ПРЕДПОСЫЛКИ И КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к двухвалковой литейной машине.
Известно литье стальной полосы посредством непрерывного литья на двухвалковой литейной машине. В этом способе расплавленный металл подается между парой вращающихся в противоположном направлении горизонтальных литейных валков, которые охлаждаются таким образом, что на движущихся поверхностях валков затвердевают корочки металла, которые совмещаются в зазоре между валками с получением продукта в виде затвердевшей полосы, поступающей вниз из зазора между валками. Термин «зазор» используется здесь для указания общего участка, на котором валки находятся ближе всего друг к другу. Расплавленный металл может быть залит из ковша в небольшую емкость или ряд емкостей, из которых он вытекает через расположенный над зазором стакан подачи металла для формирования литейной ванны расплавленного металла, поддерживаемой на литейных поверхностях валков над зазором и простирающейся вдоль длины литейных валков. Эта литейная ванна обычно ограничена боковыми пластинами или порогами, удерживаемыми в скользящем соприкосновении прилегающими к концам литейных валков так, чтобы ограничить литейную ванну от перелива.
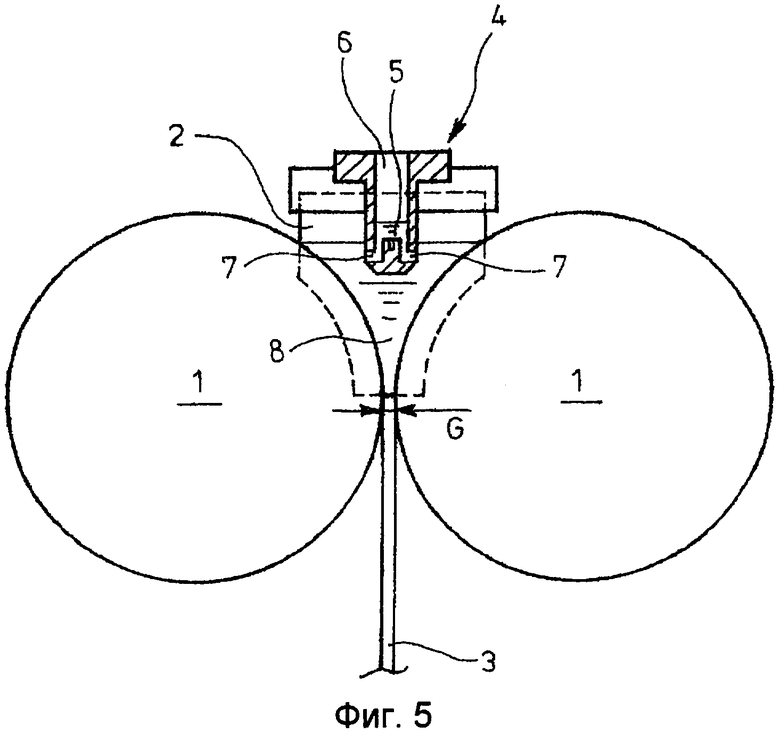
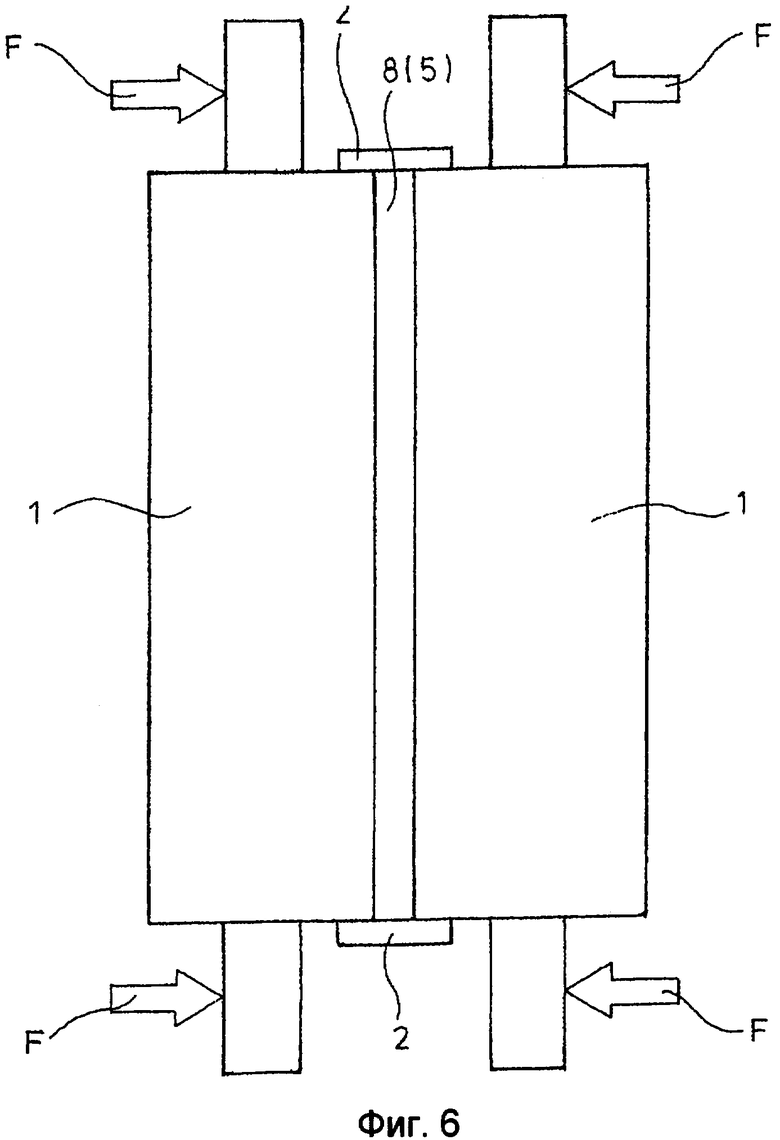
Фигуры 5 и 6 иллюстрируют пример известной литейной машины двухвалкового типа. Эта машина содержит пару охлаждаемых водой литейных валков 1, расположенных боком друг к другу с образованием межвалкового зазора G между ними, и пару боковых пластин 1, соприкасающихся с концами литейных валков 1.
Направление и скорость вращения вращающихся в противоположных направлениях литейных валков 1 задаются таким образом, что наружные периферийные поверхности литейных валков перемещаются сверху к межвалковому зазору G. Одна из боковых пластин 2 находится в контакте с концами двух литейных валков 1 на одном конце валков 1, а другая из боковых пластин 2 находится в контакте с концами двух литейных валков 1 на другом конце валков 1. Над межвалковым зазором G в пространстве, окруженном литейными валками 1 и боковыми пластинами 2, расположен стакан 4 для подачи расплавленного металла, выполненный из тугоплавкого материала.
Стакан 4 для подачи расплавленного металла содержит боковые стенки и торцевые стенки, которые образуют открытую вверх удлиненную воронку 6 для приема расплавленного металла 5, и множество выпускных отверстий 7 для выпуска расплавленного металла из воронки 6. Отверстия 7 образованы в нижнем сечении боковых стенок стакана 4 для направления расплавленного металла из воронки 6 к наружным периферийным поверхностям литейных валков 1. При такой конструкции расплавленный металл 5, залитый в воронку 6, вытекает наружу через отверстия 7 и образует литейную ванну 8 расплавленного металла в контакте с наружными периферийными поверхностями литейных валков 1 над межвалковым зазором G.
Когда образуется литейная ванна 8 и литейные валки 1 вращаются при охлаждении водой, протекающей через валки 1 и отводящей от них тепло, расплавленный металл 5 затвердевает на наружных периферийных поверхностях литейных валков 1 и образует затвердевшие корочки. Перемещающаяся вниз полоса 3 образуется сходящимися в межвалковом зазоре G затвердевшими корочками.
Расстояние между литейными валками 1 в межвалковом зазоре G сохраняется действующими горизонтально прижимными усилиями F, которые приложены к концевым опорным элементам валков (не показаны), поддерживающим концы литейных валков 1, для совмещения их вместе с образованием полосы 3 заданной толщины, поступающей вниз из межвалкового зазора G.
Прижимные усилия F выбираются достаточными для противодействия (а) ферростатическому давлению, которое действует на литейные валки 1 через расплавленный металл 5 в литейной ванне 8, (b) трению между подвижным литейным валком или валками 1 и направляющим устройством, которое поддерживает валок (валки) с возможностью горизонтального перемещения друг к другу или друг от друга, и (с) неуравновешенным «неконтролируемым» усилиям, действующим на литейные валки 1.
Неуравновешенные «неконтролируемые» усилия могут быть вызваны рядом факторов, включая (а) неравномерное распределение массы литейных валков 1, в том числе вспомогательных деталей, таких как вращающиеся соединения для подачи охлаждающей воды в валки и удаления охлаждающей воды из валков и так далее, и (b) воздействия охлаждающей воды, протекающей в литейных валках, через литейные валки и из литейных валков 1. Однако неуравновешенные неконтролируемые усилия являются нежелательными с точки зрения управления процессом и качества изделия. Кроме того, возрастающие прижимные усилия F могут не всегда компенсировать неблагоприятные действия неконтролируемых усилий.
Ферростатическое давление, которое действует на литейные валки 1 через расплавленный металл 5 в литейной ванне 8, определяется факторами, включающими диаметр литейных валков 1, длину бочек литейных валков 1, высоту литейной ванны 8, скорость вращения литейных валков 1, а также состав и температуру материала, используемого для формирования полосы 3.
Нами установлено, что значительная часть прижимных усилий F должна прикладываться для учитывания ферростатического давления расплавленного металла 5. На основании расчета может быть показано, что для ферростатического давления, создаваемого литейной ванной 8 массой 150 кг, сумма прижимных усилий F, необходимых для противодействия ферростатическому давлению, должна быть порядка 150 кг + α (где α<10 кг). Однако на практике в прошлом были необходимы прижимные усилия F свыше 300 кг для противодействия ферростатическому давлению и другим указанным выше факторам, таким как вес и давление охлаждающей воды, которая, как правило, подается в литейные валки 1 непрерывно с расходом 5 тонн в минуту при скорости 20 м в секунду.
Необходимые прижимные усилия F в 300 кг являются избыточными и могут оказывать нежелательное влияние на управление процессом и качество продукта. Например, избыточные прижимные усилия, особенно если они не уравновешенны вдоль длины литейных валков 1, могут создавать вибрацию, которая приводит к неравномерностям в толщине полосы 3 по длине и по ширине полосы 3.
Кроме того, неравномерное распределение массы литейных валков 1, включая вспомогательные детали, такие как вращающиеся соединения, может вызвать несоосность литейных валков 1, так что возникает нежелательное отклонение межвалкового зазора G вдоль длины литейных валков 1. Обычно в таких ситуациях межвалковый зазор G является клинообразным, если смотреть сверху вдоль литейных валков 1, с большим зазором на одном конце и меньшим зазором на другом конце валков 1.
Двухвалковая литейная машина по настоящему изобретению может уменьшить нежелательные неконтролируемые усилия и обеспечить лучшее управление для получения продукта лучшего качества. Раскрыта двухвалковая литейная машина, которая содержит:
(a) пару охлаждаемых водой литейных валков, расположенных боком друг к другу с образованием зазора между ними, причем литейные валки смещаются друг к другу под действием прижимных усилий; и
(b) вращающиеся соединения, присоединенные к по меньшей мере одному концу литейных валков и выполненные с возможностью подачи охлаждающей воды в каналы в литейных валках и удаления охлаждающей воды из каналов в литейных валках, причем вращающиеся соединения каждого литейного валка выполнены таким образом, что поток охлаждающей воды во вращающиеся соединения и поток охлаждающей воды из вращающихся соединений оказывают усилия на литейные валки в основном в направлении вдоль оси вращения литейных валков.
Поток охлаждающей воды в и из вращающихся соединений может проходить в вертикальном направлении, которое в основном перпендикулярно оси вращения литейного валка. Вращающиеся соединения литейных валков могут быть выполнены таким образом, что поток охлаждающей воды во вращающиеся соединения проходит во в целом вертикальном направлении вверх, перпендикулярном осям вращения литейных валков.
Вращающиеся соединения могут быть присоединены к обоим концам обоих литейных валков и обеспечивать подачу охлаждающей воды в каналы в литейных валках и удаление охлаждающей воды из них, причем вращающиеся соединения каждого литейного валка выполнены таким образом, что поток охлаждающей воды во вращающиеся соединения и поток охлаждающей воды из вращающихся соединений оказывают усилия на литейные валки в основном в направлении вдоль оси вращения литейных валков.
Когда вращающиеся соединения присоединены только к одному концу литейных валков, на другом конце литейных валков к секциям литейных валков могут быть прикреплены противовесы, которые уравновешивают вращающиеся соединения.
Двухвалковая литейная машина может также содержать шланги для подачи охлаждающей воды, соединенные с вращающимися соединениями, и узлы смещения, которые прикладывают усилие для поддержания шлангов таким образом, что масса шлангов не несется литейными валками. Также могут быть предусмотрены направляющие, которые направляют шланги в радиальном направлении литейных валков.
Литейная машина двухвалкового типа также может содержать шпиндели, способные передавать вращающий момент от вращательного привода для приведения в движение литейных валков, и узлы смещения, способные прикладывать направленное вверх усилие для поддержания шпинделей таким образом, что масса шпинделей не несется литейными валками. Могут быть предусмотрены подшипники для поддержания шпинделей, и узлы смещения способны прикладывать направленное вверх усилие для поддержания подшипников. Также могут быть предусмотрены направляющие, способные направлять подшипники в горизонтальном направлении.
Также раскрыт способ изготовления тонкой литой полосы посредством непрерывного литья, включающий следующие этапы:
сборку двухвалковой литейной машины, имеющей пару литейных валков, расположенных боком друг к другу с образованием зазора между упомянутыми литейными валками;
сборку устройства привода для упомянутой двухвалковой литейной машины, способного приводить в движение упомянутые литейные валки в противоположном направлении вращения;
сборку устройства подачи металла, способного образовывать литейную ванну, поддерживаемую упомянутыми литейными валками над упомянутым зазором, и имеющего боковые пороги рядом с концом зазора для ограничения упомянутой литейной ванны;
введение расплавленного металла между упомянутой парой литейных валков с образованием упомянутой литейной ванны, поддерживаемой на литейных поверхностях упомянутых литейных валков и ограничиваемой упомянутыми боковыми порогами;
встречное вращение упомянутых литейных валков с образованием затвердевших корочек металла на упомянутых поверхностях упомянутых литейных валков и литой полосы из упомянутых затвердевших корочек посредством упомянутого зазора между упомянутыми литейными валками;
приложение прижимного усилия через опорные элементы литейных валков на каждый литейный валок для смещения литейных валков друг к другу, причем основная часть прижимного усилия предназначена уравновешивать ферростатическое давление.
Этап приложения прижимного усилия может включать уменьшение вертикальных нагрузок, приложенных на опорные элементы литейных валков.
Этап приложения прижимного усилия включает введение охлаждающей воды во вращающиеся соединения, присоединенные к по меньшей мере одному концу литейных валков, причем вращающиеся соединения способны подавать охлаждающую воду в каналы в литейных валках и удалять охлаждающую воду из них таким образом, что поток охлаждающей воды во вращающиеся соединения и поток охлаждающей воды из вращающихся соединений оказывают усилия на литейные валки в основном в направлении вдоль оси вращения литейных валков. Вращающиеся соединения могут быть выполнены с возможностью протекания охлаждающей воды во вращающиеся соединения и из вращающихся соединений во в целом вертикальном направлении, перпендикулярном оси вращения литейного валка.
Этап введения и удаления охлаждающей воды может осуществляться на обоих концах каждого литейного валка. Если этап введения и удаления охлаждающей воды осуществляется на одном конце литейных валков, способ может дополнительно включать этап уравновешивания веса вращающихся соединений посредством использования противовеса на другом конце литейных валков.
В способе изготовления тонкой литой полосы этап приложения прижимного усилия может включать приложение направленного в основном вверх усилия на трубопроводы для охлаждающей воды с целью уменьшения нагрузок, приложенных на опорные элементы литейных валков этими трубопроводами для охлаждающей воды.
Способ изготовления тонкой литой полосы может дополнительно включать передачу вращающего момента от приводного механизма через шпиндель на соответствующий литейный валок, а этап приложения прижимного усилия включает приложение направленного вверх усилия на шпиндель таким образом, что масса шпинделя в основном не несется соответствующим литейным валком.
Двухвалковая литейная машина и способ непрерывного литья тонкой полосы могут обеспечивать один или более чем один из следующих благоприятных эффектов.
(1) Впуск охлаждающей воды во вращающиеся соединения и выпуск охлаждающей воды из вращающихся соединений направлены в основном вдоль осей вращения литейных валков, в результате чего уменьшены неуравновешенные неконтролируемые усилия (и, следовательно, уменьшены необходимые прижимные усилия F) по сравнению с известной ранее литейной машиной, изображенной на фигурах 5 и 6.
(2) Вращающиеся соединения создают моменты, которые действуют на литейной валок и около соседних концевых опорных элементов литейного валка и которые могут уравновешиваться друг другом или противовесами. В тех вариантах осуществления, где используются противовесы, каждый противовес создает момент, который действует на литейный валок и около соседнего опорного элемента литейного валка и который является дополняющим к моментам вращающегося соединения на противоположных концах литейных валков. Противовесы также способствуют распределению массы литейных валков между концевыми опорными элементами валков при вращении литейных валков 1.
(3) Когда вращающиеся соединения имеются, на обоих концах литейных валков, направленные вверх усилия приложены к обоим концам литейных валков и уменьшают сопротивление скольжению концевых опорных элементов литейных валков, которые поддерживают литейные валки.
(4) Если предусмотрены шланги для подачи охлаждающей воды, и эти шланги для охлаждающей воды поддерживаются узлами смещения, масса шлангов не несется литейными валками, и сопротивление скольжению концевых опорных элементов валков, которые поддерживают литейные валки, уменьшено.
(5) Если подшипники, поддерживающие шпиндели, смещены вверх и поддерживаются с возможностью горизонтального перемещения, масса шпинделей не несется литейными валками, и сопротивление скольжению концевых опорных элементов валков, которые поддерживают литейные валки, уменьшено.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение дополнительно описано в качестве примера со ссылкой на сопроводительные чертежи, на которых:
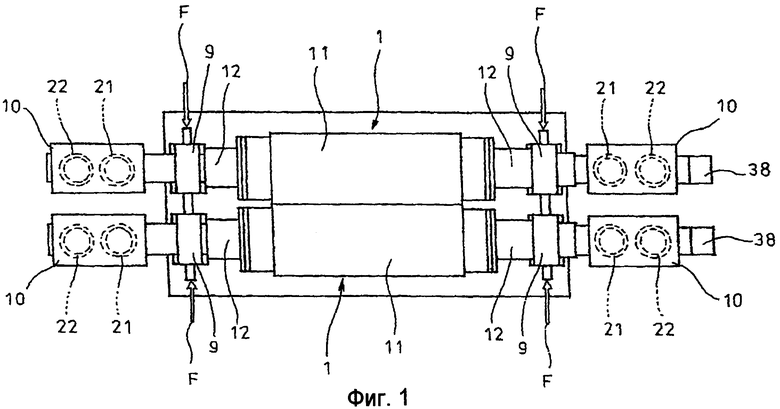
фигура 1 изображает вид сверху литейных валков в одном варианте реализации двухвалковой литейной машины;
фигура 2 изображает вертикальный вид в поперечном разрезе концевой части одного из литейных валков с правой стороны на фигуре 1;
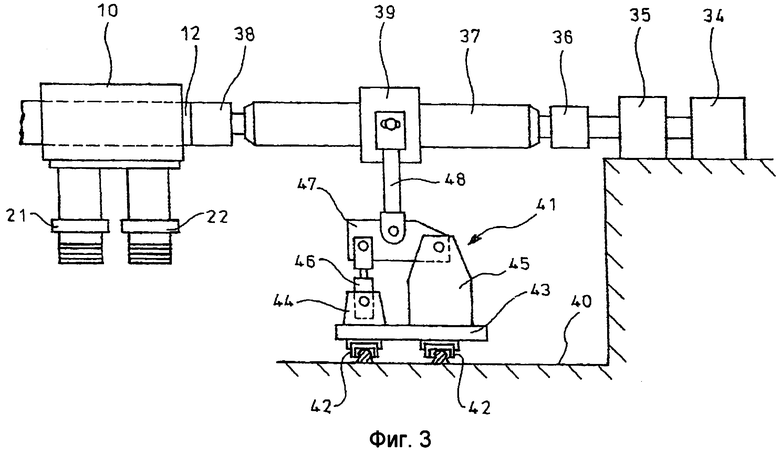
фигура 3 изображает вид сбоку устройства привода литейных валков двухвалковой литейной машины;
фигура 4 изображает вид сверху другого варианта реализации двухвалковой литейной машины;
фигура 5 изображает схематический чертеж, иллюстрирующий пример известной двухвалковой литейной машины, если смотреть с радиального направления охлаждения валков; и
фигура 6 изображает вид сверху двухвалковой литейной машины по фигуре 5.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигуры 1-3 иллюстрируют один вариант реализации двухвалковой литейной машины и способа литья тонкой литой полосы.
Литейная машина содержит пару охлаждаемых водой литейных валков 1, которые расположены боком друг к другу с зазором, образованным между ними. Литейные валки 1 прижимаются друг к другу под действием прижимных усилий F, приложенных узлами смещения (не показаны) к концевым опорным элементам 9 валков, которые поддерживают концы валков. Большая часть прижимных усилий, приложенных к литейным валкам для смещения литейных валков друг к другу, уравновешивает ферростатическое давление и прикладывает прижимное усилие для уменьшения вертикальной нагрузки, приложенной к опорным элементам литейных валков.
Литейная машина и способ также могут включать вращающиеся соединения 10 для подачи охлаждающей воды в литейные валки 1 и удаления охлаждающей воды из них, которые прикреплены к литейным валкам 1 на обоих концах валков.
Каждый литейный валок 1 содержит цилиндрическую бочку 11 и полые промежуточные валы 12, которые простираются от двух концов бочек 11 валков. Трубчатая разделительная стенка 13 расположена по центру внутри полой внутренности каждого промежуточного вала 12 и делит это пространство на наружный канал 17 и внутренний по сечению канал 18.
Каждый литейный валок 1 содержит множество каналов 14 для охлаждающей воды, расположенных рядом с поверхностями литейных валков и проходящих через бочки 11 валков в направлении оси вращения литейных валков.
Кроме того, каждый промежуточный вал 12 содержит множество проходящих радиально охлаждающих каналов 15 и 16 в переднем конце промежуточного вала 12, соприкасающемся с бочкой 11 валка. Охлаждающие каналы 15 соединяют наружные каналы 17 промежуточных валов 12 с выбранными охлаждающими каналами 14 в бочках 11 валков рядом с поверхностями литейных валков. Охлаждающие каналы 16 промежуточных валов 12 соединяют внутренние каналы 18 промежуточных валов 12 с остальными охлаждающими каналами 14 в бочках 11 валков.
Как конкретнее показано на фигуре 2, концевые секции промежуточные валов 12 имеют впускные отверстия 19 для впуска охлаждающей воды извне промежуточных валов 12 в наружные каналы 17 в промежуточных валах 12. Концевые секции промежуточных валов 12 также имеют выпускные отверстия 20 для выпуска охлаждающей воды из внутренних каналов 18 промежуточных валов 12 наружу из этих промежуточных валов.
Вращающиеся соединения 10 сцеплены с концевыми секциями промежуточных валов 12.
Как показано далее на фигуре 2, проходящие вниз неподвижные соединительные муфты 21 сообщаются с впускными отверстиями 19, а проходящие вниз неподвижные соединительные муфты 22 сообщаются с выпускными отверстиями 20. Неподвижные соединительные муфты 21, 22 для каждого литейного валка 1 расположены простирающими в основном вертикально и перпендикулярно оси вращения литейного валка 1. Вышеописанная конструкция такова, что поток охлаждающей воды в каждое вращающееся соединение 10 и поток охлаждающей воды из каждого вращающегося соединения 10 проходят в вертикальном направлении в основном вдали от оси вращения литейного валка 1.
Позиционирование вращающихся соединений 10 и неподвижных соединительных муфт 21 и 22 на обоих концах литейных валков 1 таково, что имеет место более сбалансированное распределение массы этих элементов относительно литейных валков 1.
Кроме того, направленный вверх поток охлаждающей воды во вращающиеся соединения 10 прикладывает к литейным валкам 1 направленные вверх усилия и уменьшает сопротивление скольжению концевых опорных элементов 9 валков.
При работе литейной машины охлаждающая вода может протекать в однопроходном или многопроходном канале через каждый литейный валок 1.
Конкретно, в случае двухпроходного канала охлаждающая вода вытекает из вращающегося соединения 10 на одном конце охлаждаемого валка 1 через наружный канал 17 в одном из промежуточных валов 12, в и через канал 15 для охлаждающей воды в промежуточном валу 12 и в канал 14 и затем вдоль канала 14 для охлаждающей воды в бочке 11 валка, в другой канал 14 и затем вдоль другого канала 14 для охлаждающей воды в бочке 11 валка, в и через канал 16 для охлаждающей воды промежуточного вала 12, а затем во внутренний канал 18 и вдоль внутреннего канала 18 в промежуточном валу 12 к выпускному отверстию во вращающемся соединении 10.
Охлаждающая вода проходит подобным образом на другом конце охлаждаемых валков 1, входя и возвращаясь через другое вращающееся соединение 10 охлаждаемого валка 1.
Как показано далее на фигуре 2, шланги 25 для подачи охлаждающей воды соединены с неподвижными соединительными муфтами 21 посредством подвижных соединительных муфт 23, а шланги 26 для выпуска охлаждающей воды соединены с неподвижными соединительными муфтами 22 посредством подвижных соединительных муфт 24.
Подвижные соединительные муфты 23 и 24 установлены на одном скользящем основании 27. Под скользящим основанием 27 расположена подъемная рама 28. Подъемная рама 28 направляется вертикально опорным направляющим подшипником 30, расположенным между подъемной рамой 28 и опорной рамой 29. Скользящее основание 27 направляется в радиальном направлении литейных валков 1 (т.е. параллельно направлению движения концевого опорного элемента 9 валка) направляющими подшипниками 31 прямого действия, которые расположены между скользящим основанием 27 и подъемной рамой 28.
Таким образом, неподвижные соединительные муфты 21 и 22, с которыми соединены подвижные соединительные муфты 23 и 24, перемещаются вместе с концевым опорным элементом 9 валка при сохранении своих положений под литейными валками, и впуск охлаждающей воды во вращающиеся соединения 10 и выпуск охлаждающей воды из вращающихся соединений 10 сохраняются в вертикальном направлении на удалении от центра вращения соответствующего литейного валка 1. Вследствие данной конструкции усилие, возникающее из-за потока охлаждающей воды, действует в осевом направлении вдоль оси вращения каждого литейного валка 1.
Как показано далее на фигуре 2, между подъемной рамой 28 и опорной рамой 29 расположен цилиндр 33 в качестве подъемного механизма. Во время работы цилиндра 33 вес шлангов 25 для подачи охлаждающей воды, шлангов 26 для выпуска охлаждающей воды и подвижных соединительных муфт 23 и 24 поддерживается опорным элементом и не несется литейными валками 1. Следовательно, общая масса литейных валков 1 уменьшена, и сопротивление скольжению концевых опорных элементов 9 валков также уменьшено.
Как показано на фигуре 3, литейная машина содержит приводной электродвигатель 34, который функционально соединен с одним концом каждого литейного валка 1. Функциональное соединение реализуется посредством зубчатого привода 35, универсального шарнирного соединения 36, шпинделя 37 и универсального шарнирного соединения 38. Приводные электродвигатели 34 выполнены с возможностью вращения литейных валков 1.
Каждый шпиндель 37 поддерживается опорным устройством 41 шпинделя, которое расположено на опорной поверхности 40 установки и соединено со шпинделем 37 через подшипник 39, поддерживающий шпиндель 37 в средней его части.
Опорное устройство 41 шпинделя включает в себя скользящую раму 43, имеющую направляющий подшипник 42. Это дает возможность подшипнику 39, который поворачивается относительно универсального шарнирного соединения 36 рядом с зубчатым приводом 35, описывать плавную дугу. Опорное устройство 41 шпинделя также содержит кронштейны 44 и 45, которые связаны со скользящей рамой 43, цилиндр 46 с гильзой, установленной с возможностью поворота на кронштейне 44, и кулисный рычаг 47, на котором основной конец поворачивается относительно другого кронштейна 45, а передний конец поворачивается относительно поршневого штока цилиндра 46.
Опорное устройство 41 шпинделя также содержит подъемный рычаг 48, нижняя концевая часть которого поворачивается относительно средней части в продольном направлении кулисного рычага 47 и верхняя концевая часть которого поворачивается относительно подшипника 39.
Когда цилиндр 46 опорного устройства 41 вала приводится в действие и подшипник 39 перемещается вверх, масса шпинделя 37 поддерживается опорным устройством 41 шпинделя. Следовательно, масса этих элементов не несется литейными валками 1, и сопротивление скольжению концевых опорных элементов 9 валков уменьшено.
Кроме того, подшипник 39 следует за концевыми опорными элементами 9 валков под действием направляющего подшипника 42.
В двухвалковой литейной машине, изображенной на фигурах 1-3, имеет место более сбалансированное распределение массы литейных валков 1, так что центры бочек 11 валков являются центрами тяжести валков 1, и усилие, создаваемое потоком охлаждающей воды, действует в осевом направлении литейных валков 1. Вследствие этого неуравновешенные неконтролируемые усилия и, следовательно, прижимное усилие F, которое необходимо для литейных валков 1, уменьшено и уменьшено сопротивление скольжению концевых опорных элементов 9 валков. Это является благоприятными результатами с точки зрения управления процессом и качества продукта, особенно с точки зрения изготовления полосы заданной толщины.
В дополнение к вышеупомянутому литейная машина может содержать исполнительный механизм, который перемещает скользящее основание 27 вместе с концевыми опорными элементами 9 валков, и исполнительный механизм, который перемещает скользящую раму 43 вдоль направляющего подшипника 42.
В дополнение к вышеупомянутому цилиндры 33 и 46 могут также быть заменены исполнительными механизмами типа электродвигательного привода.
Фигура 4 изображает другой вариант реализации двухвалковой литейной машины и способа изготовления тонкой литой полосы посредством непрерывного литья, причем подобные ссылочные номера используются для подобных элементов, изображенных на фигурах 1-3.
В этой двухвалковой литейной машине и способе вращающиеся соединения 10 предусмотрены только на одном конце литейных валков. Литейная машина может содержать противовес 49 на другом конце каждого литейного валка 1, который предназначен для создания момента, который пропорционален вращающемуся соединению 10 и неподвижным соединительным муфтам 21 и 22.
Эта литейная машина имеет те же преимущества, что и литейная машина, изображенная на фигурах 1-3.
Двухвалковая литейная машина и способ литья тонкой литой полосы посредством непрерывного литья, предусмотренные настоящим изобретением, не ограничиваются вышеописанными вариантами реализации и могут быть модифицированы без отхода от сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ ЛИТЕЙНАЯ МАШИНА И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2012 |
|
RU2605026C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СКАЧКА ТЕМПЕРАТУРЫ В ЛИТОЙ ПОЛОСЕ | 2010 |
|
RU2557379C2 |
| СИСТЕМА УДЕРЖАНИЯ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА ПРИ ЛИТЬЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2022 |
|
RU2826646C2 |
| ЛИТЬЕ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2375145C2 |
| СПОСОБ ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2007 |
|
RU2429103C2 |
| ОТЛИВКА ПОЛОСЫ | 2000 |
|
RU2245755C2 |
| ЛИТАЯ ЛЕНТА С НИЗКОЙ ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2451566C2 |
| ТОНКАЯ ЛИТАЯ ПОЛОСА С КОНТРОЛИРУЕМЫМ СОДЕРЖАНИЕМ МАРГАНЦА И НИЗКИМ СОДЕРЖАНИЕМ КИСЛОРОДА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2464339C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2014 |
|
RU2673267C2 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОЛОСЫ С ПОЗИЦИОНИРОВАНИЕМ ЛИТЕЙНЫХ ВАЛКОВ | 2009 |
|
RU2491149C2 |

Изобретение относится к металлургии, в частности к непрерывному литью. Изготовление тонкой полосы осуществляют в двухвалковой литейной машине, в которой к каждому литейному валку для смещения валков друг к другу осуществляют приложение усилия через опорные элементы литейных валков. Основная часть осевого усилия уравновешивает ферростатическое давление металла на валки. Охлаждающая вода к литейным валкам подводится через вращающиеся соединения, которые прикреплены к одному или обоим концам литейных валков. Вращающиеся соединения выполнены таким образом, что потоки охлаждающей воды, входящие и выходящие из вращающихся соединений, оказывают усилия на литейные валки в основном в направлении вдоль оси вращения литейных валков. Масса шлангов для подачи охлаждающей воды и шпинделей приводного механизма не передается литейным валкам. За счет уменьшения нежелательных неконтролируемых усилий обеспечивается повышение качества литого продукта. 3 н. и 6 з.п. ф-лы, 6 ил.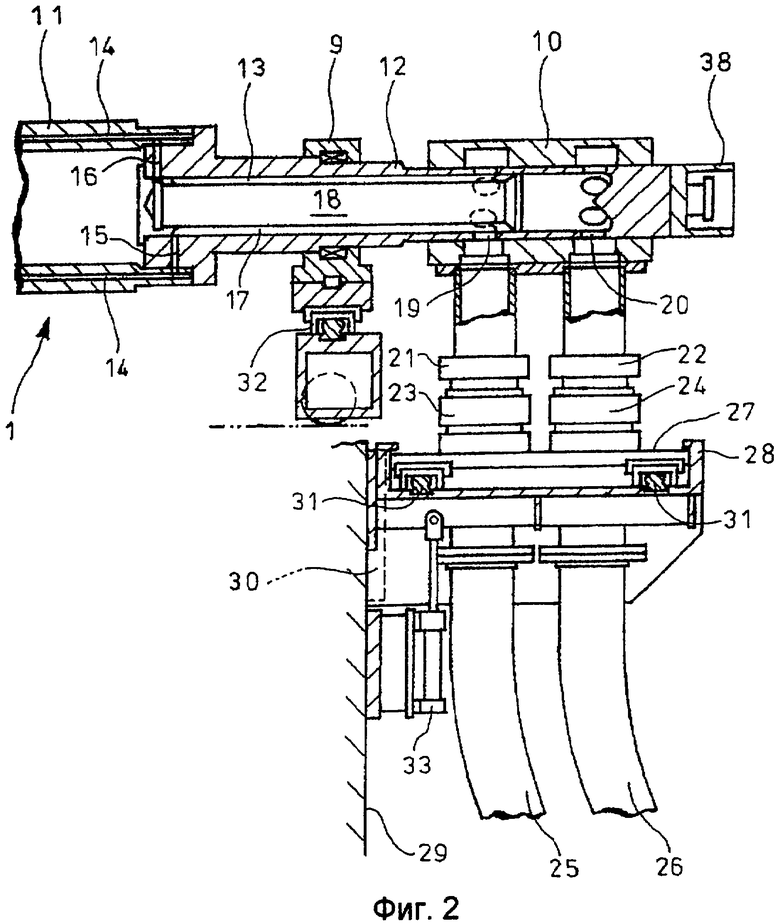
1. Двухвалковая литейная машина, содержащая:
(a) пару охлаждаемых водой литейных валков, расположенных боком друг к другу с образованием зазора между ними и вращающихся в противоположных направлениях вокруг своих осей вращения, причем литейные валки смещаются друг к другу под действием прижимных усилий;
(b) вращающиеся соединения, присоединенные к по меньшей мере одному концу литейных валков и обеспечивающие подачу охлаждающей воды в каналы в литейных валках и удаление охлаждающей воды из каналов в литейных валках, причем вращающиеся соединения каждого литейного валка выполнены таким образом, что поток охлаждающей воды во вращающиеся соединения и поток охлаждающей воды из вращающихся соединений оказывают усилия на литейные валки в основном в направлении вдоль оси вращения литейных валков;
(c) шланги для охлаждающей воды, соединенные с вращающимися соединениями; и
(d) узлы смещения, выполненные с возможностью поддержки шлангов таким образом, что масса шлангов не несется литейными валками.
2. Двухвалковая литейная машина по п.1, в которой вращающиеся соединения присоединены к обоим концам каждого литейного валка.
3. Двухвалковая литейная машина по п.1, в которой вращающиеся соединения присоединены к секциям на одном конце литейных валков, а на другом конце литейных валков закреплены противовесы, которые уравновешивают вращающиеся соединения.
4. Двухвалковая литейная машина по п.1, дополнительно содержащая направляющие, способные направлять шланги в радиальном направлении литейных валков.
5. Двухвалковая литейная машина по п.1, в которой узлы смещения способны прикладывать направленное вертикально вверх усилие к шлангам.
6. Двухвалковая литейная машина по п.1, дополнительно содержащая шпиндели, которые передают вращающий момент от приводного механизма на литейные валки, и узлы смещения, способные прикладывать усилие для поддержания шпинделей таким образом, что масса шпинделей в основном не несется литейными валками.
7. Двухвалковая литейная машина, содержащая:
(a) пару охлаждаемых водой литейных валков, расположенных боком друг к другу с образованием зазора между ними, причем литейные валки смещаются друг к другу; и
(b) шпиндели, передающие вращающий момент от приводного механизма на литейные валки, и узлы смещения, способные поддерживать шпиндели таким образом, что масса шпинделей не несется литейными валками, подшипники, способные поддерживать шпиндели, причем узлы смещения дополнительно способны поддерживать подшипники, и направляющие, способные направлять подшипники во в целом в горизонтальном направлении.
8. Способ изготовления тонкой литой полосы посредством непрерывного литья, включающий:
сборку двухвалковой литейной машины, имеющей пару литейных валков, расположенных боком друг к другу с образованием зазора между упомянутыми литейными валками;
сборку устройства привода для упомянутой двухвалковой литейной машины, способного приводить в движение упомянутые литейные валки в противоположных направлениях вращения;
сборку устройства подачи металла, способного образовывать литейную ванну, поддерживаемую упомянутыми литейными валками над упомянутым зазором, и имеющего боковые пороги рядом с концом зазора для ограничения упомянутой литейной ванны;
введение расплавленного металла между упомянутой парой литейных валков с образованием упомянутой литейной ванны, поддерживаемой на литейных поверхностях упомянутых литейных валков и ограниченной упомянутыми боковыми порогами;
встречное вращение упомянутых литейных валков с образованием затвердевших корочек металла на упомянутых поверхностях упомянутых литейных валков и литой полосы из упомянутых затвердевших корочек посредством упомянутого зазора между упомянутыми литейными валками;
приложение прижимного усилия через опорные элементы литейных валков на каждый литейный валок для смещения литейных валков друг к другу, причем основная часть прижимного усилия предназначена уравновешивать ферростатическое давление;
введение охлаждающей воды через шланги для охлаждающей воды во вращающиеся соединения, присоединенные к по меньшей мере одному концу литейных валков, причем вращающиеся соединения обеспечивают подачу охлаждающей воды в каналы в литейных валках и удаление охлаждающей воды из каналов в литейных валках таким образом, что поток охлаждающей воды во вращающиеся соединения и поток охлаждающей воды из вращающихся соединений оказывают усилия на литейные валки в основном в направлении вдоль оси вращения литейных валков; и
приложение направленного в целом вверх усилия на шланги для охлаждающей воды для уменьшения нагрузок, приложенных на опорные элементы литейных валков шлангами для охлаждающей воды.
9. Способ по п.8, дополнительно включающий:
передачу вращающего момента от приводного механизма через шпиндель на соответствующий литейный валок, и
этап приложения прижимного усилия включает приложение направленного вверх усилия на шпиндель таким образом, что масса шпинделя в основном не несется соответствующим литейным валком.
| US 6698497 B1, 02.03.2004 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 4506727 A, 26.03.1985 | |||
| US 4944342 A, 31.07.1990 | |||
| ОТЛИВКА ПОЛОСЫ | 2000 |
|
RU2245755C2 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

