Изобретение относится к устройству для боковой проводки движущейся по транспортирующему устройству металлической полосы, включающему в себя по меньшей мере один модуль основания по существу с вертикальной направляющей поверхностью.
При изготовлении металлических полос они проводятся транспортирующими устройствами, например рольгангами, к обрабатывающим машинам, например моталкам, где они наматываются. При этом необходимо подвергать металлические полосы боковой проводке. Это необходимо особенно до начала намотки, чтобы для достижения равномерной боковой поверхности поддерживать как можно меньшим смещение отдельных витков намотанной полосы. Устройства для боковой проводки называются, например, направляющими линейками или входными линейками. Кромки движущейся металлической полосы, на которые воздействуют устройства для боковой проводки, вызывают на закрепленных на направляющих линейках или входных линейках изнашивающихся планках или их изнашивающихся поверхностях сильный износ. Направляемые с большими боковыми усилиями кромки полосы врезаются, особенно в случае тонких полос, с искрением в эти изнашивающиеся планки по всей длине полосы, которая может составлять более 2000 м. Поэтому изнашивающиеся поверхности изнашивающихся планок в зависимости от программы производства приходится обновлять еженедельно по несколько раз.
Известно, что для уменьшения затрат не всегда заменяются все изнашивающиеся планки направляющих линеек, а, например, за счет сдвига изнашивающихся планок врезающейся полосе предоставляются новые направляющие поверхности; это описано, например, в DE1427923. При этом недостаток в том, что, в конце концов, всегда приходится заменять сложные и дорогие в изготовлении направляющие линейки. Кроме того, существует опасность того, что при изменении расстояния зазор между роликами рольганга и направляющей линейкой примет такие размеры, которые смогут вызвать неправильную проводку металлической полосы, такую как заправка или скапливание.
В одном варианте этой стратегии в DE69408332Т2 предложено предусмотреть выступающие из внутренних, обращенных к металлической полосе ограничительных поверхностей направляющих линеек участки, которые могут сдвигаться в целях предоставления новых зон для износа. При этом недостаток в том, что при заправке начала металлической полосы существует опасность того, что, прежде всего, в случае тонких полос, кромки головной части полосы застрянут на выступающих участках, повреждая, таким образом, металлическую полосу.
Во избежание заправки тонких полос между роликами рольганга межосевые расстояния роликов рольганга обычно поддерживаются, насколько возможно, минимальными, поэтому выступающие участки очень узкие, и, тем самым, направляющие длины отдельных выступающих участков очень короткие. От промежуточных столов, которые увеличили бы межосевое расстояние роликов рольганга и направляющие длины, в большинстве случаев можно отказаться, чтобы избежать заправки головной части полосы и не повредить окончательно прокатанную нижнюю сторону полосы.
В US2818954 предложено предусмотреть для проводки большое число расположенных под углом к направлению транспортировки направляющих дисков. Прокручивая эти направляющие диски, можно предоставить для износа новые зоны.
Одна известная мера предотвращения врезных бороздок предусматривает, чтобы вращающиеся вокруг расположенных перпендикулярно направлению движения металлической полосы осей ролики выступали из внутренних, обращенных к металлической полосе ограничительных поверхностей направляющих линеек. Обкатывание по таким направляющим роликам уменьшает их износ и не позволяет образоваться сплошным бороздкам. Однако при использовании таких роликов для боковой проводки с утончающимися металлическими полосами возрастает опасность того, что их края буду повреждены направляющими роликами; поэтому использование таких направляющих линеек возможно только для ограниченных толщин металлических полос. Кроме того, также здесь кромки головной части полосы могут застрять на выступающих направляющих роликах.
В JP05161917 предложено во избежание повреждения металлической полосы использовать «umbrella-like-rolls» для проводки в «side-guide», которые посредством потока жидкости поддерживаются в постоянном вращательном движении.
Задачей настоящего изобретения является создание устройства и способа эксплуатации устройства, который позволил бы уменьшить затраты на замену изношенных частей и без названных недостатков подходил бы для всех толщин металлических полос.
Эта задача решается посредством устройства для боковой проводки движущейся по транспортирующему устройству металлической полосы, включающего в себя по меньшей мере один модуль основания по существу с вертикальной направляющей поверхностью, отличающегося тем, что имеется по меньшей мере одно контролируемо вращаемое в нескольких определенных положениях вращения изнашивающееся тело с изнашивающейся поверхностью, и изнашивающаяся поверхность является по существу плоской и во всех определенных положениях вращения параллельна направляющей плоскости.
Транспортирующим устройством для металлической полосы является, например, рольганг, например рольганг моталки для полосы. Транспортирующая плоскость транспортирующего устройства для металлической полосы ориентирована, как правило по существу горизонтально.
Металлической полосой является, например, стальная полоса или алюминиевая полоса.
Модулем основания с направляющей плоскостью является, например, так называемая направляющая линейка или входная линейка, которая имеет подходящую для проводки металлической полосы поверхность – направляющую плоскость. Она может быть образована, например, одной или несколькими, закрепленными на опорном теле изнашивающимися плитами; опорные тела и изнашивающаяся плита (плиты) образуют тогда сообща модуль основания. Устройство для боковой проводки может включать в себя один модуль основания или несколько модулей основания, например два модуля основания, для проводки с одной стороны металлической полосы соответственно одного. Направляющая плоскость служит для боковой проводки металлической полосы посредством контакта со сторонами металлической полосы. Она ограничивает свободу подвижности металлической полосы в своем направлении, благодаря чему металлическая полоса направляется сбоку. Направляющая плоскость ориентирована по существу вертикально.
Помимо модуля основания, устройство для боковой проводки включает в себя также, по меньшей мере, одно изнашивающееся тело с изнашивающейся поверхностью. Изнашивающимся телом является тело, которое вследствие проводки металлической полосы подвержено износу, а именно в зоне, называемой изнашивающейся поверхностью. Изнашивающимся телом является иное тело, нежели модуль основания, однако может быть помещено в модуль основания или закреплено на нем. Изнашивающееся тело имеет, по меньшей мере, одну изнашивающуюся поверхность; при проводке металлической полосы она обращена к металлической полосе и изнашивается за счет контакта с металлической полосой в ходе боковой проводки металлической полосы. Металлическая полоса врезается в изнашивающееся тело, например в случае горячекатаной стальной полосы, которая должна направляться с температурой около 600° и со скоростью около 60 км/ч, что, в принципе, является желаемым эффектом, поскольку врезные контуры усиливают направляющий эффект металлической полосы. Согласно одному варианту, материал изнашивающегося тела или, по меньшей мере, его изнашивающейся поверхности должен быть выбран в отношении своей твердости так, чтобы, с одной стороны, способствовать врезанию улучающих проводку контуров, а, с другой стороны, поддерживать в приемлемой степени интервалы замены. Согласно одному варианту, по меньшей мере, одно изнашивающееся тело содержит, по меньшей мере, один материал-основу с покрытием.
Например, материал-основа может иметь поверхностное покрытие, например керамическое, порошковое, наплавленное, например материалом, более износостойким, чем материал-основа. На материале-основе может быть размещена также пластина из материала, отличающегося, при необходимости, от материала-основы, например путем привинчивания.
В зависимости от желаемой пользы покрытие, например поверхностное покрытие, может быть на изнашивающемся теле везде одинаковым или посегментно разным. Согласно одному варианту, изнашивающиеся тела являются симметричными таким образом, что они после износа одной стороны могут быть просто перевернуты и, тем самым, другая, выполненная такой же сторона обращена к металлической полосе и изнашивается.
В неизношенном состоянии изнашивающаяся поверхность по существу плоская. Под этим подразумевается то, что изнашивающееся тело на изнашивающейся поверхности также изначально, т.е. перед пуском в работу, может иметь в неизношенном новом состоянии направляющие контуры для проводки металлической полосы, которые за счет врезания металлической полосы во время работы еще больше углубляются. Однако она в неизношенном состоянии выполнена плоской без таких направляющих контуров. Изнашивающаяся поверхность является зоной изнашивающегося тела, которая при работе предусмотрена для проводки металлической полосы. Разумеется, так называемое изнашивающееся тело может иметь также зоны, которые при работе не будут вступать в контакт с металлической полосой, например вследствие своего удаления от pass-line рольганга или от плоскости, образованной верхней кромкой роликов рольганга.
Изнашивающееся тело может иметь сбоку также фаску во избежание застревания металлической полосы на краю изнашивающегося тела, если изнашивающимся телом является диск, т.е., например, между боковой поверхностью и основной поверхностью диска.
Изнашивающееся тело может иметь предпочтительно вне боковой поверхности направляющие возвышения. На практике оказалось, что металлические полосы могут быть склонны к приподнятию на изнашивающихся телах, т.е. к увеличению своего расстояния от самого нижнего конца изнашивающегося тела. Чтобы избежать такого нежелательного приподнятия, на изнашивающемся теле могут быть предусмотрены направляющие возвышения, которые препятствуют приподнятию и сходу с предусмотренной на изнашивающемся теле изнашивающейся поверхности и, при определенных условиях, отклоняют металлическую полосу снова вниз.
Такими направляющими возвышениями могут быть, например, дискретные возвышения из поверхности изнашивающегося тела, лежащей в одной плоскости с изнашивающейся поверхностью, т.е. отделенные друг от друга отдельные возвышения из плоскости. Или же изнашивающееся тело выполнено таким образом, что на одном краю изнашивающейся поверхности рядом с изнашивающейся поверхностью имеется возвышение относительно плоскости изнашивающейся поверхности, причем это возвышение имеется либо на всем этом краю, либо имеет разрывы, т.е. имеется лишь частично на краю. При этом возвышение выполнено преимущественно таким образом, что оно поднимается до определенной высоты из плоскости изнашивающейся поверхности не резко, а ее высота возрастает по мере увеличения расстояния от края изнашивающейся поверхности и называется скосом набегания.
Направляющее возвышение, особенно такой скос набегания, сужает при работе боковое место для металлической полосы. Сужение оказывает сопротивление приподнятию металлической полосы.
Изнашивающееся тело контролируемым образом может вращаться в несколько определенных положений вращения. Оно может занимать, следовательно, по меньшей мере, два определенных положения вращения, между которыми оператор может целенаправленно выбирать и соответственно контролируемым образом управлять вращением и/или регулировать его.
Предпочтительно имеются несколько изнашивающихся тел. За счет этой проводки может в возрастающей степени осуществляться за счет изнашивающихся тел. Предпочтительно все изнашивающиеся тела выполнены, согласно изобретению. За счет этого из связанных с предложенным устройством преимуществ извлекается максимальная польза.
По сравнению с US2818954 с расположенными под углом к направлению транспортировки направляющими дисками с помощью предложенного устройства можно за счет по существу плоской и параллельной направляющей плоскости изнашивающейся поверхности реализовать большую направляющую длину для металлической полосы. Благодаря этому возникает меньшее удельное давление, что, с одной стороны, означает уменьшение опасности повреждения кромки металлической полосы, и поэтому могут обрабатываться более тонкие полосы. С другой стороны, благодаря этому возникает меньший износ изнашивающихся тел, что приводит к увеличению срока службы и меньшей потребности в замене; на практике, например, интервал замены возрастает в шесть раз.
По сравнению с JP05161917 с вращающимися роликами предложенное занятие определенных положений вращения приводит к улучшению направляющей функции за счет врезания металлической полосы в изнашивающееся тело и улучшению распределения износа по различным зонам. Благодаря этому можно обрабатывать, например, сравнительно более тонкие металлические полосы.
Преимущественно изнашивающиеся тела могут заменяться, так что при чрезмерном износе этих деталей их можно легко заменить. Более трудоемкая по сравнению с этим замена модулей основания или частей модулей основания, например изнашивающихся плит, требуется реже. Это экономит затраты труда и расходы при техобслуживании устройства для боковой проводки.
Согласно одному варианту, имеются несколько вращаемых в несколько определенных положений изнашивающихся тел с изнашивающейся поверхностью, и, по меньшей мере, одно из этих изнашивающихся тел может вращаться независимо от других изнашивающихся тел. За счет этого при предоставлении новых зон можно принять во внимание степень износа отдельных изнашивающихся тел и по необходимости по отдельности вращать их. Это может дополнительно снизить затраты на обновление полностью изношенных тел.
Согласно одному варианту, имеются несколько вращаемых в несколько определенных положений изнашивающихся тел с изнашивающейся поверхностью, и, по меньшей мере, одно из этих изнашивающихся тел может вращаться независимо от других изнашивающихся тел. За счет этого при предоставлении новых зон можно принять во внимание степень износа групп, по меньшей мере, из двух изнашивающихся тел и по необходимости по отдельности вращать такие группы. Это может дополнительно снизить затраты на обновление полностью изношенных тел.
Изнашивающееся тело может вращаться вокруг оси вращения. Если износ одного участка изнашивающейся поверхности изнашивающегося тела превышает приемлемую степень, то изнашивающееся тело можно вращать вокруг оси вращения, в результате чего еще неизношенный участок будет обращен к кромке металлической полосы и изнашиваться ею. За счет многократного контролируемого вращения можно уменьшить необходимость замены изнашивающейся поверхности или изнашивающегося тела, поскольку к кромке металлической полосы будут обращены всегда новые, еще неизношенные участки.
Предпочтительно изнашивающееся тело по отношению к своей периферии, если смотреть в направлении оси вращения, выполнено по существу осесимметричным, особенно предпочтительно вращательно-симметричным. Под этим подразумевается то, что изнашивающееся тело имеет на своем краю выемки, которые местами прерывают такую периферию.
У осесимметричных изнашивающихся тел это имеет то преимущество, что при вращении на 360/n градусов, причем n означает порядок осевой симметрии, на степень боковой проводки изнашивающимися телами в смысле контакта между металлической полосой и изнашивающейся поверхностью остается по существу не влияет, поворачивалось ли и как часто поворачивалось изнашивающееся тело из своего исходного положения на 360/n градусов – длина, на которой направляется металлическая полоса, т.е. направляющая длина, остается всегда одинаковой.
К вращательно-симметричным изнашивающимся телам относится соответственно то же самое, даже независимо от угла вращения.
Особенно предпочтительно изнашивающимся телом является круглый диск, основная поверхность которого образует изнашивающуюся поверхность изнашивающегося тела и который поворачивается вокруг оси вращения перпендикулярно своей изнашивающейся поверхности, причем ось вращения лежит в центре круглого диска. В этом случае изнашивающееся тело является вращательно-симметричным по отношению к оси вращения. Таким образом, независимо от того, в каком положении вращения находится изнашивающееся тело, т.е., следовательно, независимо от того, на сколько градусов оно было повернуто из исходного положения, металлическая полоса направляется изнашивающейся поверхностью всегда на одинаковой длине. На степень боковой проводки изнашивающимся телом в смысле контакта между металлической полосой и изнашивающейся поверхностью остается, следовательно, по существу не влияет, насколько изнашивающееся тело было повернуто из исходного положения. Разумеется, длина, на которой металлическая полоса направляется изнашивающейся поверхностью, может слегка варьироваться на основе других факторов – например, она может слегка варьироваться в зависимости от того, застрянет ли металлическая полоса на имеющихся надрезах в изнашивающейся поверхности и придается ли ей небольшое изменение направления движения.
Изнашивающееся тело может иметь другие формы, нежели круглый диск, например, может быть многоугольным диском, например шестиугольным диском.
Согласно одному предпочтительному варианту, по меньшей мере, одно изнашивающееся тело может располагаться в выемке, по меньшей мере, одного модуля основания. Если, по меньшей мере, одно изнашивающееся тело расположено в выемке, по меньшей мере, одного модуля основания, то можно осуществить одновременную проводку металлической полосы модулем основания и изнашивающимся телом, например, если изнашивающаяся поверхность изнашивающегося тела не выдается за направляющую плоскость модуля основания, а, по меньшей мере, частично лежит в ней. Если изнашивающаяся поверхность, как это требуется, согласно изобретению по существу плоская и параллельна направляющей плоскости, то это может быть тем самым случаем, поскольку выражение «параллельна направляющей плоскости» означает также в одной плоскости с направляющей плоскостью, или же если изнашивающаяся поверхность изнашивающегося тела не выдается за направляющую плоскость модуля основания и не лежит в ней, а удалена от металлической полосы дальше, чем направляющая плоскость модуля основания, а именно тогда, когда металлическая полоса врезается в модуль основания настолько, что она вступает также в контакт с изнашивающейся поверхностью и за счет этого направляется.
Предпочтительно выемка круглая. Это обеспечивает простое прокручивание расположенного в этой выемке изнашивающегося тела, если оно по отношению к своей оси вращения осесимметричное или вращательно-симметричное.
Если выемка окружена модулем основания неполностью, то в этом варианте край выемки в модуле основания следует за частью окружности.
Выемка может иметь также другие формы.
Предпочтительным образом изнашивающееся тело и, при необходимости, выемка расположены так, чтобы выступающая ниже верхней кромки рольганга часть была максимально большой.
Металлическая полоса движется по существу вдоль верхней кромки рольганга; чем больше часть изнашивающегося тела, особенно вращательно-симметричного изнашивающегося тела, и совершенно особенно круглого диска в качестве изнашивающегося тела, выступающая ниже верхней кромки рольганга, тем больше предоставляемая изнашивающимся телом в распоряжение металлической полосе для проводки длина, что вызывает улучшение проводки.
Поэтому в случае круглого изнашивающегося тела и рольганга с роликами в качестве транспортирующего устройства для металлической полосы предпочтительно, чтобы ось вращения вращаемых изнашивающихся тел лежала над серединой между осями вращения роликов рольганга. Тогда для данного изнашивающегося тела в данном рольганге возможна реализация максимальной направляющей длины, поскольку в таком случае изнашивающееся тело может погружаться глубже в промежуток между роликами рольганга, чем если бы ось вращения относительно середины была смещена вбок между роликами рольганга.
Особенно предпочтителен вариант, в котором расположенное в круглой выемке изнашивающееся тело выполнено в виде круглого диска, основная поверхность которого образует изнашивающуюся поверхность изнашивающегося тела и который может прокручиваться вокруг оси вращения перпендикулярно своей изнашивающейся поверхности, причем ось вращения лежит в центре круглого диска, причем предпочтительно изнашивающееся тело расположено в выемке с точной посадкой – разумеется, с небольшим зазором, чтобы обеспечить вращательное движение. Тогда существует лишь небольшая опасность того, что кромки головной части полосы застрянут в зазорах между изнашивающимся телом и направляющей плоскостью, а прокручивание изнашивающегося тела может осуществляться без необходимости дополнительных движений изнашивающегося тела. В случае изнашивающегося тела, выполненного в виде многоугольного диска и расположенного в точно соответствующей ему выемке, например, прокручивание изнашивающегося тела было бы возможным только после выдвигания изнашивающегося тела из направляющей плоскости, а после прокручивания его пришлось бы снова вдвинуть в направляющую плоскость. Это отнимает время и требует подходящих приводных агрегатов. Преимущество многоугольного диска в точно соответствующей ему выемке в том, что практически возникает защита от случайного прокручивания изнашивающегося тела, т.е. определенные положения вращения определены формой выемки.
Если выемка должна обеспечивать прокручивание без такого выдвигания/вдвигания, то между краем выемки и многоугольным диском должен быть достаточно большой зазор. Это имеет то преимущество, что углы головной части полосы смогут попасть в такие зазоры.
Согласно одному варианту, предложенное устройство включает в себя, по меньшей мере, одно изнашивающееся тело, для которого расстояние его изнашивающейся поверхности от направляющей плоскости модуля основания может изменяться. Таким образом, изнашивающееся тело или модуль основания можно устанавливать в разные положения в отношении расстояния до направляемой металлической полосы. Например, если изнашивающееся тело касается металлической полосы, то изменять расстояние его изнашивающейся поверхности от направляющей плоскости модуля основания можно за счет того, что модуль основания отодвигают от металлической полосы. В другом варианте изнашивающееся тело перемещают в направлении металлической полосы так, что расстояние его изнашивающейся поверхности от направляющей плоскости модуля основания увеличивается, например до тех пор, пока изнашивающееся тело находится в контакте с металлической полосой; при этом свобода бокового движения металлической полосы все больше уменьшается.
В так называемом направляющем положении, по меньшей мере, часть изнашивающегося тела лежит вне направляющей плоскости модуля основания, а именно в направлении направляемой кромки металлической полосы. Следовательно, она находится ближе к направляемой металлической полосе, чем модуль основания; тогда боковая проводка металлической полосы осуществляется, в первую очередь, этой частью изнашивающегося тела или его изнашивающейся поверхностью, а не направляющей плоскостью модуля основания. Таким образом, дорогой и трудоемкий в изготовлении модуль основания изнашивается значительно менее сильно, и, за исключением вхождения головной части полосы, он не подвергается почти никакому износу.
Изнашивающиеся тела могут быть установлены, например, в направляющее положение, в котором они выполняют только функцию проводки полосы, если головная часть металлической полосы прошла устройство для боковой проводки, поскольку тогда больше не возникает опасности того, что ее углы застрянут. Износ дорогого модуля основания тогда значительно уменьшается, а вместо него изнашивается более дешевое в изготовлении изнашивающееся тело.
При вхождении головной части полосы у изнашивающихся тел в направляющем положении возникла бы опасность того, что углы головной части полосы застрянут на этих изнашивающихся телах. Для такой фазы изнашивающиеся тела могут быть смещены так, например, за счет вдвигания в выемки модуля основания, чтобы они не выдавались из направляющей плоскости и поэтому не возникало опасности того, что углы головной части полосы смогут застрять на возвышениях направляющей плоскости.
В так называемом положении основания изнашивающееся тело, при необходимости, вместе с направляющей плоскостью модуля основания может выполнять функцию боковой проводки металлической полосы. В этом случае металлическая полоса будет изнашивать как направляющую плоскость модуля основания, так и изнашивающуюся поверхность изнашивающегося тела.
Изнашивающееся тело можно смещать, например, за счет того, что его выдвигают из направляющей плоскости за счет движения перпендикулярно направляющей плоскости посредством соответствующих устройств смещения. Если его смещают вертикально, то в направляющем положении вся изнашивающаяся поверхность лежит вне направляющей плоскости, и все точки изнашивающейся поверхности одинаково отстоят от направляющей плоскости, что способствует равномерному износу металлической полосой. Происходящее перпендикулярно направляющей плоскости смещение особенно предпочтительно, например, тогда, когда изнашивающимся телом является круглый диск, основная поверхность которого образует изнашивающуюся поверхность изнашивающегося тела и который может прокручиваться вокруг оси вращения перпендикулярно своей изнашивающейся поверхности, причем ось вращения лежит в центре круглого диска. При этом смещение происходит в направлении оси вращения, которая также перпендикулярна направляющей плоскости. Такой вариант особенно прост в конструировании.
Согласно одному особому варианту, по меньшей мере, для одного изнашивающегося тела независимо от других изнашивающихся тел расстояние его изнашивающейся поверхности от направляющей плоскости модуля основания можно регулировать.
За счет этого можно варьировать число обеспечивающих боковую проводку изнашивающихся тел, например в зависимости от требований к направляемой металлической полосе. Благодаря этому можно целенаправленно учитывать потребность в проводке посредством направляющей плоскости или изнашивающихся тел на особых участках устройства и на таких участках осуществлять регулирование каждого изнашивающегося тела по отдельности. Таким образом, можно уменьшить износ необязательно требуемых изнашивающихся тел и, тем самым, многократно минимизировать необходимые затраты на техобслуживание.
Предпочтительно все изнашивающиеся тела выполнены так.
Согласно другому варианту, имеются несколько изнашивающихся тел, для которых расстояние их изнашивающейся поверхности от направляющей плоскости модуля основания может регулироваться, причем оно в случае, по меньшей мере, одного изнашивающегося тела может регулироваться в зависимости от, по меньшей мере, одного другого изнашивающегося тела. Благодаря этому можно целенаправленно учитывать потребность в проводке посредством направляющей плоскости или изнашивающихся тел на особых, проходящих по протяженности групп изнашивающихся тел участках устройства, и для таких групп осуществлять регулирование по необходимости. Это может дополнительно снизить затраты на обновление для изношенных изнашивающихся тел, делает обслуживание проще и требует меньше конструктивных затрат по сравнению с возможностью настройки независимо друг от друга. Предпочтительно, по меньшей мере, одно изнашивающееся тело, для которого может регулироваться расстояние его изнашивающейся поверхности от направляющей плоскости модуля основания, может смещаться во время движения полосы.
Согласно одному предпочтительному варианту, устройство содержит, по меньшей мере, один направляющий ролик изнашивающегося тела, который проходит через выемку в изнашивающейся поверхности изнашивающегося тела или через отверстие в изнашивающейся поверхности изнашивающегося тела и, по меньшей мере, частично выдается из этой изнашивающейся поверхности.
Под отверстием в изнашивающейся поверхности следует понимать дырку в изнашивающейся поверхности, которая полностью окружена изнашивающейся поверхностью. В противоположность этому выемка в изнашивающейся поверхности окружена изнашивающейся поверхностью неполностью.
Соответственно в предложенном устройстве можно, при необходимости, использовать преимущество боковой проводки направляющими роликами, и если это больше нежелательно или не требуется, например в случае тонких металлических полос толщиной до 5 мм, то боковая проводка осуществляется также изнашивающимися телами. Наличие направляющих роликов изнашивающихся тел имеет, следовательно, то преимущество, что в зависимости от толщины направляемой металлической полосы можно выбирать между проводкой посредством направляющих роликов изнашивающихся тел или проводкой посредством изнашивающихся тел. В зависимости от того, существует ли опасность застревания углов головной части или повреждения кромок металлической полосы, можно также выбирать между проводкой посредством направляющих роликов изнашивающихся тел или проводкой посредством изнашивающихся тел.
Согласно одному предпочтительному варианту, устройство содержит, по меньшей мере, один направляющий ролик изнашивающегося тела, который может устанавливаться, по меньшей мере, в одно парковочное положение и одно направляющее положение.
В так называемом направляющем положении направляющий ролик изнашивающегося тела подходит для боковой проводки движущейся по транспортирующему устройству металлической полосы. В так называемом парковочном положении он не подходит для этого, и тогда металлическая полоса направляется изнашивающимися телами и/или направляющей плоскостью.
Согласно одному варианту, направляющий ролик изнашивающегося тела закреплен на изнашивающемся теле; предпочтительно он при этом за счет прокручивания изнашивающегося тела может устанавливаться в парковочное положение или направляющее положение.
Направляющий ролик изнашивающегося тела может быть закреплен также на модуле основания или на других частях устройства или на примыкающих устройствах.
Согласно одному предпочтительному варианту, в направляющем положении поверхность направляющего ролика изнашивающегося тела проходит через выемку в изнашивающейся поверхности изнашивающегося тела или через отверстие в изнашивающейся поверхности изнашивающегося тела и, по меньшей мере, частично выдается из этой изнашивающейся поверхности.
Согласно одному варианту, в парковочном положении поверхность направляющего ролика изнашивающегося тела лежит по другую сторону изнашивающейся поверхности, если смотреть от кромки направляемой металлической полосы в направлении изнашивающейся поверхности. Если поверхность направляющего ролика изнашивающегося тела лежит, если смотреть в направлении изнашивающейся поверхности, по другую сторону изнашивающейся поверхности, другими словами, под изнашивающейся поверхностью, то она не способствует боковой проводке. В направляющем положении поверхность направляющего ролика изнашивающегося тела, по меньшей мере, частично выдается из изнашивающейся поверхности, если смотреть от изнашивающейся поверхности в направлении направляющей плоскости модуля основания, или, другими словами, в направлении кромки направляемой металлической полосы. Металлическая полоса вступает тогда, в первую очередь, в контакт с направляющими роликами изнашивающихся тел и направляется, в первую очередь, ими, а не изнашивающейся поверхностью.
При этом ось вращения направляющих роликов изнашивающихся тел расположена предпочтительно так, что направляющие ролики изнашивающихся тел приводятся во вращательное движение за счет контакта с металлической полосой. Это обеспечивает уменьшение износа направляющих роликов изнашивающихся тел, поскольку, по меньшей мере, часть энергии, перенесенной металлической полосой при контакте на направляющий ролик изнашивающегося тела, преобразуется во вращательное движение роликов, исключая явления износа. При этом предпочтительно ось вращения направляющего ролика изнашивающегося тела по существу перпендикулярна направлению движения металлической полосы.
При этом направляющий ролик изнашивающегося тела может устанавливаться в направляющее положение и обратно, например, за счет сдвига, откидывания или складывания или прокручивания из парковочного положения.
Согласно другому варианту, поверхность направляющего ролика изнашивающегося тела как в парковочном положении, так и в направляющем положении, по меньшей мере, частично выдается из изнашивающейся поверхности, если смотреть от изнашивающейся поверхности в направлении металлической полосы. За счет прокручивания изнашивающегося тела изменяется положение отверстия или выемки в изнашивающейся поверхности и выступающего из этого отверстия или из этой выемки направляющего ролика изнашивающегося тела. Соответственно за счет прокручивания изнашивающегося тела в положение, в котором направляемая металлическая полоса может вступать в контакт с направляющим роликом изнашивающегося тела и благодаря этому направляться, можно установить направляющее положение. Следовательно, можно легко выбрать между проводкой посредством изнашивающихся тел и проводкой посредством направляющих роликов изнашивающихся тел. В направляющем положении ось вращения направляющих роликов изнашивающихся тел расположена предпочтительно так, что направляющие ролики изнашивающихся тел приводятся во вращение за счет контакта с металлической полосой. Это обеспечивает уменьшение износа направляющих роликов изнашивающихся тел, поскольку, по меньшей мере, часть энергии, перенесенной металлической полосой при контакте на направляющий ролик изнашивающегося тела, преобразуется во вращательное движение роликов, исключая явления износа. При этом предпочтительно ось вращения направляющего ролика изнашивающегося тела по существу перпендикулярна направлению движения металлической полосы.
В парковочном положении изнашивающееся тело или отверстие в изнашивающейся поверхности позиционировано так, что выступающий из изнашивающейся поверхности направляющий ролик изнашивающегося тела не вступает в контакт с направляемой металлической полосой – металлическая полоса направляется изнашивающимися телами.
Соответственно в предложенном устройстве за счет установки направляющего ролика изнашивающегося тела в направляющее положение можно, при необходимости, использовать преимущество боковой проводки направляющими роликами изнашивающихся тел, и если это больше нежелательно или не требуется, например в случае тонких металлических полос толщиной до 5 мм, то за счет установки направляющего ролика изнашивающегося тела в парковочное положение боковой проводки можно осуществить снова изнашивающимися телами.
Наличие таких направляющих роликов изнашивающихся тел имеет, следовательно, то преимущество, что в зависимости от толщины направляемой металлической полосы можно выбирать между проводкой посредством направляющих роликов изнашивающихся тел или проводкой посредством изнашивающихся тел. В зависимости от того, существует ли опасность застревания углов головной части или повреждения кромок металлической полосы, можно также выбирать между проводкой посредством направляющих роликов изнашивающихся тел или проводкой посредством изнашивающихся тел.
В случае толстых металлических полос, например толщиной более 5 мм, опасность повреждения кромок головной части выступающими роликами очень мала или вообще отсутствует. Поэтому в случае толстых металлических полос направляющий ролик изнашивающегося тела следует установить в направляющее положение еще до вхождения металлической полосы.
Точно так же возможна комбинация из проводки металлической полосы направляющими роликами изнашивающихся тел и изнашивающимися телами, расположенными до или после направляющих роликов изнашивающихся тел.
Другим объектом настоящей заявки является способ боковой проводки движущихся по транспортирующему устройству металлических полос посредством устройства для боковой проводки металлической полосы, включающего в себя, по меньшей мере, один модуль основания с направляющей плоскостью и, по меньшей мере, одно изнашивающееся тело по существу с плоской изнашивающейся поверхностью, отличающийся тем, что после прохождения транспортирующего устройства первой металлической полосой и до вхождения в транспортирующее устройство второй металлической полосы изнашивающееся тело контролируемым образом вращают из первого определенного положения вращения во второе определенное положение вращения, причем изнашивающаяся поверхность во всех определенных положениях вращения параллельна направляющей плоскости.
Есть два или более определенных положений вращения. Термины «первое положение вращения» и «второе положение вращения» означают лишь то, что речь идет о двух различных положениях вращения. Они не означают в этой связи, что есть только два положения вращения.
Термины «первая металлическая полоса» и «вторая металлическая полоса» означают лишь то, что речь идет о двух различных металлических полосах. Они не означают в этой связи, что есть только две металлические полосы. Они не означают в этой связи, что вращение осуществляется всегда между двумя следующими друг за другом металлическими полосами; вращение может осуществляться также только после прохождения устройства несколькими металлическими полосами до прохождения устройства дополнительной металлической полосой; за этой дополнительной металлической полосой могут следовать также снова несколько металлических полос, прежде чем снова произойдет вращение.
Например, устройство могут пройти сначала десять металлических полос, затем осуществляется вращение, прежде чем устройство пройдет одиннадцатая металлическая полоса в качестве первой металлической полосы группы из десяти других металлических полос. Во время прохождения металлических полос от одиннадцатой до двадцатой вращение не осуществляется.
Таким образом, износу могут предоставляться свежие участки изнашивающихся тел, причем преимущественно направляющая длина не изменяется за счет измененной ориентации изнашивающихся поверхностей.
Согласно одному варианту, способ отличается тем, что после первой фазы боковой проводки, по меньшей мере, с одной стороны металлической полосы посредством модуля основания и, при необходимости, изнашивающихся тел и/или направляющих роликов изнашивающихся тел на следующей второй фазе боковой проводки, по меньшей мере, с одной стороны металлической полосы осуществляется только посредством изнашивающихся тел. При необходимости, устройство для боковой проводки металлической полосы включает в себя также, по меньшей мере, один направляющий ролик изнашивающегося тела. При этом во время боковой проводки на второй фазе только посредством изнашивающихся тел боковой проводки могут осуществлять одно изнашивающееся тело или несколько изнашивающихся тел.
Как уже сказано, есть фазы боковой проводки направляемой металлической полосы, на которых предпочтительно направлять металлическую полосу посредством направляющей плоскости без выступания из нее возвышений, например при вхождении головной части полосы. Это вызывает износ направляющей плоскости. На такой фазе, при необходимости, также изнашивающееся тело в положении основания, т.е. в положении, в котором оно не образует никакого возвышения из направляющей плоскости, вместе с направляющей плоскостью модуля основания может выполнять функцию боковой проводки металлической полосы. В этом случае металлическая полоса будет изнашивать как направляющую плоскость модуля основания, так и изнашивающуюся поверхность изнашивающегося тела.
Если необходимость такой боковой проводки данной металлической полосы миновала, например, если головная часть полосы покинула зону устройства, то, согласно изобретению, предотвращается износ направляющей плоскости за счет того, что проводка большой части металлической полосы происходит только посредством изнашивающихся тел.
Это может достигаться, например, с помощью предложенного устройства, по меньшей мере, с одним изнашивающимся телом, для которого расстояние его изнашивающейся поверхности от направляющей плоскости модуля основания может регулироваться.
Таким образом, расстояние изнашивающейся поверхности от направляющей плоскости и, тем самым, также расстояние до направляемой металлической полосы можно установить в положение, в котором она ближе к металлической полосе, чем направляющая плоскость модуля основания, т.е. в направляющее положение.
Изнашивающиеся тела или изнашивающиеся поверхности могут устанавливаться, например, в направляющее положение, в котором одни они выполняют функцию проводки металлической полосы, как только головная часть металлической полосы пройдет устройство, поскольку тогда больше не существует опасности того, что ее углы застрянут. Износ модуля основания значительно уменьшается тогда для большой части длины полосы.
Согласно другому варианту, способ отличается тем, что после первой фазы боковой проводки, по меньшей мере, с одной стороны металлической полосы посредством модуля основания и, при необходимости, изнашивающихся тел и/или направляющих роликов изнашивающихся тел на следующей второй фазе боковой проводки, по меньшей мере, с одной стороны металлической полосы осуществляется одним из следующих видов:
- только посредством направляющих роликов изнашивающихся тел,
- посредством изнашивающихся тел и направляющих роликов изнашивающихся тел.
В этом случае устройство включает в себя также, по меньшей мере, один направляющий ролик изнашивающегося тела.
При этом во время боковой проводки на второй фазе только посредством направляющих роликов изнашивающихся тел боковой проводки могут осуществлять один направляющий ролик изнашивающегося тела или несколько направляющих роликов изнашивающихся тел.
При этом во время боковой проводки на второй фазе посредством изнашивающихся тел и направляющих роликов изнашивающихся тел боковой проводки могут осуществлять одно изнашивающееся тело или несколько изнашивающихся тел и один направляющий ролик изнашивающегося тела или несколько направляющих роликов изнашивающихся тел.
Предпочтительно после первой фазы боковой проводки, по меньшей мере, одно изнашивающееся тело и/или, по меньшей мере, один модуль основания смещается в положение, в котором изнашивающаяся поверхность изнашивающегося тела лежит вне направляющей плоскости. Например, изнашивающееся тело, изнашивающаяся поверхность которого на первой фазе боковой проводки лежит в пределах направляющей плоскости, можно сместить дальше в направлении направляемой металлической полосы. Также модуль основания можно сместить дальше в направлении от направляемой металлической полосы, так что изнашивающееся тело, которое остается в своем первоначальном положении, находится ближе к металлической полосе, чем направляющий модуль.
При этом боковая проводка металлической полосы на второй фазе происходит посредством, по меньшей мере, одного направляющего ролика изнашивающегося тела. Как уже сказано, иногда предпочтительно, чтобы направляющую функцию выполняли направляющие ролики изнашивающихся тел.
Согласно одному предпочтительному варианту, предложенный способ осуществляется так, что на второй фазе боковой проводки оно происходит, по меньшей мере, с одной стороны металлической полосы посредством нескольких изнашивающихся тел, причем на второй фазе боковой проводки, по меньшей мере, одно изнашивающееся тело смещается от металлической полосы, теряя контакт своей изнашивающейся поверхности с металлической полосой, затем это изнашивающееся тело вращается вокруг оси вращения контролируемым образом в новое определенное положение вращения, а затем это изнашивающееся тело смещается к металлической полосе с восстановлением контакта его изнашивающейся поверхности с металлической полосой.
Тогда можно во время движения полосы реагировать на обусловленную износом потребность в усилении господствующей направляющей функции. Изношенные изнашивающиеся тела можно во время движения полосы прокрутить в положения, в которых металлической полосе предоставляются еще неизношенные участки их изнашивающейся поверхности.
Согласно одному предпочтительному варианту, вид боковой проводки переключается между скользящей проводкой посредством изнашивающихся тел и обкатывающейся проводкой посредством роликов. Роликами могут быть направляющие ролики изнашивающихся тел или другие направляющие ролики.
Согласно одному варианту, во время боковой проводки металлической полосы вид боковой проводки переключается между скользящей проводкой и обкатывающейся проводкой. Одним шагом при этом может быть вращение изнашивающихся тел в новое определенное положение вращения или смещение, откидывание или складывание или прокручивание направляющих роликов изнашивающихся тел или других направляющих роликов.
Согласно одному предпочтительному варианту, вид боковой проводки включает в себя как скользящую проводку посредством изнашивающихся тел, так и обкатывающуюся проводку посредством роликов. Роликами могут быть направляющие ролики изнашивающихся тел или другие направляющие ролики.
Предложенные устройство и способ позволяют заметно уменьшить затраты на техобслуживание по сравнению с традиционными устройствами. Сокращаются затраты времени на замену изношенных частей, поскольку за счет многократного предоставления металлической полосе еще неизношенных участков изнашивающейся поверхности изнашивающегося тела изнашивающиеся тела приходится заменять реже, чем традиционные изнашивающиеся планки. Замена может осуществляться в процессе других остановок для техобслуживания, и, таким образом, можно избежать простоев производства вследствие короткого интервала техобслуживания изнашивающихся поверхностей. Также низкими поддерживаются затраты на замену изнашивающихся тел, поскольку изнашивающиеся тела могут изготавливаться просто и дешево.
Ниже изобретение описано на примере со ссылкой на схематичные чертежи, на которых изображают:
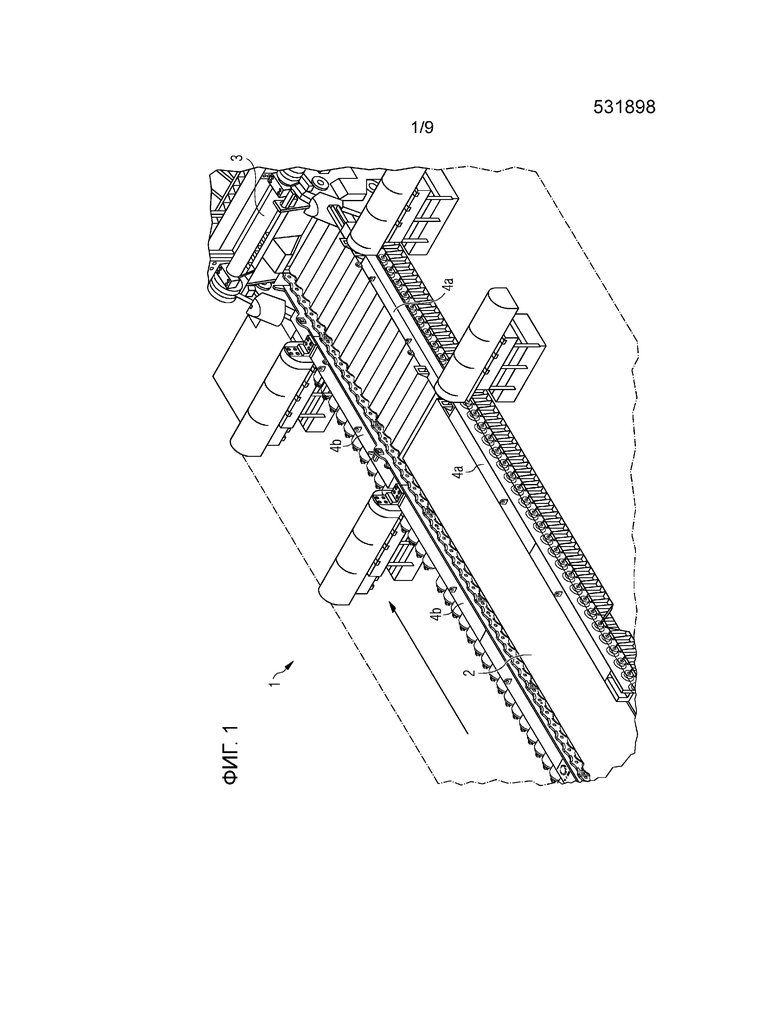
фиг. 1: традиционное устройство для боковой проводки движущейся по рольгангу металлической полосы;
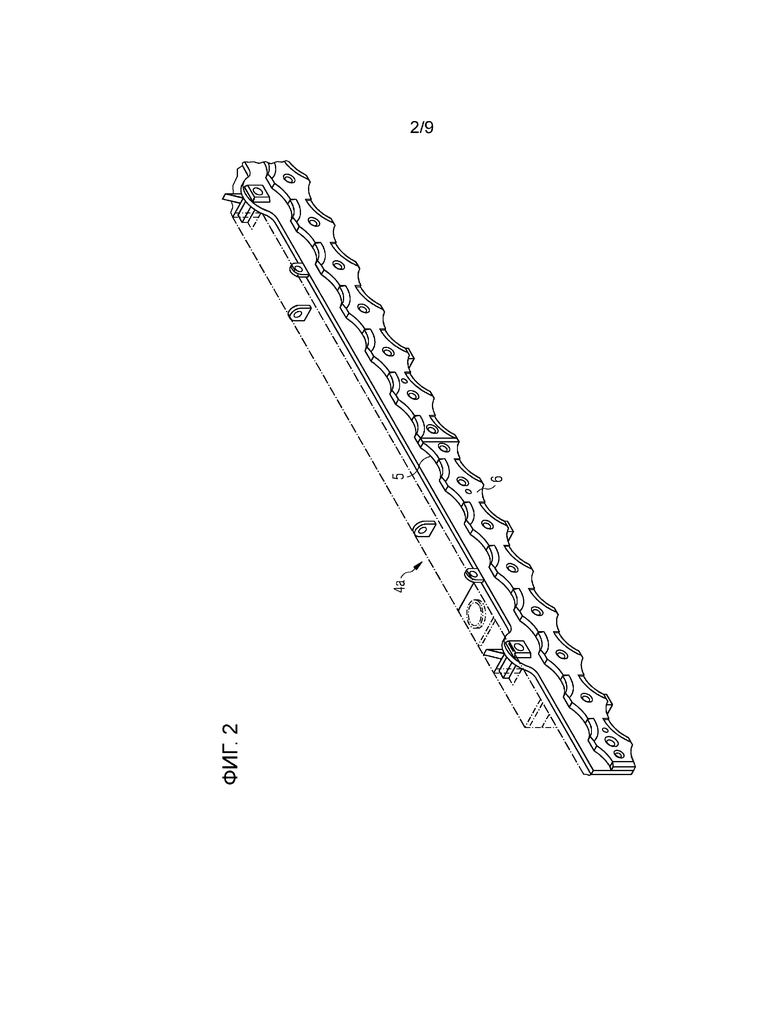
фиг. 2: часть изнашивающейся планки входной линейки известного устройства для боковой проводки движущейся по рольгангу металлической полосы;
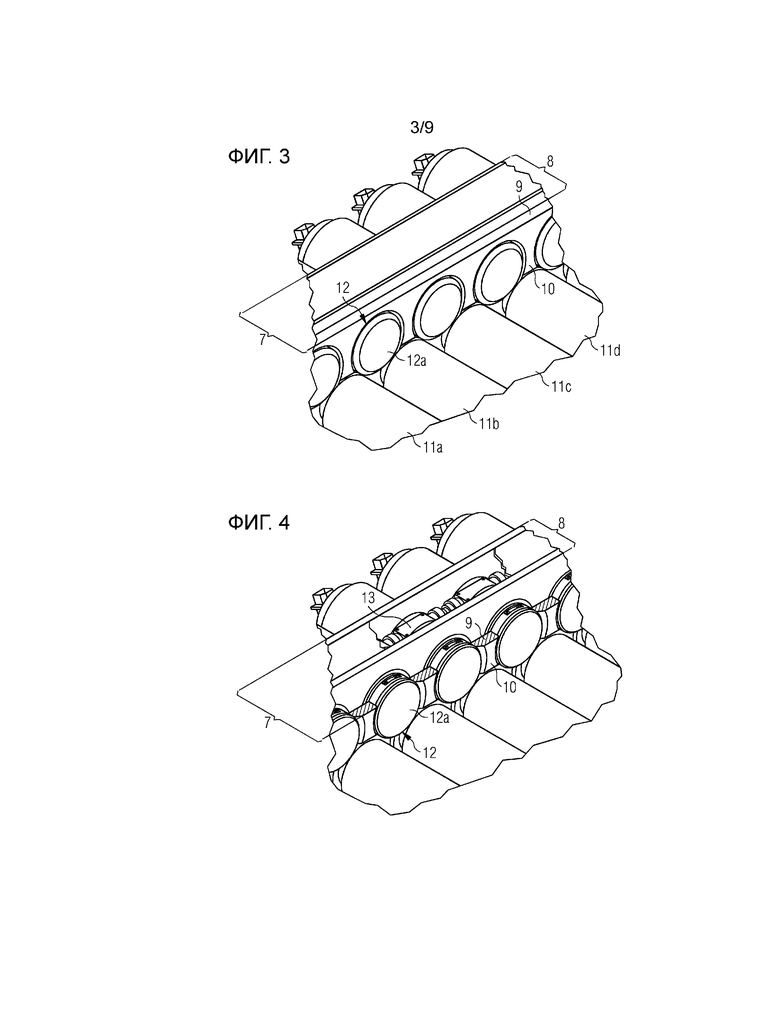
фиг. 3: фрагмент предложенного устройства для боковой проводки движущейся по рольгангу металлической полосы;
фиг. 4: устройство из фиг. 3 в частичном разрезе;
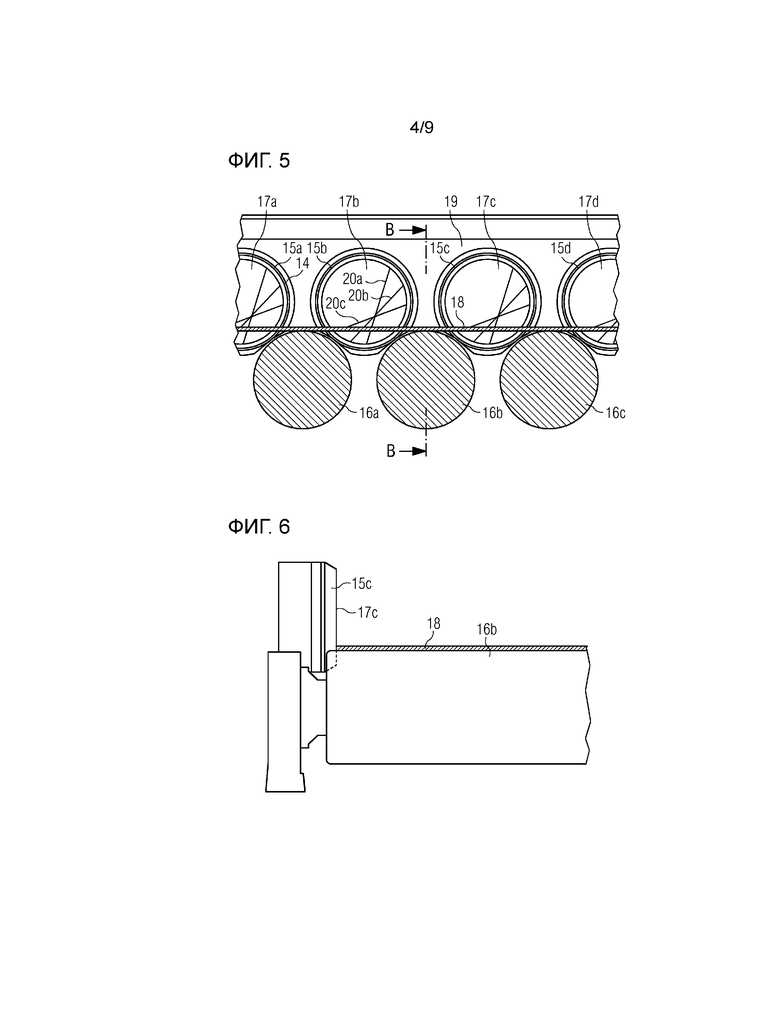
фиг. 5: для предложенного устройства расположенные в выемках модуля основания изнашивающиеся тела;
фиг. 6: вид вдоль разреза В-В из фиг. 5;
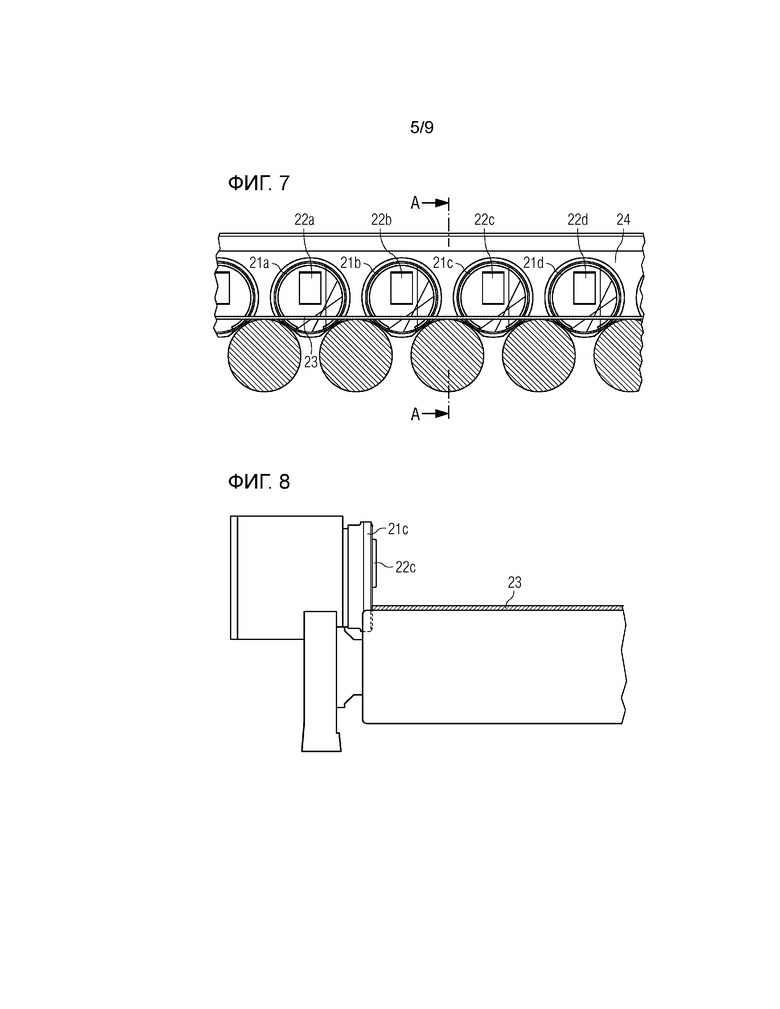
фиг. 7: предложенное устройство с направляющими роликами изнашивающихся тел в парковочном положении;
фиг. 8: вид вдоль разреза А-А из фиг. 7;
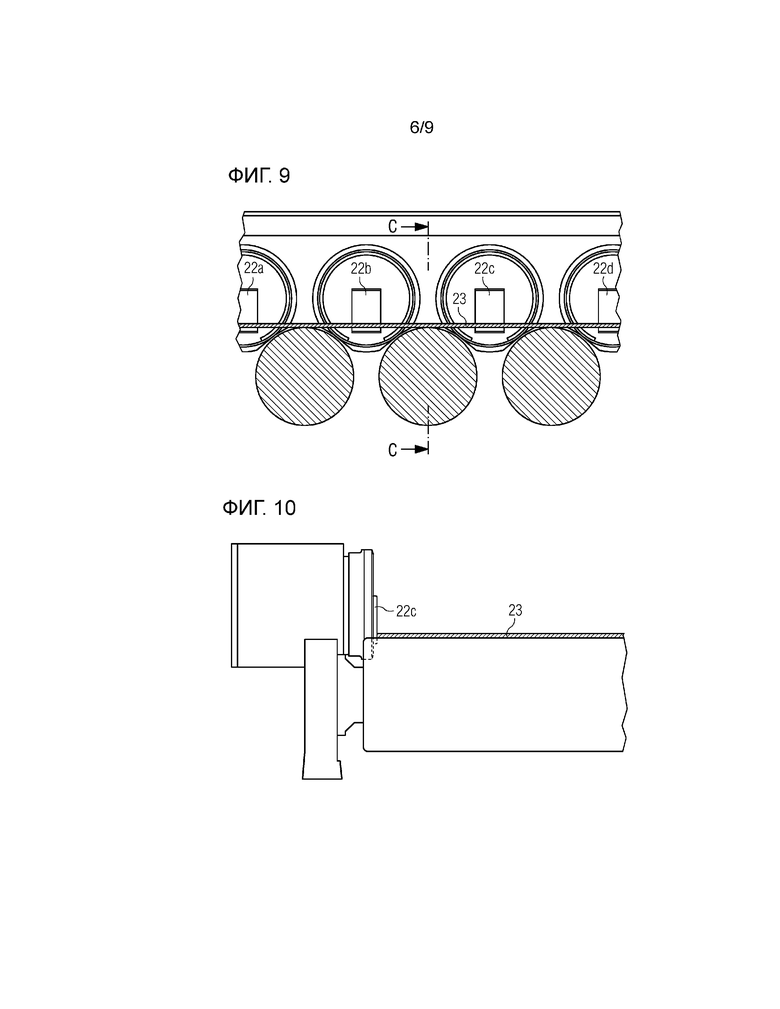
фиг. 9: предложенное устройство с направляющими роликами изнашивающихся тел в направляющем положении;
фиг. 10: вид вдоль разреза С-С из фиг. 9;
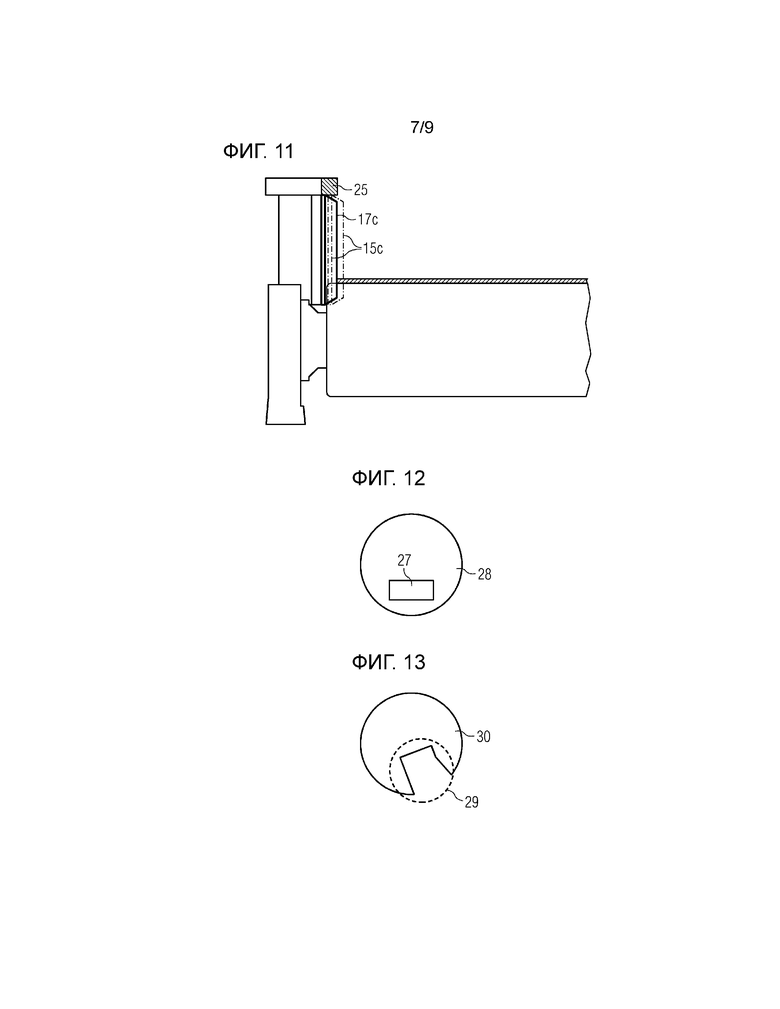
фиг. 11: аналогичный фиг. 6 вид со смещенной относительно расстояния до направляющей плоскости изнашивающейся поверхностью;
фиг. 12 и 13: отверстие и выемка в изнашивающейся поверхности изнашивающегося тела;
фиг. 14-20: различные варианты выполнения изнашивающегося тела.
На фиг. 1 сбоку сверху схематично изображено традиционное устройство 1 для боковой проводки движущейся по рольгангу металлической полосы 2. Металлическая полоса 2 движется по стрелке в направлении привода 3 моталки. Она направляется с боков посредством входных линеек 4а, 4b.
На фиг. 2 изображена часть изнашивающейся планки 5 входной линейки 4а или 4b известного устройства 1 для боковой проводки движущейся по рольгангу металлической полосы из фиг. 1. Металлическая полоса направляется посредством направляющей плоскости 6. При этом изнашивающаяся планка изнашивается и должна быть заменена.
На фиг. 3 изображен фрагмент предложенного устройства для боковой проводки движущейся по рольгангу металлической полосы. Из устройства показан модуль 7 основания, состоящий из опорного тела 8, несущего изнашивающуюся плиту 9 по существу с вертикальной направляющей плоскостью 10. Показаны также ролики 11a, 11b, 11c, 11d рольганга. Показано также изнашивающееся тело 12, изнашивающаяся поверхность 12а которого лежит в одной плоскости с направляющей плоскостью 10. Изнашивающееся тело 12 может вращаться контролируемым образом в несколько определенных положений вращения. Изнашивающаяся поверхность 12а по существу плоская и во всех определенных положениях вращения параллельна направляющей плоскости 10. Изнашивающимся телом 12 является круглый диск, основная поверхность которого образует изнашивающуюся поверхность изнашивающегося тела. Изнашивающееся тело 12 расположено по существу в круглой выемке изнашивающейся плиты 9, а, поскольку изнашивающаяся плита 9 окружает изнашивающееся тело 12 неполностью, выемка не совсем круглая; однако окружающая изнашивающееся тело 12 часть является частью окружности.
Видны также фаски между основной поверхностью и боковой поверхностью круглых дисков изнашивающихся тел 12, которые по сравнению с изнашивающимися телами без фасок служат для предотвращения опасности застревания металлической полосы на краю между боковой поверхностью и основной поверхностью.
В аналогичном фиг. 3 примере, который отдельно не показан, изнашивающееся тело может прокручиваться вокруг оси вращения перпендикулярно направляющей плоскости. Ось вращения лежит в центре круглого диска. Ось вращения расположена над серединой между осями вращения роликов рольганга.
На фиг. 4 устройство из фиг. 3 изображено в частичном разрезе. Видны модуль 7 основания, состоящий из опорного тела 8, и изнашивающаяся плита 9 в разрезе с направляющей плоскостью 10. Изнашивающееся тело 12 закреплено на устройстве смещения, здесь на модуле 13 вращательного смещения, который закреплен в модуле 7 основания. Посредством модуля 13 вращательного смещения изнашивающееся тело 12 можно вращать контролируемым образом в несколько определенных положений вращения. Кроме того, посредством модуля 13 вращательного смещения можно регулировать расстояние изнашивающейся поверхности 12а от направляющей плоскости 10 модуля 7 основания за счет перемещения изнашивающегося тела 12 из направляющей плоскости 10 и повторного перемещения обратно, что отдельно не показано.
На фиг. 5 изображены изнашивающиеся тела 15a, 15b, 15c, 15d, расположенные по существу в круглых выемках 17 модуля основания. Показаны также ролики 16, 16b, 16c рольганга. Изнашивающимися телами 15a, 15b, 15c, 15d являются круглые диски, основные поверхности которых образуют изнашивающиеся поверхности 17a, 17b, 17c, 17d изнашивающихся тел 15a, 15b, 15c, 15d. Изнашивающиеся тела 15a, 15b, 15c, 15d можно вращать контролируемым образом в несколько определенных положений вращения, причем во всех определенных положениях вращения по существу, плоские изнашивающиеся поверхности параллельны направляющей плоскости 19. Металлическая полоса 18, здесь стальная полоса, направляется направляющей плоскостью 19 и изнашивающимися телами 15a, 15b, 15c, 15d, изнашивающиеся поверхности 17a, 17b, 17c, 17d которых лежат в направляющей плоскости 19. Для изнашивающегося тела 15b показаны также несколько следов 20a, 20b, 20c износа, которые металлическая полоса уже «выела» в изнашивающемся теле 15b после многократного контролируемого вращения в различные определенные положения вращения.
На фиг. 6 изображен вид вдоль разреза В-В из фиг. 5 в направлении изнашивающегося тела 15с, причем направляющая плоскость 19 отдельно не показана.
На фиг. 7 изображено по существу аналогичное фиг. 5 устройство с изнашивающимися телами 21a, 21b, 21c, 21d. Имеются направляющие ролики 22a, 22b, 22c, 22d изнашивающихся тел, которые могут устанавливаться, по меньшей мере, в одно парковочное положение и одно направляющее положение. На фиг.7 они показаны в парковочном положении. Металлическая полоса 23, здесь стальная полоса, направляется направляющей плоскостью 24 и изнашивающимися телами 21a, 21b, 21c, 21d, изнашивающиеся поверхности которых лежат в направляющей плоскости 24.
На фиг. 8 изображен вид вдоль разреза А-А из фиг. 7 в направлении изнашивающегося тела 21с, причем направляющая плоскость 24 отдельно не показана.
На фиг. 9 изображен по существу аналогичный фиг. 7 вид, где для лучшей наглядности отсутствуют ссылочные позиции описанных с помощью фиг. 7 частей. Показаны направляющие ролики 22a, 22b, 22c, 22d изнашивающихся тел из фиг. 7 в направляющем положении. Металлическая полоса 23 направляется направляющими роликами 22a, 22b, 22c, 22d изнашивающихся тел.
На фиг. 10 изображен вид вдоль разреза С-С из фиг. 9 в направлении направляющего ролика 22с изнашивающегося тела, причем направляющая плоскость отдельно не показана.
Поверхности направляющих роликов 22a, 22b, 22c, 22d изнашивающихся тел на фиг. 7-10 как в парковочном положении, так и в направляющем положении частично выдаются из изнашивающейся поверхности, если смотреть от нее в направлении металлической полосы. Они проходят через отверстие в изнашивающейся поверхности соответствующих изнашивающихся тел 21a, 21b, 21c, 21d и выдаются из этой изнашивающейся поверхности.
За счет прокручивания изнашивающихся тел 21a, 21b, 21c, 21d изменяется положение отверстий в изнашивающихся поверхностях между фиг. 7 и 9. Выступающие из этих отверстий направляющие ролики 22a, 22b, 22c, 22d изнашивающихся тел соответственно изменяют свое положение и также после прокручивания изнашивающихся тел 21a, 21b, 21c, 21d выступают из этих отверстий. Соответственно они устанавливаются в направляющее положение.
Направляющие ролики 22a, 22b, 22c, 22d изнашивающихся тел могут быть закреплены, например, на модулях вращательного смещения, обозначенных на фиг. 4 поз. 13, и за счет них вращаться и смещаться, т.е. устанавливаться в различные положения. Их можно закрепить также на изнашивающихся телах или на модуле основания.
На фиг. 11 изображено по существу аналогичное фиг. 6 выполнение. Дополнительно к фиг. 6 показана также часть направляющей плоскости 25. Сплошной жирной линией изнашивающееся тело 15с показано в положении, в котором его изнашивающаяся поверхность 17с лежит в одной плоскости с направляющей плоскостью 25. Штрихпунктирными линиями оно показано в положении, в котором расстояние его изнашивающейся поверхности от направляющей плоскости было изменено за счет выдвигания изнашивающегося тела из направляющей плоскости путем смещения перпендикулярно направляющей плоскости посредством устройства смещения (не показано).
На фиг. 12 и 13 показано отличие между выемкой в изнашивающейся поверхности изнашивающегося тела и отверстием в изнашивающейся поверхности изнашивающегося тела.
Под отверстием в изнашивающейся поверхности следует понимать дырку 27 в изнашивающейся поверхности 28, которая полностью окружена изнашивающейся поверхностью 28 (фиг. 12). В противоположность этому на фиг. 13 штриховой линией обозначена выемка 29 в изнашивающейся поверхности 30, которая окружена изнашивающейся поверхностью 30 неполностью.
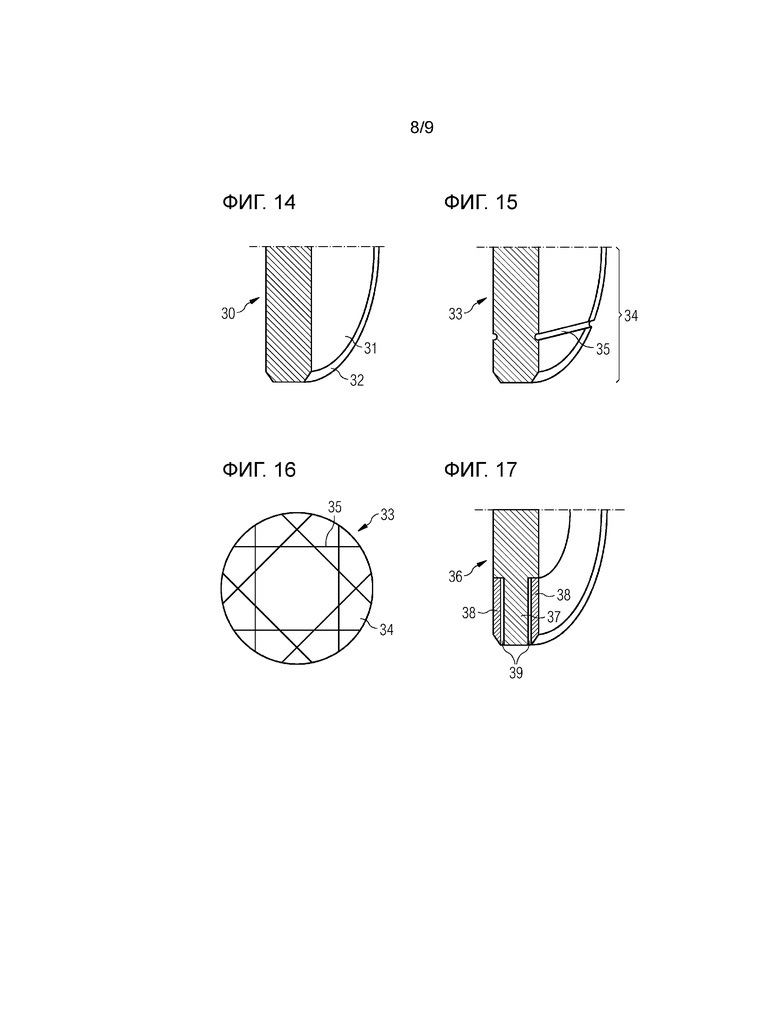
На фиг. 14 изображен фрагмент изнашивающегося тела 30 в неизношенном состоянии. Изнашивающимся телом 30 является круглый диск с плоской изнашивающейся поверхностью 31. На краю 32 изнашивающееся тело имеет фаску.
На фиг. 15 изображен фрагмент изнашивающегося тела 33 в неизношенном состоянии. Изнашивающимся телом 33 является круглый диск по существу с плоской изнашивающейся поверхностью 34. Показан направляющий желобок 35, изначально выполненный в изнашивающейся поверхности 34 в качестве направляющих контуров для проводки металлической полосы. На краю 36 изнашивающееся тело имеет фаску.
На фиг. 16 изнашивающееся тело 33 из фиг. 15 изображено при виде сбоку на изнашивающуюся поверхность 34. Видны несколько направляющих желобков 35.
На фиг. 17 изображен фрагмент изнашивающегося тела 36 в неизношенном состоянии. На материале-основе 37 имеется относительно мягкий внешний слой 38 для образования направляющих желобков при работе. Между этим внешним слоем 38 находится относительно твердый слой 39, который затрудняет более глубокое врезание. Оба этих поверхностных покрытия – слой 38 и слой 39 – нанесены на изнашивающееся тело 36 с обеих сторон симметрично, так что изнашивающееся тело 36 после износа одной стороны можно просто перевернуть, чтобы к металлической полосе была обращена и изнашивалась другая, выполненная так же сторона.
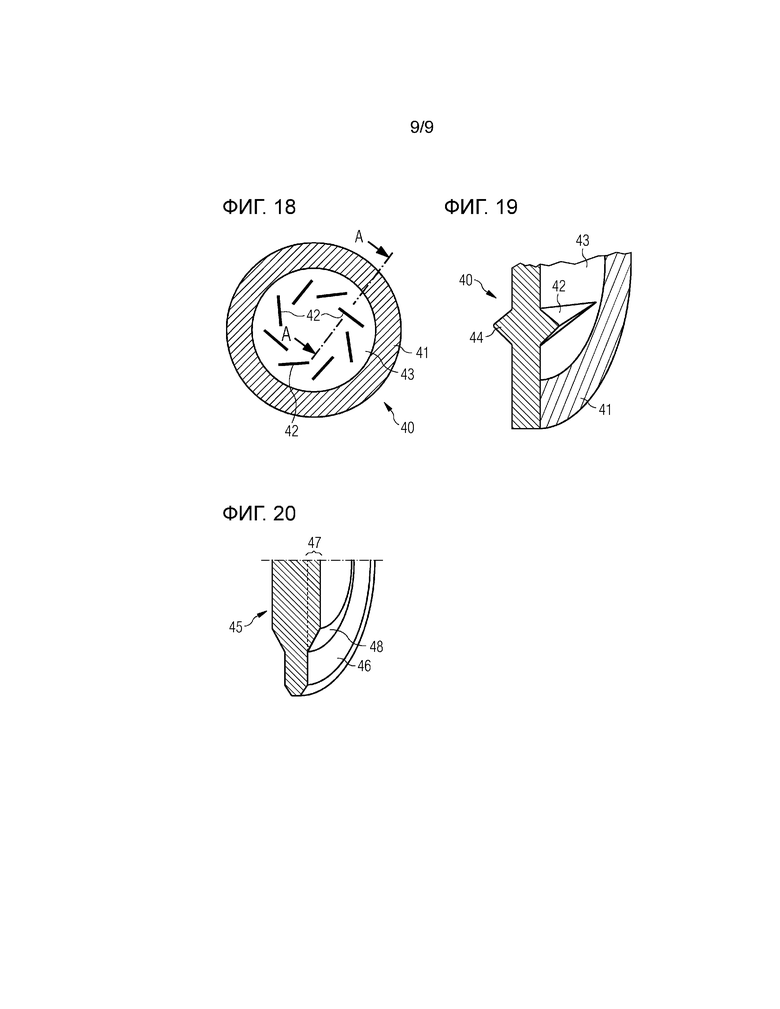
На фиг. 18 изображен вид сбоку изнашивающегося тела 40. Его изнашивающаяся поверхность 41 проходит вокруг его периферии. Вне изнашивающейся поверхности 41 в качестве направляющих возвышений 42 имеются несколько отделенных друг от друга, отдельных возвышений из поверхности 43 изнашивающегося тела 40, которая лежит в одной плоскости с изнашивающейся поверхностью 41.
На фиг. 19 изображен фрагмент разреза изнашивающегося тела 40 из фиг. 18 по линии А-А. Виден профиль направляющего возвышения 42; также видно, что на другой стороне выполненного в виде плоского диска изнашивающегося тела 40 также имеется направляющее возвышение 44.
На фиг. 20 изображен фрагмент изнашивающегося тела 45, выполненного таким образом, что на одном краю изнашивающейся поверхности 46 рядом с изнашивающейся поверхностью 46 имеется возвышение 47 относительно плоскости изнашивающейся поверхности 46, причем это возвышение 47 имеется на всем этом краю изнашивающейся поверхности 46. При этом возвышение выполнено таким образом, что его высота возрастает с увеличением расстояния от края изнашивающейся поверхности, т.е. выполнен так называемый скос 48 набегания. Этот скос 48 набегания и направляющие возвышения 42, 44 на фиг. 18, 19 сужают при работе место сбоку для металлической полосы. Сужение оказывает сопротивление приподнятию металлической полосы.
Хотя изобретение было подробно проиллюстрировано и описано предпочтительными примерами его осуществления, изобретение не ограничено раскрытыми примерами, и специалист может вывести из них другие варианты, не ограничивая объем охраны изобретения.
Перечень ссылочных позиций
1 – устройство для боковой проводки движущейся по рольгангу металлической полосы
2 – металлическая полоса
3 – привод
4а, 4b – входные линейки
5 – изнашивающаяся планка
6 – направляющая плоскость
7 – модуль основания
8 – опорное тело
9 – изнашивающаяся плита
10 – направляющая плоскость
11a, 11b, 11c, 11d – ролики рольганга
12 – изнашивающееся тело
12а – изнашивающаяся поверхность
13 – модуль вращательного смещения
14 – модуль основания
15a, 15b, 15c, 15d – изнашивающиеся тела
16a, 16b, 16c – ролики рольганга
17a, 17b, 17c, 17d – изнашивающиеся поверхности
18 – металлическая полоса
19 – направляющая плоскость
20a, 20b, 20c – след износа
21a, 21b, 21c, 21d – изнашивающиеся тела
22a, 22b, 22c, 22d – направляющие ролики изнашивающихся тел
23 – металлическая полоса
24 – направляющая плоскость
25 – направляющая плоскость
26 – направляющая плоскость
27 – дырка
28 – изнашивающаяся поверхность
29 – выемка
30 – изнашивающаяся поверхность
31 – изнашивающаяся поверхность
32 – край
33 – изнашивающееся тело
34 – изнашивающаяся поверхность
35 – направляющий желобок
36 – край
37 – материал-основа
38 – слой
39 – слой
40 – изнашивающееся тело
41 – изнашивающаяся поверхность
42 – направляющие возвышения
43 – поверхность
44 – направляющее возвышение
45 – изнашивающееся тело
46 – изнашивающаяся поверхность
47 – возвышение
48 – скос набегания
Перечень ссылок
Патентная литература
DE1427923
DE69408332T2
US2818954
JP05161917
Изобретение относится к области транспортирования металлических полос. Устройство содержит по меньшей мере один модуль (7) основания по существу с вертикальной направляющей поверхностью (10). Повышение экономичности оборудования и возможность использования его для транспортировки полос разной толщины обеспечивается за счет того, что устройство имеет по меньшей мере одно вращаемое контролируемым образом в несколько определенных положений вращения изнашивающееся тело (12) с изнашивающейся плоской поверхностью (12а) во всех определенных положениях вращения параллельной направляющей плоскости (10). После прохождения транспортирующего устройства первой металлической полосой и до вхождения в него второй металлической полосы изнашивающееся тело (12) контролируемым образом вращают из первого определенного положения вращения во второе определенное положение вращения. 2 н. и 19 з.п. ф-лы, 20 ил.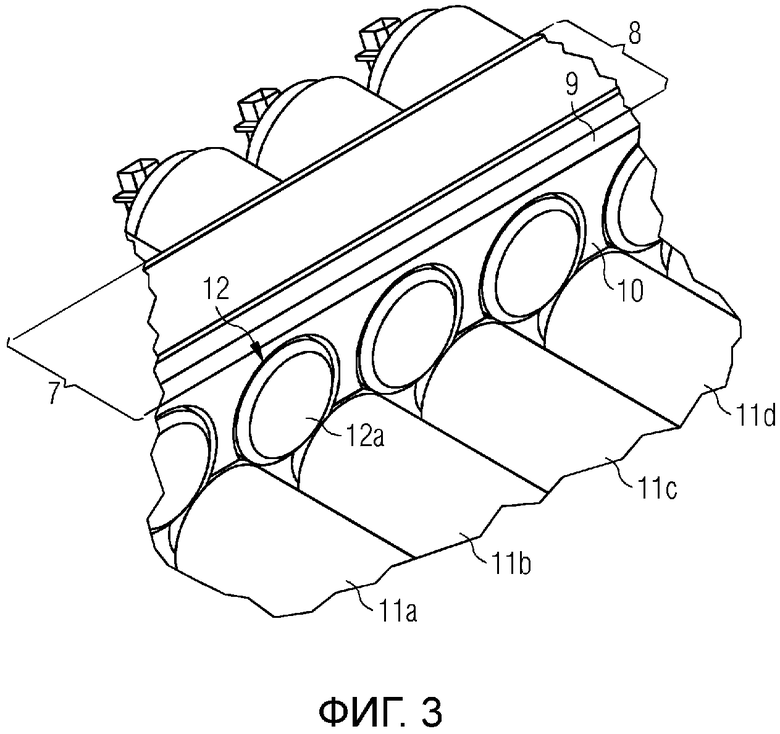
1. Устройство для боковой проводки (1) движущейся по транспортирующему устройству металлической полосы (2), содержащее по меньшей мере один модуль (7) основания по существу с вертикальной направляющей поверхностью (10), отличающееся тем, что оно снабжено по меньшей мере одним контролируемо вращаемым в нескольких определенных положениях вращения изнашивающимся телом (12) с изнашивающейся поверхностью (12а), при этом изнашивающаяся поверхность (12а) является по существу плоской и во всех определенных положениях вращения параллельна направляющей поверхности (10).
2. Устройство по п. 1, отличающееся тем, что оно имеет несколько вращаемых в нескольких определенных положениях вращения изнашивающихся тел (12) с изнашивающейся поверхностью (12а), при этом по меньшей мере одно из этих изнашивающихся тел (12) выполнено вращаемым независимо от других изнашивающихся тел (12).
3. Устройство по п. 1, отличающееся тем, что оно имеет несколько вращаемых в нескольких определенных положениях вращения изнашивающихся тел (12) с изнашивающейся поверхностью (12а), при этом по меньшей мере одно из этих изнашивающихся тел (12) выполнено вращаемым в зависимости по меньшей мере от одного другого из этих изнашивающихся тел (12).
4. Устройство по одному из пп. 1-3, отличающееся тем, что оно содержит по меньшей мере одно изнашивающееся тело (12), выполненное с возможностью регулирования расстояния его изнашивающейся поверхности (12а) от направляющей плоскости (10) модуля (7) основания.
5. Устройство по п. 4, отличающееся тем, что по меньшей мере одно изнашивающееся тело (12), независимо от других изнашивающихся тел (12), выполнено с возможностью регулирования расстояния его изнашивающейся поверхности (12а) от направляющей плоскости (10) модуля (7) основания.
6. Устройство по п. 4, отличающееся тем, что оно имеет несколько изнашивающихся тел (12), которые выполнены с возможностью регулирования расстояния их изнашивающейся поверхности (12а) от направляющей плоскости (10) модуля (7) основания, которое можно регулировать по меньшей мере у одного из этих изнашивающихся тел (12) в зависимости по меньшей мере от одного другого из этих изнашивающихся тел (12).
7. Устройство по одному из пп. 1-3, отличающееся тем, что оно содержит по меньшей мере один направляющий ролик (22а, 22b, 22c, 22d) изнашивающегося тела, который проходит через выемку (29) в изнашивающейся поверхности (30) изнашивающегося тела (12) или через отверстие в изнашивающейся поверхности (27) изнашивающегося тела (12) и, по меньшей мере, частично выдается из этой изнашивающейся поверхности.
8. Устройство по одному из пп. 1-3, отличающееся тем, что оно содержит по меньшей мере один направляющий ролик (22а, 22b, 22c, 22d) изнашивающегося тела, устанавливаемый по меньшей мере в парковочное положение и положение проводки.
9. Устройство по п. 8, отличающееся тем, что в положении проводки поверхность направляющего ролика (22а, 22b, 22c, 22d) изнашивающегося тела проходит через выемку (29) в изнашивающейся поверхности (30) изнашивающегося тела (12) или через отверстие в изнашивающейся поверхности (28) изнашивающегося тела (12) и, по меньшей мере, частично выдается из этой изнашивающейся поверхности (28, 30).
10. Устройство по одному из пп. 1-3, отличающееся тем, что изнашивающееся тело или изнашивающиеся тела выполнены с боковой фаской.
11. Устройство по одному из пп. 1-3, отличающееся тем, что по меньшей мере одна изнашивающаяся поверхность изначально имеет направляющие контуры для проводки металлической полосы.
12. Устройство по одному из пп. 1-3, отличающееся тем, что по меньшей мере одно изнашивающееся тело выполнено по меньшей мере из одного материала-основы с покрытием.
13. Устройство по одному из пп. 1-3, отличающееся тем, что изнашивающиеся тела выполнены симметричными с по меньшей мере двумя одинаково выполненными сторонами с изнашивающимися поверхностями.
14. Устройство по одному из пп. 1-3, отличающееся тем, что изнашивающееся тело имеет по меньшей мере одно направляющее возвышение предпочтительно в виде скоса набегания или дискретного возвышения.
15. Способ боковой проводки движущихся по транспортирующему устройству металлических полос (2) посредством устройства для боковой проводки (1) металлической полосы, содержащего по меньшей мере один модуль (7) основания с направляющей поверхностью (10) и по меньшей мере одно изнашивающееся тело (12) по существу с плоской изнашивающейся поверхностью (12а), отличающийся тем, что после прохождения транспортирующего устройства первой металлической полосой и до вхождения в транспортирующее устройство второй металлической полосы изнашивающееся тело (12) контролируемо вращают из первого определенного положения вращения во второе определенное положение вращения, причем во всех определенных положениях вращения изнашивающаяся поверхность (12а) параллельна направляющей поверхности(10).
16. Способ по п. 15, отличающийся тем, что после первой фазы боковой проводки по меньшей мере с одной стороны металлической полосы (2) посредством модуля (7) основания и, при необходимости, изнашивающихся тел (12) и/или направляющих роликов (22а, 22b, 22c, 22d) изнашивающихся тел на последующей второй фазе боковой проводки боковую проводку по меньшей мере с одной стороны металлической полосы (2) осуществляют посредством только изнашивающихся тел (12).
17. Способ по п. 15, отличающийся тем, что используют устройство для боковой проводки (1), которое содержит по меньшей мере один направляющий ролик (22а, 22b, 22c, 22d) изнашивающегося тела, при этом после первой фазы боковой проводки по меньшей мере с одной стороны металлической полосы (2) посредством модуля (7) основания и, при необходимости, изнашивающихся тел (12) и/или направляющих роликов (22а, 22b, 22c, 22d) изнашивающихся тел на последующей второй фазе боковой проводки боковую проводку по меньшей мере с одной стороны металлической полосы (2) осуществляют одним из следующих видов:
посредством направляющих роликов (22а, 22b, 22c, 22d) изнашивающихся тел или
посредством изнашивающихся тел (12) и направляющих роликов (22а, 22b, 22c, 22d) изнашивающихся тел.
18. Способ по п. 16 или 17, отличающийся тем, что после первой фазы боковой проводки по меньшей мере одно изнашивающееся тело (12) и/или по меньшей мере один модуль (7) основания смещают в положение, в котором изнашивающаяся поверхность (12а) изнашивающегося тела (12) лежит вне направляющей плоскости (10).
19. Способ по п. 16 или 17, отличающийся тем, что на второй фазе боковой проводки боковую проводку по меньшей мере с одной стороны металлической полосы (2) осуществляют посредством нескольких изнашивающихся тел (12), причем на второй фазе боковой проводки по меньшей мере одно изнашивающееся тело (12) смещают от металлической полосы (2) с потерей контакта его изнашивающейся поверхности (12а) с металлической полосой (2), затем это изнашивающееся тело (12) контролируемо вращают вокруг оси вращения в новое определенное положение вращения, после чего это изнашивающееся тело (12) снова смещают к металлической полосе (2) с восстановлением контакта его изнашивающейся поверхности (12а) с металлической полосой (2).
20. Способ по одному из пп. 15-17, отличающийся тем, что вид боковой проводки переключают между скользящей проводкой посредством изнашивающихся тел (12) и обкатывающейся проводкой посредством роликов.
21. Способ по одному из пп. 15-17, отличающийся тем, что вид боковой проводки включает в себя как скользящую проводку посредством изнашивающихся тел (12), так и обкатывающуюся проводку посредством роликов.
| ПРОИЗВОДНЫЕ ПИРИДОПИРИМИДИНОНА И ИХ ИСПОЛЬЗОВАНИЕ В КАЧЕСТВЕ МОДУЛЯТОРОВ РЕЦЕПТОРА АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2021 |
|
RU2818954C1 |
| Проводка скольжения прокатной клети | 1982 |
|
SU1069896A1 |
| Рольганг широкополосного прокатного стана | 1988 |
|
SU1560345A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |

