Изобретение относится к области цветной металлургии и электротехники, а именно к способам получения высокопрочных сплавов системы Al-Fe, используемых для производства проводников в виде проволок, пластин и шин, предназначенных для использования в электротехнических изделиях, эксплуатирующихся при высоких механических нагрузках с максимально допустимой непрерывной рабочей температурой в 150°С.
Известны проводники из сплавов системы Al-Fe, например марок 8176 и 8030, предназначенные для применения в кабельно-проводниковой продукции, содержащие (масс. %) 0.4-1.0 Fe, 0.03-0.15 Si и 0.3-0.8 Fe, 0.15-0.3 Cu, 0.10 Si соответственно, выпускаемые как за рубежом [1], так и в России [2]. Проводники изданных сплавов изготавливают способом, включающим последовательно методы непрерывного литья и прокатки или методом совмещенного непрерывного литья и прокатки-прессования, и холодное волочение [2, 3].
К недостаткам известного способа получения проводников (проволок) из указанных сплавов следует отнести то, что на верхнем пределе содержания легирующих элементов, прежде всего по железу, не обеспечивается необходимая технологическая пластичность при деформационной обработке волочением из-за формирования относительно грубых интерметаллидных частиц железосодержащих фаз, что приводит к повышенной обрывности при получении тонкой проволоки, а при низком содержании железа - недостаточный уровень прочностных характеристик [1, 2]. К недостаткам проводников, полученных из этих сплавов, относится их низкая прочность (предел прочности не более 152 МПа) и низкая термостойкость из-за разупрочнения при нагревах свыше 100°С.
Известны способы получения сплавов, содержащих железо в качестве основного легирующего элемента, направленные на улучшение комплекса свойств проводников, выполненных из них. В изобретении [4] предложен способ получения электрического проводника из сплава Al-Fe с содержанием железа от 0.5 до 5 масс. % с использованием порошковой металлургии. Проводники получают путем прессования/экструзии гранул в интервале температур 350-550°С, изготовленных центробежным распылением жидкого расплава металла. После дополнительной холодной прокатки проводник сплава Al-Fe c содержанием железа 2.9 масс. % Fe демонстрирует предел прочности 246 МПа, электропроводность 56,9% IACS и термическую стабильность прочностных характеристик после отжига при температуре 240°С, 4 часа, что соответствует требованиям, предъявляемым к термостойким проводникам из алюминиевых сплавов типа AT1 и АТ2 согласно [5]. Основным недостатком известного способа получения проводника из сплава Al-Fe является то, что он включает сложную и дорогую технологию порошковой металлургии. Недостатком проводника является его низкая механическая прочность.
Известно изобретение, направленное на расширение номенклатуры проводниковых сплавов системы Al-Fe c содержанием Fe 0.4-0.6 масс. % и добавками Zr 0.05-0.10 масс. % и Si до 0.07 масс. % [6]. Способ получения проводника в виде проволоки включает получение исходной прутковой заготовки - катанки диаметром от 8 до 16 мм либо на прокатном стане, либо из расплавленного металла совмещенным методом непрерывного литья и прокатки-прессования, либо совмещенным методом из твердой заготовки по схеме прокатки-прессования, либо с использованием любого другого, работающего по схеме с интенсивной пластической деформацией, последующий отжиг по специальным режимам для повышения технологической пластичности катанки перед волочением и волочение. В результате реализации известного способа сплав Al-Fe имеет структуру, состоящую из алюминиевой матрицы и вторичных выделений эвтектической фазы, причем алюминиевая матрица содержит Si и Zr, а эвтектическая фаза со средним поперечным размером не более 3 мкм - по меньшей мере один из элементов из группы, содержащей Si и Fe. Проводник (проволока) из сплава Al-Fe, полученный предложенным способом, демонстрирует предел прочности 170 МПа, относительное удлинение 5%, электропроводность 59.9% IACS и термостойкость до температуры 150°С.
Недостатком известного способа является сложность обработки, совмещающей две или три операции для получения исходных прутковых заготовок - катанки, а также необходимость проведения специального отжига катанки перед волочением. Недостатком известного способа также является низкая прочность проводника/проволоки из сплава Al-Fe, уступающая прочности термостойких проводников типа AT1 и АТ2 [5].
Известен способ получения проволоки из алюминиевого сплава, содержащего до 2.2 масс. % Fe и не менее 0.005 и не более 1.0 масс. % по меньшей мере, одного из элементов, выбранных из Mg, Si, Cu, Zn, Ni, Mn, Ag, Cr и Zr, изготавливаемая путем последовательных этапов литья, прокатки, волочения и термической обработки - отжига [7]. Проволока из алюминиевого сплава по данному способу имеет предел прочности при растяжении не менее 110 МПа и не более 200 МПа и электропроводность не менее 58% IACS. Температура эксплуатации проволоки, полученной в результате реализации известного способа, не указана.
Недостатком известного способа является необходимость проведения после литья операции прокатки и отжига после операции волочения, что увеличивает время и усложняет его реализацию. Кроме того, недостатком известного способа является низкая механическая прочность проволоки, полученной в результате его реализации.
Наиболее близким к предложенному является способ получения проводника из сплава системы Al-Fe, c содержанием железа от более чем 1 до примерно 3 масс. % [8] который включает получение гомогенного расплава железа в алюминии, литье со скоростью охлаждения, гарантирующей образование и равномерное распределение в алюминиевой матрице дисперсных частиц железоалюминиевой фазы размером от 1 до 5 мкм, отжиг при температуре от 260 до 485°С и холодную деформацию. В результате реализации описанного способа в проводнике обеспечивается достижение предела прочности 202 МПа и электропроводность 59% IACS. Температура эксплуатации проводника, полученного в результате реализации данного способа, не указана.
Недостатком известного способа является необходимость проведения отжига литой заготовки, что не позволяет проводить сразу ее холодную деформацию, тем самым увеличивается время и усложняется его реализация. Кроме того, недостатком известного способа является низкая механическая прочность проволоки, полученной в результате его реализации.
Задачей предложенного изобретения является разработка простого и экономичного способа получения проводников из сплава системы Al-Fe в виде проволок, пластин или шин, обеспечивающего высокую механическую прочность и адаптивность к условиям промышленного производства продукции электротехнического назначения.
Техническим результатом изобретения является повышение механической прочности (предел прочности на разрыв не менее 290 МПа) при сохранении высоких значений электропроводности (не менее 52% IACS) и термостойкости при температуре длительной эксплуатации в диапазоне температур до 150°С проводников из сплавов системы Al-Fe.
Технический результат достигается способом получения проводника из алюминиевого сплава системы Al-Fe c содержанием железа от 1.0 до 2.2 масс. %, включающим последовательно приготовление расплава железа в алюминии, литье, холодную деформацию для получения проводника из литой заготовки, отличающимся от прототипа тем, что получение расплава проводят при температуре, превышающей температуру ликвидуса, получение литой заготовки в виде прутка диаметром 8-16 мм осуществляют методом непрерывного литья в электромагнитном кристаллизаторе со скоростью охлаждения не менее 1000°С/с, обеспечивающей образование и равномерное распределение в алюминиевой матрице высокодисперсных интерметаллидных частиц железоалюминиевой фазы, имеющих форму стержней шириной не более 180 нм.
Технический результат достигается благодаря следующему. Известно, что использование непрерывного литья в электромагнитном кристаллизаторе обеспечивает формирование высокодисперсных интерметаллидных частиц железоалюминиевой фазы близкого к нанометрическому диапазону размера в сплавах на основе алюминия, в том числе легированных элементами, имеющими практически нулевую растворимость в нем в твердом состоянии, как и в сплавах Al-Fe, за счет высокой скорости охлаждения расплава, превышающей 1000°С/с [9,10]. Использование данного метода литья при реализации предлагаемого способа, в отличие от прототипа, позволило сформировать высокодисперсные интерметаллидные частицы железоалюминиевой фазы с размерами, обеспечившими достижение при последующей деформационной обработке более высокий уровень прочностных свойств, чем в ранее предложенных способах, в том числе и в способе по прототипу. Гомогенное/однородное распределение в объеме алюминиевой литой заготовки близких к нанометрическому размеру интерметаллидных частиц железоалюминиевой фазы, которое удалось реализовать, позволило исключить из способа получения проводника из сплава системы Al-Fe операции отжига перед холодной деформацией, используемой в выбранном прототипе. Наряду с образованием волокнистой субструктуры и повышенной плотности дислокаций, которая формируется во всех сплавах на основе алюминия в результате холодной деформации и обеспечивает их упрочнение [11], дополнительная фрагментация (измельчение) высокодисперсных интерметаллидных частиц железоалюминиевой фазы, образовавшихся при реализации литья в электромагнитном кристаллизаторе, в результате холодной деформации позволила достичь повышения механической прочности в проводнике сплава системы Al-Fe в сравнении со способом, заявленном в прототипе. Наличие термически стабильных высокодисперсных частиц железоалюминиевой фазы обеспечило устойчивость сформированной в алюминиевой матрице микроструктуры, что привело к сохранению высокой механической прочности проводника из сплава Al-Fe в диапазоне температур до 150°С.
Также известно, что железо имеет практически нулевую растворимость в алюминии [12] и по этой причине его отсутствие в алюминиевом твердом растворе сплава на всех этапах реализации предлагаемого способа не оказывает заметного влияния на электропроводность, позволяя сохранять ее на высоком уровне.
При диаметре литой заготовки менее 8 мм невозможно реализовать необходимую степень деформации при получении проводника для достижения требуемого уровня механической прочности. При диаметре литой заготовки более 16 мм происходит огрубление интерметаллидных частиц железоалюминиевой фазы вследствие снижения скорости охлаждения расплава при кристаллизации.
Сущность изобретения поясняется иллюстрация микроструктуры проводника из сплава системы Al-Fe, полученного по предложенному способу где Фиг.1 и Фиг. 2.
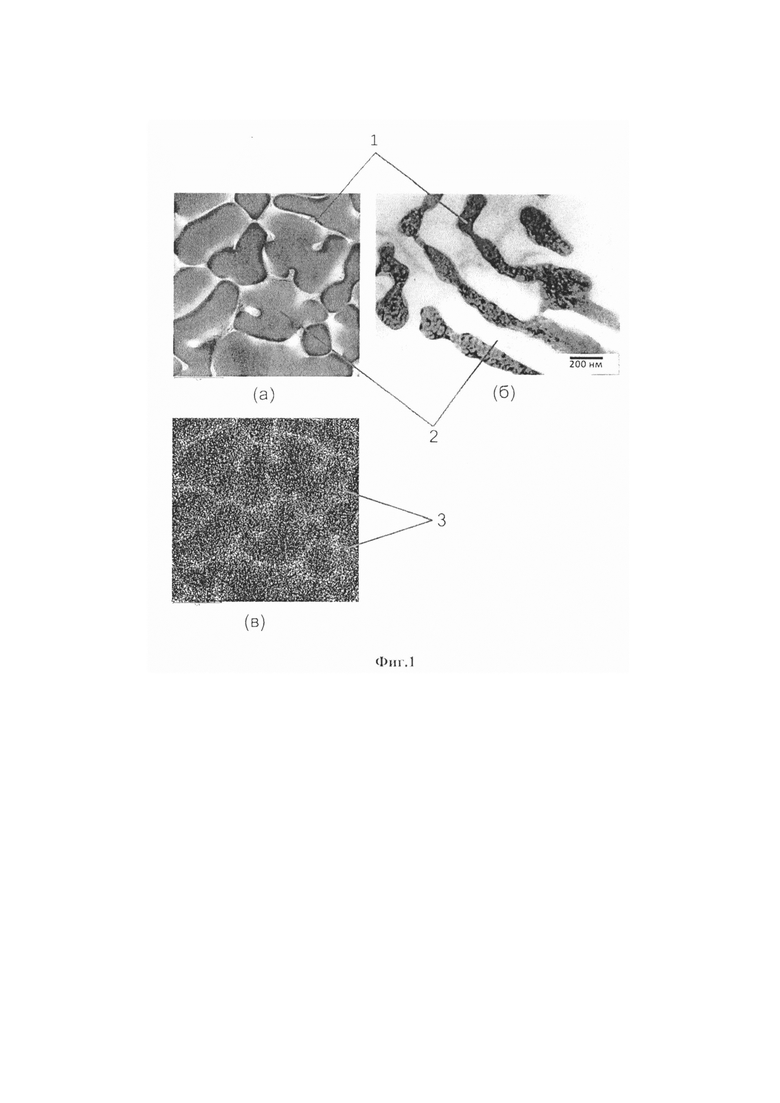
На Фиг. 1 (а-в) представлена микроструктура заготовки из сплава системы Аl-Fе, полученной литьем по предложенному способу, обеспечивающим кристаллизацию высокодисперсных интерметаллидных частиц железоалюминиевой фазы (1), размеры и распределение которых в алюминии (2) придают ему повышенный уровень механической прочности, при сохранении хорошей электропроводности и термостойкостью до максимально допустимой непрерывной рабочей температуры в 150°С при последующей деформационной обработке литой заготовки. Природу образовавшихся интерметаллидных фаз иллюстрирует изображение микроструктуры на Фиг.1в, полученное методом энергодисперсионной рентгеновской спектроскопии. На нем видно, что в состав высокодисперсных интерметаллидных частиц входит железо (3).
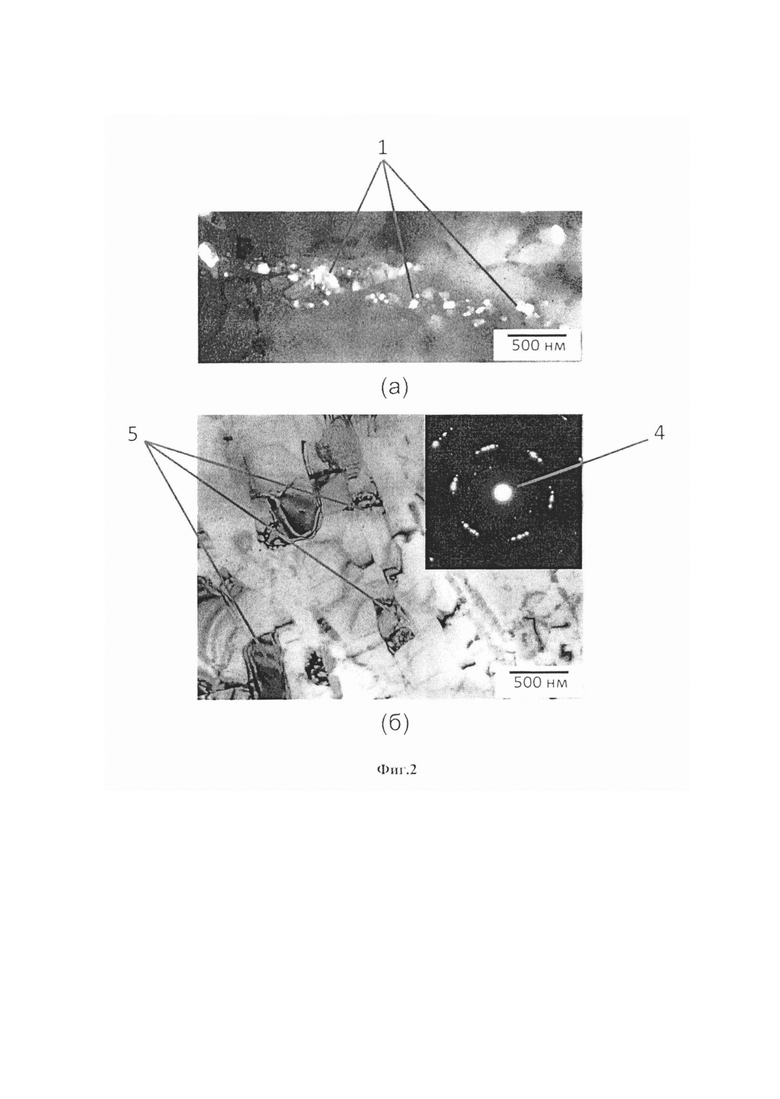
На Фиг. 2(а, б) представлена микроструктура проводника в виде проволоки, полученного по предложенному способу из сплава системы Al-Fe, после холодной деформации. Видно (Фиг. 2а), что после деформации в алюминиевой матрице высокодисперсные частицы интерметаллидной фазы, содержащей железо, фрагментируются и измельчаются, образовывая компактные дисперсоиды размером не более 180 нм (2). В результате деформации в алюминиевой матрице также формируется волокнистая микроструктура, в которой волокна (4) ориентированы в направлении деформации (Фиг. 2б). Тип дифракционной картины (5) свидетельствует о том, что в результате деформационной обработки волокна образованы субзернами, имеющими малоугловую разориентацию границ.
Из представленных иллюстраций следует, что предложенный способ обработки приводит к формированию микроструктуры, обеспечивающей более высокий уровень механической прочности в проводнике из сплава системы Al-Fe в сравнении с известными способами при сохранении хорошей электропроводности и термостойкости.
Пример осуществления изобретения.
В опытно-промышленных условиях ООО «НПЦ Магнитной гидродинамики» (http://www.npcmgd.com.) сплав системы Al-Fec содержанием железа 1.7 масс. % получали методом непрерывного литья в электромагнитный кристаллизатор. Расплав готовили на основе алюминия марки А85 (ГОСТ 11069-2001). Плавка велась в следующей последовательности. После расплавления алюминия вводили мастер-сплав/шихту Fe80Al20 в пропорциях, подобранных для соответствия требуемой концентрации железа. Расплав заливали в электромагнитный кристаллизатор, получая литую прутковую заготовку диаметром 12 мм. Температура литья была выше 840°С, т.е. выше температуры ликвидуса. Скорость охлаждения при кристаллизации заготовки была не менее 1000°С/с (определялась по диаметру дендритной ячейки [13]). Полученная микроструктура заготовки представлена на Фиг. 1.
Литую заготовку подвергли волочению при комнатной температуре на лабораторном цепном волочильном стане за 8 технологических переходов с суммарной деформацией (обжатием) 94%. Степень вытяжки 16. В результате проведенной деформационной обработки получили проволоку диаметром 3 мм. Из полученной проволоки были изготовлены образцы для исследований механических свойств, электропроводности и термостойкости. Механические испытания образцов осуществляли в соответствии с требованиями ГОСТ 10446-80 «Проволока. Метод испытания на растяжение» [14]. Удельное электрическое сопротивление (R20) образцов определяли в соответствии с требованиями ГОСТ 7229-76 «Кабели, провода и шнуры, метод определения электрического сопротивления токопроводящих жил и проводников» [15]. Величину R20 переводили в единицы % IACS. Термостойкость образцов оценивали по требованиям [5].
Сформированная в ходе реализации предложенного способа обработки микроструктура проводника в виде проволоки из сплава Al-Fe представлена на Фиг. 2. Она образована вытянутыми субзернами и содержит компактные частицы железоалюминиевой фазы со средним размером не более 180 нм.
В таблице 1 представлены результаты механических испытаний и измерений электропроводности проводника в виде проволоки, полученной из сплава Al-Fe по предложенному способу.
Также в таблице 1 приведены механические свойства и значения электропроводности проводника, полученные по предложенному способу после оценки уровня их термостойкости в соответствие с требованиями [5], а именно после отжига при температуре 230 и 280°С в течение 1 часа.
Из представленных в таблице данных видно, что по сравнению с выбранным прототипом проводник из сплава системы Al-Fe, полученный по заявленному способу, имеет значение прочности больше на 40%, и демонстрирует хорошую электропроводность. Из представленных в таблице данных также видно, что проводник из сплава системы Al-Fe, полученный по заявленному способу после отжига при 230°С, 1 час демонстрирует стабильность свойств, соответствующую требованиям [5], и может эксплуатироваться непрерывно с максимально допустимой температурой эксплуатации в 150°С.

Технико-экономическая эффективность предложенного изобретения, как показывают результаты апробации, состоит в возможности получения материала электротехнического назначения из алюминиевого сплава, обладающего повышенной прочностью при хорошей электропроводности и термостойкости, с помощью способа, адаптированного к условиям промышленного производства. Алюминиевые сплавы системы Al-Fe, обработанные предложенным способом, с получением заявленного уровня свойств, могут быть использованы для производства изделий электротехнического назначения, работающих при повышенных механических нагрузках и температурах в процессе эксплуатации, что дает возможность повысить их надежность и срок службы, а также снизить стоимость их обслуживания. Это позволяет отнести заявляемое изобретение к импортозамещающим технологиям.
Список используемых источников информации
1. ASTM B800-00 Standard Specification for 8000 Series Aluminum Alloy Wire for Electrical Purposes - Annealed and Intermediate Tempers
2. ГОСТ P 58019-2017 Катанка из алюминиевых сплавов марок 8176 и 8030
3. Д.И. Белый. Алюминиевые сплавы для токопроводящих жил кабельных изделий // Кабели и провода, 2012, №1(332) С.8-15
4. US 4,127,426 МПК С22С 1/04, В21С 23/00, опубл. 28.11.1978
5. IEC 62004:2007 Thermal-resistant aluminum alloy wire for overhead line conductor
6. Патент РФ №2729281 МПК C22C 21/00; C22F 1/04, опубл. 05.08.2020
7. US 10,304,581 В2 МПК С22С 21/00, C22F 1/00, опубл. 28.05.2019
8. US 3,827,917 МПК С22С 21/00, C22F 1/04, опубл. 06.08. 1974
9. N. Belov, Т. Akopyan, N. Korotkova, М. Murashkin, V. Timofeev and A. Fortuna, Structure and properties of Ca and Zr containing heat resistant wire aluminum alloy manufactured by electromagnetic casting // Metals, 2021, 11, 236 https://doi.org/10.3390/met11020236
10. H.О. Короткова, H.А. Белов, В.H. Тимофеев, М.М. Мотков, С.О. Черкасов, Влияние режимов термической обработки на структуру и свойства проводникового алюминиевого сплава Al-7%РЗМ, полученного литьем в электромагнитном кристаллизаторе // ФММ, 2020, Т. 121, №2, С.200-206.
11. Структура и свойства полуфабрикатов из алюминиевых сплавов: Справ, изд./ Арчакова З.Н., Балахонцев Г.А., Басова И.Г. М.: Металлургия, 1984 - 408 с., см. стр. 15.
12. Мондольфо Л.Ф Структура и свойства алюминиевых сплавов. М.: Металлургия, 1979 - 640 с., см. стр. 67.
13. Золоторевский В.С., Белов Н.А. Металловедение литейных алюминиевых сплавов - М.: МИСиС, 2005 - 376 с., см. стр. 122.
14. ГОСТ 10446-80 «Проволока. Метод испытания на растяжение».
15. ГОСТ 7229-76 «Кабели, провода и шнуры, метод определения электрического сопротивления токопроводящих жил и проводников».
| название | год | авторы | номер документа |
|---|---|---|---|
| Термостойкий проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2017 |
|
RU2667271C1 |
| Проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2015 |
|
RU2616316C1 |
| Способ получения термостойкой высокопрочной проволоки из алюминиевого сплава | 2022 |
|
RU2778037C1 |
| Способ получения термостойкой проволоки из алюминиево-кальциевого сплава | 2021 |
|
RU2767091C1 |
| Способы термомеханической обработки проводниковых сплавов системы Al-Mg-Si | 2019 |
|
RU2749601C2 |
| Способ получения катанки из термостойкого алюминиевого сплава | 2018 |
|
RU2696794C1 |
| Способ получения биметаллического проводника с медной оболочкой и сердечником из алюминиевого сплава системы Al-Fe | 2024 |
|
RU2835921C1 |
| Композитный высокопрочный термостойкий провод на основе алюминия | 2021 |
|
RU2772800C1 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2012 |
|
RU2534170C1 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2010 |
|
RU2446222C1 |
Изобретение относится к области цветной металлургии и электротехники, а именно к способам получения высокопрочных сплавов системы Al-Fe, используемых для производства проводников в виде проволок, пластин и шин, предназначенных для использования в электротехнических изделиях, эксплуатирующихся при высоких механических нагрузках с максимально допустимой непрерывной рабочей температурой в 150°C. Способ включает получение расплава железа в алюминии, литье и холодную деформацию литой заготовки, при этом получение расплава железа в алюминии проводят при температуре 850-900°C, превышающей температуру ликвидуса для данных сплавов, получение литой заготовки в виде прутка диаметром от 8 до 16 мм осуществляют методом непрерывного литья в электромагнитном кристаллизаторе со скоростью охлаждения 1000-3000°C/с, обеспечивающей образование и равномерное распределение в алюминиевой матрице высокодисперсных интерметаллидных частиц железоалюминиевой фазы, средний размер которых не превышает 180 нм, по крайней мере, в одном направлении, а последующую холодную деформацию прутка выполняют волочением. Технический результат - повышение механической прочности при сохранении высоких значений электропроводности и термостойкости при температуре длительной эксплуатации в диапазоне температур до 150°C. 2 ил., 1 табл., 1 пр.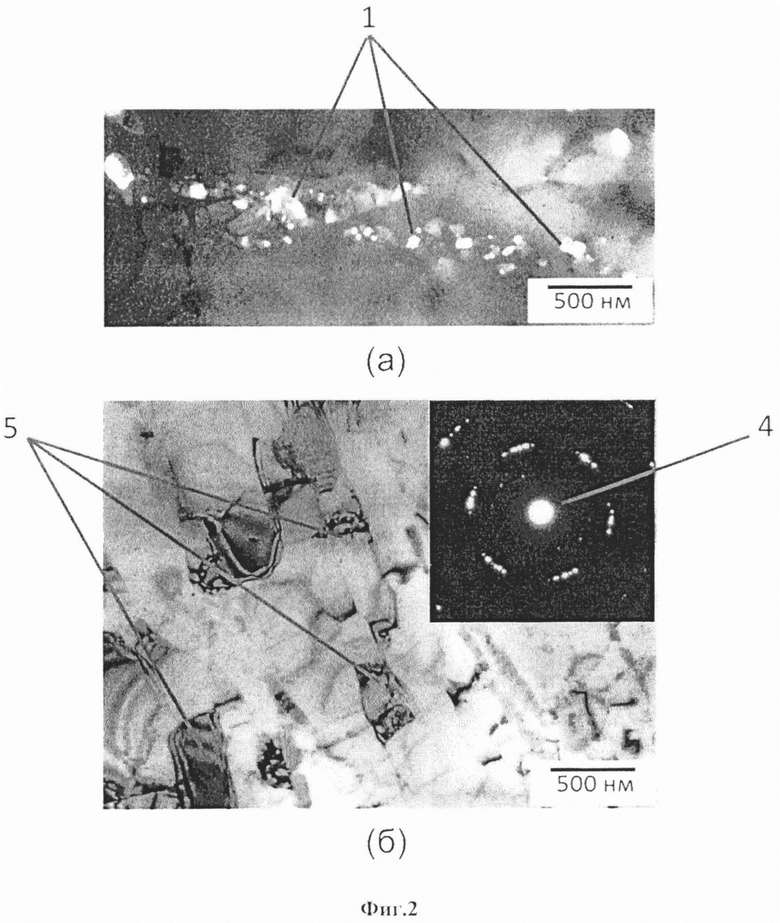
Способ получения проводника из алюминиевого сплава системы Al-Fe, с содержанием железа от 1,0 до 2,2 мас.%, включающий получение расплава железа в алюминии, литье и холодную деформацию литой заготовки, отличающийся тем, что получение расплава железа в алюминии проводят при температуре 850-900°С, превышающей температуру ликвидуса для данных сплавов, получение литой заготовки в виде прутка диаметром от 8 до 16 мм осуществляют методом непрерывного литья в электромагнитном кристаллизаторе со скоростью охлаждения 1000-3000°С/с, обеспечивающей образование и равномерное распределение в алюминиевой матрице высокодисперсных интерметаллидных частиц железоалюминиевой фазы, средний размер которых не превышает 180 нм, по крайней мере, в одном направлении, а последующую холодную деформацию прутка выполняют волочением.
| US 3827917 A1, 06.08.1974 | |||
| МЕДВЕДЕВ А.Е | |||
| и др | |||
| Influence of morphology of intermetallic particles on the microstructure and properties evolution in severely deformed Al-Fe alloys Metals, MDPI, Vol | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| АЛЮМИНИЕВЫЙ СПЛАВ ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2020 |
|
RU2729281C1 |
| СПОСОБ ПРЕВРАЩЕНИЯ ДИМЕТИЛСУЛЬФИДА В МЕТИЛМЕРКАПТАН | 2017 |
|
RU2717827C1 |
| CN 104485152 A, 01.04.2015 | |||
| CN 103021501 A, 03.04.2013 | |||
| CN 103996427 A, 20.08.2014 | |||

