Область техники
Изобретение касается устройства бокового направления металлической полосы, движущейся по транспортировочному устройству для металлической полосы, включающего в себя изнашиваемые части, а также соответствующего способа.
Уровень техники
Устройства бокового направления металлической полосы, движущейся по транспортировочному устройству для металлической полосы, известны, например, из WO 2015043926 и ЕР 17174195.2. Транспортировочное устройство для металлической полосы может представлять собой, например, чистовую группу клетей. Например, если смотреть в направлении движения полосы, речь может идти об области перед или между прокатными клетями, или об области перед наматывающим устройством. Металлическая полоса направляется сбоку, например, в WO 2015043926 и ЕР 17174195.2 с помощью изнашиваемых частей, которые расположены в модуле основной части. Направление осуществляется путем направляющего контактирования направляемой металлической полосы с изнашиваемой поверхностью изнашиваемой части. У таких устройств бокового направления предпочтительно, когда изнашиваемая часть путем вращения вокруг оси вращения подвергает обусловленному направлением износу от направляемой металлической полосы все новые и новые области.
При направлении металлической полосы с помощью таких изнашиваемых частей на изнашиваемые части действует вращающий момент и сила в направлении направляющей поверхности модуля основной части. Это приводит к обусловленному нагрузкой износу и может вызывать повышенную потребность в замене.
Замена изношенных изнашиваемых частей часто осуществляется путем установки новых изнашиваемых частей на валу изнашиваемой части, который используется для вращения вокруг оси вращения. Это приводит к затратам времени, так как у каждой изнашиваемой части должны сначала разъединяться, а потом, после замены изнашиваемой части, снова крепиться соединения между изнашиваемой частью и соответствующим валом изнашиваемой части. Так как в устройстве для бокового направления имеется множество изнашиваемых пластин, затрата времени в целом может быть значительной.
Краткое изложение изобретения
Техническая задача
Задачей настоящего изобретения является представить устройство бокового направления металлической полосы, движущейся по транспортировочному устройству для металлической полосы, у которого снижена потребность в замене, а также способ его эксплуатации.
Техническое решение
Эта задача решается с помощью устройства бокового направления металлической полосы, движущейся по транспортировочному устройству для металлической полосы, включающего в себя по меньшей мере один модуль основной части, имеющий направляющую поверхность, а также по меньшей мере одну изнашиваемую часть, имеющую изнашиваемую поверхность для направляющего контактирования с направляемой металлической полосой, причем эта изнашиваемая часть обладает возможностью вращения вокруг оси вращения, располагающейся перпендикулярно направляющей поверхности, отличающегося тем, что имеется по меньшей мере один несущий элемент, при этом изнашиваемая часть установлена на несущем элементе, или изнашиваемая часть включает в себя несущий элемент, и несущий элемент оперт в модуле основной части с возможностью смещения в направлении оси вращения и с возможностью вращения. Несущий элемент может быть оперт в модуле основной части непосредственно или опосредованно, то есть в другом конструктивном элементе, который расположен в модуле основной части.
Несущий элемент может представлять собой, например, вал, имеющий круглое или иное поперечное сечение, приводы вращения для вращения изнашиваемой части.
Транспортировочное устройство для металлической полосы может представлять собой, например, чистовую группу клетей. Например, если смотреть в направлении движения полосы, речь может идти об области перед или между прокатными клетями, или об области перед наматывающим устройством.
Эта группа чистовых клетей может представлять собой группу клетей для горячей прокатки полосы или другой тип прокатного стана для изготовления металлической полосы. Металлическая полоса может представлять собой горячекатаную металлическую полосу. Металлическая полоса может представлять собой, например, стальную полосу или алюминиевую полосу.
В отношении пояснений по модулю основной части, имеющему направляющую поверхность, а также по меньшей мере одну изнашиваемую часть, имеющую изнашиваемую поверхность для направляющего контактирования с направляемой металлической полосой, причем это изнашиваемая часть обладает возможностью вращения вокруг оси вращения, располагающейся перпендикулярно направляющей поверхности, ссылаемся на раскрытие WO 2015043926 и ЕР 17174195.2, раскрытия которых тоже включены в настоящую заявку.
Изнашиваемая часть установлена с возможностью вращения вокруг оси вращения, располагающейся перпендикулярно направляющей поверхности; эта ось вращения проходит, например, через вал изнашиваемой части, через который направляется сила вращения, например, от привода вращения к изнашиваемой части. Сюда включены также незначительные отклонения от перпендикулярного расположения, то есть положение направляющей поверхности и оси вращения следует понимать как по существу перпендикулярное.
Предпочтительные эффекты изобретения
Посредством смещающегося несущего элемента может изменяться положение изнашиваемой части относительно направляющей поверхности. Это может использоваться для продления времени эксплуатации изнашиваемой части. Изнашиваемая часть, изнашиваемая поверхность которой уже истерта на поверхности, сдвигается, например, на изношенный отрезок. Пока еще на изнашиваемой поверхности имеется изнашиваемый материал, этот процесс может повторяться. Поэтому замена изнашиваемых частей должна осуществляться только позднее, чем при традиционном способе эксплуатации, при котором положение изнашиваемой части относительно направляющей поверхности не может изменяться путем смещения. Пока потребуется замена, может изнашиваться больше материала изнашиваемой поверхности. Перестановка путем смещения несущего элемента может осуществляться, например, вручную, механически и/или гидравлически.
Предпочтительно в устройстве для бокового направления металлической полосы, движущейся по транспортировочному устройству для металлической полосы, имеется по меньшей мере одно перестановочное устройство для смещения несущего элемента. Предпочтительно это гидравлическое перестановочное устройство.
Несущий элемент может быть частью перестановочного устройства; например, поршнем цилиндра у гидравлического перестановочного устройства.
Предпочтительно в устройстве для бокового направления металлической полосы, движущейся по транспортировочному устройству для металлической полосы, имеется также устройство для измерения силы, действующей при боковом направлении со стороны металлической полосы на изнашиваемую часть и/или со стороны изнашиваемой части на металлическую полосу.
Измерение силы позволяет определять, благоприятно ли смещение с целью приближения изнашиваемой поверхности к кромке металлической полосы или удаления. Измерение силы осуществляется, например, посредством давления, действующего в гидравлических цилиндрах.
Предпочтительно имеется устройство для регулирования силы, действующей при боковом направлении со стороны металлической полосы на изнашиваемую часть и/или со стороны изнашиваемой части на металлическую полосу. Благодаря этому направляющая сила и степень износа вследствие контакта могут регулироваться.
Предпочтительно гидравлическое перестановочное устройство для смещения несущего элемента включает в себя по меньшей мере один гидравлический цилиндр и устройство для измерения и/или регулирования хода его цилиндра. По сравнению с чисто механическим перестановочным устройством, которое, в принципе, также возможно, гидравлическое перестановочное устройство проще в обращении, и, что касается настройки сил, действующих со стороны изнашиваемой части на металлическую полосу, дает более простые возможности настройки и направление полосы, регулируемое посредством силы и давления. При дополнении такого устройства с получением возможности чисто механической перестановки там также становится возможным направление полосы, регулируемое посредством силы и давления.
Предпочтительно перестановочное устройство оперто на модуль основной части. В этом случае силы, действующие со стороны металлической полосы на изнашиваемую часть и/или со стороны изнашиваемой части на металлическую полосу, в итоге передаются в модуль основной части.
Предпочтительно имеется перестановочное устройство для смещения модуля основной части. Тогда положение изнашиваемой части относительно направляющей поверхности может также изменяться посредством смещения модуля основной части.
Предпочтительно гидравлическое перестановочное устройство для смещения модуля основной части включает в себя по меньшей мере один гидравлический цилиндр, и при необходимости устройство для измерения и/или регулирования хода его цилиндра. По сравнению с чисто механическим перестановочным устройством, которое, в принципе, также возможно, гидравлическое перестановочное устройство проще в обращении, и, что касается настройки сил, действующих со стороны изнашиваемой части на металлическую полосу, дает более простые возможности настройки и направление полосы, регулируемое посредством силы и давления.
Предпочтительно обладающая возможностью вращения вокруг оси вращения изнашиваемая часть может вращаться во множество положений вращения, при этом изнашиваемая поверхность во всех положениях вращения по существу параллельна направляющей поверхности, и направляющая поверхность модуля основной части располагается по существу ортогонально к направлению перемещения направляемой металлической полосы. При этом изнашиваемая поверхность является поверхностью, предусмотренной для направления. Это может быть какая-либо поверхность, не направлявшая и не изнашивавшаяся ранее. Это может быть также поверхность, которая уже истерта вследствие произошедшего ранее износа и вновь используется для направления. Предпочтительно изнашиваемая часть представляет собой, предпочтительно круглый, диск, имеющий плоскую изнашиваемую поверхность.
Другим объектом настоящей заявки является способ бокового направления металлических полос, движущихся по транспортировочному устройству для металлической полосы, включающий в себя по меньшей мере один модуль основной части, имеющий направляющую поверхность, а также по меньшей мере одну изнашиваемую часть, имеющую изнашиваемую поверхность для направляющего контактирования с направляемой металлической полосой, причем эта изнашиваемая часть обладает возможностью вращения вокруг оси вращения, располагающейся перпендикулярно направляющей поверхности, отличающийся тем, что положение изнашиваемой части относительно направляющей поверхности изменяется путем смещения несущего элемента, на котором установлена изнашиваемая часть или который включает в себя изнашиваемая часть, до направляющего контактирования с первой металлической полосой и/или во время направляющего контактирования с первой металлической полосой, и/или в период времени после направляющего контактирования с первой металлической полосой и до направляющего контактирования со второй металлической полосой.
С его помощью может эксплуатироваться предлагаемое изобретением устройство для бокового направления металлической полосы, движущейся по транспортировочному устройству для металлической полосы.
В соответствии с изобретением положение изнашиваемой части относительно направляющей поверхности изменяется путем смещения несущего элемента, на котором установлена изнашиваемая часть или который включает в себя изнашиваемая часть. Изменение ранее существующего состояния может осуществляться, прежде чем первая металлическая полоса входит в направляющее устройство, например, потому что ранее существующее состояние было выбрано для металлических полос, имеющих другие размеры. Изменение может также осуществляться во время направляющего контактирования с первой металлической полосой, например, потому что обнаруживаются факты, которые заставляют считать перестановку целесообразной. Изменение может также осуществляться после направляющего контактирования с первой металлической полосой и до направляющего контактирования со второй металлической полосой, например, потому что первая металлическая полоса имеет другие размеры, или было обнаружено, что приближение к кромке металлической полосы благоприятно для более правильного направления.
Этот предлагаемый изобретением способ дает возможность продлевать время применения изнашиваемых частей и снижать потребность в замене.
Предпочтительно положение изнашиваемой части относительно направляющей поверхности выбирается в зависимости от величины силы, которая действует со стороны металлической полосы на изнашиваемую часть и/или со стороны изнашиваемой части на металлическую полосу, или ожидается для следующей металлической полосы. Это позволяет контролировать степень износа и обеспечивать хорошее направление. Этот предлагаемый изобретением способ дает возможность продлевать время применения изнашиваемых частей и снижать потребность в замене.
Предпочтительно положение модуля основной части изменяется путем смещения модуля основной части во время направляющего контактирования с металлической полосой или в период времени после направляющего контактирования с первой металлической полосой и до направляющего контактирования со следующей металлической полосой.
Этот предлагаемый изобретением способ дает возможность продлевать время применения изнашиваемых частей и снижать потребность в замене.
Предпочтительно по меньшей мере одна изнашиваемая часть для направления посредством гидравлического перестановочного устройства, опертого на модуль основной части, регулируемым посредством давления образом приставляется к металлической полосе. Это позволяет контролировать величину направляющей силы во время направления полосы и получать возможность контролируемого направления.
Краткое описание чертежей
Ниже настоящее изобретение описывается в качестве примера с помощью нескольких схематичных фигур.
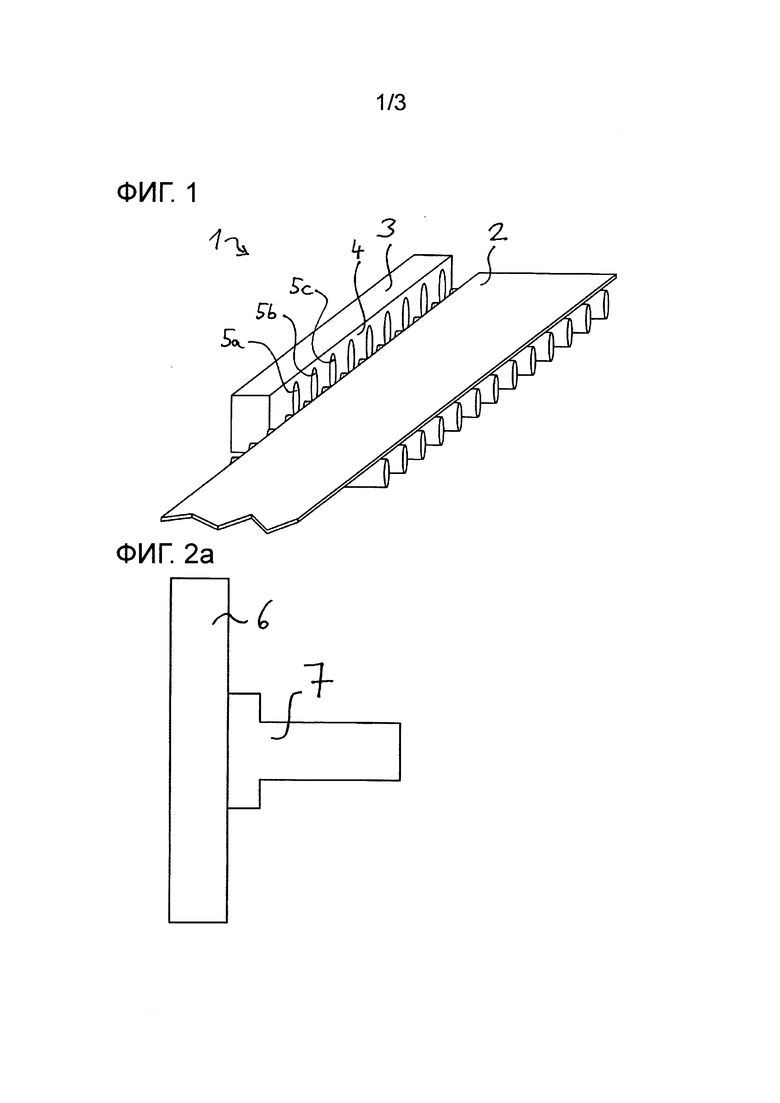
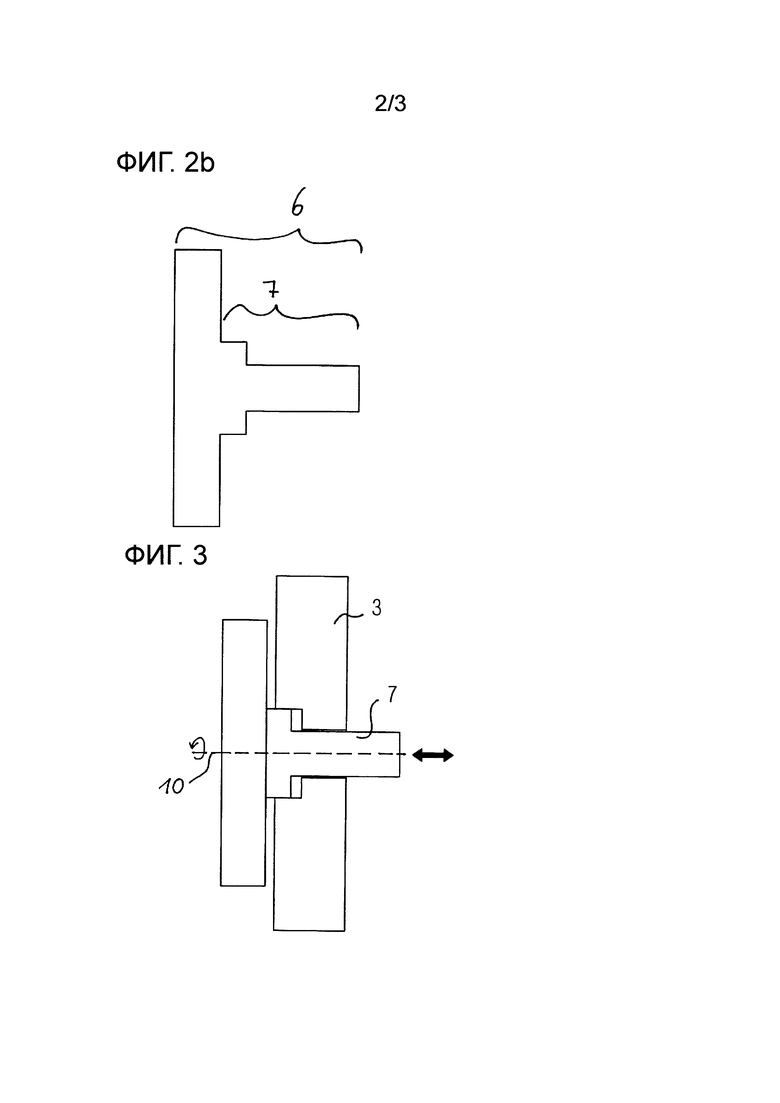
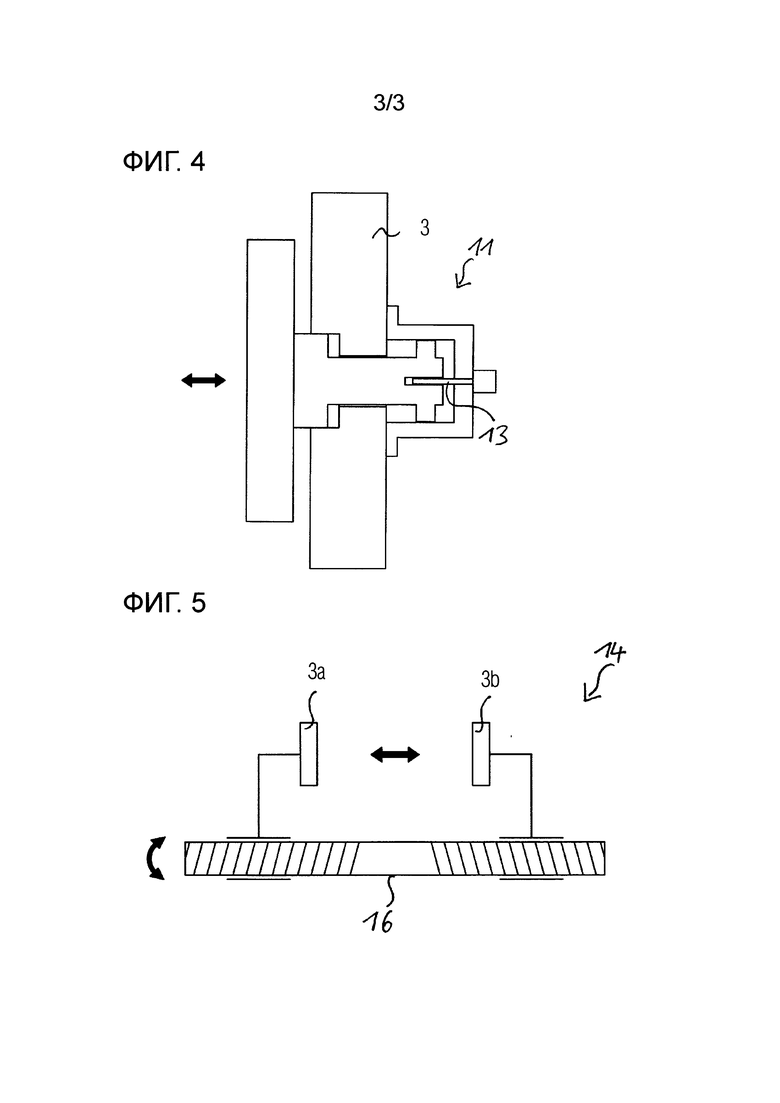
На фиг. 1 показан вид наискосок фрагмента устройства бокового направления. На фиг. 2а и 2b показаны варианты осуществления изнашиваемой части и несущего элемента. На фиг. 3 и 4 показаны варианты осуществления смещающейся опоры несущего элемента. На фиг. 5 схематично показан принцип действия механического перестановочного устройства.
Описание вариантов осуществления
Примеры
На фиг. 1 схематично на виде наискосок показан фрагмент устройства 1 для бокового направления. Показана металлическая полоса 2, которая движется по рольгангу. Модуль 3 основной части имеет направляющую поверхность 4, а также несколько изнашиваемых частей, у которых изображены только изнашиваемые поверхности 5а, 5b, 5с. Изнашиваемые части обладает возможностью вращения вокруг осей вращения, располагающихся перпендикулярно направляющей поверхности. Изнашиваемые поверхности предпочтительно плоские, как изложено в WO 2015043926 и ЕР 17174195.2.
На фиг. 2а схематично показана изнашиваемая часть 6, на которой установлен несущий элемент 7. На фиг. 2b на изображении, аналогичном фиг. 2а, схематично показана изнашиваемая часть 6, которая включает в себя несущий элемент 7.
На фиг. 3 на изображении, аналогичном фиг. 2а, показано, как несущий элемент 7 может смещаться в модуле 3 основной части в направлении оси вращения, обозначенном двойной стрелкой. Ось 10 вращения, вокруг которой может вращаться изнашиваемая часть, проходит через несущий элемент 7. Несущий элемент 7 оперт с возможностью вращения в модуле основной части.
На фиг. 4, по образцу фиг. 3, показано, что имеется гидравлическое перестановочное устройство 11 для смещения несущего элемента. Оно оперто на модуль 3 основной части. Также показано опционально имеющееся устройство для измерения и/или регулирования хода 13 цилиндра. Изображение опционально имеющихся устройств для направления полосы, регулируемого посредством силы и давления, таких как, например, клапанные узлы, было опущено для лучшей наглядности.
На фиг. 5 схематично показано механическое перестановочное устройство 14 для смещения модулей 3a, 3b основной части. Посредством ходового винта 16 эти два модуля 3a, 3b основной части размещаются друг относительно друга, что обозначено двойной стрелкой.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут выводиться отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Устройство для бокового направления
2 Металлическая полоса
3, 3a, 3b Модуль основной части
4 Направляющая поверхность
5а, 5b, 5с Изнашиваемые поверхности
6 Изнашиваемая часть
7 Несущий элемент
10 Ось вращения
11 Перестановочное устройство для смещения несущего элемента
13 Устройство для измерения и/или регулирования хода цилиндра
14 Перестановочное устройство для смещения модулей основной части
16 Ходовой винт
СПИСОК ПРИВЕДЕННЫХ ПУБЛИКАЦИЙ
Патентная литература
WO 2015043926
ЕР 17174195.2
Изобретение касается устройства бокового направления металлической полосы, движущейся по транспортировочному устройству. Устройство (1) включает в себя по меньшей мере один модуль (3) основной части, имеющий направляющую поверхность (4), а также по меньшей мере одну изнашиваемую часть, имеющую изнашиваемую поверхность (5a, 5b, 5c) для направляющего контактирования с направляемой металлической полосой (2). Изнашиваемая часть (6) установлена на несущем элементе (7), или изнашиваемая часть (6) включает в себя несущий элемент (7). Несущий элемент (7) оперт в модуле (3) основной части с возможностью смещения в направлении оси (10) вращения и с возможностью вращения. До или во время бокового направления металлических полос, движущихся по транспортировочному устройству для металлической полосы, положение изнашиваемой части относительно направляющей поверхности (4) изменяется путем смещения несущего элемента (7) до направляющего контактирования с первой металлической полосой и/или во время направляющего контактирования с первой металлической полосой. Технический результат: снижение потребности в замене изнашиваемой части путем изменения положения изнашиваемой части относительно направляющей поверхности. 2 н. и 11 з.п. ф-лы, 6 ил.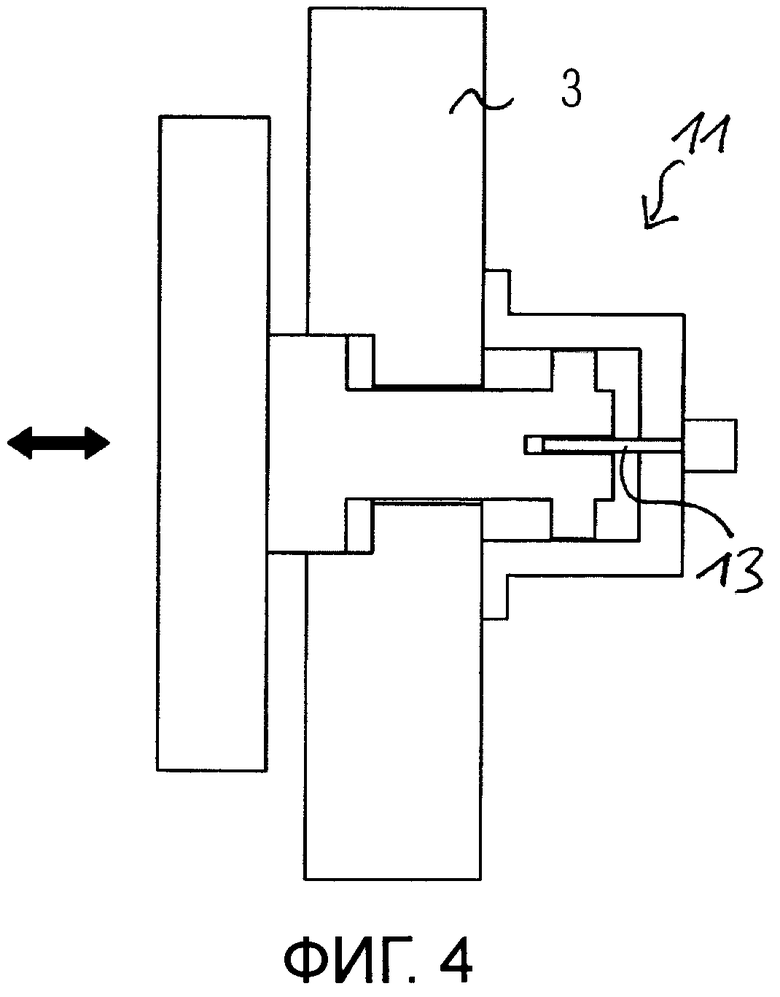
1. Устройство бокового направления (1) металлической полосы (2), движущейся по транспортировочному устройству для металлической полосы, включающее в себя по меньшей мере один модуль (3) основной части, имеющий направляющую поверхность (4), а также по меньшей мере одну изнашиваемую часть, имеющую изнашиваемую поверхность (5а, 5b, 5c) для направляющего контактирования с направляемой металлической полосой (2), причем эта изнашиваемая часть выполнена с возможностью вращения вокруг оси (10) вращения, располагающейся перпендикулярно направляющей поверхности (4),
отличающееся тем, что
имеется по меньшей мере один несущий элемент (7), при этом изнашиваемая часть (6) установлена на несущем элементе (7) или изнашиваемая часть (6) включает в себя несущий элемент (7), и несущий элемент (7) оперт в модуле (3) основной части с возможностью смещения и с возможностью вращения в направлении оси (10) вращения.
2. Устройство по п. 1, отличающееся тем, что имеется по меньшей мере одно перестановочное устройство (11) для смещения несущего элемента (7).
3. Устройство по п. 2, отличающееся тем, что перестановочное устройство является гидравлическим перестановочным устройством.
4. Устройство по любому из пп. 2, 3, отличающееся тем, что имеется устройство для измерения силы, действующей при боковом направлении со стороны металлической полосы (2) на изнашиваемую часть (6) и/или со стороны изнашиваемой части (6) на металлическую полосу (2).
5. Устройство по любому из пп. 2-4, отличающееся тем, что имеется устройство для регулирования силы, действующей при боковом направлении со стороны металлической полосы (2) на изнашиваемую часть (6) и/или со стороны изнашиваемой части (6) на металлическую полосу (2).
6. Устройство по п. 3, отличающееся тем, что гидравлическое перестановочное устройство имеет по меньшей мере один гидравлический цилиндр, и предусмотрено устройство для измерения и/или регулирования хода (13) его цилиндра.
7. Устройство по любому из пп. 2-6, отличающееся тем, что перестановочное устройство оперто на модуль (3) основной части.
8. Устройство по любому из пп. 1-7, отличающееся тем, что имеется перестановочное устройство для смещения модулей (3a, 3b) основной части.
9. Устройство по любому из пп. 1-8, отличающееся тем, что обладающая возможностью вращения вокруг оси (10) вращения изнашиваемая часть может вращаться во множество положений вращения, при этом изнашиваемая поверхность во всех положениях вращения по существу параллельна направляющей поверхности, при этом направляющая поверхность модуля основной части располагается по существу ортогонально к направлению перемещения направляемой металлической полосы.
10. Способ бокового направления металлической полосы, для металлических полос, движущихся по транспортировочному устройству для металлической полосы, включающий в себя по меньшей мере один модуль (3) основной части, имеющий направляющую поверхность (4), а также по меньшей мере одну изнашиваемую часть, имеющую изнашиваемую поверхность для направляющего контактирования с направляемой металлической полосой (2), при этом изнашиваемая часть обладает возможностью вращения вокруг оси (10) вращения, располагающейся перпендикулярно направляющей поверхности (4),
отличающийся тем,
что положение изнашиваемой части относительно направляющей поверхности (4) изменяют путем смещения несущего элемента (7), на котором установлена изнашиваемая часть (6) или который включает в себя изнашиваемую часть (6),
до направляющего контактирования с первой металлической полосой и/или во время направляющего контактирования с первой металлической полосой,
и/или в период времени после направляющего контактирования с первой металлической полосой и до направляющего контактирования со второй металлической полосой.
11. Способ по п. 10, отличающийся тем, что положение изнашиваемой части относительно направляющей поверхности выбирается в зависимости от величины силы, которая действует со стороны металлической полосы на изнашиваемую часть и/или со стороны изнашиваемой части на металлическую полосу, или ожидается для следующей металлической полосы.
12. Способ по п. 10 или 11, отличающийся тем, что положение модуля основной части изменяется путем смещения модуля основной части, во время направляющего контактирования с металлической полосой или в период времени после направляющего контактирования с первой металлической полосой и до направляющего контактирования со следующей металлической полосой.
13. Способ по любому из пп. 10-12, отличающийся тем, что по меньшей мере одна изнашиваемая часть для направления посредством гидравлического перестановочного устройства, опертого на модуль основной части, регулируемым посредством давления образом приставляется к металлической полосе.
| WO 2015043926 A1, 02.04.2015 | |||
| РЕГУЛИРОВАНИЕ БОКОВОЙ НАПРАВЛЯЮЩЕЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2524485C2 |
| РЕГУЛИРОВАНИЕ БОКОВЫХ НАПРАВЛЯЮЩИХ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2501616C1 |
| US 5687603 A, 18.11.1997 | |||
| ПРОИЗВОДНЫЕ ПИРИДОПИРИМИДИНОНА И ИХ ИСПОЛЬЗОВАНИЕ В КАЧЕСТВЕ МОДУЛЯТОРОВ РЕЦЕПТОРА АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2021 |
|
RU2818954C1 |
| DE 1427923 A1, 23.01.1969. | |||

