Область техники
Настоящее изобретение касается устройства для бокового направления металлической полосы, движущейся между двумя прокатными клетями чистовой группы клетей по разным путям движения через устанавливаемый в разные положения петлеподъемник.
Уровень техники
При изготовлении металлических полос после прокатки в реверсивной клети они непрерывно прокатываются в чистовой группе клетей в нескольких прокатных клетях и посредством рольгангов, имеющих ламинарное водяное охлаждение, направляются к наматывающим устройствам, где они наматываются. В чистовой группе клетей необходимо производить боковое направление металлических полос, чтобы осуществлялся центральный вход в межвалковый зазор прокатных клетей. Устройства для бокового направления называются направляющими линейками. Кромки движущейся металлической полосы, на которые воздействуют эти устройства для бокового направления, вызывают износ изнашивающихся планок, закрепленных на направляющих линейках, или, соответственно, их изнашивающихся поверхностей. При определенных качествах материала кромки полосы истираются. Истертый материал может прилипать к направляющим линейкам и создавать так называемые налипания. Если они падают на металлическую полосу, это может вести к дефектам поверхности металлической полосы. Поэтому изнашивающиеся поверхности изнашивающихся планок, в зависимости от производственной программы, должны регулярно обновляться и чиститься.
Известно, что для уменьшения издержек при обновлении изнашивающиеся планки направляющих линеек не всегда заменяются целиком. Например, в WO2015043926A1, раскрытие которой одновременно включено в раскрытие настоящей заявки, описано, что в модуле основной части, имеющем направляющую плоскость, имеются также обладающие возможностью вращения изнашивающиеся элементы, которые направляют металлическую полосу. По WO2015043926A1 изнашивающиеся элементы контролируемым образом могут вращаться в несколько определенных положений вращения. После того, как первая металлическая полоса прошла через конвейерное устройство для металлической полосы, и прежде, чем вторая металлическая полоса войдет в конвейерное устройство для металлической полосы, изнашивающиеся элементы контролируемым образом вращаются из первого определенного положения вращения во второе определенное положение вращения. То есть вторая металлическая полоса не входит через колею износа, вырезанную первой металлической полосой в изнашивающейся поверхности изнашивающегося элемента. Вместо этого она направляется через впервые открытую для металлической полосы область изнашивающейся поверхности и там постепенно вырезает новую колею износа.
При прокатке в чистовой группе клетей длина металлической полосы изменяется. Для более простого регулирования полосы или, соответственно, поддержания ее натяжения, несмотря на изменение длины, между прокатными клетями в чистовой группе клетей инсталлированы так называемые петлеподъемники. При этом речь идет по существу о ролике, горизонтальная ось вращения которого может вертикально переставляться. Металлическая полоса натягивается или направляется роликом петлеподъемника, называемым также «looper roll», когда его поверхность лежит над линией прокатки чистовой группы клетей. Чтобы удерживать удлиненную и ускоренную при прокатке металлическую полосу в натянутом состоянии, ролик петлеподъемника, в зависимости от создаваемой металлической полосой силы, действующей на ролик петлеподъемника, выдвигается из линии прокатки вверх. Чем дальше ось вращения ролика петлеподъемника лежит над линией прокатки, тем больше становится угол входа полосы в следующий межвалковый зазор, или, соответственно, угол выхода полосы из предыдущего межвалкового зазора – металлическая полоса имеет в каждом случае другой путь движения между двум межвалковыми зазорами. Боковое направление должно быть обеспечено для металлической полосы при каждом угле входа полосы или, соответственно, угле выхода полосы или, соответственно, для каждого пути движения.
Замена или производимая вручную чистка направляющих изнашивающихся поверхностей в области петлеподъемников очень трудоемка и опасна, так как в области клети имеется в распоряжении мало места, и действуют высокие температуры, обусловленные прокаткой горячей металлической полосы, примерно 1100°C. Поэтому такие действия могут осуществляться только во время остановов чистовой группы клетей.
Краткое изложение изобретения
Техническая задача
Задачей настоящего изобретения является представить чистовую группу клетей, устройства и способ эксплуатации устройств, при которых при боковом направлении для направляемой через петлеподъемник металлической полосы в чистовой группе клетей при каждом угле входа полосы или, соответственно, выхода полосы снижены издержки и частота необходимости замены изношенных частей или, соответственно, чистки изнашивающихся поверхностей.
Техническое решение
Эта задача решается с помощью чистовой группы клетей, имеющей по меньшей мере две прокатные клети и по меньшей мере один петлеподъемник, который расположен между двумя соседними прокатными клетями и может устанавливаться в разные положения;
и имеющей по меньшей мере одно устройство для бокового направления металлической полосы, движущейся между двумя прокатными клетями по разным путям движения через петлеподъемник;
причем это устройство для бокового направления включает в себя по меньшей мере один модуль основной части, имеющий по существу вертикальную направляющую плоскость, а также несколько обладающих возможностью вращения в несколько положений вращения изнашивающихся элементов, имеющих изнашивающуюся поверхность, причем эти изнашивающиеся поверхности изнашивающихся элементов по существу плоские и во всех положениях вращения по существу параллельны направляющей плоскости,
отличающейся тем, что
между каждой из прокатных клетей и петлеподъемником расположены по меньшей мере два изнашивающихся элемента, при этом площадь изнашивающейся поверхности соседних изнашивающихся элементов, если смотреть в направлении петлеподъемника, увеличивается.
Чистовая группа клетей имеет по меньшей мере две прокатные клети.
По меньшей мере между двумя, если смотреть в направлении движения полосы, соседними прокатными клетями расположен по меньшей мере один петлеподъемник. Когда имеется больше двух прокатных клетей, может также несколько раз между двумя соседними прокатными клетями иметься по меньшей мере один петлеподъемник. При этом «соседние» следует понимать как ближайшие. Когда, например, имеются три прокатные клети A, B, C, может иметься петлеподъемник между соседями A и B, и может иметься петлеподъемник между соседями B и C. Если смотреть в направлении движения полосы, A и B являются соседними, и B и C являются соседними, A и C не являются соседними.
В чистовой группе клетей имеется по меньшей мере одно устройство для бокового направления; оно направляет металлическую полосу, движущуюся между двумя соседними прокатными клетями через петлеподъемник. В устройстве для бокового направления, которое между каждой из двух соседних прокатных клетей и петлеподъемником между этими двум соседними прокатными клетями имеет по меньшей мере два изнашивающихся элемента, площадь изнашивающейся поверхности соседних изнашивающихся элементов, если смотреть в направлении петлеподъемника, увеличивается с каждым изнашивающимся элементом. Другими словами, у соседних изнашивающихся элементов у того изнашивающегося элемента, который находится ближе к петлеподъемнику, изнашивающаяся поверхность больше, чем у того изнашивающегося элемента, который более удален от петлеподъемника. При этом «соседние» следует понимать как ближайшие.
Металлическая полоса представляет собой, например, стальную полосу или алюминиевую полосу.
Модуль основной части, имеющий направляющую плоскость, представляет собой, например, так называемую направляющую линейку, которая имеет надлежащую поверхность для направления металлической полосы, направляющую плоскость. Она может быть образована, например, одной изнашивающейся пластиной или несколькими изнашивающимися пластинами, закрепленными на опорном элементе; тогда опорный элемент и изнашивающаяся пластина (изнашивающиеся пластины) вместе образуют модуль основной части. Устройство для бокового направления может включать в себя один модуль основной части или несколько модулей основной части. Например, два модуля основной части, по одному для направления металлические полосы на каждой стороне.
Направляющая плоскость служит для бокового направления металлической полосы посредством контакта со сторонами металлической полосы. Она ограничивает свободу движения металлической полосы в ее направлении, благодаря чему металлическая полоса направляется сбоку. Направляющая плоскость ориентирована по существу вертикально.
Наряду с модулем основной части, устройство для бокового направления включает в себя также дополнительно несколько изнашивающихся элементов, имеющих изнашивающуюся поверхность. Изнашивающийся элемент представляет собой элемент, который подвергается износу вследствие направления металлической полосы, а именно, в области, которая называется изнашивающейся поверхностью. Изнашивающийся элемент представляет собой конструктивную часть, отличающуюся от модуля основной части, но может быть вставлен в модуль основной части или, соответственно, закреплен на нем. Изнашивающийся элемент имеет по меньшей мере одну изнашивающуюся поверхность; при направлении металлической полосы она обращена к металлической полосе и изнашивается вследствие контакта с металлической полосой в ходе бокового направления металлической полосы. Металлическая полоса врезается в изнашивающийся элемент и при этом изнашивает его.
Изнашивающаяся поверхность в неизношенном состоянии по существу плоская. Изнашивающаяся поверхность представляет собой область изнашивающегося элемента, которая предусмотрена для направления металлической полосы при эксплуатации. Это может быть поверхность, прежде не осуществлявшая направление и не изношенная. Это может быть также поверхность, которая вследствие произошедшего ранее износа уже истерта и повторно используется для направления. Разумеется, так называемый изнашивающийся элемент может также иметь области, которые при эксплуатации не приходят в соприкосновение с металлической полосой, например, из–за их удаленности от линии прокатки чистовой группы клетей.
Этой формулировкой должно по существу выражаться, что незначительные отклонения от требуемых свойств плоскостности, вертикальности, параллельности приемлемы. Например, отклонения относительно параллельности или, соответственно, вертикальности до 5°, предпочтительно до 2°.
Изнашивающийся элемент может быть круглым или иметь другие контуры.
Изнашивающийся элемент может вращаться в несколько положений вращения. То есть он может принимать по меньшей мере два положения вращения, из которых оператор может выбирать и соответственно управлять и/или регулировать вращение. Причем это включает в себя одновременно, что изнашивающийся элемент поочередно принимает множество положений вращения, в то время как он вращается. Изнашивающийся элемент может фиксироваться в желаемом положении вращения, которого он достиг при вращении, или же путем дальнейшего вращения вращаться в следующее положение вращения. При этом вращение может также осуществляться очень медленно, например, один оборот за 12 часов; за эти 12 часов поочередно принимается множество положений вращения.
Между двумя прокатными клетями чистовой группы клетей имеется петлеподъемник. Между прокатной клетью и петлеподъемником в устройстве для бокового направления имеются по меньшей мере два изнашивающихся элемента.
Площадь изнашивающейся поверхности соседних изнашивающихся элементов увеличивается в направлении петлеподъемника. То есть если, например, между прокатной клетью и следующим в направлении движения полосы петлеподъемником расположены три изнашивающихся элемента, то непосредственно соседний с прокатной клетью изнашивающийся элемент имеет наименьшую площадь из этих трех изнашивающихся элементов, а непосредственно соседний с петлеподъемником изнашивающийся элемент имеет наибольшую площадь. Средний изнашивающийся элемент имеет большую площадь, чем его сосед, который является непосредственно соседним с прокатной клетью; и меньшую площадь, чем его сосед, который является непосредственно соседним с петлеподъемником. Когда речь идет о круглых изнашивающихся элементах, то непосредственно соседний с прокатной клетью изнашивающийся элемент будет иметь наименьший диаметр, непосредственно соседний с петлеподъемником изнашивающийся элемент наибольший диаметр, и расположенный между ними изнашивающийся элемент диаметр между этими диаметрами.
Петлеподъемник, например, регулируемый по давлению или силе, может устанавливаться в разные положения и при эксплуатации чистовой группы клетей, в зависимости от свойств металлической полосы, находится в разных положениях. Для каждого положения петлеподъемника получается другой путь движения металлической полосы между прокатной клетью и непосредственно соседним петлеподъемником; угол входа полосы или, соответственно, выхода полосы всегда разный. Углы входа полосы или, соответственно, выхода полосы относятся к плоскости, в которой лежат межвалковые зазоры обеих прокатных клетей; из межвалкового зазора первой, если смотреть в направлении движения полосы, прокатной клети выходит металлическая полоса и движется по своему пути движения в направлении ближайшей клети через ролик петлеподъемника, на котором она изменяет направление. Оттуда она входит в межвалковый зазор второй, если смотреть в направлении движения полосы, прокатной клети.
Предпочтительные результаты изобретения
Изнашивающийся элемент обладает возможностью вращения вокруг оси вращения. Предпочтительно эта ось вращения располагается перпендикулярно к изнашивающейся поверхности. Предпочтительно изнашивающийся элемент представляет собой, особенно предпочтительно круглый, диск, имеющий плоскую изнашивающуюся поверхность, которая образуется основной поверхностью диска.
Чтобы предотвратить превышение приемлемой степени износа какой–либо области изнашивающейся поверхности изнашивающегося элемента, изнашивающийся элемент может вращаться вокруг оси вращения, благодаря чему к кромке металлической полосы обращается и изнашивается вследствие направления через нее металлической полосы другая область. Вследствие многократного вращения может отсрочиваться необходимость замены изнашивающейся поверхности или, соответственно, изнашивающегося элемента, так как к металлической полосе обращаются все время другие области кромки, и поэтому износ равномерно распределяется по изнашивающейся поверхности. При этом снижаются издержки замены изношенных частей, так как замена необходима реже. Кроме того, можно способствовать тому, чтобы налипания не скапливались в одном месте. Соответственно опасность падения на металлическую полосу уменьшается. Кроме того, имеющиеся налипания могут также при известных условиях снова истираться с металлической полосы при другом положении вращения изнашивающегося элемента.
От прокатной клети в направлении петлеподъемника металлическая полоса все более удаляется от линии прокатки чистовой группы клетей. Для каждого положения петлеподъемника получается другой угол выхода и ода и вместе с тем другой путь движения.
В одной предлагаемой изобретением чистовой группе клетей или, соответственно, с помощью одного предлагаемого изобретением устройства при каждом угле между линией прокатки чистовой группы клетей и металлической полосой возможно боковое направление с помощью изнашивающихся пластин. Это становится возможно благодаря тому, то изнашивающиеся пластины по мере приближения к петлеподъемнику имеют все большие площади и при этом могут также обеспечивать боковое направление по мере удаления металлической полосы от линии прокатки.
Предпочтительно изнашивающиеся элементы являются сменными, так что при чрезмерном износе этих конструктивных частей возможна простая замена. Более трудоемкая по сравнению с этим замена модулей основной части или, соответственно, частей модулей основной части, таких как, например, изнашивающиеся пластины, необходима реже, так как достаточно боковое направление с помощью одних только изнашивающихся элементов. Так как изнашивающиеся элементы могут вращаться в разные положения вращения, может изнашиваться все время новая область изнашивающихся поверхностей, благодаря чему износ может распределяться, и замена необходима реже. Это экономит издержки и расходы при поддержании в исправности устройства для бокового направления.
По одному из предпочтительных вариантов осуществления по меньшей мере один изнашивающийся элемент может располагаться в выемке указанного по меньшей мере одного модуля основной части. Когда указанный по меньшей мере один изнашивающийся элемент расположен в выемке указанного по меньшей мере одного модуля основной части, можно производить одновременное направление металлической полосы с помощью модуля основной части и изнашивающегося элемента, например, когда изнашивающаяся поверхность изнашивающегося элемента не выдается за направляющую плоскость модуля основной части, а по меньшей мере частично лежит в ней. Когда изнашивающаяся поверхность, как требуется в соответствии с изобретением, является по существу плоской и лежит параллельно направляющей плоскости, это возможно, потому что «параллельно направляющей плоскости» включает в себя также «в одной плоскости с направляющей плоскостью». Или, когда изнашивающаяся поверхность изнашивающегося элемента не выдается за направляющую плоскость модуля основной части и не лежит в ней, но более удалена от металлической полосы, чем направляющая плоскость модуля основной части, и причем тогда, когда металлическая полоса врезается в модуль основной части настолько, что она также вступает в контакт с изнашивающейся поверхностью и за счет этого направляется.
Предпочтительно выемка является круглой. Это делает возможным простое вращение расположенного в этой выемке изнашивающегося элемента, когда она является вращательно–симметричной или осесимметричной относительно его оси вращения. Когда выемка не полностью охвачена модулем основной части, в этом варианте осуществления край выемки в модуле основной части следует части окружности. Выемка может также иметь другие формы.
В WO2015043926A1, раскрытие которой одновременно включено в раскрытие настоящей заявки, содержатся варианты осуществления изнашивающихся элементов, которые при известных условиях также применимы в предлагаемом изобретением устройстве для бокового направления металлической полосы, движущейся через конвейерное устройство для металлической полосы в чистовой группе клетей, включающем в себя по меньшей мере один модуль основной части, имеющий по существу вертикальную направляющую плоскость.
В предлагаемой изобретением чистовой группе клетей изнашивающиеся элементы расположены предпочтительно так, что каждый путь движения ведет через каждую изнашивающуюся поверхность. То есть для каждого пути движения можно считать, что он отчасти лежит на каждой из изнашивающихся пластин между прокатной клетью и петлеподъемником, тогда независимо от того, на каком расстоянии от линии прокатки находится ролик петлеподъемника, все изнашивающиеся элементы способствуют боковому направлению.
Другим предметом настоящей заявки является устройство для бокового направления металлической полосы, движущейся между двумя прокатными клетями чистовой группы клетей через устанавливаемый в разные положения петлеподъемник, включающего в себя
по меньшей мере один модуль основной части, имеющий по существу вертикальную направляющую плоскость, а также несколько обладающих возможностью вращения в несколько положений вращения изнашивающихся элементов, имеющих изнашивающуюся поверхность,
причем эти изнашивающиеся поверхности изнашивающихся элементов по существу плоские и во всех положениях вращения по существу параллельны направляющей плоскости,
отличающегося тем, что
по меньшей мере в одном модуле основной части расположены по меньшей мере два изнашивающегося элемента, при этом площади изнашивающихся поверхностей соседних изнашивающихся элементов имеют разный размер.
Такое устройство может, например, встраиваться в традиционную чистовую группу клетей, так что получается предлагаемая изобретением чистовая группа клетей. Или оно может встраиваться в предлагаемую изобретением чистовую группу клетей для замены уже имеющегося предлагаемого изобретением устройства или для увеличения имеющегося в чистовой группе клетей числп предлагаемых изобретением устройств.
В предлагаемом изобретением устройстве предпочтительно, что площадь изнашивающейся поверхности непосредственно соседних изнашивающихся элементов в модуле основной части, если смотреть в направлении продольной протяженности модуля основной части, увеличивается с каждым изнашивающимся элементом.
Продольная протяженность модуля основной части во встроенном между прокатной клетью и петлеподъемником состоянии для эксплуатации в чистовой группе клетей должна рассматриваться от петлеподъемника в направлении прокатной клети или, соответственно, от прокатной клети в направлении петлеподъемника, то есть в направлении или против направления, в котором направляемая сбоку металлическая полоса при эксплуатации проходит чистовую группу клетей.
Получаются эффекты, уже изложенные выше для чистовой группы клетей.
В предлагаемом изобретением способе изнашивающиеся элементы предпочтительно расположены так, что каждый путь движения ведет через каждую изнашивающуюся поверхность. То есть для каждого пути движения можно считать, что он отчасти лежит на каждой из изнашивающихся пластин между прокатной клетью и петлеподъемником, тогда независимо от того, на каком расстоянии от линии прокатки находится ролик петлеподъемника, все изнашивающиеся элементы способствуют боковому направлению.
Другими словами, при эксплуатации чистовой группы клетей предлагаемое изобретением устройство для бокового направления металлической полосы, движущейся между двумя прокатными клетями чистовой группы клетей по разным путям движения через устанавливаемый в разные положения петлеподъемник, включает в себя
по меньшей мере один модуль основной части, имеющий по существу вертикальную направляющую плоскость, а также несколько обладающих возможностью вращения в несколько положений вращения изнашивающихся элементов, имеющих изнашивающуюся поверхность,
причем эти изнашивающиеся поверхности изнашивающихся элементов по существу плоские и во всех положениях вращения по существу параллельны направляющей плоскости,
при этом
между каждой из прокатных клетей и петлеподъемником расположены по меньшей мере два изнашивающихся элемента,
при этом площадь изнашивающейся поверхности соседних изнашивающихся элементов, если смотреть в направлении петлеподъемника, увеличивается,
и предпочтительно при этом изнашивающиеся элементы (18, 19, 20) расположены так, что каждый путь движения ведет через каждую изнашивающуюся поверхность (21, 22, 23).
Оно предназначено для бокового направления в чистовой группе клетей по п.1 или 2 формулы изобретения.
Другим предметом настоящей заявки является способ эксплуатации предлагаемой изобретением чистовой группы клетей или устройства для бокового направления,
отличающийся тем, что
по меньшей мере один из изнашивающихся элементов вращается, в то время как движется металлическая полоса.
Во время вращения он принимает множество положений вращения. Вращение может также осуществляться очень медленно, например, один оборот за 12 часов. Вращение может быть также прервано паузами. При вращении износ изнашивающихся элементов может равномерно распределяться по изнашивающейся поверхности, что помогает продлить интервалы между заменами. Вращение может осуществляться, как в WO2015043926A1, в определенные положения вращения; оно может также осуществляться в не определенные положения вращения относительно оси вращения в том смысле, что оператором не предопределено, что в определенный момент времени должно приниматься определенное положение вращения.
Для каждого положения петлеподъемника получается другой путь движения металлической полосы. В зависимости от положения петлеподъемника путь движения, которому следует металлическая полоса, разный. Вращение происходит, в то время как движется металлическая полоса, предпочтительно во время бокового направления с помощью вращающегося изнашивающегося элемента.
Предпочтительно на каждом пути движения осуществляется боковое направление с помощью каждого изнашивающегося элемента. То есть для каждого пути движения можно считать, что он отчасти лежит на каждой из изнашивающихся поверхностей между прокатной клетью и петлеподъемником, тогда независимо от того, на каком расстоянии от линии прокатки находится петлеподъемник, все изнашивающиеся элементы способствуют боковому направлению.
Краткое описание чертежей
Ниже настоящее изобретение описывается в качестве примера с помощью схематичных фигур.
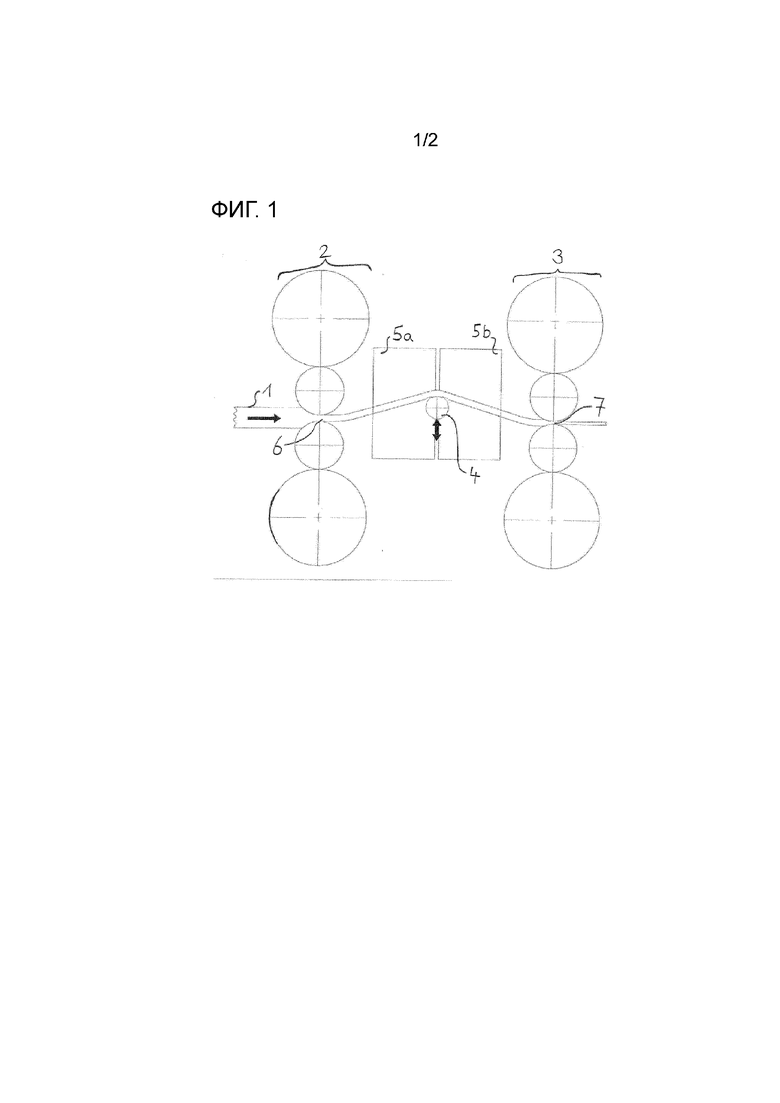
На фиг.1 схематично показано традиционное устройство для бокового направления металлической полосы, движущейся между двумя прокатными клетями чистовой группы клетей через петлеподъемник.
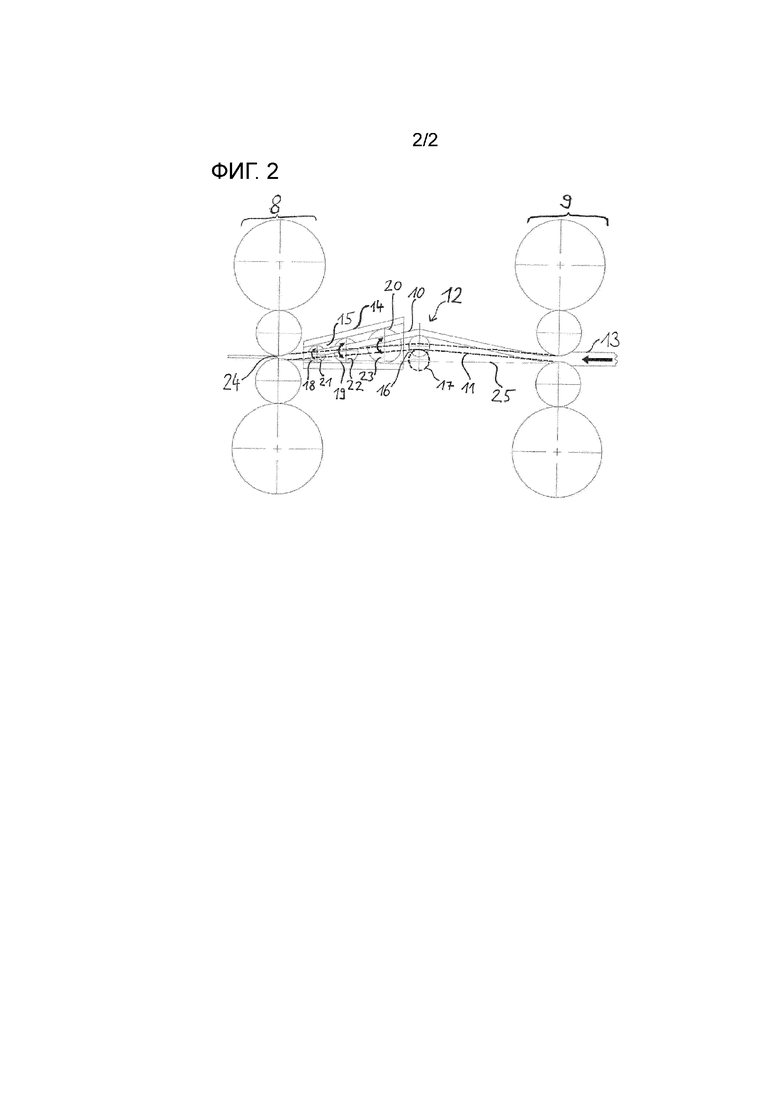
На фиг.2 схематично показан один и вариантов осуществления предлагаемого изобретением устройства, которое находится в эксплуатации, будучи встроено в предлагаемую изобретением чистовую группу клетей.
Описание вариантов осуществления
Примеры
На фиг.1 фрагментарно показано на виде сбоку, как металлическая полоса 1 движется в указанном стрелкой направлении между двумя прокатными клетями 2, 3 чистовой группы клетей через петлеподъемник 4 в традиционное устройство. Для бокового направления движущейся металлической полосы 1 справа и слева от петлеподъемника 4 имеются пластинчатые изнашивающиеся планки 5a, 5b. Петлеподъемник 4 может устанавливаться в разные положения, что изображено двойной стрелкой. В зависимости от положения, металлическая полоса 1 следует другому пути движения от межвалкового зазора 6 первой в направлении движения полосы прокатной клети 2 в межвалковый зазор 7 второй в направлении движения полосы прокатной клети 3. Изображен только путь движения, относящийся к изображенному положению петлеподъемника 4.
На фиг.2 показан фрагмент предлагаемой изобретением чистовой группы клетей, имеющей один из вариантов осуществления предлагаемого изобретением устройства для бокового направления, которое находится в эксплуатации, будучи встроено в предлагаемую изобретением чистовую группу клетей. На виде сбоку показана металлическая полоса 13, движущаяся между двумя прокатными клетями 8, 9 чистовой группы клетей по разным путям 10, 11 движения через устанавливаемый в разные положения петлеподъемник 12. Направление движении металлической полосы изображено стрелкой. Изображен модуль 14 основной части, имеющий по существу вертикальную направляющую плоскость 15, которая расположена между последней, если смотреть в направлении движения полосы, прокатной клетью 8 и петлеподъемником 12. Петлеподъемник 12, через который движется металлическая полоса 13, может устанавливаться в разные положения; это изображено для двух положений ролика петлеподъемника сплошным очертанием 16 и штриховым очертанием 17. Путь 10 движения, которому следует металлическая полоса 13 через самое верхнее возможное положение петлеподъемника, изображен сплошной линией, путь 10 движения, по которому она следует через нижнее положение петлеподъемника, изображен штриховой линией. Устройство включает в себя также три обладающих возможностью вращения в несколько положений вращения изнашивающихся элементов 18, 19, 20, при этом изнашивающиеся поверхности 21, 22, 23 изнашивающихся элементов 18, 19, 20 по существу плоские и во всех трех положениях вращения параллельны направляющей плоскости 15 модуля 14 основной части. Эти три изнашивающихся элемента 18, 19, 20 расположены между последней, если смотреть в направлении движения полосы, прокатной клетью 8 и петлеподъемником 12. От межвалкового зазора 24, если смотреть в направлении петлеподъемника 12, площадь изнашивающейся поверхности 21, 22, 23 соседних изнашивающихся элементов 18, 19, 20 увеличивается, так как диаметры этих трех круглых изнашивающихся элементов 18, 19, 20 увеличиваются. В изображенном варианте осуществления каждый путь движения ведет через каждую изнашивающуюся поверхность 21, 22. 23. Независимо от того, на каком из изображенных расстояний от линии 25 прокатки, изображенной непрерывной линией, находится ролик петлеподъемника, все изнашивающиеся элементы 18, 19, 20 способствуют боковому направлению.
При эксплуатации изображенной установки изнашивающиеся элементы 18, 19, 20 вращаются, – изображено изогнутыми стрелками, возможны разные направления вращения, – в то врем как металлическая полоса 13 движется и направляется ими.
Для ясности обойдемся без изображения частей для бокового направления, при известных условиях имеющихся между петлеподъемником 12 и прокатной клетью 9; речь может идти, например, о системе, зеркально–симметричной изображенной системе.
Хотя изобретение было подробно проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Металлическая полоса
2 Прокатная клеть
3 Прокатная клеть
4 Петлеподъемник
5a, 5b Изнашивающиеся планки
6 Межвалковый зазор
7 Межвалковый зазор
8 Прокатная клеть
9 Прокатная клеть
10 Путь движения
11 Путь движения
12 Петлеподъемник
13 Металлическая полоса
14 Модуль основной части
15 Направляющая плоскость
16 Очертание ролика петлеподъемника
17 Очертание ролика петлеподъемника
18 Изнашивающийся элемент
19 Изнашивающийся элемент
20 Изнашивающийся элемент
21 Изнашивающаяся поверхность
22 Изнашивающаяся поверхность
23 Изнашивающаяся поверхность
24 Межвалковый зазор
25 Линия прокатки
СПИСОК ЛИТЕРАТУРЫ
Патентная литература WO2015043926A1
Изобретение относится к области прокатки. Устройства и способы предназначены для бокового направления металлической полосы (1, 13), движущейся между двумя прокатными клетями (2, 3, 8, 9) чистовой группы клетей через петлеподъемник (4, 12). Устройство включает по меньшей мере один модуль (14) основной части, имеющий направляющую плоскость (15), а также несколько обладающих возможностью вращения в несколько положений вращения изнашивающихся элементов (18, 19, 20), имеющих изнашивающуюся поверхность (21, 22, 23). Между каждой из прокатных клетей (2, 3, 8, 9) и петлеподъемником расположены по меньшей мере два изнашивающихся элемента (18, 19, 20), при этом площадь изнашивающейся поверхности (21, 22, 23) изнашивающихся элементов (18, 19, 20), если смотреть в направлении петлеподъемника (4, 12), увеличивается. При эксплуатации установки по меньшей мере один из изнашивающихся элементов вращается во время прохождения металлической полосы (1, 13). Изобретение обеспечивает возможность снижения необходимости замены изношенных частей или, соответственно, чистки изнашивающихся поверхностей при боковом направлении металлической полосы в чистовой группе клетей при каждом угле входа полосы или, соответственно, выхода полосы через петлеподъемник. 4 н. и 5 з.п. ф-лы, 2 ил.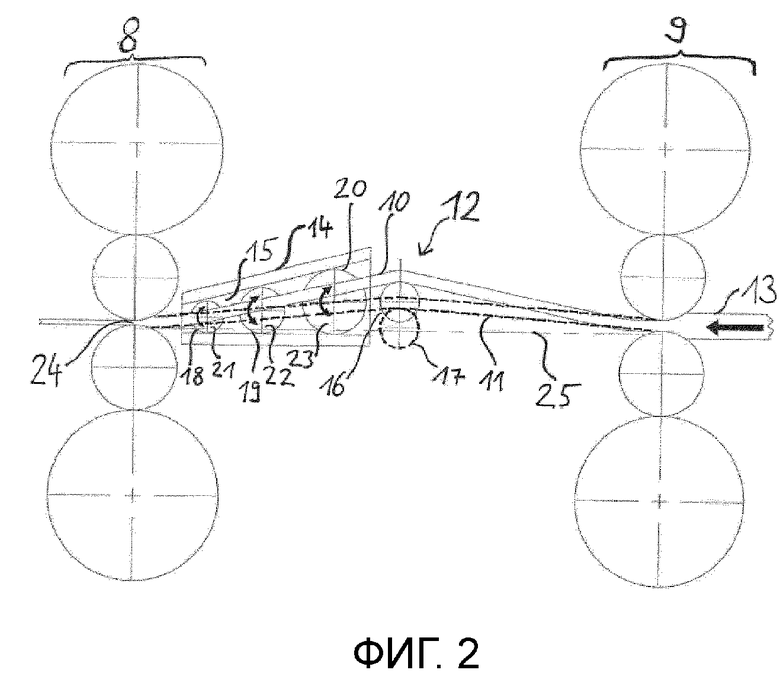
1. Чистовая группа прокатных клетей, содержащая по меньшей мере две прокатные клети и по меньшей мере один петлеподъемник, который расположен между двумя соседними прокатными клетями с возможностью установки в разные положения, и имеющая по меньшей мере одно устройство для бокового направления металлической полосы (1, 13), перемещаемой между двумя прокатными клетями (2, 3, 8, 9) по разным путям движения через петлеподъемник (4, 12), причем устройство для бокового направления включает по меньшей мере один модуль (14) основной части, имеющий по существу вертикальную направляющую плоскость (15), и несколько установленных с возможностью вращения в несколько положений вращения изнашивающихся элементов (18, 19, 20), имеющих изнашивающуюся поверхность (21, 22, 23), причем изнашивающиеся поверхности (21, 22, 23) изнашивающихся элементов (18, 19, 20) выполнены по существу плоскими и во всех положениях вращения по существу параллельными направляющей плоскости (15), отличающаяся тем, что между каждой из прокатных клетей (2, 3, 8, 9) и петлеподъемником расположены по меньшей мере два изнашивающихся элемента (18, 19, 20), при этом площадь изнашивающейся поверхности (21, 22, 23) соседних изнашивающихся элементов (18, 19, 20) в направлении петлеподъемника (4, 12) увеличивается.
2. Чистовая группа прокатных клетей по п. 1, отличающаяся тем, что изнашивающиеся элементы (18, 19, 20) расположены так, что каждый путь движения металлической полосы проходит через каждую изнашивающуюся поверхность (21, 22, 23).
3. Устройство для бокового направления металлической полосы (1, 13), перемещаемой между двумя прокатными клетями (2, 3, 8, 9) чистовой группы клетей по разным путям движения через устанавливаемый в разные положения петлеподъемник (4, 12), содержащее по меньшей мере один модуль (14) основной части, имеющий по существу вертикальную направляющую плоскость (15), а также несколько установленных с возможностью вращения в несколько положений вращения изнашивающихся элементов (18, 19, 20), имеющих изнашивающуюся поверхность (21, 22, 23), при этом изнашивающиеся поверхности (21, 22, 23) изнашивающихся элементов (18, 19, 20) выполнены по существу плоскими и во всех положениях вращения по существу параллельными направляющей плоскости (15), отличающееся тем, что по меньшей мере в одном модуле (14) основной части расположены по меньшей мере два изнашивающихся элемента (18, 19, 20), при этом изнашивающиеся поверхности (21, 22, 23) соседних изнашивающихся элементов (18, 19, 20) имеют разный размер.
4. Устройство по п. 3, отличающееся тем, что площадь изнашивающейся поверхности непосредственно соседних изнашивающихся элементов в модуле основной части в направлении продольной протяженности модуля основной части увеличивается с каждым изнашивающимся элементом.
5. Устройство по п. 3 или 4, отличающееся тем, что изнашивающиеся элементы (18, 19, 20) расположены так, что каждый путь движения металлической полосы проходит через каждую изнашивающуюся поверхность (21, 22, 23).
6. Способ направления металлической полосы в чистовой группе прокатных клетей по п. 1 или 2, характеризующийся тем, что
осуществляют перемещение металлической полосы по меньшей мере через две прокатные клети, при этом по меньшей мере один из изнашивающихся элементов (18, 19, 20) вращают во время перемещения металлической полосы (1, 13).
7. Способ по п. 6, отличающийся тем, что на каждом пути (10, 11) движения металлической полосы осуществляют ее боковое направление с помощью каждого изнашивающегося элемента (18, 19, 20).
8. Способ направления металлической полосы в устройстве для бокового направления металлической полосы по пп. 3-5, характеризующийся тем, что осуществляют перемещение металлической полосы по меньшей мере через две прокатные клети, при этом по меньшей мере один из изнашивающихся элементов (18, 19, 20) вращают во время перемещения металлической полосы (1, 13).
9. Способ по п. 8, отличающийся тем, что на каждом пути (10, 11) движения металлической полосы осуществляют ее боковое направление с помощью каждого изнашивающегося элемента (18, 19, 20).
| УСТРОЙСТВО ДЛЯ ИЗОЛЯЦИИ ЗОНЫ ОСЛОЖНЕНИЯ В СКВАЖИНЕ | 2005 |
|
RU2283941C1 |
| Проводка скольжения прокатной клети | 1982 |
|
SU1069896A1 |
| Рольганг широкополосного прокатного стана | 1988 |
|
SU1560345A1 |
| WO 2015043926 A1, 02.04.2015. | |||

