Область техники, к которой относится изобретение
Настоящее изобретение относится к способу удержания сляба при непрерывном литье.
Уровень техники
Электромагнитные валки широко используются в сталелитейной промышленности с 1960-х годов. Фактически, электромагнитные валки используются для перемешивания жидкой стали с целью повышения внутренней сплошности слябов.
В настоящее время изготавливают слябы с увеличивающейся толщиной, что ведет к большей металлургической длине. Это дает гораздо более низкую потенциальную возможность использования электромагнитных валков под мениском.
Между тем, при необходимости повышения производительности и разнообразия областей применения, слябы становятся все шире и шире. Предыдущие два направления изготовления слябов создают серьезную проблему для самих электромагнитных валков. Фактически, электромагнитные валки не должны подвергаться слишком большому механическому прогибу под действием ферростатического давления.
Обычно производители стали допускают только очень небольшой механический прогиб, чтобы гарантировать изготовление слябов без дефектов. Сильный прогиб слябов ведет к поверхностным и внутренним трещинам, а также может повлиять на стабильность жидкой сталеплавильной ванны из-за эффекта вспучивания.
Такое вспучивание возмущает стальной мениск и ведет к захватыванию порошка, что резко сказывается на качестве марок стали. Этот эффект возникает, даже если валки находятся далеко от мениска.
Поэтому важно, чтобы конструкция электромагнитных валков в таких литейных машинах сохраняла наименьший механический прогиб слябов, ни в коем случае не превышающий предельное значение, установленное изготовителем машины.
Теория балки говорит нам, что прогиб определяется условиями нагрузки, то есть типом нагрузки и ее распределением по балке, а также механическими размерами и свойствами электромагнитных валков.
Проблема заключается в том, как механически выполнить электромагнитный валок, способный выдерживать максимальное ферростатическое давление с минимально возможным прогибом, учитывая, что диаметр валков остается сопоставимым с диаметром соседних валков. В дополнение к этим соображениям, нужно поддерживать на высоком уровне электромагнитные характеристики, чтобы обеспечить слябам металлургические преимущества.
Обычно нагрузка распределяется по слябу симметрично. В определенном положении, внизу в разливочной машине для слябов определенной толщины и ширины ферростатическое давление может быть настолько высоким для обычного одинарного валка, что прогиб валков будет слишком большим, чтобы удовлетворить потребности машиностроителей.
Действительно, для ограничения прогиба валков известны и уже используются три возможных решения, но каждое из них имеет конкретные недостатки.
Первое известное решение состоит в увеличении диаметра электромагнитного валка для увеличения площади сопротивления поперечного сечения валка. Это возможно теоретически, но часто невозможно на практике, потому что диаметр электромагнитного валка должен оставаться совместимым с соседними валками и прижимным валком сегмента. Как следствие, это может повлиять на вспучивание и скорость образования трещин в слябах.
Второе известное решение основано на длине валка, поскольку она играет основную роль в прогибе. Для слябов шириной более 2500 мм можно разделить электромагнитный валок на два валка половинной длины и контролировать механический прогиб при сохранении высокого уровня электромагнитных сил на жидкой стали.
Это решение, основанное на раздельном электромагнитном валке, раскрыто в патентном документе США 2015/0290703 и уже несколько лет применяется в промышленном производстве. Однако, если длина валка станет слишком короткой, а именно - если сляб короче 2500 мм, из-за половинной длины электромагнитного валка электромагнитные силы будут недостаточны для эффективного перемешивания жидкой стали и улучшения качества внутренней сплошности слябов.
Это происходит потому, что электромагнитная сила пропорциональна шагу полюсов электромагнитного валка, который связан с длиной электромагнитного валка. Таким образом, чем короче длина электромагнитного валка, тем слабее электромагнитная сила.
Третье известное решение - это вариант осуществления, называемый опорным валком. Вместо того, чтобы трансформировать барабан валка в два барабана, устанавливают один опорный валок в середине электромагнитного валка для его поддержки. Идея является привлекательной, но применение этого простого решения в промышленном производстве показало серьезные недостатки.
В условиях промышленного производства невозможно обеспечить плотный и аккуратный контакт, потому что между электромагнитным валком и опорным валком попадают частицы или тела разных размеров, такие как прокатная окалина. В результате, как электромагнитный валок, так и опорный валок имеют признаки ускоренного износа или во многих случаях разрушаются.
При таком решении, срок службы электромагнитного валка и опорного валка значительно уменьшается, приводя к повышенной стоимости технического обслуживания. Следовательно, это решение не является промышленным надежным.
Известные способ и устройство перемешивания, которые, однако, не решают вышеуказанные проблемы, раскрыты, например, в документе СА-А-1144336. Другие известные устройства и способы непрерывного литья раскрыты, например, в документах DE-U-6928827 и ЕР-А-2269750.
Следовательно, существует потребность в усовершенствовании способа и устройства для удержания сляба для машины непрерывного литья, которые могут преодолеть по меньшей мере один из недостатков уровня техники.
Раскрытие сущности изобретения
Одна цель настоящего изобретения состоит в обеспечении способа удержания сляба для машины непрерывного литья, который позволяет ограничить поперечный прогиб сляба, даже в зонах удержания, где сляб подвергается значительному ферростатическому давлению, одновременно гарантируя необходимую электромагнитную силу, способную поддерживать высокую эффективность перемешивания жидкого металла, содержащегося в сердцевине или внутренней части сляба.
Еще одной целью настоящего изобретения является обеспечение способа удержания сляба при непрерывном литье, который позволяет поддерживать диаметр электромагнитных валков, совместимый с диаметром соседних валков, облегчая тем самым его интеграцию в сегмент, расположенный после литейного оборудования.
Еще одной целью настоящего изобретения является обеспечение способа удержания сляба при непрерывном литье, в котором силы электромагнитного перемешивания, действующие на жидкую сталь, более однородны по ширине сляба, что приводит к лучшим металлургическим результатам.
Заявитель разработал, испытал и реализовал настоящее изобретение, чтобы преодолеть недостатки современного уровня техники и получить преимущества, описанные ниже.
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, тогда как в зависимых пунктах формулы изобретения раскрываются другие признаки изобретения или варианты основной идеи изобретения.
В соответствии с вышеуказанными целями настоящее изобретение относится к способу удержания сляба при непрерывном литье, который обеспечивает литье сляба вдоль оси литья. Сляб имеет предварительно заданную ширину.
Кроме того, способ обеспечивает удержание сляба с помощью множества валков, при этом указанные валки расположены попарно напротив друг друга и определяют вдоль оси литья проход для отлитого сляба.
Множество валков включают в себя электромагнитные валки, снабженные электромагнитной мешалкой, выполненной с возможностью перемешивания жидкости, содержащейся в слябе.
При эксплуатации, электромагнитные валки имеют длину, которая меньше ширины сляба, так что сляб выступает относительно по меньшей мере одного конца указанных электромагнитных валков, по меньшей мере с одной выступающей частью.
Благодаря способу удержания согласно настоящему изобретению, поперечный прогиб сляба ограничивается даже в тех зонах удержания, где сляб подвергается значительному ферростатическому давлению, одновременно гарантируется требуемая сила электромагнитного перемешивания жидкого металла, содержащегося в сердцевине или во внутренней части сляба.
Настоящее изобретение сохраняет прогиб электромагнитных валков в пределах допустимого значения без использования опорных валков в более широких слябах и/или при эксплуатации в более низком положении, где ферростатическое давление выше.
Согласно другому варианту осуществления сляб выступает относительно одного конца электромагнитного валка на безопорную ширину до 300 мм, предпочтительно до 250 мм, при этом указанная выступающая часть не поддерживается валками. В частности, безопорная ширина сляба не контактирует с валками и не поддерживается ими, тогда как другая часть сляба полностью удерживается электромагнитным валком.
Согласно одному из вариантов осуществления, каждый из электромагнитных валков связан с соответствующим вспомогательным удерживающим валком, расположенным на одной линии и по одной оси с соответствующим электромагнитным валком.
Варианты осуществления настоящего изобретения также относятся к литейному оборудованию, содержащему литейную форму, выполненную с возможностью отливки сляба, и множество валков, которые расположены попарно напротив друг друга и вдоль оси литья, определяя проход для литого сляба. Множество валков включают в себя электромагнитные валки, снабженные электромагнитной мешалкой, выполненной с возможностью перемешивания жидкости, содержащейся в слябе. Электромагнитные валки и, следовательно, указанный проход имеют длину, которая меньше ширины сляба, так что сляб выступает относительно одного конца указанных электромагнитных валков.
Краткое описание чертежей
Эти и другие признаки настоящего изобретения станут очевидными из нижеследующего описания некоторых вариантов осуществления, приведенных в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
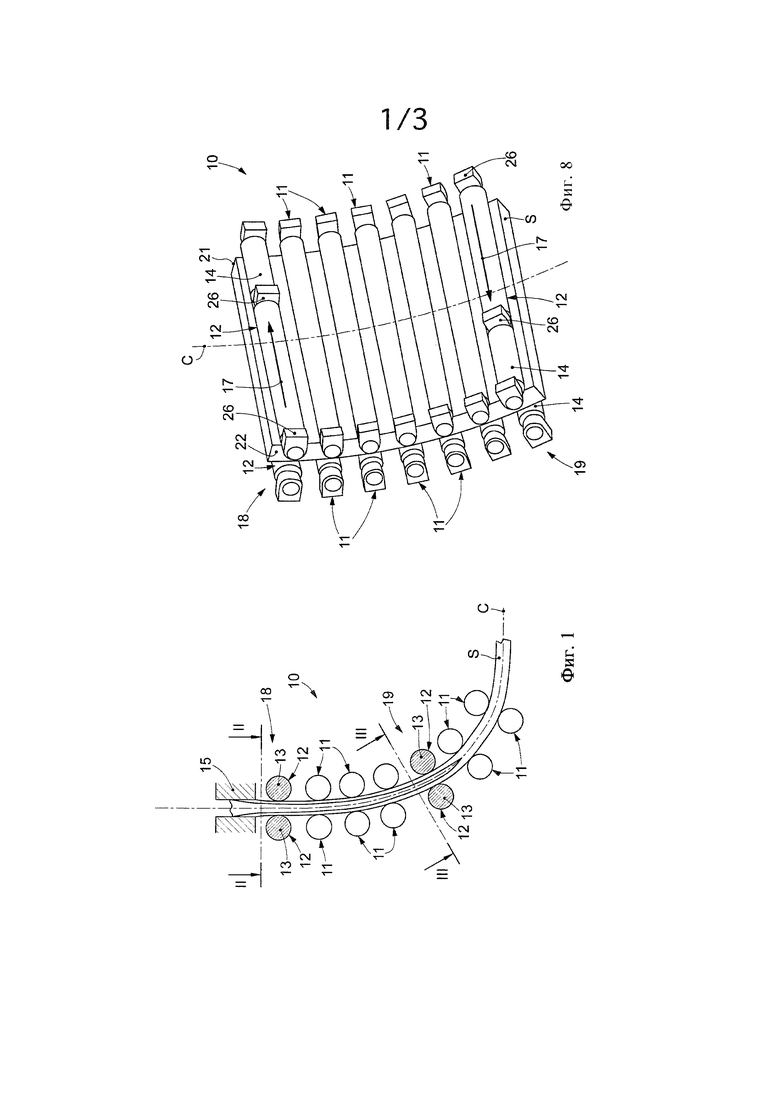
на фиг. 1 показан схематический вид машины непрерывного литья в соответствии с настоящим изобретением;
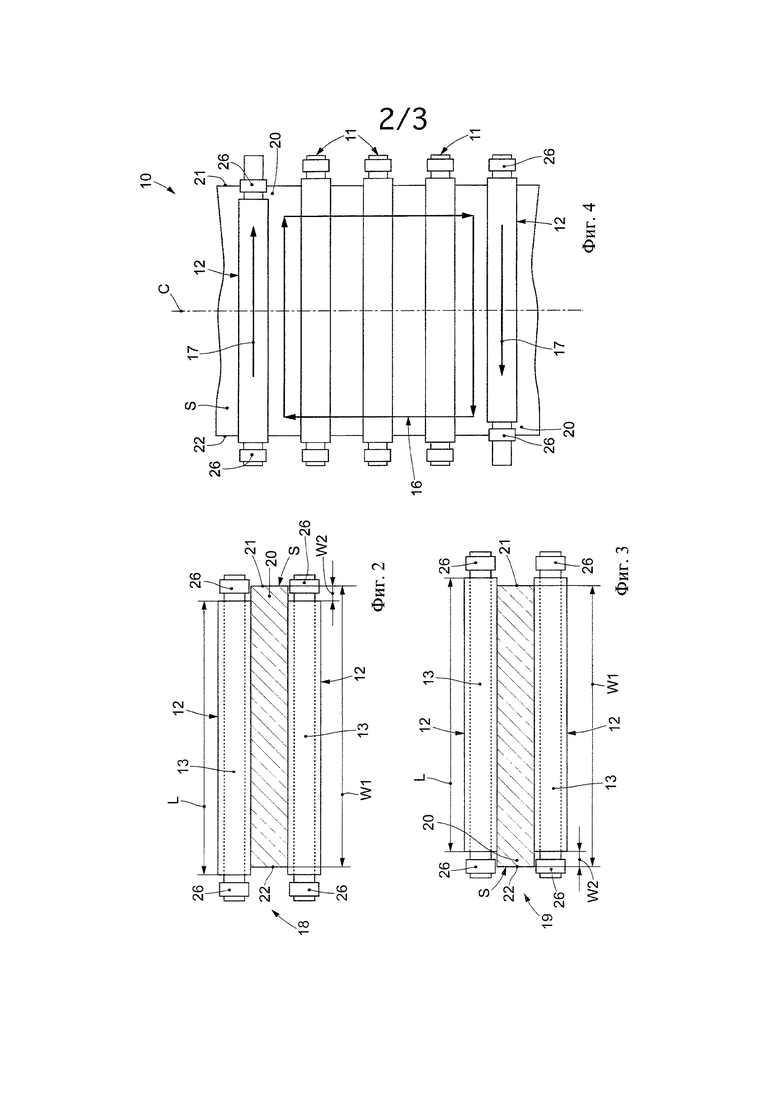
- на фиг. 2 показан вид в разрезе по линии разреза II-II на фиг. 1;
- на фиг. 3 показан вид в разрезе по линии разреза III-III на фиг. 2;
- на фиг. 4 показан вид сбоку фиг. 1;
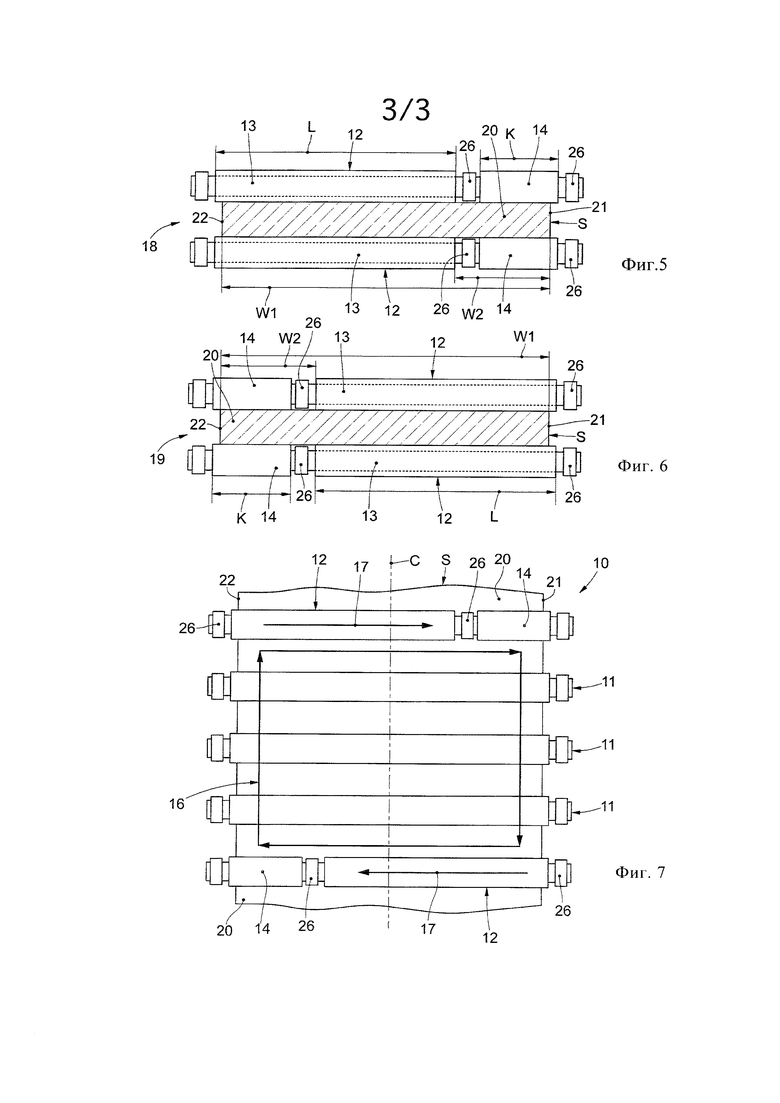
- на фиг. 5 представлен вариант фиг. 2;
- на фиг. 6 показан вариант фиг. 3;
- на фиг. 7 показан вид сбоку фиг. 5 и 6;
- на фиг. 8 показан вид в аксонометрии одного из вариантов осуществления настоящего изобретения.
Для облегчения понимания использовались, где это возможно, одинаковые ссылочные номера, для обозначения идентичных общих элементов на чертежах. Понятно, что элементы и признаки одного варианта осуществления могут быть легко включены в другие варианты осуществления без дополнительных пояснений.
Осуществление изобретения
Теперь рассмотрим подробно различные варианты осуществления изобретения, один или более примеров которого проиллюстрированы на чертежах. В общем, описываются только различия между отдельными вариантами осуществления. Каждый пример приведен для объяснения изобретения и не предназначен для ограничения изобретения. Например, признаки, проиллюстрированные или раскрытые как часть одного варианта осуществления, можно использовать в других или в сочетании с другими вариантами осуществления, чтобы получить еще один вариант осуществления. Предполагается, что настоящее изобретение включает в себя такие модификации и вариации.
Варианты осуществления, раскрытые здесь со ссылкой на фиг. 1-8 относятся к способу удержания сляба при непрерывном литье.
Способ обеспечивает литье сляба S вдоль оси С литья литейного оборудования 10.
Согласно одному из вариантов осуществления настоящего изобретения сляб S отливают в литейной форме 15.
На выходе из литейной формы 15 сляб S имеет затвердевшую внешнюю оболочку и свою внутреннюю часть 10, или сердцевину, которая все еще остается жидкой.
Сляб S имеет предварительно заданную ширину W1. Ширина W1 сляба S может составлять от 1500 мм до 3000 мм, предпочтительно от 1800 мм до 2500 мм. Способ обеспечивает удержание сляба S с помощью множества валков 11, 12.
Валки 11, 12 расположены попарно напротив друг друга вдоль оси С литья.
Валки 11, 12 определяют проход для отлитого сляба S.
Валки 11, 12 могут свободно вращаться вокруг соответствующих осей вращения, перпендикулярных оси С литья.
Согласно одному из вариантов осуществления, указанное множество валков включают в себя валки 11, выполненные так, чтобы оказывать только удерживающее действие на сляб S при непрерывном литье. Удерживающие валки 11 не имеют функции электромагнитного перемешивания, то есть они не имеют магнитной мешалки, как раскрыто ниже.
Удерживающие валки 11 могут быть расположены попарно, напротив друг друга относительно оси С литья или сляба S.
Удерживающие валки 11 могут иметь длину, по существу равную ширине W1 отлитого сляба S.
Согласно вариантам осуществления, не показанным на чертежах, удерживающие валки 11 могут состоять из двух или более компонентов. Например, удерживающие валки 11 могут быть образованы двумя или более цилиндрическими телами, выровненными по оси друг с другом и поддерживаемыми на своих соответствующих концах опорными элементами. Это решение позволяет повысить сопротивление изгибу удерживающих валков 11, гарантируя удержание ферростатического давления сляба S.
Кроме того, множество валков включают в себя множество электромагнитных валков 12.
Согласно одному из вариантов осуществления электромагнитные валки 12 могут быть расположены попарно, напротив друг друга относительно оси С литья или сляба S.
Согласно другому варианту осуществления электромагнитные валки 12 или по меньшей мере один из них могут быть расположены напротив одного из указанных удерживающих валков 11.
Согласно другим вариантам осуществления настоящего изобретения электромагнитные валки 12 могут быть расположены только с одной стороны относительно сляба S.
Электромагнитные валки 12 расположены вдоль оси С литья, напротив жидкой сердцевины сляба S, для перемешивания жидкости.
Электромагнитные валки 12 снабжены электромагнитной мешалкой 13, которая перемешивает жидкость, содержащуюся в слябе S.
Согласно одному из технических решений, электромагнитная мешалка 13 находится внутри электромагнитных валков 12.
В других вариантах (фиг. 1) электромагнитные валки 12 также расположены в противоположных относительно сляба S парах и вдоль оси С литья, чтобы действовать как для удержания сляба S, так и для перемешивания жидкости, еще присутствующей в последнем.
Каждая электромагнитная мешалка 13 может содержать по меньшей мере один электромагнитный индуктор, расположенный внутри соответствующего электромагнитного валка 12. В частности, электромагнитные мешалки 13 генерируют магнитные поля и соответствующие электромагнитные силы 17.
Электромагнитные силы 17 создают множество контуров 16 рециркуляции внутри жидкости, содержащейся в слябе S, а именно - внутри затвердевшей оболочки.
Согласно возможным вариантам осуществления электромагнитные валки 12 имеют длину L, составляющую более 1400 мм и, предпочтительно, менее 2500 мм.
Электромагнитные валки 12 опираются своими концами на соответствующие опорные элементы 26, выполненные таким образом, чтобы не касаться поверхности сляба S.
При литье электромагнитные валки 12 имеют длину L, которая меньше, чем ширина W1 сляба S, так что сляб S выступает относительно одного конца указанного электромагнитного валка 12.
Следовательно, при литье сляб S имеет выступающую часть 20, которая не контактирует с электромагнитными валками 12.
Кроме того, выступающая часть 20 выступает относительно электромагнитных валков 12 в направлении, параллельном оси вращения последних.
В частности, предусмотрено, что электромагнитные валки 12 имеют удерживающую поверхность, которая выполнена с возможностью удержания при эксплуатации отлитого сляба S, и которая имеет указанную длину L. Таким образом, сляб S выступает относительно бокового края указанной удерживающей поверхности электромагнитных валков 12.
Удерживающая поверхность - это поверхность, которая при эксплуатации непосредственно контактирует с отлитым слябом S. Таким образом, выступающая часть 20 не контактирует с удерживающей поверхностью. Удерживающая поверхность имеет цилиндрическую форму.
Таким образом, несмотря на наличие выступающей части 20, сляб S поддерживается стабильно, с предотвращением чрезмерных изгибов и с обеспечением требуемой электромагнитной силы электромагнитной мешалки 13.
Согласно одному из вариантов осуществления (фиг. 2-4) сляб S выступает относительно одного конца электромагнитного валка 12 на безопорную ширину W2 до 300 мм, предпочтительно до 250 мм.
Следовательно, электромагнитными валками 12 не поддерживается только небольшая часть сляба S. В этом местоположении после разливочной машины сталь на краю сляба S является почти полностью затвердевшей, и эта безопорная зона не является недостатком с точки зрения качества.
Согласно другому варианту осуществления изобретения, соотношение между безопорной шириной W2 сляба S, который выступает наружу, то есть сбоку от электромагнитных валков 12, и шириной W1 сляба S составляет от 2% до 20%, предпочтительно от 2,5% до 16%.
Согласно одному из вариантов осуществления настоящего изобретения (фиг. 4, 7 и 8) указанные электромагнитные валки включают в себя первый электромагнитный валок 12 и по меньшей мере второй электромагнитный валок 12, расположенные на расстоянии друг от друга вдоль оси С литья. Рассмотрение далее первого и второго электромагнитных валков не исключает того, что эти же принципы применимы более чем для двух электромагнитных валков.
Согласно некоторым вариантам осуществления первый электромагнитный валок 12 может быть расположен напротив другого первого электромагнитного валка 12, образуя первую пару 18 электромагнитных валков 12.
Согласно дополнительным вариантам осуществления второй электромагнитный валок 12 может быть расположен напротив второго электромагнитного валка 12, образуя вторую пару 19 электромагнитных валков 12.
Между первым электромагнитным валком 12 и вторым электромагнитным валком 12 может быть предусмотрено множество указанных удерживающих валков 11 для удержания и опирания сляба S.
Согласно одному из вариантов осуществления первый электромагнитный валок 12 и второй электромагнитный валок 12 расположены так, что первый край 21 сляба S выступает относительно первого электромагнитного валка 12, а второй край 22, противоположный первому краю 21, выступает относительно второго электромагнитного валка 12.
Такое расположение электромагнитных валков 12 позволяет максимально увеличить и обеспечить максимальную однородность контура 16 рециркуляции жидкой стали, как показано на фиг. 4 и 7.
Фактически (фиг. 4) такое конкретное расположение первого электромагнитного валка 12 и второго электромагнитного валка 12 позволяет получить равномерное распределение контуров 16 рециркуляции в зоне между первым электромагнитным валком 12 и вторым электромагнитным валком 12.
В частности, для создания этих контуров 16 рециркуляции, электромагнитная сила 17, генерируемая в первом электромагнитном валке 12, имеет первое направление, противоположное второму направлению, вдоль которого направлена электромагнитная сила 17, генерируемая во втором электромагнитном валке 12.
Предпочтительно, безопорная ширина W2 выступающей части 20, которая выступает за пределы первого электромагнитного валка 12, равна безопорной ширине W2 выступающей части 20, которая выступает за пределы второго электромагнитного валка 12.
В одном из возможных технических решений согласно изобретению один из указанных электромагнитных валков 12 расположен непосредственно под литейной формой 15.
Согласно другому варианту осуществления (фиг. 5-8), если безопорная ширина W2 сляба S слишком велика, то каждый из электромагнитных валков 12 связан с соответствующим вспомогательным удерживающим валком 14, расположенным на одной линии и по одной оси с соответствующим электромагнитным валком 12.
Таким образом, электромагнитные валки 12, главным образом, поддерживают сляб S, а вспомогательные удерживающие валки 14 поддерживают оставшуюся часть сляба S, а именно - выступающую часть 20.
Вспомогательные удерживающие валки 14 не имеют внутри активного электромагнитного индуктора, а выполняют только опорную функцию.
Вспомогательные удерживающие валки 14 имеют длину К, которая может быть равна указанной безопорной ширине W2 или больше нее.
Предпочтительно, предусматривается использование вспомогательных удерживающих валков 14, когда соотношение между безопорной шириной W2 и шириной W1 сляба S составляет от 10% до 40%.
Согласно одному из возможных вариантов осуществления, вспомогательные удерживающие валки 14 имеют длину К, которая составляет от 10% до 40% длины L соответствующего электромагнитного валка 12.
В одном из возможных технических решений согласно настоящему изобретению (фиг. 5-8) каждый электромагнитный валок 12 и соответствующий вспомогательный удерживающий валок 14, связанный с ним, поддерживаются указанным опорным элементом 26. В частности, опорный элемент 26 выполнен с возможностью поддержки одного из электромагнитных валков 12 и соответствующего вспомогательного валка 14, расположенных соосно друг за другом и непосредственно рядом друг с другом.
В соответствии с одним из возможных вариантов осуществления (фиг. 7 и 8), первый электромагнитный валок 12 содержит соответствующий вспомогательный удерживающий валок 14, расположенный на одной линии с первым электромагнитным валком 12, а второй электромагнитный валок 12 содержит соответствующий вспомогательный удерживающий валок 14, расположенный на одной линии со вторым электромагнитным валком 12.
Вспомогательный удерживающий валок 14, связанный с первым электромагнитным валком 12, расположен напротив вспомогательного удерживающего валка 14, связанного со вторым электромагнитным валком 12.
Иначе говоря, вспомогательный удерживающий валок 14, связанный с первым электромагнитным валком 12, расположен с первой стороны относительно оси С литья, тогда как вспомогательный удерживающий валок 14, связанный со вторым электромагнитным валком 12, расположен со второй стороны, напротив первой стороны, относительно оси С литья.
Как также показано на фиг. 8, в этом варианте литейного оборудования 10 электромагнитная сила 17, генерируемая в первом электромагнитном валке 12, тоже направлена в первом направлении, противоположном второму направлению, вдоль которого направлена электромагнитная сила 17, генерируемая во втором электромагнитном валке 12.
Варианты осуществления настоящего изобретения также относятся к литейному оборудованию 10, содержащему указанную литейную форму 15, выполненную с возможностью отливки сляба S, и указанное множество валков 11, 12, которые расположены попарно напротив друг друга и вдоль оси С литья, определяя проход для отлитого сляба S.
Согласно настоящему изобретению электромагнитные силы 17, создаваемые перемещающимся магнитным полем, более однородны по ширине W1 сляба, поскольку укорачивание электромагнитных валков 12 по сравнению с шириной W1 сляба сглаживает электромагнитный краевой эффект при сохранении достаточного эффекта перемешивания.
Понятно, что хотя настоящее изобретение было раскрыто со ссылкой на некоторые конкретные примеры, специалист в данной области, безусловно, сможет достичь многих других эквивалентных форм настоящего способа удержания сляба при непрерывном литье, имеющего признаки, которые изложены в формуле изобретения, и, следовательно, все подпадают под определяемый ею объем защиты.
Изобретение относится к непрерывному литью. Способ удержания сляба при непрерывном литье включает удержание сляба посредством валков (11, 12) при отливке сляба шириной W1 вдоль оси литья. Валки (11, 12) расположены попарно напротив друг друга и представляют собой электромагнитные валки (12), снабженные электромагнитной мешалкой (13), перемешивающей жидкость, содержащуюся в слябе (S), и удерживающие валки (11), оказывающие удерживающее воздействие на сляб при непрерывном литье. Длина электромагнитных валков (12) меньше ширины сляба, причем сляб выступает относительно по меньшей мере одного конца указанных электромагнитных валков (12) по меньшей мере одной выступающей частью (20). Длина удерживающих валков (11) по существу равна ширине сляба. Укорачивание электромагнитных валков по сравнению с шириной сляба сглаживает электромагнитный краевой эффект при сохранении достаточного перемешивания. Обеспечивается ограничение поперечного прогиба сляба под действием ферростатического давления при использовании электромагнитных валков, диаметр которых совместим с диаметром соседних валков. 2 н. и 10 з.п. ф-лы, 8 ил.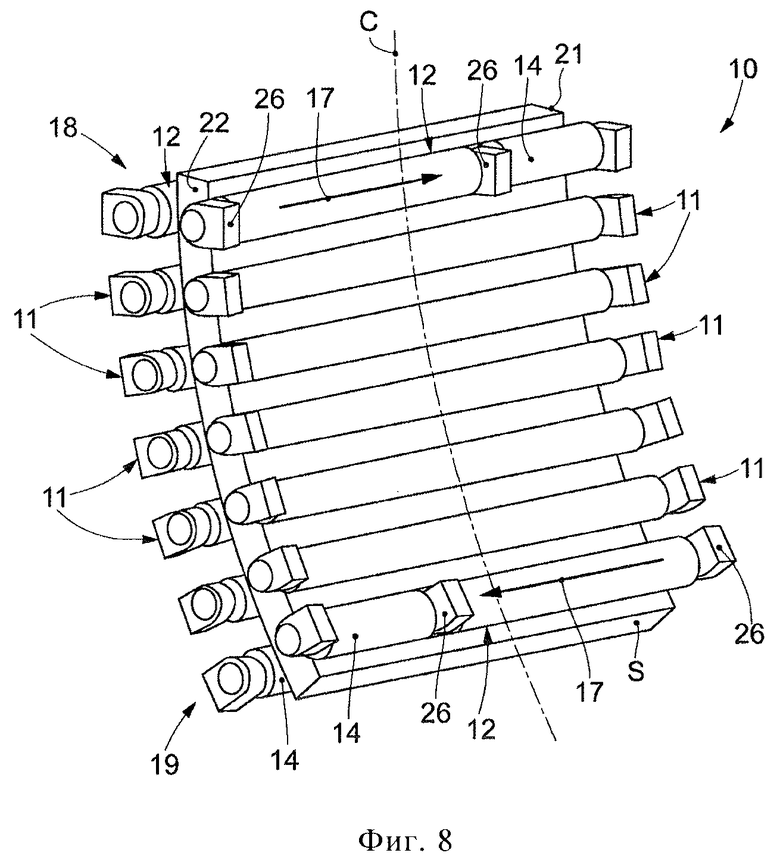
1. Способ удержания сляба при непрерывном литье, обеспечивающем отливку сляба (S) предварительно заданной ширины (W1) вдоль оси (С) литья, включающий удержание сляба (S) с помощью множества валков (11, 12), которые располагают попарно напротив друг друга с образованием прохода вдоль оси (С) литья для отлитого сляба (S), при этом упомянутое множество валков (11, 12) представляет собой электромагнитные валки (12), снабженные электромагнитной мешалкой (13) для перемешивания жидкости, содержащейся в слябе (S), и удерживающие валки (11), выполненные для осуществления только удерживающего воздействия на указанный сляб (S) при непрерывном литье, отличающийся тем, что используют электромагнитные валки (12), длина (L) которых меньше ширины (W1) сляба (S) с обеспечением выступания сляба (S) относительно по меньшей мере одного конца указанных электромагнитных валков (12) по меньшей мере одной выступающей частью (20), и указанные удерживающие валки (11), длина которых, по существу, равна указанной ширине (W1) сляба (S).
2. Способ по п. 1, отличающийся тем, что обеспечивают выступание сляба (S) относительно одного конца электромагнитного валка (12) на безопорную ширину (W2) до 300 мм, предпочтительно до 250 мм, при этом указанную выступающую часть (20) не поддерживают валками.
3. Способ по п. 2, отличающийся тем, что соотношение между безопорной шириной (W2) сляба (S) и шириной (W1) сляба (S) составляет от 2% до 20%, предпочтительно от 2,5% до 16%.
4. Способ по п. 1, отличающийся тем, что каждый электромагнитный валок (12) связывают с соответствующим вспомогательным удерживающим валком (14), который располагают на одной линии и по одной оси с соответствующим ему электромагнитным валком (12), причем вспомогательный удерживающий валок (14) служит опорой для указанной выступающей части (20) сляба.
5. Способ по любому из пп. 1-4, отличающийся тем, что указанные валки включают первый электромагнитный валок (12) и второй электромагнитный валок (12), расположенные на расстоянии друг от друга вдоль оси (С) литья.
6. Способ по п. 5, отличающийся тем, что между первым и вторым электромагнитными валками (12) предусматривают множество удерживающих валков (11) для удержания и опирания сляба (S).
7. Способ по п. 5 или 6, отличающийся тем, что первый электромагнитный валок (12) располагают с обеспечением выступания сляба (S) первым краем (21) относительно первого электромагнитного валка (12), а вторым краем (22), противоположным первому краю (21), относительно второго электромагнитного валка (12).
8. Оборудование для непрерывного литья, содержащее литейную форму (15), выполненную с возможностью отливки сляба (S), и множество валков (11, 12), которые расположены попарно напротив друг друга и вдоль оси (С) литья с образованием прохода для отлитого сляба (S), причем множество валков (11, 12) включает электромагнитные валки (12), снабженные электромагнитной мешалкой (13), выполненной с возможностью перемешивания жидкости, содержащейся в слябе (S), и удерживающие валки (11), выполненные с возможностью осуществления только удерживающего воздействия на указанный сляб (S) при непрерывном литье, при этом электромагнитные валки (12) и упомянутый проход для отлитого сляба (S) выполнены с длиной (L), которая меньше ширины (W1) сляба (S), причем сляб (S) выполнен выступающим относительно одного конца указанных электромагнитных валков (12), а указанные удерживающие валки (11) выполнены с длиной, по существу, равной ширине (W1) сляба (S).
9. Оборудование по п. 8, отличающееся тем, что каждый электромагнитный валок (12) связан с соответствующим вспомогательным удерживающим валком (14), расположенным на одной линии и по одной оси с соответствующим электромагнитным валком (12).
10. Оборудование по п. 8 или 9, отличающееся тем, что указанные валки включают первый электромагнитный валок (12) и второй электромагнитный валок (12), расположенные на расстоянии друг от друга вдоль оси (С) литья.
11. Оборудование по п. 9 или 10, отличающееся тем, что вспомогательный удерживающий валок (14), связанный с первым электромагнитным валком (12), расположен с первой стороны относительно оси (С) литья, а вспомогательный удерживающий валок (14), связанный со вторым электромагнитным валком (12), расположен со второй стороны, противоположной первой стороне, относительно оси (С) литья.
12. Оборудование по п. 10 или 11, отличающееся тем, что между первым и вторым электромагнитными валками (12) предусмотрено множество удерживающих валков (11) для удержания и опирания сляба (S).
| CA 1144336 A, 12.04.1983 | |||
| DE 6928827 U1, 23.07.1970 | |||
| US 20150290703 A1, 15.10.2015 | |||
| Устройство для электромагнитного перемешивания жидкой фазы непрерывного слитка | 1989 |
|
SU1671402A1 |
| СПОСОБ ТЕРМОРЕЗИСТИВНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ | 2004 |
|
RU2269750C2 |

