Область техники
Изобретение относится к области тонкого тиснения планарного материала с металлическим покрытием; более конкретно, к тиснению логотипа в виде выделяющегося из фона изменчивого изображения с использованием по меньшей мере двух тиснильных роликов (или валиков).
Еще более конкретно, изобретение предназначено для использования при тиснении упаковочных пленок для табачной или пищевой промышленности, например так называемых внутренних прокладок, которыми обертываются сигареты, входящие в пачку, или упаковочного материала для шоколада, масла или схожих пищевых продуктов, электронных компонентов, ювелирных изделий или часов.
Уровень техники
Известно формирование защитных знаков или улучшение эстетических свойств тисненой пленки с металлическим покрытием на поточной линии с использованием технологий, описанных, например, в международной заявке WO 02/30661, поданной автором настоящего изобретения. Описанный в этой заявке способ обеспечивает так называемый эффект тени, создающий значительный контраст. Чтобы получить этот эффект, применяется процесс роликового тиснения, согласно которому для получения изображения используются пирамиды на тиснильных роликах, имеющие уменьшенные размеры или модифицированные таким образом, что свет, падающий на тисненые пленки под определенными углами, отражается в различных направлениях.
Из разработок в области технологии глубокой печати для полиграфической промышленности известно, что использование элементов изображения в виде групп параллельных линий - элементов паттерна, формирующего изображение, или структур латентного изображения - может повысить уровень защиты от копирования (как это следует из заявки ЕР 0146151, принадлежащей фирме De la Rue Giori SA). Группы рельефных линий позволяют создавать так называемый оптический эффект наклона, состоящий в изменении картинки в зависимости от угла зрения при неизменном положении. В релевантной литературе в этой связи используются термины "эффекты изменчивости" (transitory effects) и "изменчивое изображение". Контраст может быть устойчиво улучшен путем нанесения шаблона из краски на углубления (впадины), сформированные глубокой печатью, как это, например, используется в банкнотах. Формирование подобных углублений является базовой причиной того, что эффект наклона теряется при копировании, т.е. таким путем достигается реальное повышение степени защиты.
В US 4033059 описан предшествующий вариант, в котором технология глубокой печати была использована для получения изменчивого изображения на бумажном полотне. Бумажное полотно, описанное в этой публикации, имеет продольную и поперечную оси и содержит множество первых областей и множество вторых областей. Первые области, образующие границы, разделяющие вторые области, лежат, по существу, в плоскости бумажного полотна. Вторые области содержат множество выступающих из этой плоскости элементов типа ребер. Выступающие элементы в каждой второй области расположены параллельно главной оси ребер и перпендикулярно вспомогательной оси. Каждая или почти каждая из первых областей содержит компоненты, параллельные главной и вспомогательной осям. Первые и вторые области испытывают геометрическую деформацию при растяжении полотна вдоль по меньшей мере одной оси. Такой подход, оставаясь интересным для теоретического рассмотрения, практически не реализуем, поскольку очень трудно обеспечить контрастные отношения одновременно для двух или более изменчивых картинок, локализованных в одном месте. В случае использования мягких материалов можно достичь плотностей 40-400 линий/см и в результате получить относительно хорошие контрасты в индивидуальной картинке.
В US 6296281 В1 предлагается, по сравнению с US 4033059, желательное улучшение степени защиты при печати в случае тиснения групп линий. Группы линий формируют посредством процесса глубокой печати или так называемого блинтового тиснения и окрашивают черной или цветной краской. Использование прерывистых линейных структур, описанных в этой публикации, позволяет устранить недостатки решения по US 4033059 путем улучшения варьирующихся контрастных отношений для двух латентных картинок.
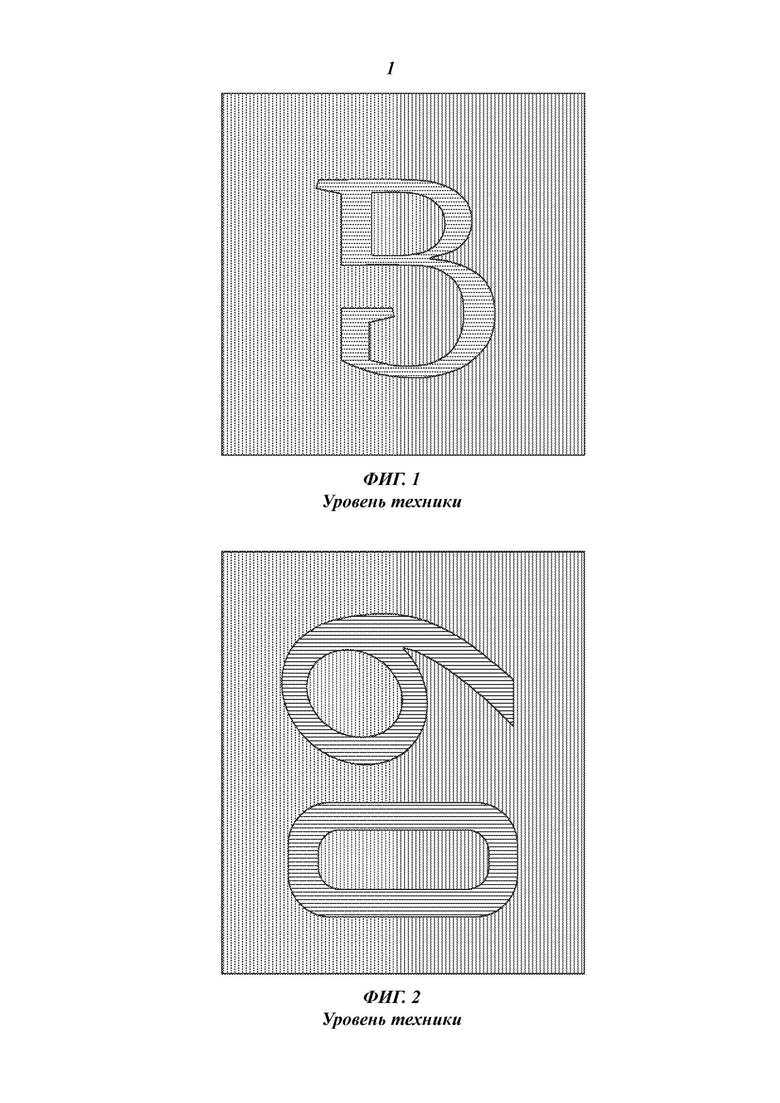
Пример групп линий, полученных посредством блинтового тиснения с нанесенной на них краской, например черной, тогда как фон представляет собой поверхность тисненого материала, имеющего белый цвет, представлен на фиг. 1. В данном случае логотип в виде комбинаций букв "В" и "G" сформирован с использованием линий, которые перпендикулярны линиям, образующим его окружение. На фиг. 2 представлен еще один пример с цифрами 6 и 0.
Важным промышленным использованием технологии тиснения является непрерывное роликовое тиснение планарного материала с металлическим покрытием для внутренних прокладок, например, в пищевой промышленности или для табачных изделий.
Планарным материалом, подлежащим тиснению, в типичном варианте могут быть внутренние прокладки (для сигаретных пачек) или фольги (которые, как правило, могут рассматриваться как тонкие фольги). Фольги в типичных вариантах могут иметь толщину в интервале 5-400 мкм. Такие фольги в некоторых случаях могут использоваться в качестве внутренних прокладок, применяемых, например, в сигаретных упаковках (т.е. в качестве внутренних пакетов в сигаретных пачках), причем они могут быть изготовлены из бумаги с металлическим покрытием, например из бумаги с покрытием, осажденным из паровой фазы, или из бумаги с прослойкой алюминия. Таким образом, данные фольги и внутренние прокладки являются тонкими и относительно неэластичными, например очень твердыми. Обычно они специально адаптированы для получения безопасных упаковок пищевых продуктов, поскольку являются в высокой степени непроницаемыми для паров воды. Можно быстро осуществлять прямое тиснение фольг и внутренних прокладок, используя ролики (валики) с твердыми стальными поверхностями.
Релевантными могут быть, в частности, следующие типы внутренних прокладок:
• тонкие металлические фольги, например алюминиевые фольги;
• ламинаты, изготовленные из бумаги и/или из слоев пластика в комбинации с металлической фольгой, и металлизированные бумага или пластиковые пленки, или ламинаты, или схожие материалы;
• любая, в частности пластиковая, пленка;
• любая металлическая фольга или пластиковая пленка, ламинированная бумагой, с поверхностной плотностью 20-90 г/м2;
• металлизированная бумага или металлизированная пластиковая пленка с поверхностной плотностью 40-90 г/м2 или металлизированная пластиковая пленка толщиной 6-90 мкм;
• подлежащая тиснению поверхность названных материалов может не иметь покрытия или иметь покрытие из лака или скользящее покрытие;
• поверхность данных материалов может быть матированной или яркой, а также иметь тот или иной цвет, и
• металлическая фольга.
Известны также простые применения тиснения с формированием линий в миллиметровом интервале с целью получения механических складок или размягчения бумаги. Никаких оптических эффектов, например отражения дифрагированного света, при этом не создается. Релевантным источником является, например, US 6458447 В1.
Раскрытие изобретения
Проблема, решаемая изобретением
Изобретение направлено на совершенствование известного из WO 02/30661 решения по формированию изображений, зависящих от положения наблюдателя, направленное на сохранение контрастных отношений и создание выраженного эффекта наклона, а также на достижение улучшенной защиты от копирования по меньшей мере для двух латентных изменчивых картинок. Кроме того, изобретение направлено на разработку устройства и способа, которые могут использоваться в производственных сценариях, предусматривающих тиснение планарного материала, например планарного материала с металлическим покрытием, посредством роликового тиснения с производительностью, типичной для промышленности.
Металлическое покрытие планарного материала, подлежащего тиснению, имеет толщину, составляющую, например, 25-80 мкм.
Поскольку тисненый планарный материал предназначен для использования в качестве упаковки пищевых продуктов, включая, например, табак, масло и шоколад, он не должен обрабатываться с использованием краски или любых других схожих веществ. Соответственно, изобретение должно исключить применение краски и, тем не менее, обеспечить высокую контрастность, даже при использовании обычных типов бумаги и в сценариях массового производства. При этом изобретение должно быть применимо в процессах ротационного тиснения при скоростях продукта, составляющих, например, 300 м/мин, что может соответствовать примерно 1000 упаковок/мин. Нетрудно понять, что при таких скоростях неприменима никакая краска.
Сущность изобретения
В своем первом аспекте изобретение предлагает способ тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, каждый из которых имеет твердую поверхность, а у первой решетки имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины. При этом вершины выступов предназначены для ослабления прямого направленного отражения света путем создания диффузного, всенаправленного отражения с получением, тем самым, видимого контраста между выступами и впадинами. Способ включает следующие операции:
используют тиснильный компонент, на котором сформированы: первое множество усеченных пирамид с основаниями ромбоидной формы, локализованными на твердой поверхности тиснильного компонента, и с усеченными вершинами, обращенными от твердой поверхности тиснильного компонента, причем первое множество усеченных пирамид, предназначенное для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала, образует первые прерывистые линии (ряд 1, ряд 2), соответствующие требуемым впадинам, а основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии, при этом каждый разрыв в линии пирамид может быть соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии.
Способ дополнительно включает операцию использования опорного компонента, на котором сформировано
второе множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности опорного компонента, и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид, предназначенное для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, образует вторые прерывистые линии (ряд 3, ряд 4), соответствующие требуемым выступам, а основания пирамид каждого подмножества, соответствующего одной из вторых прерывистых линий, отделены одно от другого определенным расстоянием. При этом пирамиды позиционированы на вторых прерывистых линиях таким образом, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к обладающим шероховатостью участкам твердой поверхности тиснильного компонента, обеспечивая, тем самым, сатинирование вершин выступов на первой стороне.
В предпочтительном варианте способ дополнительно включает тиснение второй решетки, заключенной в пределах определенного периметра, ограничивающего изображение, таким образом, что чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки. В этом варианте способ включает использование тиснильного компонента, на котором сформированы:
третье множество усеченных пирамид с основаниями ромбоидной формы, аналогичное первому множеству усеченных пирамид, но образующее третьи прерывистые линии, соответствующие подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид первого множества, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области подобно тому, как это было описано для первого множества пирамид, но согласованы с положениями пирамид третьего множества.
Способ дополнительно включает использование опорного компонента, на котором сформировано четвертое множество усеченных пирамид с основаниями ромбоидной формы, аналогичное второму множеству усеченных пирамид, но образующее четвертые прерывистые линии, соответствующие подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид второго множества.
В другом предпочтительном варианте тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения; при этом тиснильный компонент содержит двумерную поверхность или поверхность, на которой имеются 3D-структуры, или волнистую поверхность.
Еще в одном предпочтительном варианте тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения.
В следующем предпочтительном варианте ролики синхронизируют друг с другом посредством зубчатых колес.
В одном предпочтительном варианте планарный материал является металлической фольгой.
В другом предпочтительном варианте планарный материал является металлом, нанесенным на первую сторону.
Еще в одном предпочтительном варианте твердая поверхность имеет твердое покрытие.
В следующем предпочтительном варианте твердое покрытие содержит ТаС.
В одном предпочтительном варианте операция придания шероховатости включает обработку твердой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры.
В другом предпочтительном варианте определенное расстояние является нулевым.
В своем втором аспекте изобретение предлагает устройство для тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, каждый из которых имеет твердую поверхность, а у первой решетки имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов предназначены для ослабления прямого направленного отражения света путем создания диффузного, всенаправленного отражения с получением, тем самым, видимого контраста между выступами и впадинами. Устройство содержит на тиснильном компоненте:
первое множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности тиснильного компонента, и с усеченными вершинами, обращенными от твердой поверхности тиснильного компонента, причем первое множество усеченных пирамид, предназначенное для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала, образует первые прерывистые линии (ряд 1, ряд 2), соответствующие требуемым впадинам, а основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии, при этом каждый разрыв в линии пирамид может быть соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии.
Устройство дополнительно содержит, на опорном компоненте, второе множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности опорного компонента, и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид, предназначенное для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, образует вторые прерывистые линии (ряд 3, ряд 4), соответствующие требуемым выступам, а основания пирамид каждого подмножества, соответствующего одной из вторых прерывистых линий, отделены одно от другого определенным расстоянием. При этом пирамиды позиционированы на вторых прерывистых линиях таким образом, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к обладающим шероховатостью участкам твердой поверхности тиснильного компонента, обеспечивая, тем самым, сатинирование вершин выступов на первой стороне.
В одном предпочтительном варианте устройство сконфигурировано для тиснения второй решетки, заключенной в пределах определенного периметра, ограничивающего изображение, таким образом, что чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки. Устройство содержит на тиснильном компоненте:
третье множество усеченных пирамид с основаниями ромбоидной формы, аналогичное первому множеству усеченных пирамид, но образующее третьи прерывистые линии, соответствующие подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид первого множества, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области подобно тому, как это было описано для первого множества пирамид, но согласованы с положениями пирамид третьего множества.
Устройство дополнительно содержит, на опорном компоненте, четвертое множество усеченных пирамид с основаниями ромбоидной формы, аналогичное второму множеству усеченных пирамид, но образующее четвертые прерывистые линии, соответствующие подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид второго множества.
В другом предпочтительном варианте тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения; при этом тиснильный компонент содержит двумерную поверхность или поверхность, на которой имеются 3D-структуры, или волнистую поверхность.
Еще в одном предпочтительном варианте тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения.
В следующем предпочтительном варианте ролики синхронизированы друг с другом посредством зубчатых колес.
В предпочтительном варианте планарный материал является металлической фольгой.
В одном предпочтительном варианте планарный материал является металлом, нанесенным на первую сторону.
В другом предпочтительном варианте твердая поверхность имеет твердое покрытие.
Еще в одном предпочтительном варианте твердое покрытие содержит ТаС.
В следующем предпочтительном варианте шероховатая поверхность получена в результате обработки твердой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры.
В предпочтительном варианте определенное расстояние является нулевым.
В своем третьем аспекте изобретение предлагает способ тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, каждый из которых имеет твердую поверхность, а у первой решетки имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов предназначены для ослабления прямого направленного отражения света путем создания диффузного, всенаправленного отражения с получением, тем самым, видимого контраста между выступами и впадинами. Тиснильный компонент содержит:
первое множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности тиснильного компонента, и с усеченными вершинами, обращенными от твердой цилиндрической поверхности тиснильного компонента, причем первое множество усеченных пирамид, предназначенное для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала, образует первые прерывистые линии (ряд 1, ряд 2), соответствующие требуемым впадинам, а основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии, при этом каждый разрыв в линии пирамид может быть соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии.
Опорный компонент содержит второе множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности опорного компонента, и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид, предназначенное для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, образует вторые прерывистые линии (ряд 3, ряд 4), соответствующие требуемым выступам, а основания пирамид каждого подмножества, соответствующего одной из вторых прерывистых линий, отделены одно от другого определенным расстоянием, при этом пирамиды позиционированы на вторых прерывистых линиях таким образом, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к одной из шероховатых частей твердой поверхности тиснильного ролика, обеспечивая, тем самым, сатинирование вершин выступов.
При этом способ включает тиснение планарного материала посредством тиснильного и опорного компонентов.
В предпочтительном варианте способ дополнительно включает тиснение второй решетки, заключенной в пределах определенного периметра, ограничивающего изображение, таким образом, что чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки. При этом тиснильный компонент дополнительно содержит:
третье множество усеченных пирамид с основаниями ромбоидной формы, аналогичное первому множеству усеченных пирамид, но локализованное вдоль третьих прерывистых линий, соответствующих подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид первого множества, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области подобно тому, как это имеет место для первого множества пирамид, но согласованы с положениями пирамид третьего множества.
Опорный компонент дополнительно содержит четвертое множество усеченных пирамид с основаниями ромбоидной формы, аналогичное второму множеству усеченных пирамид, но локализованное вдоль четвертых прерывистых линий, соответствующих подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид второго множества.
Краткое описание чертежей
Изобретение станет более понятным из нижеследующего подробного описания предпочтительных вариантов и прилагаемых чертежей.
На фиг. 1 показан логотип, полученный методом глубокой печати согласно уровню техники.
На фиг. 2 показано число "60", также полученное методом глубокой печати согласно уровню техники.
На фиг. 3 показана, в разрезе, часть изображения, полученного методом глубокой печати с использованием линейных структур согласно уровню техники.
На фиг. 4 показан логотип, полученный методом глубокой печати с использованием линейных структур согласно уровню техники.
На фиг. 5 показана, в сечении, часть тисненого изображения для варианта по фиг. 4 согласно уровню техники.
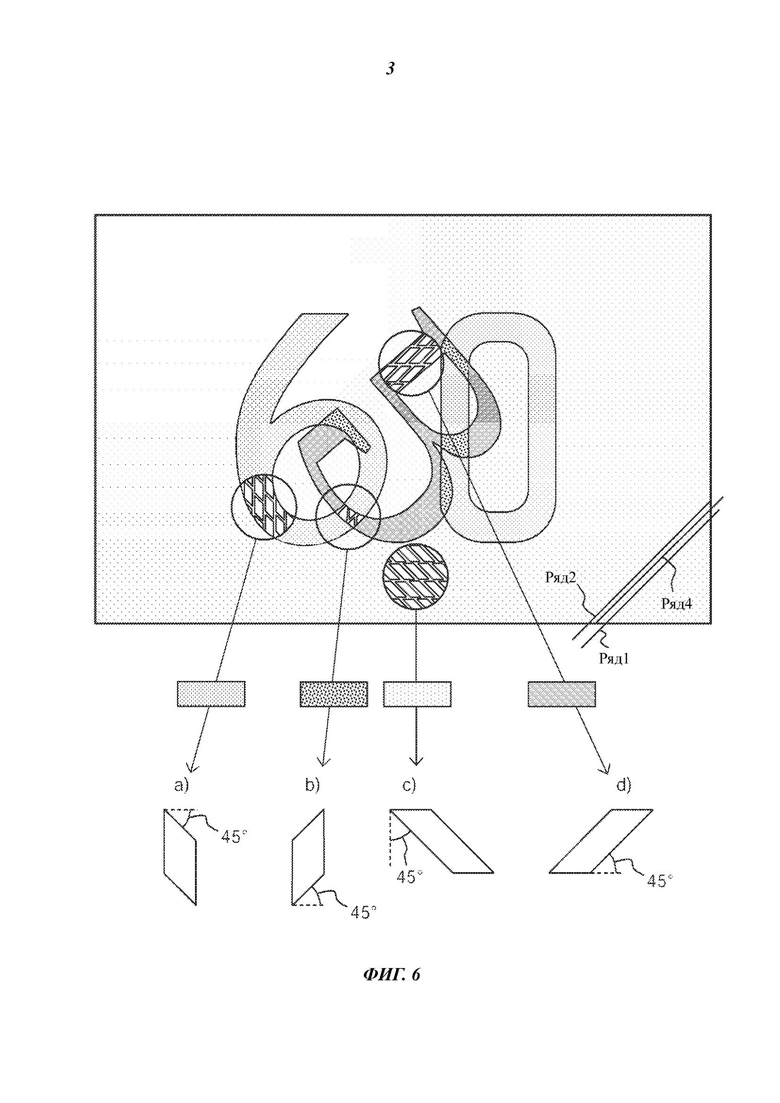
На фиг. 6 показан пример тиснения, которое может быть получено согласно изобретению.
На фиг. 7а и 7b схематично представлены пирамиды, сформированные на тиснильном и на опорном компонентах согласно варианту изобретения.
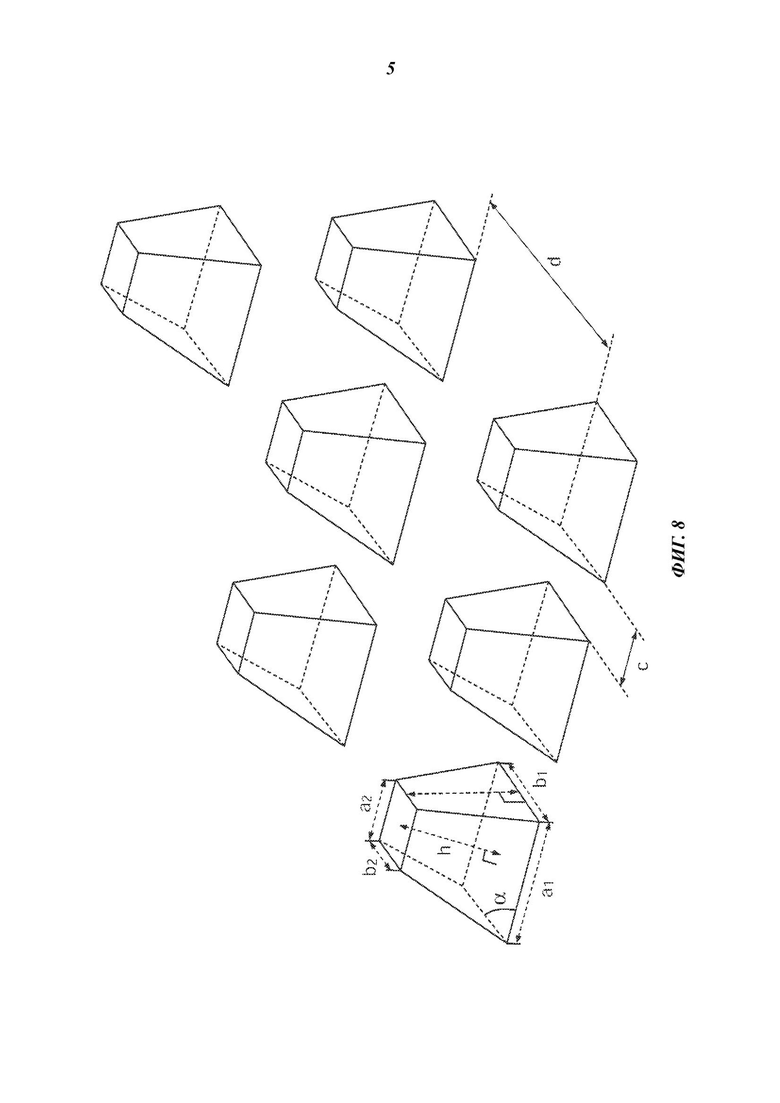
Фиг. 8 иллюстрирует пример сетки пирамид, которая должна быть сформирована на тиснильном компоненте согласно варианту изобретения.
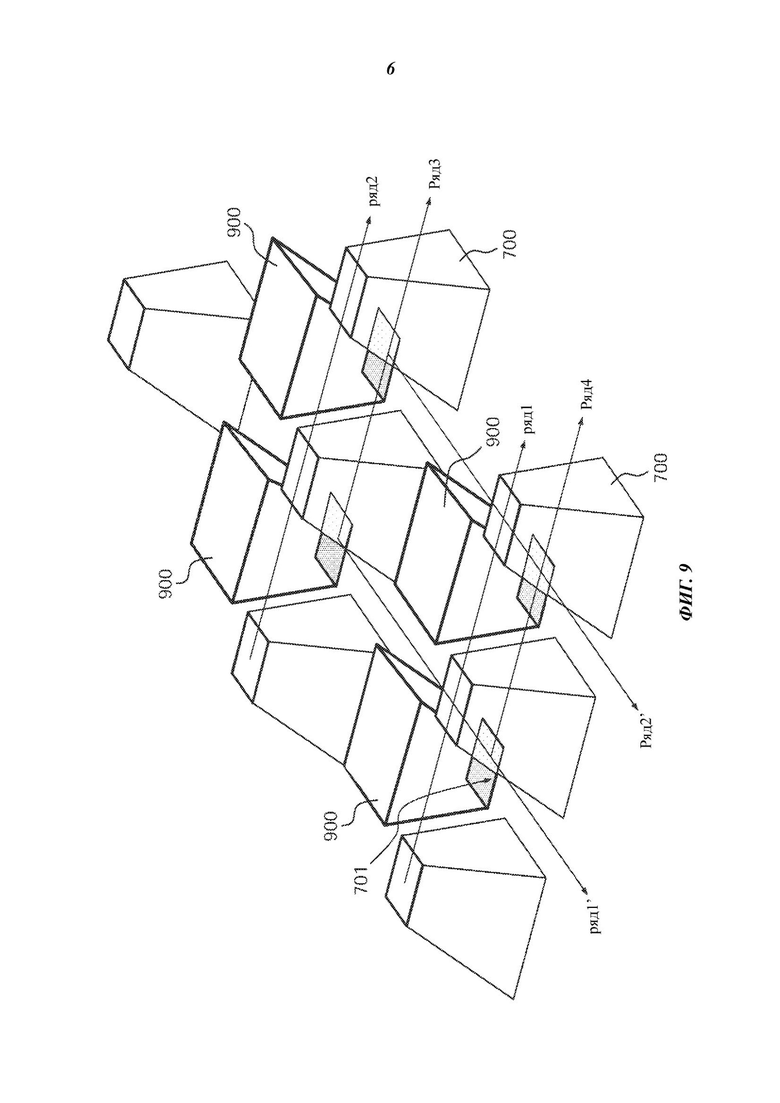
На фиг. 9 иллюстрируется пример сформированных на тиснильном и опорном компонентах пирамид в положениях, которые они занимают в процессе тиснения согласно варианту изобретения.
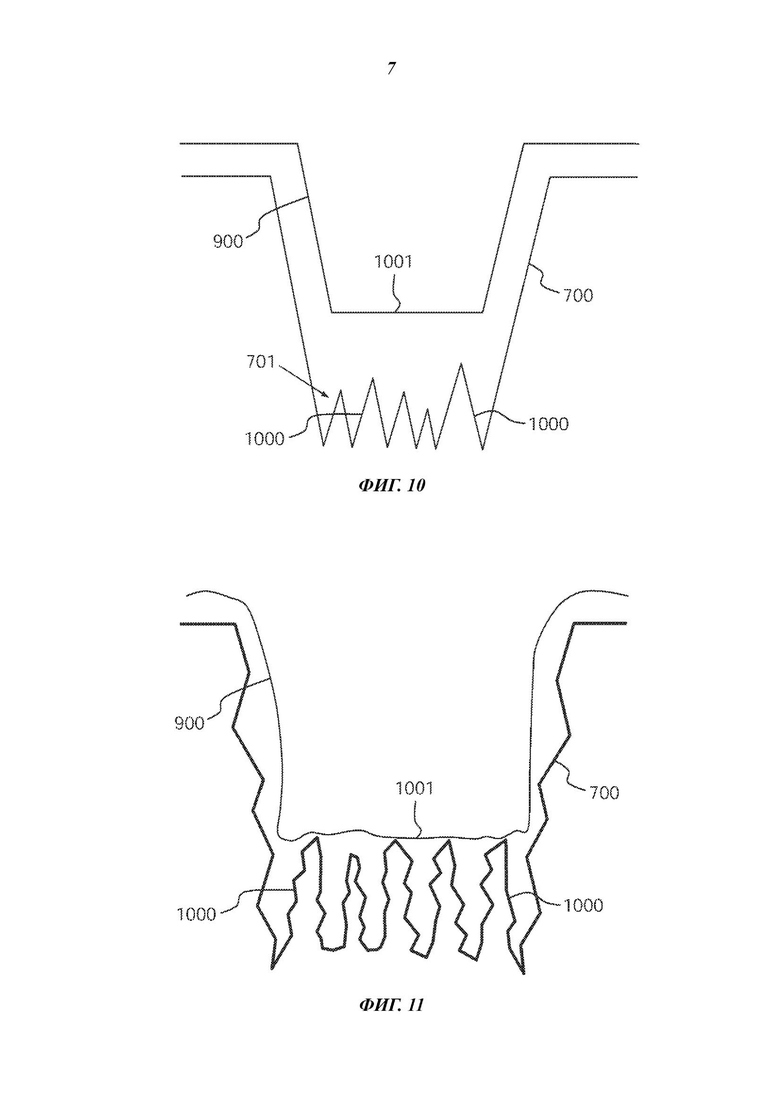
Фиг. 10 схематично иллюстрирует, на виде сбоку, зоны между двумя пирамидами по фиг. 9, чтобы пояснить принцип придания шероховатости, используемый в варианте изобретения.
Фиг. 11 соответствует более реалистичной иллюстрации ситуации по фиг. 10.
На фиг. 12 показаны, в рабочем положении, пирамиды по фиг. 9 вместе с образцом планарного материала, подвергающимся тиснению.
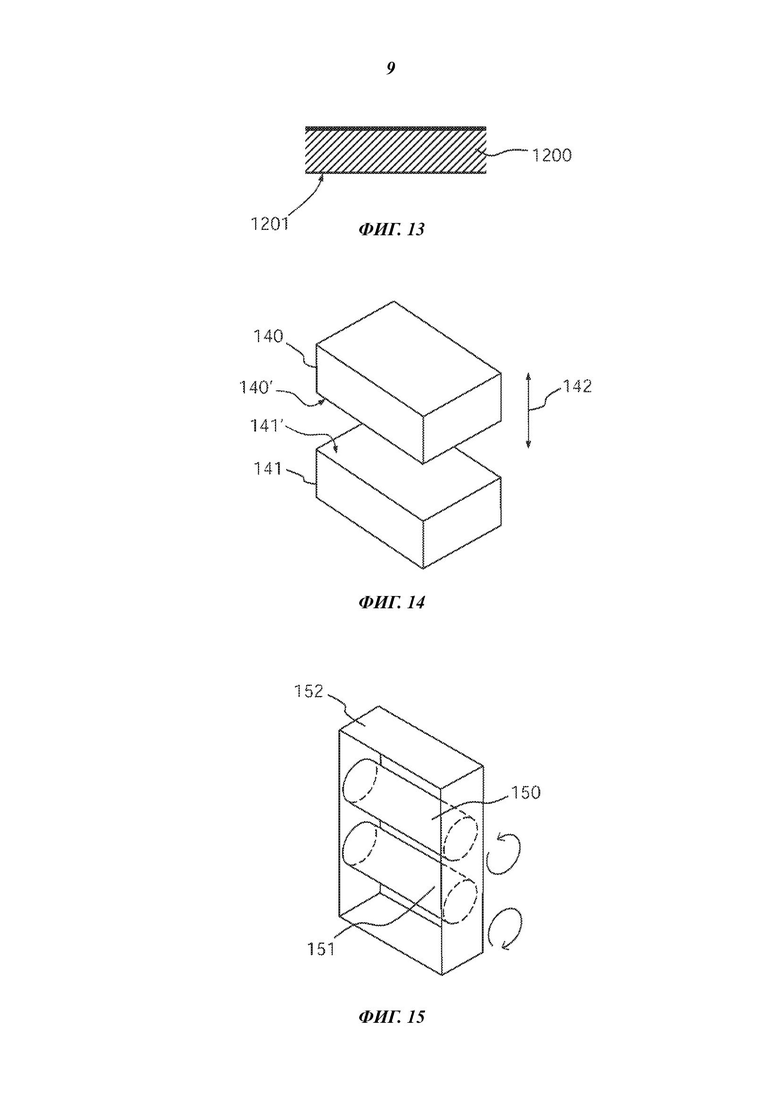
Фиг. 13 иллюстрирует, в сечении, образец планарного материала, подлежащий тиснению согласно примеру изобретения.
Фиг. 14 схематично иллюстрирует конфигурацию, в которой тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения согласно варианту изобретения.
На фиг. 15 схематично иллюстрируется конфигурация, в которой тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения.
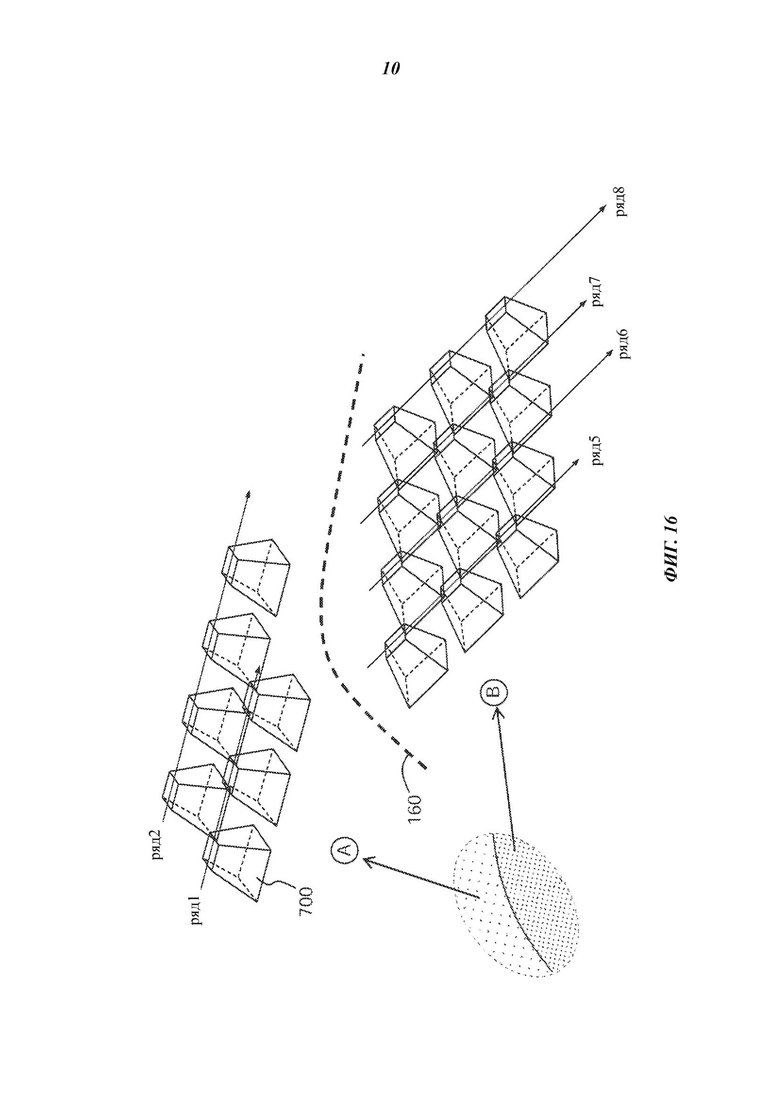
На фиг. 16 иллюстрируется принцип, согласно которому пирамиды в различных зонах взаимно ориентированы под определенным углом согласно варианту изобретения.
Для одинаковых или схожих элементов и частей на различных фигурах используются одинаковые обозначения.
Осуществление изобретения
Изменчивые изображения - уровень техники
Уровень техники можно представить, в частности, на примере простого изменчивого изображения, полученного по технологии глубокой печати, проиллюстрированной фиг. 3, 4 и 5. У изменчивого изображения имеется фон R (см. фиг. 4) в виде линий, ориентированных вдоль направления x-x', и BG-логотип, который обозначен на фиг. 4 буквой F и линии которого ориентированы вдоль направления у-у'. В примере по фиг. 4 направление x-x' составляет угол 90° с направлением у-у'.
На фиг. 3 иллюстрируется принцип классического метода получения изменчивого изображения посредством линейных структур, сформированных на цветной пленке М, а не белой пленке с металлическим покрытием.
Как было упомянуто, на фиг. 4 иллюстрируется фон R, сформированный параллельными линиями, ориентированными вдоль направления x-x'. Некоторое количество таких линий представлено в идеализированной форме на фиг. 3, а более реалистичным образом на фиг. 5. Линии, представленные на фиг. 5 в поперечном сечении, сформированы методом глубокой печати, при этом верхняя часть 1100 структурированных линий покрыта краской. Что касается второго латентного изображения, т.е. логотипа, объединяющего буквы "В" и "G" (далее - BG-логотип), то его линии ориентированы вдоль направления у-у', перпендикулярного линиям фона.
Далее рассматриваются три положения наблюдения, которые соответствуют различным видам, т.е. фона R, логотипа F или однородной серой поверхности пленки М. Последний из этих видов именуется также изображением плоскости.
Оптические эффекты
Если рассматривать изображение перпендикулярно к его плоскости (плоскости пленки М), что соответствует на фиг. 3 глазу наблюдателя N и глазу наблюдателя Р, наблюдатель видит обе линейные структуры, ориентированные вдоль x-x' и у-у', как однородно серые. Следовательно, наблюдатель получает впечатление, что изображение BG-логотипа смешано с окружающим серым фоном R.
Как показано на фиг. 5, если наблюдатель S1 рассматривает изображение под острым углом α к плоскости изображения (к пленке М), он может видеть заглубленные
белые полоски (образованные белым покрытием пленки М) между окрашенными верхними частями 1100 линейных структур, в частности черными линейными структурами на верхних частях 1100. По контрасту, окрашенные линии не видны хорошо, поскольку они имеют, например черный цвет, так что являются светопоглощающими. Таким образом, фон является видимым. Если наблюдатель отклонится от угла α, сильный контраст с фоном R исчезает.
Возвращаясь к фиг. 3, переход между изображениями фона R и логотипа F может быть достигнут наклоном наблюдателя Q параллельно направлению x-x' линий, но перпендикулярно направлению у-у' линий, т.е. на угол β относительно направления x-x'. Если β имеет примерно такое же значение, что и а, наблюдатель Q видит изображение BG-логотипа (логотип F), тогда как линейные структуры x-x', образующие фон, представляются серыми.
Изменчивые изображения, использующие тисненый планарный материал с металлическим покрытием
Из приведенных пояснений должно быть понятно, что распечатывание линейных структур методом глубокой печати обеспечивает зависимость поглощения света от угла падения и/или наблюдения. При отсутствии такой зависимости переход между изображениями был бы невозможен.
Чтобы получить изображения, улучшенные в эстетическом отношении, желательно использовать планарный материал с металлическим покрытием, т.к. это позволит получать почти идеальные зеркальные эффекты, особенно по сравнению с белым покрытием пленки М согласно фиг. 3-5.
Кроме того, очень важно обеспечить зависимость контраста от угла наклона.
Из международной заявки WO 2015/028939 А1 известно, что в случае тиснения с использованием согласованных структур типа выступ/впадина контраст или четкое распознавание свободных поверхностей можно улучшить с помощью выступающих участков с плоскими поверхностями любой формы, именуемых в этом случае гранями (или фацетами), которые выполнены на ролике-пуансоне, или впадин на ролике-матрице. Грани отмечают индивидуальные части поверхности, причем их размеры и расположение задаются такими, что благодаря более глубокому тиснению в соответствующих местах достигается высокая яркость и, следовательно, благоприятное эстетическое впечатление полного тиснения. Это впечатление создается в результате обработки изображения человеческим глазом с помощью рефракционных кромок, которые образуют локально выступающие части оттиска.
Известные из уровня техники тиснильные инструменты типа пуансон/матрица формируются посредством травления или механической обработки с относительно большими трудозатратами. Способ изготовления выступающих и/или заглубленных структур предусматривает, например, использование рекомендаций, приведенных в WO 2015/028939 А1 и WO 2013/041430.
При разработке поглощающих (матирующих) слоев, которые могут быть получены посредством тиснения, было обнаружено, что имеет место пикселизация. Данный термин может стать более понятным при рассмотрении фиг. 10 и 11 и комментария к ним, приводимого далее.
Тиснильные инструменты для получения изменчивых изображений
Как это поясняется в WO 2015/028939 А1 и WO 2013/041430, можно получить тонкие 3D-структуры с размерами 10-100 мкм путем удаления материала с поверхности стальных роликов посредством коротких лазерных импульсов.
На фиг. 8 схематично иллюстрируется пример решетки усеченных пирамид, подлежащих формированию на тиснильном компоненте согласно изобретению, с обозначениями размеров пирамид. Усеченные пирамиды представлены на фиг. 8 в сильно упрощенном виде: например, не показано ясно, что основания пирамид являются ромбоидными (однако эта особенность будет подробно рассмотрена далее). Пирамиды предназначены для тиснения линейных структур. В связи с этим, по причинам, связанным с процессом тиснения, они представлены в виде дискретных элементов. Другими словами, подлежащие тиснению линейные структуры формируются путем тиснения коротких секций по всей длине линии.
Далее приводится пример размеров проиллюстрированных усеченных пирамид с ромбоидными основаниями:
a1 = 120 мкм
а2 = 80 мкм
b1 = 70 мкм
b2 = 50 мкм
h = 55 мкм
α = 45°.
Расстояние с, разделяющее основания двух пирамид одной линии, может, например, составлять 40 мкм, а расстояние d, разделяющее две смежные линии пирамид, может, например, составлять 120 мкм.
В предпочтительном варианте стороны ромбоидных оснований, ориентированные вдоль линейной структуры, подлежащей тиснению, по существу, параллельны этой структуре. Конкретно, это относится к сторонам с размером а1.
При тиснении планарного материала - как будет более подробно пояснено далее - обеспечивается возможность того, что требуемые давления приведут к выведению удаляемых частей планарного материала, которые не должны удерживаться в зоне решетки, через разрывы, разделяющие усеченные пирамиды.
Следует отметить, что за счет увеличения количества тиснильных элементов формируются уникальные тисненые изображения, которые имеют высокий уровень защиты от копирования.
В другом предпочтительном варианте, не проиллюстрированном на чертежах, расстояние, разделяющее основания двух пирамид одной линии, может быть нулевым. Фактически, пирамиды в этом случае могут быть сформированы так, что соседние пирамиды стыкуются, чтобы образовать непрерывную линию.
Пикселизация
Из вышеизложенного следует, что линейные структуры требуют создания контрастов, которые могут быть недостижимы с использованием краски вследствие требуемой степени тонкости, при этом они не могут быть обеспечены посредством методов тиснения, известных из уровня техники, например посредством классического сатинирования.
Согласно варианту изобретения эффект сатинирования на металлическом покрытии планарного материала может быть достигнут тиснением методом "пинап-пинап". Данный метод изменяет на значительной части поверхности линейных структур, формируемых тиснением, зеркальное отражение от поверхности металла таким образом, что падающий свет отклоняется под различными углами с обеспечением, тем самым, диффузного отражения. В результате человеческий глаз, наблюдающий с расстояния 30 см, больше не различает никаких деталей линии.
Используя недавно разработанные процессы формирования структур посредством коротких лазерных импульсов, например описанные в еще не опубликованной европейской патентной заявке ЕР 15201862, становится возможным получить поверхностные структуры порядка 10 мкм. Эти структуры могут, например, использоваться, чтобы осуществить тиснение металлической стороны планарного материала с металлическим покрытием и получить за счет этого заметный эффект локального сатинирования, обусловленный так называемым микросатинирующим эффектом. На фиг. 10 и 11 показаны структуры 1000, полученные на твердой поверхности тиснильного ролика посредством процесса формирования структур короткими лазерными импульсами. Структуры 1000 являются результатом так называемой пикселизации поверхности, т.е. образования миниатюрных пирамид или выступов с высотой примерно 15 мкм.
Хотя поверхность тиснильного ролика была описана, как твердая, фактически можно использовать поверхность с твердым покрытием.
На фиг. 7а представлена, на очень упрощенном виде сверху, поверхность тиснильного компонента, на которой сформирована решетка из множества усеченных пирамид 700. Стрелки, обозначенные, как ряд 1 и ряд 2, соответствуют линиям, вдоль каждой из которых расположено одно подмножество усеченных пирамид. При этом линии ряд 1 и ряд 2 - это линии, соответствующие структуре решетки, подлежащей тиснению. Линии ряд 1 и ряд 2 и все последующие схожие линии усеченных пирамид, по существу, параллельны одна другой. Как и на фиг. 8, основания смежных пирамид в одной линии разделены разрывом определенной длины, обозначенным, как с. При этом усеченные пирамиды 700 расположены так, что разрыв между пирамидами одной линии может быть соединен с разрывом между двумя другими пирамидами в смежной параллельной линии воображаемой перпендикулярной линией, такой как линия ряд V или ряд 2'. Между двумя смежными линиями пирамид образованы обладающие шероховатостью участки 701 поверхности, при этом данные участки пересекаются воображаемыми перпендикулярными линиями ряд 1', ряд 2', … Обладающие шероховатостью участки 701 содержат структуры 1000 (не изображенные на фиг. 7а), подобные показанным на фиг. 10 и 11.
Фиг. 9 иллюстрирует усеченные пирамиды 700 типа показанных на фиг. 8 или 7а, основания которых образуют сетку из линий на твердой поверхности тиснильного компонента (не изображен). Таким образом, усеченные пирамиды расположены вдоль линий, таких, как ряд 1 и ряд 2. Разумеется, количество линий может быть намного большим, а количество усеченных пирамид в одной линии может варьировать в зависимости от размеров структур решеток, подлежащих тиснению. На фиг. 9 иллюстрируются также усеченные пирамиды 900, которые в момент тиснения находятся между усеченными пирамидами 700. Усеченные пирамиды 900 сформированы на твердой поверхности опорного компонента (на фиг. 9 не изображен). При этом усеченные пирамиды 900 расположены вдоль линий ряд 3 и ряд 4, которые в процессе тиснения должны быть параллельны линиям ряд 1 и ряд 2. Кроме того, усеченные пирамиды 900 расположены таким образом, что их усеченные верхние поверхности будут оказывать давление на планарный материал, подлежащий тиснению (на фиг. 9 не изображен), и создавать, посредством тиснения, структуры шероховатых участков 701, в планарном материале, например, на стороне его металлического покрытия. Следовательно, при тиснении усеченные грани усеченных пирамид 900 расположены на линиях ряд V и ряд 2'.
На фиг. 7b иллюстрируются четыре усеченные пирамиды 900, расположенные смежно с пирамидами по фиг. 7а. Такое расположение не соответствует реальному взаимному положению этих пирамид, но облегчает понимание того, каким образом сетка усеченных пирамид 900 сконфигурирована по сравнению с сеткой усеченных пирамид 700. Так, должно быть понятно, что в процессе тиснения усеченные пирамиды 900 расположены между пирамидами 700, как это показано, например, на фиг. 9.
Возвращаясь к фиг. 10, можно видеть, как усеченная грань 1001 усеченной пирамиды 900 позиционирована в процессе тиснения над шероховатой поверхностью 701 и ее структурами 1000.
На фиг. 11 конфигурация по фиг. 10 иллюстрируется более реалистично: видно, что поверхности пирамид 900 и 700, а также структуры 1000 необязательно должны быть идеально плоскими.
На фиг. 12 усеченные пирамиды 700 и 900 по фиг. 9 также проиллюстрированы в процессе тиснения, но при наличии подлежащего тиснению планарного материала 1200 с металлическим покрытием (показанного только в качестве примера). Сторона 1201 планарного материала 1200, имеющая металлическое покрытие, обращена к усеченным пирамидам 700. Следовательно, эта сторона 1201 прижимается пирамидами 900 к шероховатым поверхностям 701, чтобы получить поверхность с эффектом сатинирования.
На фиг. 13 показан, в сечении, образец планарного материала 1200, сторона 1201 которого снабжена (схематично изображенным) металлическим покрытием.
Возвращаясь к фиг. 12, решетку, подлежащую формированию тиснением, изготавливают следующим образом: усеченные пирамиды 700 производят тиснение впадин решетки, при котором металлическое покрытие остается нетронутым, чтобы сохранить зеркальное отражение от поверхности. Усеченные пирамиды 900 воздействуют на выступы решетки, сатинирование которых производится тиснением посредством структур 1000 (не представленных на фиг. 12 для придания ей большей наглядности), находящихся на шероховатой поверхности 701, и тем самым модифицируют поверхность выступов таким образом, что металлическое покрытие создает эффект сатинирования в свете, который отражался бы выступом. Фактически, эффект сатинирования ослабляет прямое направленное отражение света, который может падать на сатинированные выступы на полученном тиснением продукте, за счет диффузного (всенаправленного) отражения (на фиг. 12 не проиллюстрировано).
На фиг. 6 представлены примеры решеток, подлежащих тиснению посредством тиснильного компонента в соответствии со способом и устройством по изобретению, включая решетку для фона и различные решетки для двух изображений - числа 60 и BG-логотипа. При этом различные решетки имеют структуры выступов и впадин, которые расположены под определенными углами относительно решетки фона или решетки изображений или их пересечений. Более конкретно, зоны a)-d), которые проиллюстрированы в виде различных текстур, соответствуют зонам, имеющим различные решетки. В частности, зона а) имеет решетку одного типа, штрихи решетки в зоне b) ориентированы под углом, отличным от угла в зоне а), и т.д. В каждой зоне решетка изготавливается одним и тем же способом за исключением того, что ориентации линий изменяются от решетки к решетке. Как пример, в зоне а) ромбоидные основания усеченных пирамид, выполненных на твердой поверхности тиснильного компонента (на фиг. 6 не изображен), ориентированы вдоль линий ряд 1 и ряд 2 (изображенных в одном углу фона и соответствующих линиям по фиг. 9). Что касается опорного компонента, соответствующие пирамиды должны быть выполнены на его твердой поверхности, например, вдоль линии ряд 4 подобно тому, как это было пояснено при рассмотрении фиг. 9.
Изображения линий пирамид в кружках, расположенных над зонами a)-d), приведены только в чисто иллюстративных целях, так что ориентация пирамид в кружке для зоны а) необязательно соответствует ряду 1 и ряду 2. Вместе с тем, эта иллюстрация приведена, чтобы показать, что усеченные пирамиды расположены вдоль линий, ориентация которых изменяется от одной зоны к другой. В качестве примера, ориентации усеченных пирамид выбраны составляющими углы 45°, как это показано в нижней части фиг. 6, под буквами а), b), с) и d).
На фиг. 16 представлена другая иллюстрация принципа изобретения, состоящая в том, что линии ряд 1 и ряд 2 пирамид 700 с ромбоидными основаниями в зоне А на фиг. 6 составляют определенный угол с линиями ряд 5 - ряд 8 пирамид в соседней зоне В по фиг. 6. Для облегчения понимания на фиг. 16 показан также, в увеличенном масштабе, участок по фиг. 6, соответствующий соседним зонам А и В. Зоны А и В разделены на фиг. 16 линией 160, также введенной только для иллюстративных целей и для облегчения понимания.
Как было упомянуто, пирамиды, проиллюстрированные на фиг. 6, соответствуют тиснильному компоненту. Необходим также соответствующий опорный компонент (не изображен), усеченные пирамиды которого расположены так, чтобы в процессе тиснения они входили в зазоры между ответными пирамидами, как это показано, например, на фиг. 9.
Полученный в результате тиснения планарный материал (не изображен) содержит зоны решеток, соответствующие зонам тиснения a)-d), поскольку они сформированы этими зонами. При освещении светом, отражающимся от зон решеток, каждая из них создает эффект, отличный от эффектов других зон. Следовательно, при наблюдении под углом интенсивности отраженного света будут различными для всех зон, так что, путем варьирования этого угла, можно различить любое из изображений, представленных соответствующими зонами, т.е. фоном в зоне с), непересеченными частями числа 60 в зоне а), непересеченными частями логотипа BG в зоне b) и пересечениями числа 60 с логотипом BG в зоне d).
Компоненты, используемые при тиснении
Приведенные примеры описаны с упоминанием тиснильного и опорного компонентов. Например, по отношению к примеру по фиг. 9 усеченные пирамиды 700 сформированы на твердой поверхности тиснильного компонента (не изображен), а усеченные пирамиды 900 - на твердой поверхности опорного компонента (также не изображен). Таким образом, тиснильный и опорный компоненты взаимодействуют в процессе тиснения планарного материала. Способ тиснения первой решетки, а также, возможно, опционной второй решетки включает получение тиснильного компонента с первым множеством усеченных пирамид 700 и опорного компонента со вторым множеством усеченных пирамид 900.
Для тиснильного и опорного компонентов возможны различные реальные варианты.
В одном предпочтительном варианте тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения. Для этого поверхность тиснильного компонента и поверхность опорного компонента, на которых сформированы соответствующие усеченные пирамиды, могут быть, по существу, плоскими. На фиг. 14 схематично иллюстрируется конфигурация, в которой и тиснильный компонент 140, и опорный компонент 141 имеют, по существу, плоские поверхности 140' и 141', на которых находятся усеченные пирамиды (на фиг. 14 пирамиды не изображены). Тиснильный компонент 140 способен перемещаться к опорному компоненту 141 или от него, т.е. вдоль направлений, отмеченных двойной стрелкой 142. Этот пример иллюстрирует только характер взаимного движения компонентов. В процессе тиснения между тиснильным и опорным компонентами 140, 141 вводят планарный материал.
В других предпочтительных вариантах процесса планарного тиснения тиснильный компонент содержит либо двумерную поверхность, либо поверхность, на которой имеются 3D-структуры, либо волнистую поверхность.
В предпочтительном варианте, схематично проиллюстрированном на фиг. 15, тиснильный и опорный компоненты 150, 151 сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения. Ролики 150 и 151 установлены в несущей рамке 152 и могут вращаться, как это отмечено на фиг. 15 изогнутыми стрелками у торцов роликов. В предпочтительном варианте ролики синхронизированы друг с другом посредством зубчатых колес (шестерен), установленных, например, на торцах роликов так, что шестерня одного ролика взаимодействует с шестерней другого ролика.
В процессе тиснения планарный материал (на фиг. 15 не изображен) вводят в зазор между обоими роликами 150 и 151. Твердая цилиндрическая поверхность каждого ролика 150 и 151 содержит усеченные пирамиды, как это было описано выше. Например, на цилиндрической поверхности тиснильного ролика 150 могут быть сформированы усеченные пирамиды 700, а на цилиндрической поверхности опорного ролика 151 - усеченные пирамиды 900 (на фиг. 15 пирамиды не изображены).
Твердые поверхности тиснильного и опорного компонентов необходимы для формирования описанной шероховатой поверхности, и, возможно, усеченных пирамид. Такая поверхность может, например, содержать ТаС.
Придание шероховатости твердой поверхности предпочтительно осуществляется обработкой этой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры. Размеры выступающих микроструктур предпочтительно составляют 10-15 мкм.
Изложение признаков изобретения
Способ 1: Способ тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, причем тиснильный компонент содержит:
первое множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности тиснильного компонента, и с усеченными вершинами, обращенными от твердой поверхности тиснильного компонента, причем первое множество усеченных пирамид сконфигурировано для формирования первых прерывистых линий, соответствующих впадинам первой решетки; каждой из первых прерывистых линий соответствует одно подмножество пирамид, а основания пирамид первого множества отделены одно от другого определенным расстоянием, образующим разрыв в соответствующей первой прерывистой линии так, что каждый разрыв в линии пирамид соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии, а
опорный компонент содержит
второе множество усеченных пирамид с основаниями ромбоидной формы на твердой поверхности опорного компонента и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид сконфигурировано для формирования вторых прерывистых линий, соответствующих выступам первой решетки; каждой из вторых прерывистых линий соответствует одно подмножество пирамид, а основания пирамид второго множества отделены одно от другого определенным расстоянием, при этом пирамиды второго множества позиционированы на вторых прерывистых линиях так, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к обладающим шероховатостью участкам твердой поверхности тиснильного компонента;
при этом способ включает следующие операции:
подачу планарного материала между тиснильным компонентом и опорным компонентом;
тиснение планарного материала с формированием впадин первой решетки путем оказания давления на первую сторону планарного материала посредством первого множества усеченных пирамид и с формированием выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, посредством второго множества усеченных пирамид и
сатинирование вершин выступов на первой стороне планарного материала путем приложения усеченными вершинами второго множества усеченных пирамид к планарному материалу давления в направлении обладающих шероховатостью участков твердой поверхности тиснильного компонента,
при этом первая решетка содержит чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов сконфигурированы для ослабления прямого направленного отражения света за счет диффузного, всенаправленного отражения, чтобы создать наблюдаемый контраст между выступами и впадинами.
Способ 2: способ 1, который дополнительно включает следующую операцию: тиснение планарного материала с формированием второй решетки в пределах определенного периметра, ограничивающего изображение, причем чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки, при этом тиснильный компонент дополнительно содержит:
третье множество усеченных пирамид с основаниями ромбоидной формы, расположенных вдоль третьих прерывистых линий, соответствующих подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром,и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области, в положениях, согласованных с положениями третьего множества пирамид; а
опорный компонент дополнительно содержит
четвертое множество усеченных пирамид с основаниями ромбоидной формы, расположенных вдоль четвертых прерывистых линий, соответствующих подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром.
Способ 3: способ 1, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения; при этом тиснильный компонент содержит двумерную поверхность или поверхность, на которой имеются 3D-структуры, или волнистую поверхность.
Способ 4: способ 1, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения.
Способ 4': способ 4, в котором ролики синхронизируют друг с другом посредством зубчатых колес.
Способ 5: способ 1, в котором планарный материал является металлической фольгой.
Способ 6: способ 1, в котором планарный материал является металлом, нанесенным на первую сторону.
Способ 7: способ 1, в котором на твердую поверхность нанесено покрытие из термоадгезива.
Способ 7': способ 1, в котором твердая поверхность имеет твердое покрытие.
Способ 7'': способ 7', в котором твердое покрытие содержит ТаС.
Способ 8: способ 1, в котором придание шероховатости осуществляют путем обработки твердой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры.
Способ 8': способ 1, в котором определенное расстояние является нулевым.
Устройство 9: устройство для тиснения в планарном материале первой решетки, у которой имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов сконфигурированы для ослабления прямого направленного отражения света за счет диффузного, всенаправленного отражения, чтобы получить наблюдаемый контраст между выступами и впадинами, при этом устройство содержит:
тиснильный компонент, имеющий твердую поверхность, и
опорный компонент, имеющий твердую поверхность, причем
тиснильный компонент содержит
первое множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности тиснильного компонента, а усеченные вершины которых обращены от твердой поверхности тиснильного компонента, причем первое множество усеченных пирамид сконфигурировано для формирования первых прерывистых линий, соответствующих впадинам первой решетки; каждой из первых прерывистых линий соответствует одно подмножество пирамид, а основания пирамид первого множества отделены одно от другого определенным расстоянием, образующим разрыв в соответствующей первой прерывистой линии так, что каждый разрыв в линии пирамид соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии, а
опорный компонент содержит
второе множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности тиснильного компонента, а усеченные вершины которых обращены от твердой поверхности опорного компонента, причем второе множество усеченных пирамид сконфигурировано для формирования вторых прерывистых линий, соответствующих выступам первой решетки; каждой из вторых прерывистых линий соответствует одно подмножество пирамид, а основания пирамид второго множества отделены одно от другого определенным расстоянием; при этом пирамиды второго множества позиционированы на вторых прерывистых линиях так, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к обладающим шероховатостью участкам твердой поверхности тиснильного компонента, обеспечивая, тем самым, сатинирование вершин выступов на первой стороне.
Устройство 10: устройство 9, дополнительно сконфигурированное для тиснения второй решетки в пределах определенного периметра, ограничивающего изображение, причем чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки,
при этом тиснильный компонент дополнительно содержит:
третье множество усеченных пирамид с основаниями ромбоидной формы согласно третьим прерывистым линиям, соответствующих подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области в положениях, согласованных с положениями третьего множества пирамид; а
опорный компонент дополнительно содержит
четвертое множество усеченных пирамид с основаниями ромбоидной формы, расположенных вдоль четвертых прерывистых линий, соответствующих подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром.
Устройство 11: устройство 9, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения; при этом тиснильный компонент содержит двумерную поверхность или поверхность, на которой имеются 3D-структуры, или волнистую поверхность.
Устройство 12: устройство 9, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения.
Устройство 12': устройство 12, в котором ролики синхронизированы друг с другом посредством зубчатых колес.
Устройство 13: устройство 9, в котором планарный материал является металлической фольгой.
Устройство 14: устройство 9, в котором планарный материал является металлом, нанесенным на первую сторону.
Устройство 15: устройство 9, в котором твердая поверхность имеет покрытие из термоадгезива.
Устройство 15': устройство 9, в котором твердая поверхность имеет твердое покрытие.
Устройство 15'': устройство 15', в котором твердое покрытие содержит ТаС.
Устройство 16: устройство 9, в котором шероховатая поверхность получена в результате обработки твердой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры.
Устройство 16': устройство 9, в котором указанное определенное расстояние является нулевым.
Устройство 17: устройство для изготовления тиснильного и опорного компонентов, у каждого из которых имеется твердая поверхность и которые сконфигурированы для тиснения в планарном материале первой решетки, имеющей чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов сконфигурированы для ослабления прямого направленного отражения света за счет диффузного, всенаправленного отражения, чтобы получить наблюдаемый контраст между выступами и впадинами, а устройство обеспечивает выполнение следующих операций:
формирование первого множества усеченных пирамид с основаниями ромбоидной формы на твердой поверхности тиснильного компонента и с усеченными вершинами, обращенными от твердой цилиндрической поверхности тиснильного компонента, причем первое множество усеченных пирамид, сконфигурированное для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала, образует первые прерывистые линии, соответствующие впадинам, а основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии так, что каждый разрыв в линии пирамид соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям;
формирование обладающих шероховатостью участков твердой поверхности тиснильного компонента, расположенных между смежными линиями пирамид и пересекающих по меньшей мере одну из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии, и
формирование второго множества усеченных пирамид с основаниями ромбоидной формы на твердой поверхности опорного компонента и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид, сконфигурированное для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, образует вторые прерывистые линии, соответствующие выступам, а основания пирамид каждого подмножества, соответствующего одной из вторых прерывистых линий, отделены одно от другого определенным расстоянием, при этом пирамиды позиционированы на вторых прерывистых линиях таким образом, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к одной из шероховатых частей твердой поверхности тиснильного ролика, обеспечивая, тем самым, сатинирование вершин выступов.
Устройство 18: устройство 17, в котором тиснильный и опорный компоненты предназначены также для тиснения второй решетки в пределах определенного периметра, ограничивающего изображение, а чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки, при этом устройство дополнительно обеспечивает выполнение следующих операций:
формирование третьего множества усеченных пирамид с основаниями ромбоидной формы, расположенными вдоль третьих прерывистых линий, соответствующих подлежащим тиснению впадинам второй решетки в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром;
формирование обладающих шероховатостью участков твердой поверхности тиснильного компонента, расположенных между смежными линиями пирамид внутри указанной области и согласованных с положениями третьего множества пирамид;
формирование четвертого множества усеченных пирамид с основаниями ромбоидной формы, расположенными вдоль четвертых прерывистых линий, соответствующих подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром.
Устройство 19: устройство 18, которое дополнительно предусматривает операцию нанесения на твердую поверхность покрытия из термоадгезива.
Устройство 20: устройство 18, в котором формирование участков, обладающих шероховатостью, осуществлено обработкой твердой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры.



Изобретение относится к области тонкого тиснения планарного материала с металлическим покрытием. Способ тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, каждый из которых имеет твердую поверхность, а у первой решетки имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов предназначены для ослабления прямого направленного отражения света путем создания диффузного, всенаправленного отражения с получением тем самым видимого контраста между выступами и впадинами. Способ предусматривает формирование на тиснильном компоненте первого множества усеченных пирамид, предназначенных для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала с образованием первых прерывистых линий, соответствующих требуемым впадинам. Основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии. При этом каждый разрыв в линии пирамид может быть соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям. Способ включает также придание шероховатости участкам твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии. Далее, способ включает формирование второго множества усеченных пирамид, предназначенных для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне. В процессе тиснения эти усеченные вершины пирамиды прижимают планарный материал к обладающим шероховатостью участкам твердой поверхности тиснильного компонента, обеспечивая тем самым сатинирование вершин выступов на первой стороне. Изобретение обеспечивает улучшенную защиту от копирования по меньшей мере для двух латентных изменчивых картинок. 3 н. и 21 з.п. ф-лы, 16 ил.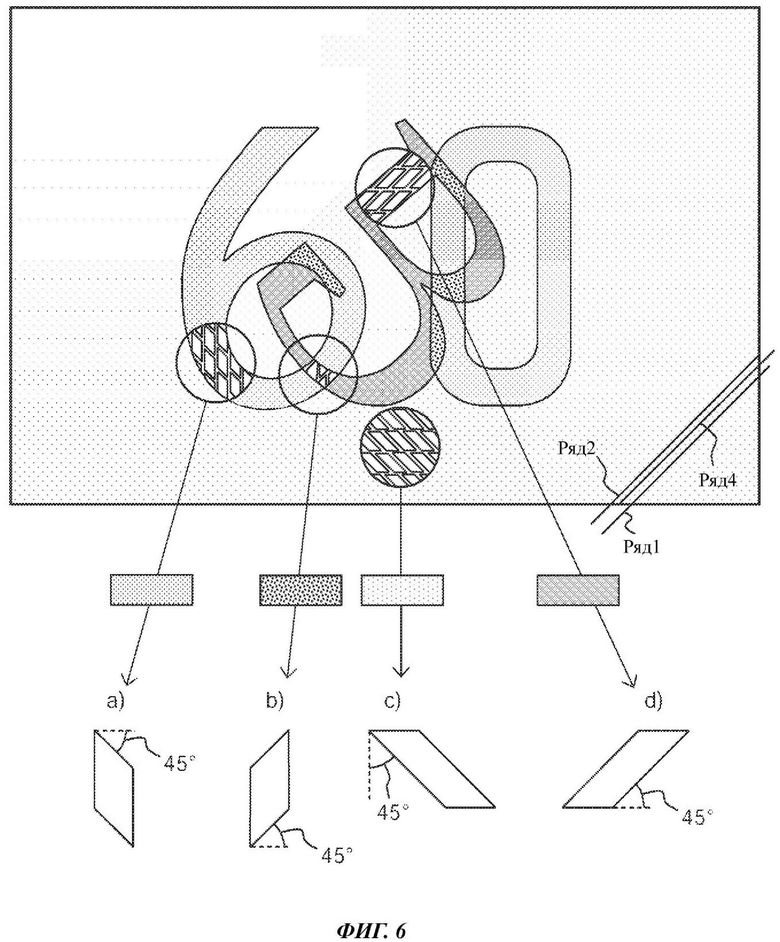
1. Способ тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, каждый из которых имеет твердую поверхность, а у первой решетки имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов предназначены для ослабления прямого направленного отражения света путем создания диффузного всенаправленного отражения с получением тем самым видимого контраста между выступами и впадинами, при этом способ включает следующие операции: используют тиснильный компонент, на котором сформированы: первое множество усеченных пирамид с основаниями ромбоидной формы, локализованными на твердой поверхности тиснильного компонента, и с усеченными вершинами, обращенными от твердой поверхности тиснильного компонента, причем первое множество усеченных пирамид, предназначенное для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала, образует первые прерывистые линии (ряд 1, ряд 2), соответствующие требуемым впадинам, а основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии, при этом каждый разрыв в линии пирамид может быть соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии, и
используют опорный компонент, на котором сформировано второе множество усеченных пирамид с основаниями ромбоидной формы, локализованными на твердой поверхности опорного компонента, и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид, предназначенное для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, образует вторые прерывистые линии (ряд 3, ряд 4), соответствующие требуемым выступам, а основания пирамид каждого подмножества, соответствующего одной из вторых прерывистых линий, отделены одно от другого определенным расстоянием; при этом пирамиды позиционированы на вторых прерывистых линиях таким образом, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к обладающим шероховатостью участкам твердой поверхности тиснильного компонента, обеспечивая тем самым сатинирование вершин выступов на первой стороне.
2. Способ по п. 1, который дополнительно включает тиснение второй решетки, заключенной в пределах определенного периметра, ограничивающего изображение, таким образом, что чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки, причем способ включает следующие операции:
используют тиснильный компонент, на котором сформированы: третье множество усеченных пирамид с основаниями ромбоидной формы, аналогичное первому множеству усеченных пирамид, но образующее третьи прерывистые линии, соответствующие подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром, вместо формирования усеченных пирамид первого множества, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области подобно тому, как это было описано для первого множества пирамид, но согласованы с положениями пирамид третьего множества, и используют опорный компонент, на котором сформировано четвертое множество усеченных пирамид с основаниями ромбоидной формы, аналогичное второму множеству усеченных пирамид, но образующее четвертые прерывистые линии, соответствующие подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид второго множества.
3. Способ по любому из предыдущих пунктов, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения; при этом тиснильный компонент содержит двумерную поверхность или поверхность, на которой имеются 3D-структуры, или волнистую поверхность.
4. Способ по п. 1 или 2, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения.
5. Способ по п. 4, в котором ролики синхронизируют друг с другом посредством зубчатых колес.
6. Способ по любому из предыдущих пунктов, в котором планарный материал является металлической фольгой.
7. Способ по любому из пп. 1-4, в котором планарный материал является металлом, нанесенным на первую сторону.
8. Способ по любому из пп. 1-7, в котором твердая поверхность имеет твердое покрытие.
9. Способ по п. 8, в котором твердое покрытие содержит ТаС.
10. Способ по любому из предыдущих пунктов, в котором шероховатые участки получены в результате обработки твердой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры.
11. Способ по п. 1, в котором указанное определенное расстояние является нулевым.
12. Устройство для тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, каждый из которых имеет твердую поверхность, а у первой решетки имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов сконфигурированы для ослабления прямого направленного отражения света за счет диффузного всенаправленного отражения с получением тем самым видимого контраста между выступами и впадинами, при этом устройство содержит:
на тиснильном компоненте:
первое множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности тиснильного компонента, и с усеченными вершинами, обращенными от твердой поверхности тиснильного компонента, причем первое множество усеченных пирамид, предназначенное для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала, образует первые прерывистые линии (ряд 1, ряд 2), соответствующие требуемым впадинам, а основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии, при этом каждый разрыв в линии пирамид может быть соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии; а на опорном компоненте:
второе множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности опорного компонента, и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид, предназначенное для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, образует вторые прерывистые линии (ряд 3, ряд 4), соответствующие требуемым выступам, а основания пирамид каждого подмножества, соответствующего одной из вторых прерывистых линий, отделены одно от другого определенным расстоянием, при этом пирамиды позиционированы на вторых прерывистых линиях таким образом, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к обладающим шероховатостью участкам твердой поверхности тиснильного компонента, обеспечивая тем самым сатинирование вершин выступов на первой стороне.
13. Устройство по п. 12, дополнительно сконфигурированное для тиснения второй решетки, заключенной в пределах определенного периметра, ограничивающего изображение, таким образом, что чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки, при этом устройство содержит:
на тиснильном компоненте:
третье множество усеченных пирамид с основаниями ромбоидной формы, аналогичное первому множеству усеченных пирамид, но образующее третьи прерывистые линии, соответствующие подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид первого множества;
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области подобно тому, как это было описано для первого множества пирамид, но согласованы с положениями пирамид третьего множества; а
на опорном компоненте
четвертое множество усеченных пирамид с основаниями ромбоидной формы, аналогичное второму множеству усеченных пирамид, но образующее четвертые прерывистые линии, соответствующие подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид второго множества.
14. Устройство по п. 12 или 13, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в процессе планарного тиснения; при этом тиснильный компонент содержит двумерную поверхность или поверхность, на которой имеются 3D-структуры, или волнистую поверхность.
15. Устройство по п. 12 или 13, в котором тиснильный и опорный компоненты сконфигурированы с возможностью взаимодействия друг с другом в качестве роликов в процессе роликового тиснения.
16. Устройство по п. 15, в котором ролики синхронизированы друг с другом посредством зубчатых колес.
17. Устройство по любому из пп. 12-15, в котором планарный материал является металлической фольгой.
18. Устройство по любому из пп. 12-15, в котором планарный материал является металлом, нанесенным на первую сторону.
19. Устройство по любому из пп. 12-18, в котором твердая поверхность имеет твердое покрытие.
20. Устройство по п. 19, в котором твердое покрытие содержит ТаС.
21. Устройство по любому из пп. 12-20, в котором шероховатые участки получены в результате обработки твердой поверхности сфокусированным пико- или фемтосекундным лазером, чтобы сформировать выступающие микроструктуры.
22. Устройство по п. 12, в котором определенное расстояние является нулевым.
23. Способ тиснения первой решетки в планарном материале посредством тиснильного и опорного компонентов, каждый из которых имеет твердую поверхность, а у первой решетки имеются чередующиеся, по существу, параллельные и прямолинейные выступы и впадины, причем вершины выступов предназначены для ослабления прямого направленного отражения света путем создания диффузного всенаправленного отражения с получением тем самым видимого контраста между выступами и впадинами, при этом
тиснильный компонент содержит:
первое множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности тиснильного компонента, и с усеченными вершинами, обращенными от твердой цилиндрической поверхности тиснильного компонента, причем первое множество усеченных пирамид, предназначенное для тиснения впадин первой решетки путем оказания давления на первую сторону планарного материала, образует первые прерывистые линии (ряд 1, ряд 2), соответствующие требуемым впадинам, а основания пирамид каждого подмножества, соответствующего одной из первых прерывистых линий, отделены одно от другого определенным расстоянием, образующим разрыв в линии, при этом каждый разрыв в линии пирамид может быть соединен с соответствующим разрывом в смежной линии пирамид воображаемой линией, перпендикулярной обеим смежным линиям,и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид и пересекаются по меньшей мере одной из воображаемых линий, соединяющих разрыв в одной линии с соответствующим разрывом в смежной линии;
опорный компонент содержит
второе множество усеченных пирамид с основаниями ромбоидной формы, которые локализованы на твердой поверхности опорного компонента, и с усеченными вершинами, обращенными от твердой поверхности опорного компонента, причем второе множество усеченных пирамид, предназначенное для тиснения выступов первой решетки путем оказания давления на вторую сторону планарного материала, противоположную первой стороне, образует вторые прерывистые линии (ряд 3, ряд 4), соответствующие требуемым выступам, а основания пирамид каждого подмножества, соответствующего одной из вторых прерывистых линий, отделены одно от другого определенным расстоянием, при этом пирамиды позиционированы на вторых прерывистых линиях таким образом, чтобы в процессе тиснения их усеченные вершины прижимали планарный материал к одной из шероховатых частей твердой поверхности тиснильного ролика, обеспечивая тем самым сатинирование вершин выступов; а
способ включает тиснение планарного материала посредством тиснильного и опорного компонентов.
24. Способ по п. 23, дополнительно включающий тиснение второй решетки, заключенной в пределах определенного периметра, ограничивающего изображение, таким образом, что чередующиеся и, по существу, параллельные выступы и впадины второй решетки образуют заданный угол с выступами и впадинами первой решетки, при этом
тиснильный компонент дополнительно содержит:
третье множество усеченных пирамид с основаниями ромбоидной формы, аналогичное первому множеству усеченных пирамид, но локализованное вдоль третьих прерывистых линий, соответствующих подлежащим тиснению впадинам второй решетки, в первой области твердой поверхности тиснильного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид первого множества, и
обладающие шероховатостью участки твердой поверхности тиснильного компонента, которые расположены между смежными линиями пирамид внутри указанной области подобно тому, как это имеет место для первого множества пирамид, но согласованы с положениями пирамид третьего множества; а
опорный компонент дополнительно содержит
четвертое множество усеченных пирамид с основаниями ромбоидной формы, аналогичное второму множеству усеченных пирамид, но локализованное вдоль четвертых прерывистых линий, соответствующих подлежащим тиснению выступам второй решетки, во второй области твердой поверхности опорного компонента, соответствующей области материала с указанным периметром, вместо усеченных пирамид второго множества.
| US 2004151796 A1, 05.08.2004 | |||
| УСТРОЙСТВО И СПОСОБ САТИНИРОВАНИЯ И ТИСНЕНИЯ ПЛОСКОГО МАТЕРИАЛА | 2005 |
|
RU2309850C2 |
| EP 2842730 A1, 03.04.2015 | |||
| WO 0230661 A1, 18.04.2002 | |||
| Кривошипный механизм для бесступенчатого изменения длины хода поршня | 1960 |
|
SU146151A1 |
| US 4033059 A, 05.07.1977 | |||
| US 6296281 B1, 02.10.2001 | |||
| US 6458447 B1, 01.10.2002 | |||
| WO 2015028939 A1, 05.03.2015 | |||
| WO 2013041430 A1, 28.03.2013. | |||

