляла 710-720°С.
По первому варианту диаметр матрицы составлял 2,0 мм, скорость литья - 15 мм/сек. При таких режимах результатом была невозможность выполнения способа по причине затвердевания металла в матрице.
По второму варианту диаметр матрицы составлял 6,0 мм, скорость литья - 15 мм/сек. При таких режимах результатом явилась крупная зернистость по причине медленного остывания расплава.
По третьему варианту диаметр матрицы составлял 3,0 мм, скорость литья - 15 мм/сек. При таких режимах результатом явилась мелкая структура и оптимальное качество поверхности.
По четвертому варианту диаметр матрицы составлял 3,0 мм, скорость литья - 30 мм/сек. При таких режимах результатом была неравномерность диаметра заготовки.
По пятому варианту диаметр матрицы составлял 3,0 мм, скорость литья - 5 мм/сек. При таких режимах результатом была низкая производительность способа.
На фиг. 1 представлена микроструктура литой заготовки, изготовленной по варианту 3, а на фиг. 2 - по варианту 2.
Литая заготовка, изготовленная по этому технологическому режиму, позволяет получить проволоку диаметром 0,08-0,10 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ПРОВОЛОКИ | 2013 |
|
RU2557378C2 |
| Способ получения проводника из сплава системы Al-Fe | 2022 |
|
RU2815427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| Термостойкий проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2017 |
|
RU2667271C1 |
| ЖАРОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 2012 |
|
RU2492258C1 |
| Проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2015 |
|
RU2616316C1 |
| АЛЮМИНИЕВЫЙ СПЛАВ ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2020 |
|
RU2729281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАФИНИРУЮЩЕЙ ДОБАВКИ ИЗ КАЛЬЦИЯ В ФОРМЕ ПРОВОЛОКИ | 1993 |
|
RU2011685C1 |
| ВЫСОКОПРОЧНЫЙ ТЕРМОСТОЙКИЙ МЕЛКОЗЕРНИСТЫЙ СПЛАВ НА ОСНОВЕ СИСТЕМЫ Al-Cu-Mn-Mg-Sc-Nb-Hf И ИЗДЕЛИЕ ИЗ НЕГО | 2020 |
|
RU2747180C1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
Изобретение относится к электротехнике, в частности к кабельной технике, и может быть использовано при изготовлении тонкой проволоки, содержащей редкоземельные металлы, для токопроводящих жил теплостойких проводов и кабелей. Способ изготовления литой заготовки с мелкокристаллической структурой из алюминиевых сплавов, содержащих редкоземельные металлы, включает приготовление мастер-сплава, его рафинирование, загрузку в печь, вытяжку в матрице, при этом процесс вытяжки литой заготовки производится при температуре расплава 710-720°С, скорости вытяжки 12-16 мм/сек и диаметре матрицы 2,5-4,0 мм. Изобретение позволяет изготавливать литую заготовку диаметром 2,5-3,5 мм, имеющую мелкокристаллическую структуру, для получения из нее тонкой проволоки диаметром 0,08-0,010 мм. 2 ил.
Способ изготовления литой заготовки с мелкокристаллической структурой из алюминиевых сплавов, содержащих редкоземельные металлы, включающий приготовление мастер-сплава, его рафинирование, загрузку в печь, вытяжку в матрице, отличающийся тем, что процесс вытяжки литой заготовки производится при температуре расплава 710-720°С, скорости вытяжки 12-16 мм/сек и диаметре матрицы 2,5-4,0 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2136425C1 |
| Станок для производства из проволоки пряжек | 1927 |
|
SU7708A1 |
| CN 104722945 A, 24.06.2015 | |||
| JP 2007231408 A, 13.09.2007 | |||
| Проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2015 |
|
RU2616316C1 |

