Область техники
Изобретение относится к тиснению фольги. Более конкретно, изобретение относится к способу изготовления тиснильных валиков и к использованию пары таких валиков для тиснения фольг.
Уровень техники
Рост интереса к области мелкого тиснения, с применением ротационного процесса, тонких фольг (толщиной в интервале примерно от 30 до 120 мкм), предназначенных для целей упаковки или декоративных целей, наблюдается с восьмидесятых годов XX века.
В табачной и пищевой промышленностях хорошо известно тиснение упаковочных фольг с использованием ротационного тиснения посредством валов (или валиков). Примерами таких упаковочных фольг могут служить так называемые внутренние оболочки, предназначенные для оборачивания вокруг групп сигарет или для использования как упаковочный материал для шоколада, масла или аналогичных пищевых продуктов, а также для электроники, ювелирных изделий или наручных часов.
Ранее внутренние оболочки обычно изготовлялись полностью из алюминиевых фольг, таких как фольги для бытовых нужд. Тиснение этих фольг осуществлялось их подачей в зазор между двумя валиками. По меньшей мере на одном из валиков имелась топографическая (рельефная) структура, например задающая логотип. Примерно до 1980 г. такая пара валиков, как правило, содержала стальной валик, на котором был сформован рельеф, и ответный валик из упругого материала, например из резины, бумаги или органического стекла. Получение оттиска (тиснение) профиля валика, несущего логотип (именуемого также валиком-пуансоном), в ответном валике (именуемом также матричным валиком) позволяло получить зеркальный оттиск логотипа в фольге.
Более сложные логотипы требовали воспроизведения топографии валика-пуансона в слое матричного валика, причем заглубленные элементы на матричном валике, соответствующие выступающим элементам валика-пуансона, требовалось формировать путем травления или любого другого подходящего процесса. С недавнего времени для такого формирования и гравирования применялись также лазеры. Поскольку точность такого воспроизведения была ограничена, углубления могли формироваться, для обеспечения возможности взаимодействия между соответствующими валиком-пуансоном и ответным матричным валиком, только в виде относительно грубой решетки. Это приводило к необходимости дорогостоящего изготовления запасных валиков только попарно, что делало стоимость производства таких валиков недопустимо высокой для промышленного тиснения, например, внутренних оболочек для табачной промышленности.
В поисках альтернативного решения для тиснения, начиная с 1980 г., после подачи заявителем настоящего изобретения заявки, по которой был выдан патент США 5007271, начала применяться так называемая система "пинап-пинап". Эта система использует два идентичных стальных валика, снабженных очень большим количеством мелких зубцов, которые заходят друг за друга и производят тиснение бумаги, подаваемой в зазор между ними. Тиснение логотипов осуществляется за счет полного или частичного отсутствия зубцов на одном из валиков. Ограничения технического характера приводили к наличию зазора между валиками, равного половине шага между зубцами, - и это препятствовало любому блестящему тиснению при необходимости избежать любого риска перфорирования материала.
Однако система "пинап-пинап" сделала возможным получение так называемого сатинирования, при котором большое количество мелких углублений, сформированных зубцами, делают поверхность матированной, бархатистой - что придает тисненому материалу более изысканный вид.
Параллельно эволюции технологии тиснения и изготовления тиснильных валиков произошло также изменение упаковочных материалов. Ранее применявшиеся чисто алюминиевые фольги были заменены бумажными пленками, на поверхности которых наносилось покрытие из металлических слоев, все более тонких по соображениям защиты окружающей среды. В последнее время слой металла наносился на поверхность бумаги напылением. Ожидается, что слой металла на поверхности бумаги станет еще более тонким или, возможно, полностью исчезнет.
Имеются также доводы в пользу того, чтобы отойти от классической системы упаковки сигарет во внутреннюю оболочку и помещения этой упаковки в картонную коробку. Вместо этого представляется желательным использовать так называемые мягкие упаковки, в которых предусмотрена только наружная упаковочная фольга, выполняющая две функции: во-первых, сохранение влажности сигарет и их защиту от влияния внешних запахов и, во-вторых, придание упаковке определенной жесткости для механической защиты сигарет.
Разработки, относящиеся к технологии изготовления тиснильных валиков, проведенные заявителем настоящего изобретения и известные, например, из US 7036347, приводят к все более широкому разнообразию декоративных эффектов на внутренних оболочках и к привлекательным визуальным эффектам для потребителей. Это широко применяется в табачной и в пищевой промышленностях. Однако прилагаются усилия, чтобы снизить, а иногда и полностью прекратить рекламу, что сделает невозможным использование эффективных визуальных эффектов в тех же масштабах.
Следует учитывать также, что мелкое тиснение может быть реализовано только ценой значительных затрат и огромных усилий при изготовлении подходящих валиков. Кроме того, если валик-пуансон и ответный по отношению к нему матричный валик используются для того, чтобы сжать фольгу, которая проходит между ними, возникают осевые напряжения, неприемлемые для бумаги для табачных изделий. Кроме того, существует труднодостижимый предел в отношении появления дырочек, причем для реализации высокоскоростного онлайнового процесса, в котором длительность тиснения находится в миллисекундном диапазоне, требуются очень высокие давления. Наконец, прослеживается тенденция к использованию сортов бумаги с большей толщиной.
Патентная публикация ЕР 3038822 описывает мелкое тиснение применительно к поверхностным структурам рассмотренного типа и к различным типам материалов в онлайновом процессе, причем такое тиснение охватывает фигуративные паттерны и топографии. Мелкое тиснение согласно ЕР 3038822 предусматривает, что суммарная линейная погрешность контуров структур мелкого тиснения на валиках составляет менее ±10 мкм, а угловая погрешность - менее 5°.
Как это описано в ЕР 3038822, взаимное соответствие пар валиков позволяет получать поверхности логотипов без возникновения недопустимых осевых напряжений.
Решение согласно ЕР 3038822 адаптировано для поверхностей с относительно ограниченными размерами.
Соответственно, изобретение направлено на обеспечение такого решения применительно к мелкому тиснению, которое позволяет получить участки, расположенные в шахматном порядке, характеризующиеся более однородным тиснением и имеющие длину в интервале примерно 50-250 мкм. Другая решаемая задача состоит в разработке конфигурации, уменьшающей неконтролируемое сокращение размеров в осевом направлении в процессе тиснения фольги. Еще одна задача заключается в разработке решения, обеспечивающего возможность получения однородного мелкого тиснения в пределах заданных площадей.
Раскрытие изобретения
Согласно своему первому аспекту изобретение предлагает способ тиснения, обеспечивающий возможность двустороннего тиснения. Способ включает по меньшей мере следующие операции: подают фольговый материал в зазор валиков между первым и вторым валиками, образующими пару валиков, при этом: обеспечивают каждый из первого и второго валиков множеством выступов и множеством впадин, имеющих идентичную многогранную форму, при этом выступы приподняты над средним уровнем цилиндрической поверхности своего валика, а впадины заглублены ниже среднего уровня цилиндрической поверхности своего валика, причем первое подмножество множества выступов расположено на первой сетке, заданной на первом валике, с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, второе подмножество множества впадин расположено на первой сетке с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, чередуясь с выступами в осевом и окружном направлениях соответственно, а третье подмножество множества выступов и четвертое подмножество множества впадин расположены на второй сетке, заданной на втором валике взаимодополняющей по отношению к первой сетке, во время функционирования валиков каждый выступ и каждая впадина на первом ролике в зоне зазора валиков, за исключением выступов и впадин, расположенных на краях первой сетки, окружен (окружена) со всех сторон выступами и впадинами второго валика; во время функционирования валиков выступы первого валика совместно с соответствующими чередующимися впадинами второго валика формируют в зоне зазора валиков первую прямую линию (у-у), по существу параллельную осевому направлению, и во время функционирования валиков впадины первого валика совместно с соответствующими чередующимися выступами на втором валике формируют в зоне зазора валиков вторую прямую линию (х-х), по существу параллельную осевому направлению.
Предлагаемый способ характеризуется тем, что дополнительно выступы и впадины размещают на первой сетке таким образом, что на первом валике каждый выступ имеет в осевом направлении общую боковую границу основания по меньшей мере с одной впадиной, смежной с указанным выступом, при этом первая прямая линия (у-у) и вторая прямая линия (х-х) совпадают, образуя единственную третью линию (z-z), и
в процессе функционирования валиков в зоне зазора валиков все боковые наклонные поверхности выступов и впадин первого валика расположены, на полном виде спереди, точно над соответствующими боковыми наклонными поверхностями впадин и выступов второго валика с обеспечением, тем самым, однородного распределения давления, прикладываемого к материалу.
В одном предпочтительном варианте первый валик является моторизованным валиком, а пара валиков сконфигурирована таким образом, что моторизованный валик приводит во вращение второй валик.
В одном предпочтительном варианте первый и второй валики синхронизируют с использованием синхронизирующих средств.
В одном предпочтительном варианте синхронизирующие средства содержат по одной шестерне для каждого из первого и второго валиков, причем, чтобы синхронизировать первый и второй валики в процессе их функционирования, шестерни взаимодействуют так, чтобы шестерня первого валика была соединена с шестерней второго валика.
В одном предпочтительном варианте синхронизирующие средства содержат выступы и впадины первого и второго валиков, взаимодействующие для синхронизации вращения первого и второго валиков в процессе их функционирования.
В одном предпочтительном варианте способ дополнительно включает обеспечение наличия по меньшей мере на одной из боковых наклонных поверхностей затеняющих средств для создания, посредством заданного тиснения материала, оптического эффекта затенения при падении света на тисненый материал.
В одном предпочтительном варианте операция обеспечения наличия затеняющих средств по меньшей мере на одной из боковых наклонных поверхностей включает обеспечение наличия пикселизирующих тиснильных структур.
Согласно своему второму аспекту изобретение предлагает тиснильное устройство для двустороннего тиснения материала, содержащее по меньшей мере пару валиков из первого и второго валиков, выполненных с возможностью тиснения материала, предназначенного для подачи в зазор валиков, образованный первым и вторым валиками. При этом каждый из первого и второго валиков снабжен множеством выступов (Р) и множеством впадин (N), имеющих идентичную многогранную форму, причем выступы приподняты над средним уровнем цилиндрической поверхности своего валика, а впадины заглублены ниже среднего уровня цилиндрической поверхности своего валика, первое подмножество множества выступов расположено на первой сетке, заданной на первом валике, с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, второе подмножество множества впадин расположено на первой сетке с первой периодичностью и со второй периодичностью в окружном направлении, чередуясь с выступами в осевом и окружном направлениях соответственно, а третье подмножество множества выступов и четвертое подмножество множества впадин расположены на второй сетке, заданной на втором валике взаимодополняющей по отношению к первой сетке; во время функционирования валиков каждый выступ и каждая впадина на первом валике в зоне зазора валиков, за исключением выступов и впадин, расположенных на краях первой сетки, окружен (окружена) со всех сторон выступами и впадинами второго валика; во время функционирования валиков выступы первого валика совместно с соответствующими чередующимися впадинами второго валика формируют в зоне зазора валиков первую прямую линию (у-у), по существу параллельную осевому направлению, и во время функционирования валиков впадины первого валика совместно с соответствующими чередующимися выступами на втором валике формируют в зоне зазора валиков вторую прямую линию (х-х), по существу параллельную осевому направлению.
Устройство характеризуется тем, что
выступы и впадины, размещенные на первом и втором валиках, сконфигурированы таким образом, что на первом валике каждый выступ имеет в осевом направлении общую боковую границу основания по меньшей мере с одной впадиной, смежной с указанным выступом, при этом
первая прямая линия (у-у) и вторая прямая линия (х-х) совпадают, образуя единственную третью линию (z-z), и
во время функционирования валиков в зоне зазора валиков все боковые наклонные поверхности выступов и впадин первого валика расположены, на полном виде спереди, точно над соответствующими боковыми наклонными поверхностями впадин и выступов второго валика с обеспечением, тем самым, однородного распределения давления, прикладываемого к материалу.
В одном предпочтительном варианте первый и второй валики имеют поверхность, содержащую любой из следующих материалов: сталь, металл, твердый металл, керамика.
В одном предпочтительном варианте указанная поверхность дополнительно имеет защитный слой.
В одном предпочтительном варианте по меньшей мере одна из боковых наклонных поверхностей содержит затеняющие средства для создания, посредством заданного тиснения материала, оптического эффекта затенения при падении света на тисненый материал.
В одном предпочтительном варианте затеняющие средства содержат пикселизирующие тиснильные структуры.
В одном предпочтительном варианте первый валик является моторизованным валиком, а пару валиков конфигурируют таким образом, что моторизованный валик приводит во вращение второй валик.
В одном предпочтительном варианте первый и второй валики синхронизированы посредством синхронизирующих средств.
В одном предпочтительном варианте синхронизирующие средства содержат выступы и впадины первого и второго валиков, выполненные с возможностью взаимодействовать для синхронизации вращения первого и второго валиков во время их функционирования.
Краткое описание чертежей
Изобретение станет более понятным из описания его предпочтительных вариантов и анализа прилагаемых чертежей.
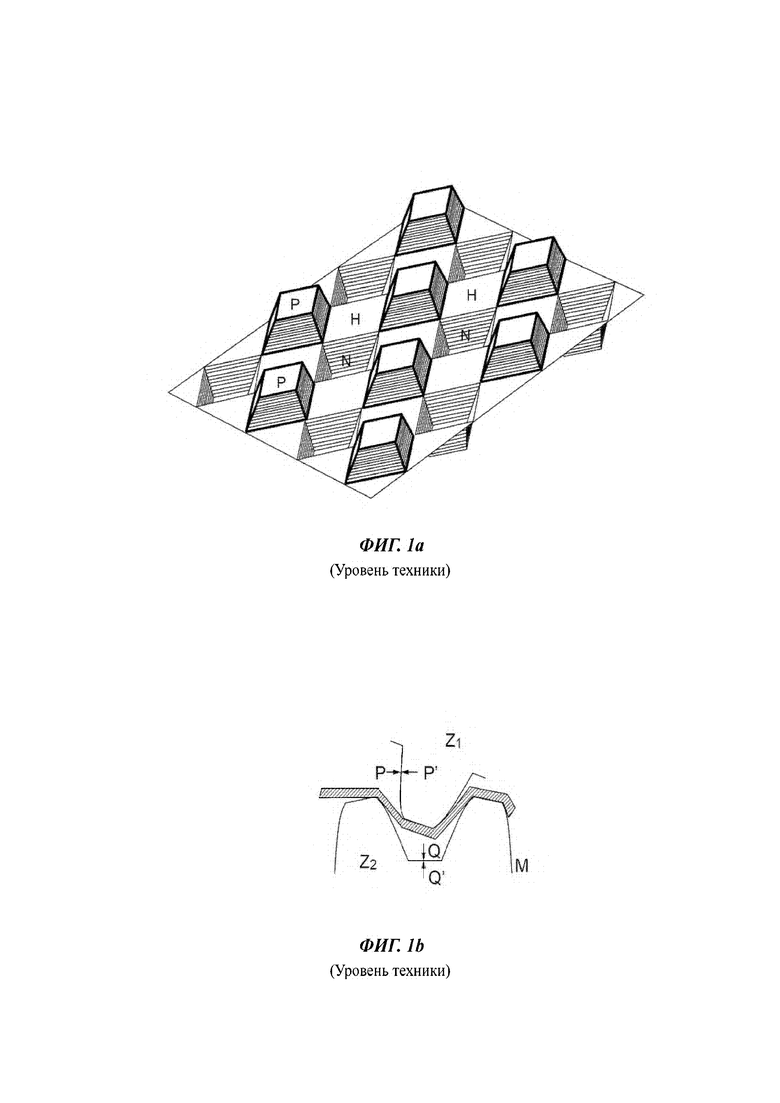
На фиг. 1а представлена тиснильная структура для тиснильного валика, известная из уровня техники.
На фиг. 1b схематично изображен лист бумаги, тисненный с использованием тиснильной структуры по фиг. 1а, т.е. посредством пар валиков, известных из уровня техники.
На фиг. 1с показаны, на виде в плане, выступы и впадины, соответствующие тиснильным структурам по фиг. 1а, известным из уровня техники.
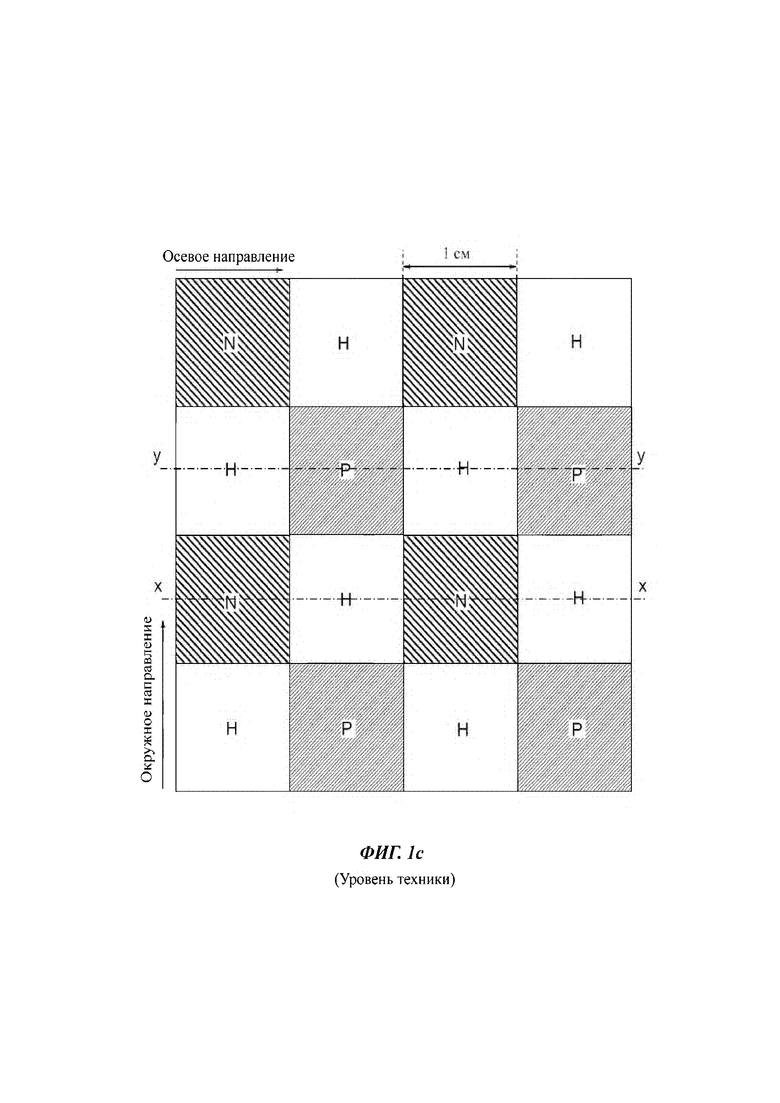
На фиг. 2а представлена тиснильная структура для тиснильного валика согласно варианту изобретения.
На фиг. 2b показаны, на виде в плане, выступы и впадины, соответствующие тиснильным структурам по фиг. 2а.
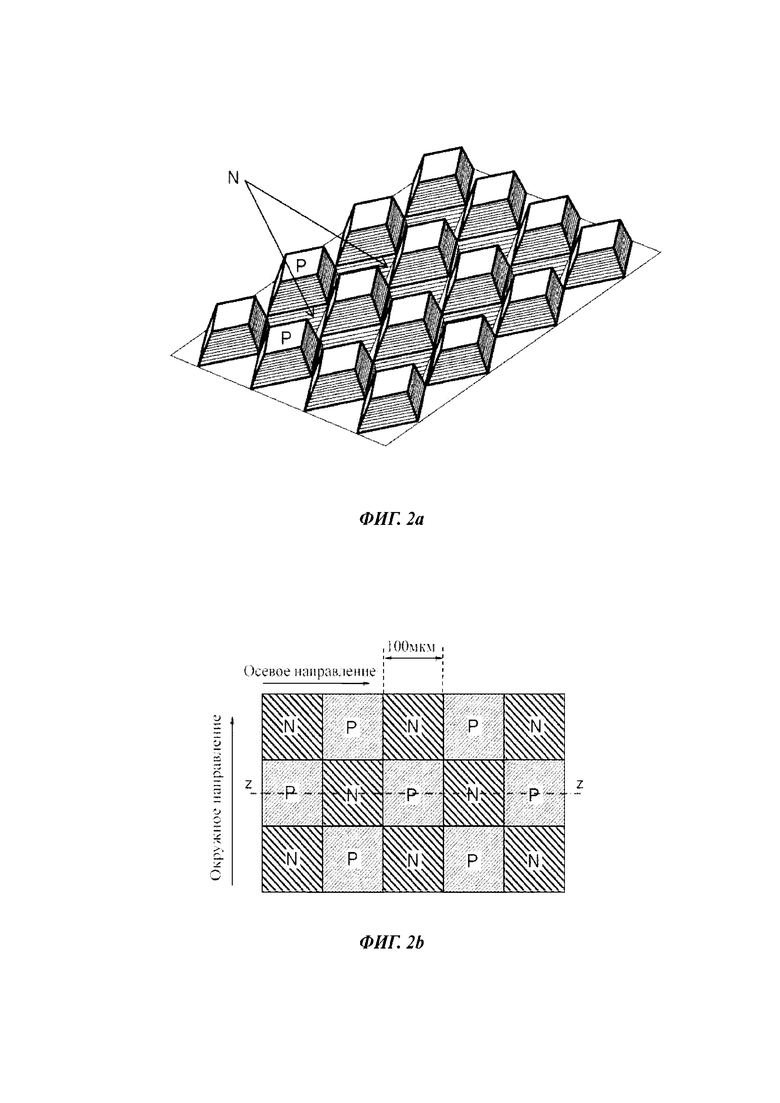
Фиг. 3 схематично иллюстрирует, как тиснильные структуры двух валиков должны взаимодействовать для осуществления тиснения, согласно варианту изобретения.
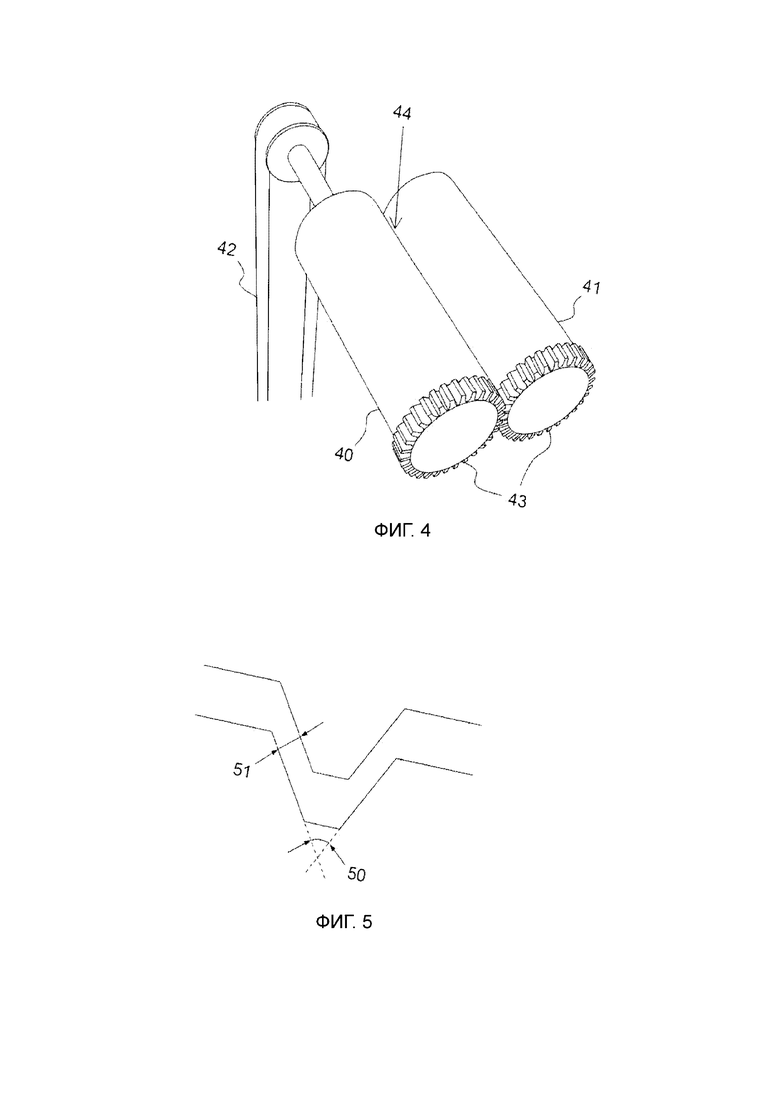
Фиг. 4 иллюстрирует пример тиснильной системы для осуществления тиснения посредством тиснильных структур, согласно варианту изобретени.
Фиг. 5 схематично иллюстрирует выступ и впадину на соответствующих тиснильных валиках и приемлемые допуски изготовления.
Фиг. 6 схематично иллюстрирует паттерн тиснения согласно варианту изобретения.
Фиг. 7-9 схематично иллюстрируют паттерн тиснения по фиг. 6, выбранные поверхности которого покрыты затеняющими средствами согласно вариантам изобретения.
Фиг. 10 схематично иллюстрирует паттерн тиснения согласно предпочтительному варианту изобретения.
На фиг. 11-18 представлены схематичные иллюстрации паттернов тиснения согласно предпочтительным вариантам изобретения.
Осуществление изобретения
Паттерн тиснения согласно уровню техники
В патентной публикации DK 131333 описан однородный паттерн тиснения типа показанного на фиг. 1а с элементами, расположенными в шахматном порядке. Этот паттерн предназначен для тиснения текстильных изделий. Паттерн тиснения содержит множество выступов и впадин, обозначенных, как Р и N соответственно. Паттерн тиснения используется в тиснильной системе, в которой имеется пара валиков, причем текстильное изделие подается в зазор валиков между двумя валиками (тиснильная система на фиг. 1а не изображена). Паттерн тиснения соответствует структурированной поверхности одного из валиков, выступы Р которой приподняты над средним уровнем, а впадины N заглублены ниже среднего уровня цилиндрической поверхности этого валика. Выступы и впадины Р и N представляют собой структуры типа многогранников, имеющие идентичную форму. При этом выступы Р и впадины N имеют формы, симметричные относительно среднего уровня поверхности. Другой валик из пары валиков (на фиг. 1а не изображен) содержит на своей цилиндрической поверхности согласованный (ответный) паттерн тиснения, который позиционирован так, что в процессе осуществления тиснения оба паттерна тиснения взаимодействуют, как конгруэнтные структуры, обеспечивающие тиснение текстильного изделия таким образом, что каждый из выступов на каждом валике оказывается окруженным со всех сторон выступами другого валика.
На фиг. 1а показаны также промежуточные участки (англ. hills), обозначенные, как Н, которые образуют части цилиндрической поверхности валика, т.е. соответствуют вышеупомянутому среднему уровню поверхности, так что они не осуществляют тиснение, поскольку не содержат никаких выступов/впадин.
Согласно DK 131333 размеры выступов/впадин составляют около 1 см в любом боковом направлении (как это отмечено на фиг. 1с). Точные размеры иррелевантны для данного объяснения, и эти данные приведены только, чтобы обозначить порядок величины для размеров выступов/впадин согласно уровню техники.
Согласно DK 131333 паттерны тиснения формируются на паре конгруэнтных валиков, обеспечивая обработку текстильных изделий, в то же время минимизируя локальное сокращение размеров при тиснении. Соответственно, для создания значительных приводных усилий при относительно низких скоростях требуются относительно мощные двигатели - по меньшей мере по сравнению с тиснением бумаги или тонкой фольги.
Далее будет рассмотрена фиг. 1b, которая также иллюстрирует процесс тиснения согласно DK 131333. По сравнению с публикацией US 5007271 процесс тиснения согласно DK 131333 включает частичное использование боковых наклонных поверхностей выступов/впадин - участки контактов под давлением между выступами/впадинами каждого валика представляют собой точки, а именно Р-Р' на выступе Z1 (см. фиг. 1b) или Q-Q' на дне впадины, смежной с выступом Z2. В результате создается боковое усилие тиснения, действующее на поверхность подвергаемого тиснению текстильного изделия, которое на фиг. 1b представлено, в сечении, в форме заштрихованной полоски, проходящей между выступами Z1 и Z2. Выступы Z1 и Z2 изготавливаются механическим способом и поэтому всегда имеют кромки, которые не могут иметь нулевой радиус, т.е. они всегда слегка закруглены. Хотя такой процесс тиснения и паттерн тиснения могут быть полезными в текстильной промышленности, в отношении оптических свойств внутренних оболочек наличие точек давления, подобных Р-Р' и Q-Q', является нежелательным.
Следует отметить, что применительно к текстильным изделиям оптические свойства тисненого изделия не имеют значения, в противоположность материалу, подвергаемому тиснению с использованием процесса согласно изобретению, поскольку оптические свойства этого материала крайне важны.
На фиг. 1с показано, на виде в плане, расположение выступов, соответствующее по меньшей мере части тиснильных структур по фиг. 1а, содержащих выступы Р, впадины N и промежуточные участки Н, предусмотренные, чтобы оставлять части текстильных изделий без тиснения. Если такие тиснильные структуры были бы адаптированы по размерам и назначению для тиснения тонкого фольгового материала или внутренних оболочек, промежуточные участки не привели бы к какому-либо улучшению оптического отражения от поверхности, так что блеск фольги не мог бы быть улучшен.
Как показано на фиг. 1с, выступы Р на первом валике на первой сетке расположены с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении на первом валике. Должно быть понятно, что конфигурация на фиг. 1с соответствует паттерну тиснения на первом из пары валиков (второй валик этой пары на фиг. 1с не изображен). На фиг. 1с первая периодичность равна второй периодичности, т.е. составляет примерно 1 выступ на 2 см.
Впадины N на первой сетке расположены с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, чередуясь с выступами Р в осевом и окружном направлениях соответственно.
Хотя это не проиллюстрировано, конфигурация паттерна тиснения на втором валике содержит множество выступов и множество впадин, которые образуют на втором валике вторую сетку, причем эти сетки являются взаимодополняющими. Это, в частности, означает, что периодичности в осевом и окружном направлениях такие же, что и на первом валике.
Во время тиснения, т.е. во время функционирования валиков, каждый выступ и каждая впадина в зоне зазора, за исключением выступов и впадин, расположенных в осевом направлении на краях первой сетки первого валика, окружен (окружена) со всех сторон соответственно выступами и впадинами второго валика.
Выступы Р первого валика совместно с соответствующими чередующимися впадинами N на втором валике формируют во время функционирования валиков в зоне зазора валиков первую прямую линию у-у, по существу параллельную осевому направлению, отмеченному на фиг. 1с. Для лучшего понимания следует представить, что в процессе функционирования выступы Р первого валика входят во впадины N второго (не изображенного на фиг. 1с) валика.
В дополнение, впадины N первого валика совместно с соответствующими чередующимися выступами Р на втором валике формируют во время функционирования валиков в зоне зазора валиков вторую прямую линию х-х, по существу параллельную осевому направлению. Для лучшего понимания следует представить, что в процессе функционирования во впадины N первого валика входят выступы Р второго (не изображенного на фиг. 1с) валика.
Паттерн тиснения согласно изобретению
Паттерн тиснения согласно изобретению отличается от паттерна тиснения, описанного в DK 131333.
Одной из существенных особенностей, отличающей паттерн тиснения по изобретению от паттерна по DK 131333, является то, что в составе паттерна тиснения не используются промежуточные участки (Н), известные из DK 131333. Это проиллюстрировано фиг. 2а, на которой представлен паттерн тиснения согласно варианту изобретения. Как и паттерн по фиг. 1а, паттерн тиснения по фиг. 2а соответствует структурированной поверхности одного из валиков, выступы Р которой приподняты над средним уровнем цилиндрической поверхности этого валика (не изображенной на фиг. 2а), а впадины N заглублены ниже среднего уровня этой цилиндрической поверхности. Выступы Р и впадины N имеют идентичную многогранную форму, при этом выступы Р и впадины N имеют формы, симметричные относительно среднего уровня поверхности. Другой из пары валиков (не изображен на фиг. 2а) содержит на своей цилиндрической поверхности согласованный (ответный) паттерн тиснения, который позиционирован так, что в процессе осуществления тиснения оба паттерна тиснения взаимодействуют, как конгруэнтные структуры, обеспечивающие тиснение изделия или материала на обеих сторонах, таким образом, что каждый из выступов на каждом валике оказывается окруженным со всех сторон выступами другого валика.
На фиг. 2b показано, на виде в плане, расположение выступов, соответствующих тиснильным структурам по фиг. 2а, точнее только части паттерна тиснения по фиг. 2а, содержащей выступы Р и впадины N. Двойная стрелка иллюстрирует порядок величины для структур в паттерне тиснения, который соответствует 100 мкм в любом боковом направлении. Точные размеры иррелевантны для приводимого объяснения, и эти данные приведены только, чтобы обозначить порядок величины для размеров выступов/впадин согласно изобретению.
Использование паттерна тиснения по фиг. 2а и соответствующего ответного паттерна тиснения на соответствующих валиках, образующих пары тиснильных валиков, использующихся для тиснения фольг или внутренних оболочек, позволяет покрыть тиснением 100% обрабатываемой поверхности - по контрасту с решением по DK 131333, согласно которому части изделия, соответствующие промежуточным участкам Н паттерна тиснения, не подвергаются тиснению. Предлагаемая конфигурация тиснения схематично проиллюстрирована фиг. 3, на которой два обращенных друг к другу паттерна тиснения на паре валиков расположены так, что выступы Р одного валика соответствуют впадинам N другого валика и наоборот.
Фиг. 3 иллюстрирует обращенные друг к другу паттерны тиснения в исходном состоянии, в котором валики отстоят один от другого на расстояние h, так что лист материала (на фиг. 3 не изображен) может быть введен в зазор h. Для осуществления тиснения валики сначала перемещают навстречу друг другу, и выступы Р входят во впадины N, осуществляя тем самым тиснение листа материала, если он введен в зазор, образованный парой валиков. После введения выступов валиков в соответствующие им впадины (это положение на фиг. 3 не изображено) все боковые наклонные поверхности выступов одного валика - на выступах и впадинах - расположены (на полном виде спереди) точно над соответствующими боковыми наклонными поверхностями впадин и выступов другого валика. Это позволяет обеспечить однородное распределение давления, прикладываемого к материалу, подвергаемому тиснению. Тот факт, что, как это описано, поверхности расположены точно одна над другой, отражает необходимость иметь определенное пространство между соответствующими выступами двух валиков, чтобы между ними мог находиться материал для тиснения.
На фиг. 2b, чтобы упростить рассмотрение, представлен только паттерн тиснения, находящийся на первом из пары валиков; однако, следует понимать, что соответствующий паттерн тиснения имеется и на втором (не изображенном на фиг. 2b) валике. Как можно видеть из фиг. 2b, выступы Р и впадины N размещены на сетке так, что в осевом направлении каждый выступ Р имеет общую боковую границу по меньшей мере с одной впадиной, смежной с указанным выступом (на фиг. 2b эти границы представлены в виде линий, ограничивающих выступы/впадины и отделяющих выступ от смежной впадины), причем смежно с выступом Р расположена по меньшей мере одна впадина N.
Кроме того, согласно изобретению первая прямая линия у-у и вторая прямая линия х-х (заданные для известной из уровня техники тиснильной структуры на фиг. 1с) совпадают, образуя единственную третью линию z-z. Как это видно из фиг. 2b, главная причина такого совпадения состоит в том, что в паттерне тиснения согласно изобретению отсутствуют промежуточные участки Н, известные из DK 131333.
Фиг. 4 иллюстрирует вариант устройства для двустороннего тиснения материала согласно изобретению. Устройство содержит пару валиков, т.е. первый валик 40 и второй валик 41. Первый валик 40 приводится во вращение приводным механизмом 42 и передает приводное усилие второму валику 41 посредством шестерен 43, расположенных на конце каждого валика. Тип приводного механизма 42 и конструкция шестерен 43 для передачи приводного усилия приведены только в качестве примера; эти признаки могут быть изменены без выхода за пределы изобретения. Например, шестерни могут вообще не использоваться, а привод может обеспечиваться взаимодействием выступов (не изображенных на фиг. 4) на обоих тиснильных валиках. Подлежащий тиснению на обеих своих сторонах материал (не изображенный на фиг. 4) должен быть введен в зазор 44 валиков. Как это было описано выше, на поверхности первого валика 40 и второго валики 41 выполнены паттерны тиснения, например в виде структуры согласно варианту по фиг. 2а на одном валике и соответствующей ответной структуры на другом валике.
Использование паттерна тиснения по изобретению делает возможным обеспечить однородное распределение давления на материал, т.е. регулярный и однородный баланс между давлением на боковые наклонные поверхности выступов Р и впадин N, возможно, ограниченный только вариациями толщины материала, которые имеют место в определенном интервале допусков. Кроме того, уменьшается сокращение размеров тисненой фольги в осевом направлении. При этом, по сравнению с предшествующими технологиями тиснения, разработанными заявителем настоящего изобретения, обеспечивается более гладкая поверхность.
В предпочтительном варианте паттерн тиснения и форма выступов и впадин в его составе могут быть сконфигурированы таким образом, чтобы восстановить, после тиснения, полную теоретическую интенсивность отражения металлизированного листа. Аналогичным образом, имеется возможность сконфигурировать впадины и выступы таким образом, чтобы обеспечить ослабление отражения.
Механические допуски
Паттерн тиснения согласно изобретению предназначен для использования при мелком тиснении.
Мелкое тиснение может характеризоваться механическими допусками, которые применимы при формировании на валиках структур для мелкого тиснения, т.е. выступов и впадин. Более конкретно, применительно к мелкому тиснению контур тиснильных структур на валиках может иметь суммарную линейную погрешность в осевом или радиальном направлении менее ±7 мкм и/или радиальную угловую погрешность менее 0,4°.
Допуски для мелких тиснильных структур применимы, например, при изготовлении выступов Р и впадин N тиснильной структуры в конфигурации по фиг. 3. Должно быть понятно, что жесткие допуски являются результатом улучшенного качества изготовления валиков. При этом допуски могут зависеть от качества поверхностей валиков. Поэтому для поверхности желательно использовать относительно твердый материал. Например, указанные допуски на изготовление могут быть обеспечены для валиков, выполненных из металла или твердого металла с поверхностью из твердого металла. Другой пример подходящей комбинации материалов соответствует валику, выполненному из керамического материала или из металла с керамическим покрытием. Указанный материал для описанных валиков является особенно подходящим для изготовления с допусками, приемлемыми для мелкого тиснения. Изготовление таких материалов, как правило, требует применения короткоимпульсных лазеров. Как правило, желательно покрыть поверхность тиснильных валиков подходящим защитным слоем.
В другом предпочтительном варианте позиционные погрешности (отклонения от заданной позиции) выступов/впадин валика длиной (измеряемой в осевом направлении) 150 мм и диаметром 70 мм могут составлять:
• ±7 мкм в радиальном направлении и, в идеале,
• ±7 мкм в осевом направлении.
При этом высота выступа или глубина впадины составляет порядка 0,1 мм, а допуск на высоту составляет ±5 мкм. Применительно к углу (составляющему, например, 80°) между двумя наклонными боковыми поверхностями, одна из которых прилегает к выступу, а другая к впадине на противолежащем валике, желательно обеспечить допуск менее 5°. В этом случае валики будут иметь максимальную линейную погрешность ±7 мкм, а результирующие погрешности тиснения посредством валиков будут менее 20 мкм. На фиг. 5 показан заглубленный во впадину выступ, угловой размер которого должен быть задан с допуском менее 5°, а линейная погрешность, влияющая на расстояние 51 между стенками выступа и впадины, должна быть определена в пределах ±7 мкм.
На значения, приведенные в предыдущем варианте, будут влиять способы измерения и изготовления - поэтому можно только утверждать, что желательная разность будет обеспечена, если присутствуют линейное отклонение между размерами выступа и впадины, составляющее около 5 мкм или более, а также угловое отклонение по меньшей мере 4°. Верхний предел различий между геометрическими структурами задается требованием, чтобы валики в любом случае были способны взаимодействовать друг с другом без каких-либо помех.
Любая механическая или лазерная технология изготовления в принципе неспособна сформировать при обработке стали абсолютно плоские стенки, что объясняется естественными свойствами стали. Это, разумеется, делает затруднительным определение углов между стенками.
Любые преднамеренные изменения на тисненой фольге, тиснение которой произведено соответствующими и взаимно согласованными структурами взаимодействующих валиков, будут, в конечном итоге, зависеть от типа материала фольги, от его консистенции, а также от толщины материала, подлежащего тиснению.
Например, суммарная линейная разность при тиснении фольги толщиной 30 мкм будет составлять около 40 мкм; однако, при тиснении фольги толщиной, например, 300 мкм, она составит около 120 мкм при длине тиснения в осевом направлении, равной 150 мм.
Затеняющие структуры
Паттерн тиснения согласно изобретению можно - по меньшей мере в предпочтительном варианте - сконфигурировать так, чтобы получить, посредством тиснения, дополнительные затеняющие структуры, предназначенные для создания, при падении света на тисненый материал, оптического эффекта затенения. В общем случае такая конфигурация предусматривает формирование затеняющих структур по меньшей мере на боковой поверхности выступов и/или впадин по меньшей мере одного из пары валиков.
Согласно уровню техники, например, при матировании поверхностей золотых наручных часов, затеняющие структуры формировались в виде насечек на поверхности материала. В случае материалов типа тонких пленок или фольг, например подобных используемым при изготовлении внутренних оболочек упаковок, до настоящего времени эффекты затенения можно было получать только путем модифицирования размеров или деформирования пирамид - см., например, ЕР 0925911 и ЕР 1324877. В случае модифицирования размеров трудно получить локальный эффект затенения, который не зависит от угла зрения. Одно возможное исключение, позволяющее получить улучшенный контраст, состоит в удалении тиснильных (как правило, пирамидальных) структур, которое позволяет получать поверхности для логотипов оптического качества.
Технология, известная, как пикселизация, предусматривает формирование на поверхности тонкопленочных или фольговых материалов относительно большого количества пикселей, расположенных случайным образом и с высокой плотностью при высоте индивидуальных пикселей (измеряемой от тисненой поверхности), например, равной 10 мкм. Такое выполнение позволяет устранить любое прямое отражение света, падающего на поверхность, которая, следовательно, не может функционировать как зеркало. В зависимости от размеров пикселей свет, падающий на поверхность, модифицированную описанным образом, может даже быть поглощенным. Следовательно, это решение позволяет реализовать очень тонкие градации, которые создают интересные эстетические эффекты.
Затеняющие структуры, находящиеся на боковых поверхностях выступов и впадин, не создают помех для процесса мелкого тиснения. Если выступы и впадины имеют соответственно плоскую вершину или плоское дно, затеняющие структуры можно также сформировать на тех поверхностях выступов, которые образованы в результате уплощения.
На фиг. 6-9 представлены примеры одного и того же паттерна тиснения, который, согласно предпочтительным вариантам, содержит затеняющие структуры на боковых поверхностях или на плоских верхних и/или нижних поверхностях выступов.
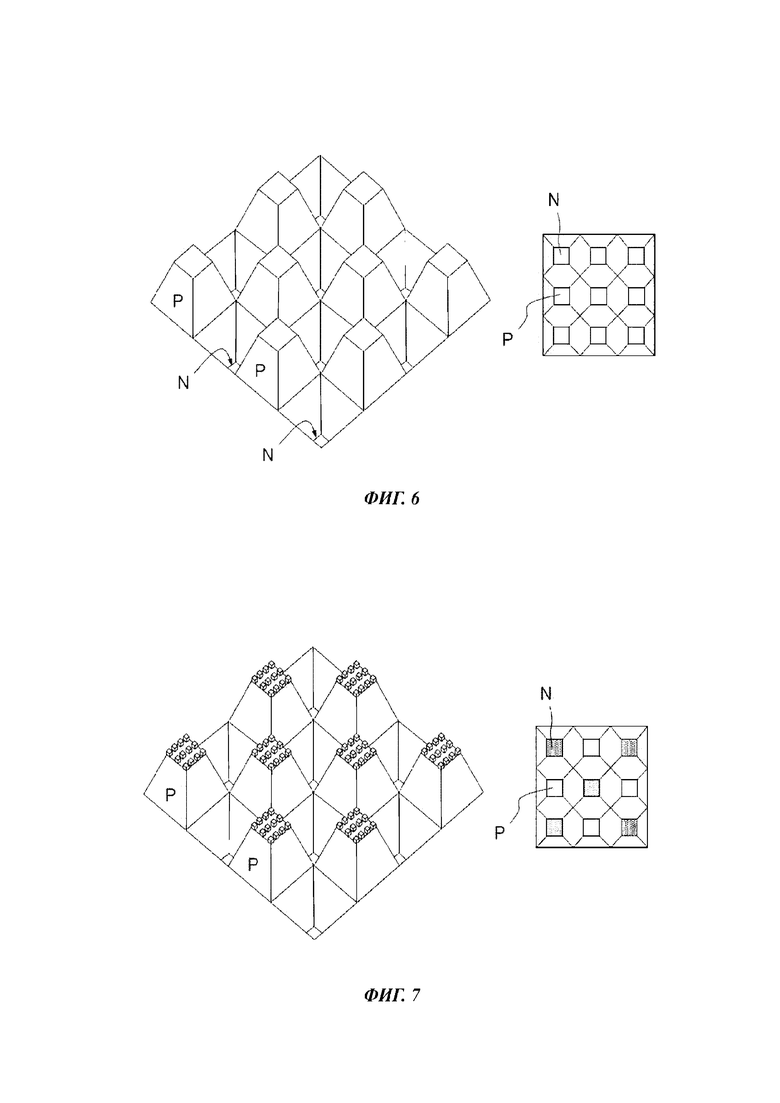
Фиг. 6 схематично иллюстрирует, в перспективном изображении, паттерн тиснения согласно изобретению без каких-либо средств затенения на любой поверхности. Паттерн тиснения содержит выступы Р с плоскими вершинами и впадины N, имеющие плоское дно. Квадрат в правой части фиг. 6 соответствует виду данного паттерна сверху.
Фиг. 7 схематично иллюстрирует паттерн тиснения, схожий с паттерном по фиг. 6, у которого часть поверхностей выступов Р, более конкретно, поверхность их плоских вершин содержит средства затенения, изображенные, как частицы кубической формы, прикрепленные к плоской поверхности на одинаковых расстояниях друг от друга. Кубическая форма выбрана только в иллюстративных целях, и ее можно варьировать с учетом реальной потребности. Квадрат в правой части фиг. 7 соответствует виду данного паттерна сверху, причем текстурированные части соответствуют поверхностям паттерна тиснения, которые содержат затеняющие структуры, а нетекстурированные части - поверхностям, которые не содержат никаких затеняющих структур.
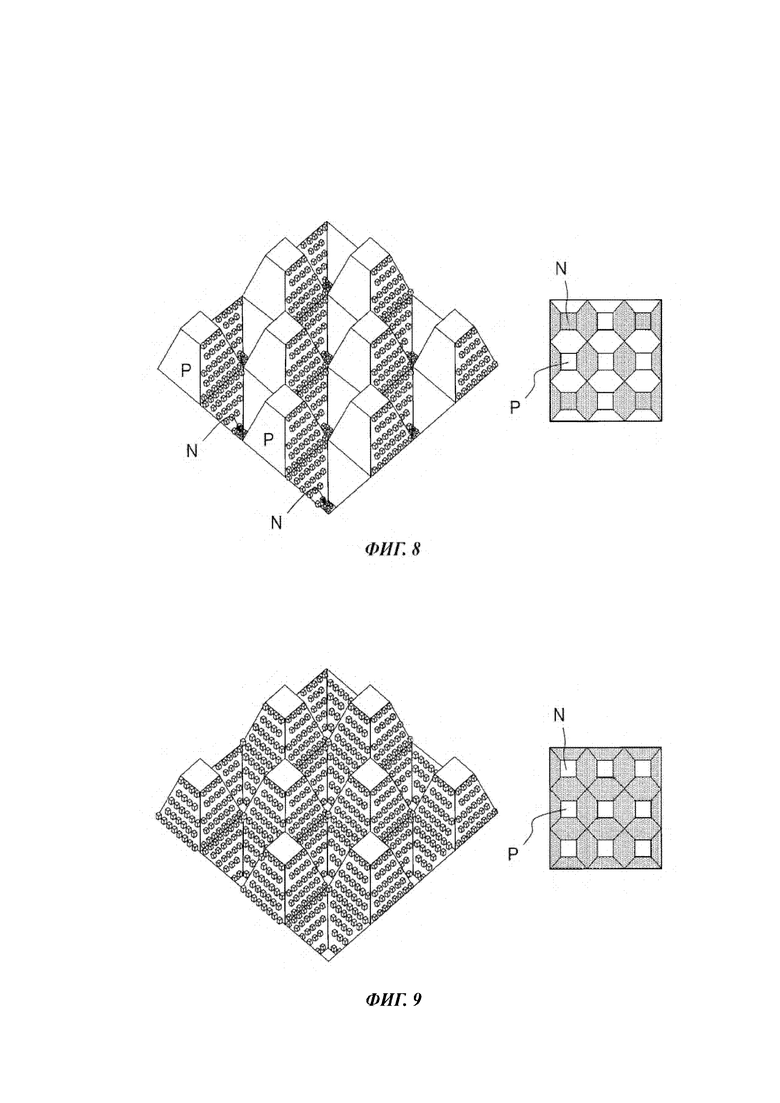
Фиг. 8 схематично иллюстрирует конфигурацию, в которой, в какой-то степени подобно конфигурации по фиг. 7, часть боковых поверхностей выступов Р, а также впадин N содержит средства затенения. В этом примере такие затеняющие структуры содержат плоские нижние поверхности впадин N (но не плоские верхние поверхности выступов). Квадрат в правой части фиг. 8 соответствует виду данного паттерна сверху, причем текстурированные части соответствуют поверхностям паттерна тиснения, которые содержат затеняющие структуры, а нетекстурированные части - поверхностям, которые не содержат никаких затеняющих структур.
Фиг. 9 схематично иллюстрирует еще одну конфигурацию, в которой все поверхности, за исключением плоских верхних поверхностей выступов Р и плоских нижних поверхностей впадин N, несут затеняющие структуры (поверхности без затенения изображены белыми). Квадрат в правой части фиг. 9 и в этом примере соответствует виду данного паттерна сверху, причем текстурированные части соответствуют поверхностям паттерна тиснения, которые содержат затеняющие структуры, а нетекстурированные части - поверхностям, которые не содержат никаких затеняющих структур.
Примеры паттернов тиснения
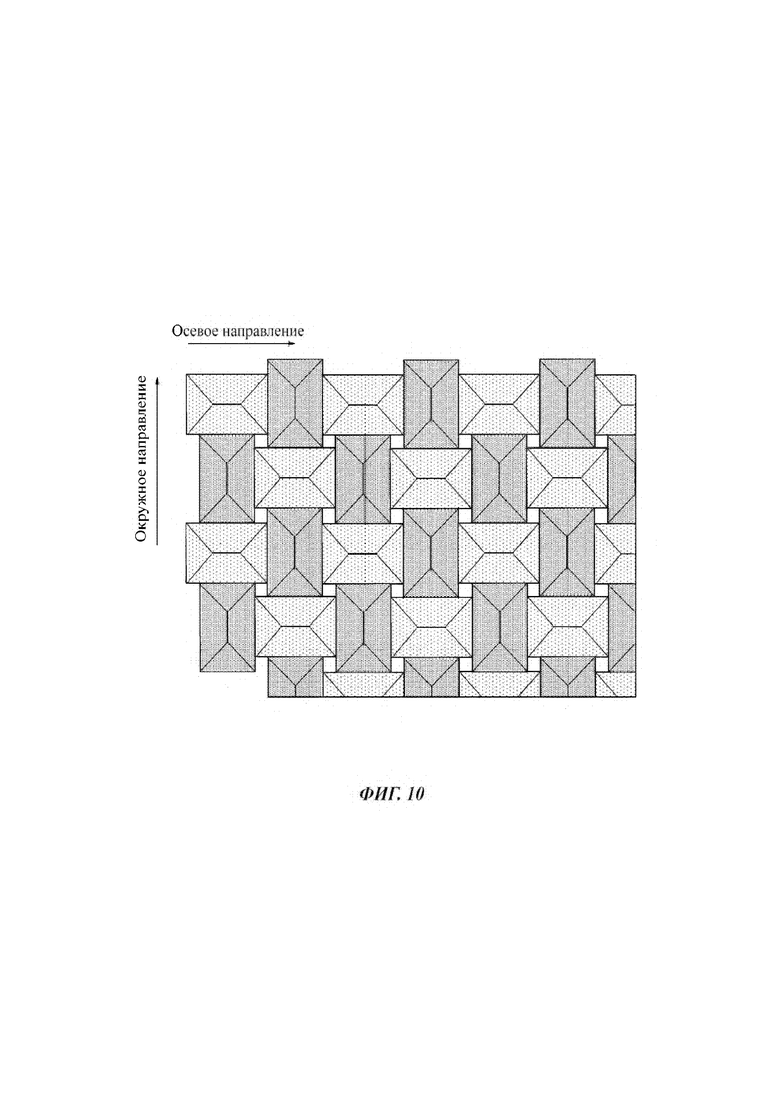
На фиг. 10 представлен, на виде сверху, пример паттерна тиснения в очень схематичной форме, только чтобы проиллюстрировать принцип, который должен быть реализован на одном из пары валиков согласно изобретению. Разумеется, для осуществления тиснения соответствующий паттерн тиснения должен быть реализован и на другом (не изображенном на фиг. 10) валике из той же пары.
В примере по фиг. 10 используется множество выступов (соответствующих более темным прямоугольникам) и множество впадин (соответствующих более светлым прямоугольникам). Поскольку выступы и впадины имеют идентичную многогранную форму, они имеют одну и ту же длину, ширину и высоту/глубину. Длинные стороны выступов ориентированы перпендикулярно длинным сторонам впадин и взаимно согласованы как в осевом, так и в окружном направлениях. Длинные стороны впадин ориентированы параллельно осевому направлению, а длинные стороны выступов - параллельно окружному направлению.
Первая периодичность впадин в осевом направлении такая же, как периодичность выступов в этом направлении. Вторая периодичность впадин в окружном направлении такая же, как периодичность выступов в этом направлении. Первая и вторая периодичности непосредственно зависят от значений длины и ширины впадин и выступов, но необязательно должны быть одинаковыми.
Впадины согласованы с выступами в осевом направлении, так что в данном направлении эти структуры примыкают одна к другой. Аналогично, впадины согласованы с выступами в окружном направлении, так что в данном направлении эти структуры примыкают одна к другой.
В осевом направлении впадины и выступы, находящиеся на одной линии, смещены относительно следующей линии на расстояние, равное 1/2 периода.
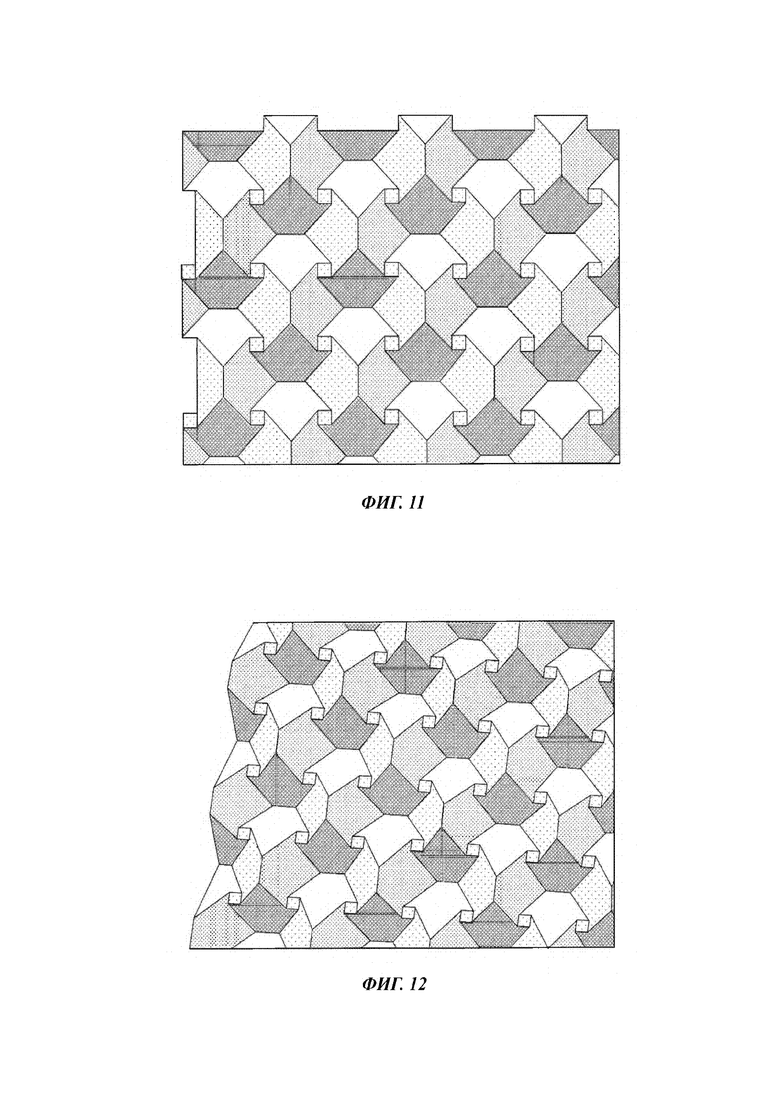
На фиг. 11 представлен, на виде сверху, еще один пример паттерна тиснения, который должен быть реализован на одном из пары валиков согласно изобретению. Данный паттерн тиснения содержит сужающиеся участки (сужения) в выступах и впадинах, причем кромки сужений являются прямолинейными, а кромки сужений в выступах перпендикулярны кромкам сужений во впадинах, соответствующим нижним сторонам впадин. Разумеется, впадины и выступы являются многогранными структурами идентичной формы. Поверхности изображены с различными текстурами, за исключением квадратов, соответствующих поверхностям, расположенным под углом одна к другой, а также к плоскости чертежа.
Аналогично фиг. 10, две последовательные структуры на осевой линии, т.е. впадина и смежный с ней выступ, и две структуры, смежные на одной стороне в окружном направлении, т.е. 4 названные структуры совместно задают поверхность, которая является плоской и находится на уровне, соответствующем среднему уровню поверхности валика. Как результат, плоская квадратная поверхность не создаст в процессе тиснения никакого оттиска на материале.
На фиг. 12 представлен паттерн тиснения по фиг. 11, как он виден при рассматривании под углом, чтобы получить трехмерную иллюстрацию, позволяющую обеспечить полное понимание паттерна по фиг. 11.
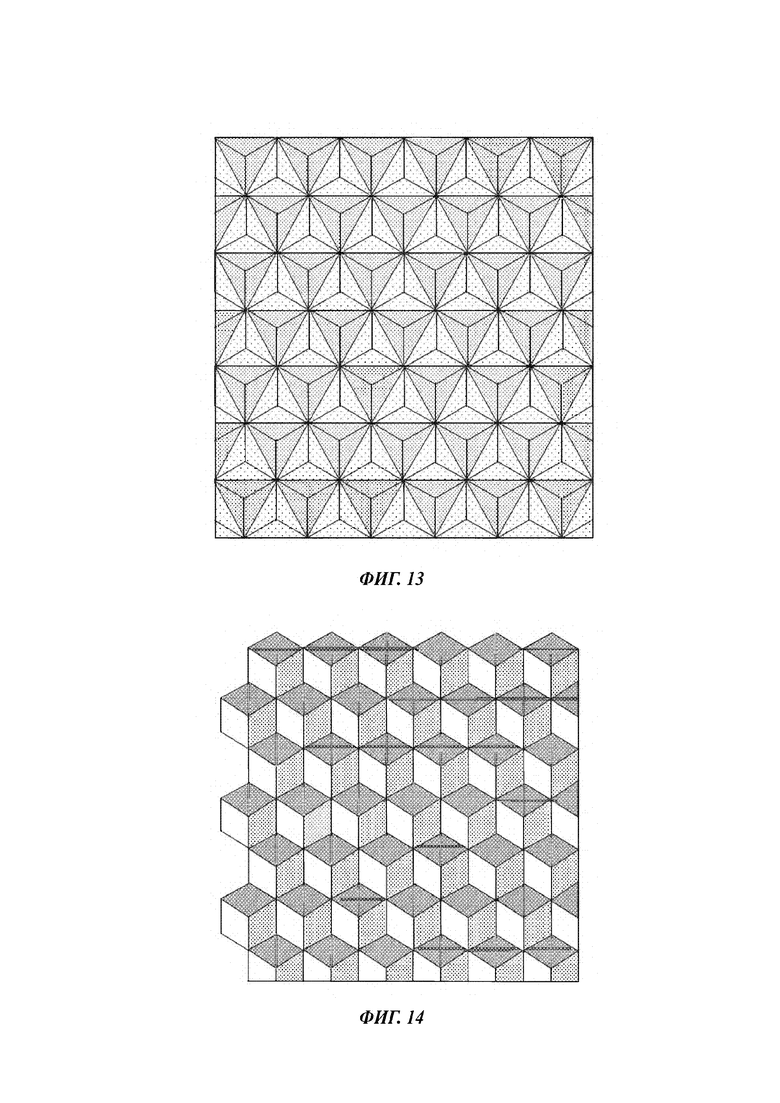
На фиг. 13 представлен, на виде сверху, еще один пример паттерна тиснения, содержащего выступы, боковые стороны которых являются треугольными поверхностями, и впадины, имеющие такую же, но ответную форму. Более темные текстурированные поверхности соответствуют выступам, а более светлые - впадинам.
Фиг. 14 иллюстрирует, на виде сверху, следующий вариант паттерна тиснения, образованного тетраэдрами. Поверхности, изображенные с различными текстурами, соответствуют поверхностям, которые расположены под углом одна к другой, а также к плоскости чертежа.
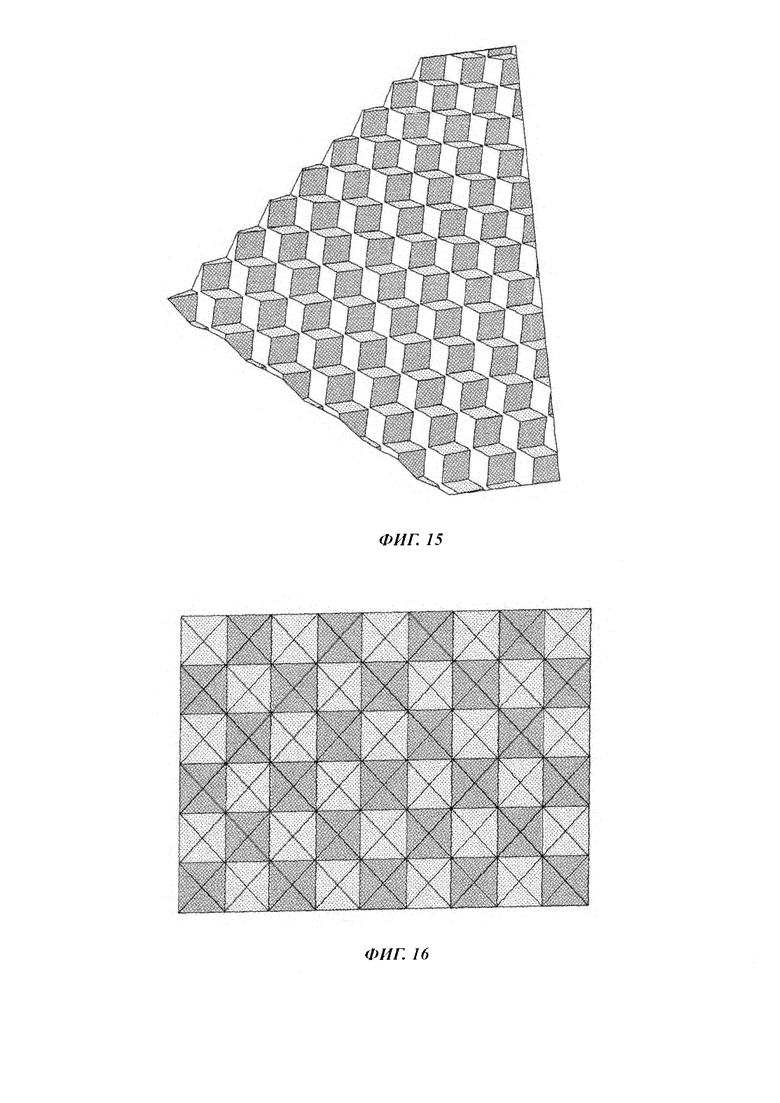
На фиг. 15 представлен паттерн тиснения по фиг. 14, как он виден при рассматривании под углом, чтобы получить трехмерную иллюстрацию, позволяющую обеспечить полное понимание паттерна по фиг. 14.
Фиг. 16 иллюстрирует другой вариант паттерна тиснения, в котором контур основания как выступа, так и впадины является квадратным. Темные текстурированные поверхности соответствуют выступам, а более светлые - впадинам.
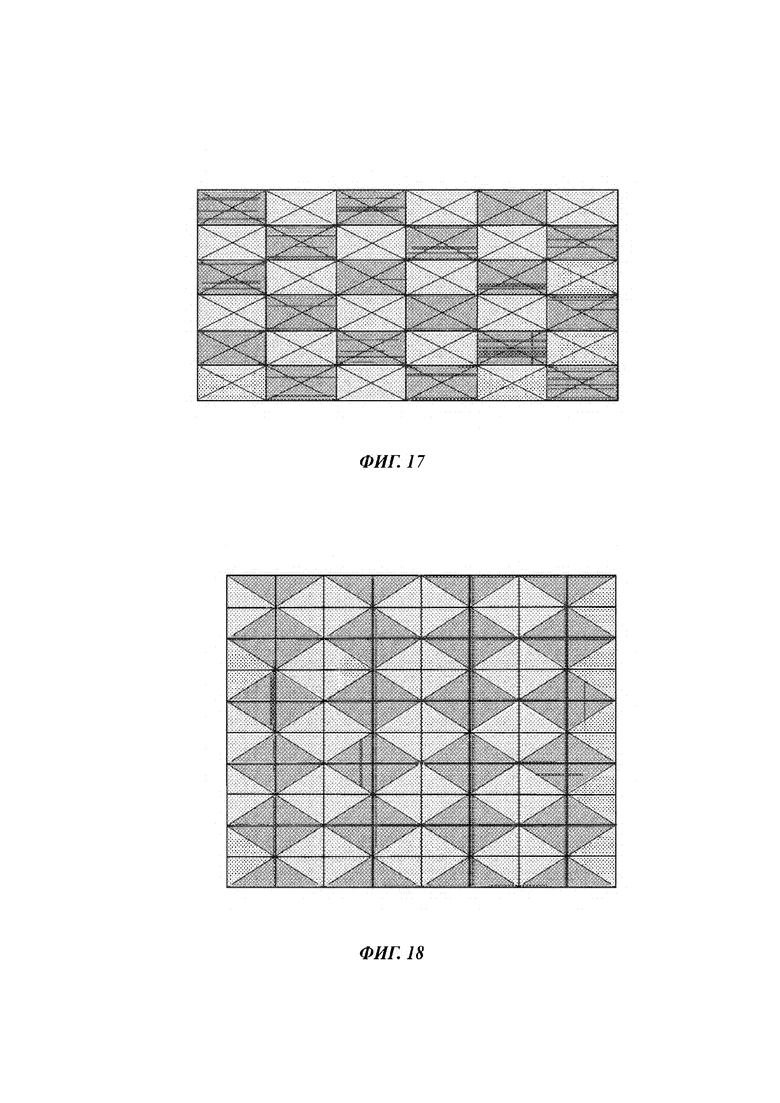
Фиг. 17 иллюстрирует еще один вариант паттерна тиснения, в котором контур основания как выступа, так и впадины является прямоугольным. Темные текстурированные поверхности соответствуют выступам, а более светлые - впадинам.
Фиг. 18 иллюстрирует следующий вариант паттерна тиснения, в котором контур основания как выступа, так и впадины является ромбоидом. Темные текстурированные поверхности соответствуют выступам, а более светлые - впадинам.
Способ тиснения, обеспечивающий возможность двустороннего тиснения материала, включает следующие операции: подают фольговый материал в зазор валиков между парой валиков из первого и второго валиков, причем обеспечивают каждый из первого и второго валиков множеством выступов и множеством впадин, имеющих идентичную многогранную форму. При этом первое подмножество множества выступов расположено на первой сетке, заданной на первом валике, с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении. Второе подмножество множества впадин расположено на первой сетке с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, чередуясь с выступами в осевом и окружном направлениях соответственно. На втором валике выполнены выступы и впадины, взаимодополняющие по отношению к впадинам и выступам на первой сетке. Во время функционирования валиков каждый выступ и каждая впадина на первом валике в зоне зазора валиков окружен (окружена) со всех сторон выступами и впадинами второго валика. Во время функционирования валиков выступы первого валика совместно с соответствующими чередующимися впадинами второго валика формируют в зоне зазора валиков первую прямую линию, по существу параллельную осевому направлению, и во время функционирования валиков впадины первого валика совместно с соответствующими чередующимися выступами на втором валике формируют в зоне зазора валиков вторую прямую линию, по существу параллельную осевому направлению. Выступы и впадины размещены таким образом, что на первом валике каждый выступ имеет в осевом направлении общую боковую границу основания по меньшей мере с одной впадиной, смежной с указанным выступом, а во время функционирования валиков в зоне зазора валиков все боковые наклонные поверхности выступов и впадин первого валика расположены, на полном виде спереди, точно над соответствующими боковыми наклонными поверхностями впадин и выступов соответственно второго валика с обеспечением, тем самым, однородного распределения давления, прикладываемого к материалу. 2 н. и 13 з.п. ф-лы, 18 ил.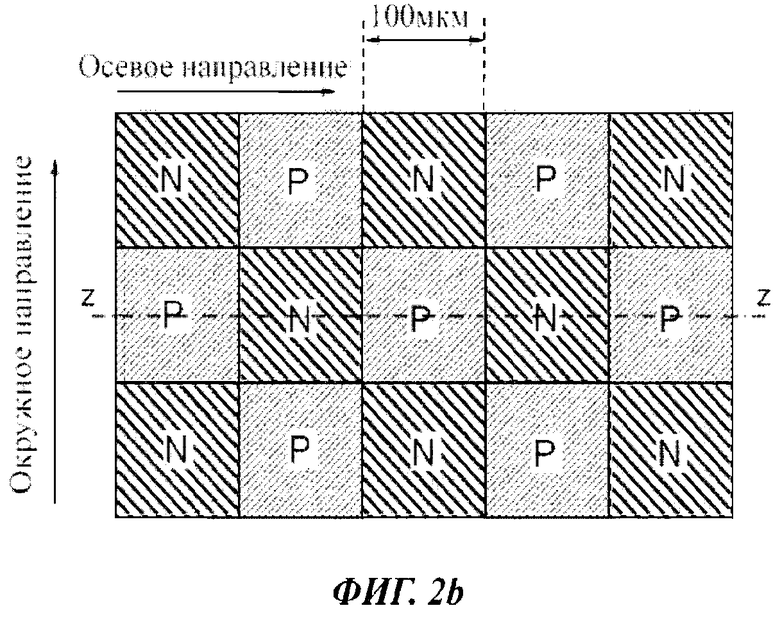
1. Способ тиснения, обеспечивающий возможность двустороннего тиснения материала и включающий по меньшей мере следующие операции:
подают фольговый материал в зазор валиков между первым и вторым валиками, образующими пару валиков, при этом:
обеспечивают каждый из первого и второго валиков множеством выступов и множеством впадин, имеющих идентичную многогранную форму, при этом выступы приподняты над средним уровнем цилиндрической поверхности своего валика, а впадины заглублены ниже среднего уровня цилиндрической поверхности своего валика, причем первое подмножество множества выступов расположено на первой сетке, заданной на первом валике, с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, второе подмножество множества впадин расположено на первой сетке с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, чередуясь с выступами в осевом и окружном направлениях соответственно, а третье подмножество множества выступов и четвертое подмножество множества впадин расположены на второй сетке, заданной на втором валике, взаимодополняющей по отношению к первой сетке;
во время функционирования валиков каждый выступ и каждая впадина на первом валике в зоне зазора валиков, за исключением выступов и впадин, расположенных на краях первой сетки, окружен (окружена) со всех сторон выступами и впадинами второго валика;
во время функционирования валиков выступы первого валика совместно с соответствующими чередующимися впадинами на втором валике формируют в зоне зазора валиков первую прямую линию (у-у), по существу параллельную осевому направлению, и
во время функционирования валиков впадины первого валика совместно с соответствующими чередующимися выступами на втором валике формируют в зоне зазора валиков вторую прямую линию (х-х), по существу параллельную осевому направлению,
отличающийся тем, что:
выступы и впадины размещают на первой сетке таким образом, что на первом валике каждый выступ имеет в осевом направлении общую боковую границу основания по меньшей мере с одной впадиной, смежной с указанным выступом, при этом:
первая прямая линия (у-у) и вторая прямая линия (х-х) совпадают, образуя единственную третью линию (z-z), и
во время функционирования валиков в зоне зазора валиков все боковые наклонные поверхности выступов и впадин первого валика расположены, на полном виде спереди, точно над соответствующими боковыми наклонными поверхностями впадин и выступов соответственно второго валика с обеспечением, тем самым, однородного распределения давления, прикладываемого к материалу.
2. Способ по п. 1, в котором первый валик является моторизованным валиком, а пара валиков сконфигурирована таким образом, что моторизованный валик приводит во вращение второй валик.
3. Способ по п. 1 или 2, в котором первый и второй валики синхронизируют с использованием синхронизирующих средств.
4. Способ по п. 3, в котором синхронизирующие средства содержат по одной шестерне для каждого из первого и второго валиков, причем, чтобы синхронизировать первый и второй валики во время функционирования, шестерни взаимодействуют так, что шестерня первого валика соединена с шестерней второго валика.
5. Способ по п. 3, в котором синхронизирующие средства содержат выступы и впадины первого и второго валиков, взаимодействующие для синхронизации вращения первого и второго валиков во время функционирования валиков.
6. Способ по п. 1, дополнительно включающий обеспечение наличия по меньшей мере на одной из боковых наклонных поверхностей затеняющих средств для создания, посредством заданного тиснения материала, оптического эффекта затенения при падении света на тисненый материал.
7. Способ по п. 1, в котором операция обеспечения наличия затеняющих средств по меньшей мере на одной из боковых наклонных поверхностей включает обеспечение наличия пикселизирующих тиснильных структур.
8. Тиснильное устройство для двустороннего тиснения материала, содержащее по меньшей мере пару валиков, состоящую из первого валика и второго валика, выполненных с возможностью тиснения материала, предназначенного для подачи в зазор валиков, образованный первым и вторым валиками, при этом
каждый из первого и второго валиков снабжен множеством выступов (Р) и множеством впадин (N), имеющих идентичную многогранную форму, причем выступы приподняты над средним уровнем цилиндрической поверхности своего валика, а впадины заглублены ниже среднего уровня цилиндрической поверхности своего валика, причем первое подмножество множества выступов расположено на первой сетке, заданной на первом валике, с первой периодичностью в осевом направлении и со второй периодичностью в окружном направлении, второе подмножество множества впадин расположено с первой периодичностью на первой сетке и со второй периодичностью в окружном направлении на первой сетке, чередуясь с выступами в осевом и окружном направлениях соответственно, а третье подмножество множества выступов и четвертое подмножество множества впадин расположены на второй сетке, заданной на втором валике, взаимодополняющей по отношению к первой сетке;
при этом предусмотрена возможность того, чтобы:
во время функционирования валиков каждый выступ и каждая впадина на первом валике в зоне зазора валиков, за исключением выступов и впадин, расположенных на краях первой сетки, был окружен (была окружена) со всех сторон выступами и впадинами второго валика;
во время функционирования валиков выступы первого валика совместно с соответствующими чередующимися впадинами второго валика формировали в зоне зазора валиков первую прямую линию (у-у), по существу параллельную осевому направлению, и
во время функционирования валиков впадины первого валика совместно с соответствующими чередующимися выступами на втором валике формировали в зоне зазора валиков вторую прямую линию (х-х), по существу параллельную осевому направлению,
отличающееся тем, что:
выступы и впадины, размещенные на первом и втором валиках, сконфигурированы таким образом, что на первом валике каждый выступ имеет в осевом направлении общую боковую границу основания по меньшей мере с одной впадиной, смежной с указанным выступом, при этом:
первая прямая линия (у-у) и вторая прямая линия (х-х) совпадают, образуя единственную третью линию (z-z), и
предусмотрена возможность того, чтобы во время функционирования валиков в зоне зазора валиков все боковые наклонные поверхности выступов и впадин первого валика были расположены, на полном виде спереди, точно над соответствующими боковыми наклонными поверхностями впадин и выступов соответственно второго валика с обеспечением, тем самым, однородного распределения давления, прикладываемого к материалу.
9. Устройство по п. 8, в котором первый и второй валики имеют поверхность, содержащую любой из следующих материалов: сталь, металл, твердый металл, керамика.
10. Устройство по п. 9, в котором указанная поверхность имеет защитный слой.
11. Устройство по любому из пп. 8-10, в котором по меньшей мере одна из боковых наклонных поверхностей содержит затеняющие средства для создания, посредством заданного тиснения материала, оптического эффекта затенения при падении света на тисненый материал.
12. Устройство по п. 11, в котором затеняющие средства содержат пикселизирующие тиснильные структуры.
13. Устройство по любому из пп. 8-12, в котором первый валик является моторизованным валиком, а пара валиков сконфигурирована таким образом, что моторизованный валик выполнен с возможностью приводить во вращение второй валик.
14. Устройство по п. 13, в котором первый и второй валики синхронизированы посредством синхронизирующих средств.
15. Устройство по п. 13, в котором синхронизирующие средства содержат выступы и впадины первого и второго валиков, выполненные с возможностью взаимодействия для синхронизации вращения первого и второго валиков во время их функционирования.
| Теплообменник | 1986 |
|
SU1312359A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| RU 20161093334 A, 04.10.2017 | |||
| US 4280978 A, 28.07.1981. | |||

