Область техники
Настоящее изобретение относится к прокатному стану, имеющему первую прокатную клеть для прокатки плоского проката из металла,
- при этом перед и/или после первой прокатной клети расположено сенсорное устройство,
- причем это сенсорное устройство для передачи регистрируемой измеряемой величины соединено с устройством управления прокатного стана,
- причем это устройство управления выполнено таким образом, что оно учитывает передаваемую измеряемую величину при определении управляющей величины первой прокатной клети,
- при этом сенсорное устройство выполнено таким образом, что посредством сенсорного устройства может регистрироваться по меньшей мере одна характерная для какого-либо свойства материала плоского проката измеряемая величина,
- при этом управление первой прокатной клетью с использованием управляющей величины влияет на это свойство материала плоского проката,
- первая прокатная клеть имеет верхний рабочий валок и нижний рабочий валок.
Термин «первая прокатная клеть» в настоящем изобретении не подразумевает, что прокатный стан обязательно имеет несколько прокатных клетей, и первая прокатная клеть является крайней передней прокатной клетью, через которую плоский прокат проходит в первую очередь. Более того, в первую очередь сюда должен быть включен случай, когда прокатный стан имеет только первую прокатную клеть. В этом случае имеется исключительно первая прокатная клеть. Кроме того, также в случае, когда прокатный стан имеет несколько прокатных клетей, термин «первая прокатная клеть» служит только для отличия от других прокатных клетей прокатного стана. Но не должна подразумеваться никакая последовательность. То есть первая прокатная клеть и в этом случае может быть расположена в последовательности прокатных клетей в любом месте. То есть, чисто в качестве примера, если плоский прокат сначала проходит через прокатную клеть A, затем через прокатную клеть B, затем через прокатную клеть C и, наконец, через прокатную клеть D, первая прокатная клеть может быть любой из прокатных клетей A-D, в то время как другие прокатные клети являются вторыми прокатными клетями.
При производстве плоского проката стремятся с наибольшей возможной точностью настраивать геометрические свойства плоского проката, то есть, в частности, его ширину и его толщину. То же самое относится и к профилю или, соответственно, контуру. Также должна соблюдаться плоскостность. Дополнительно к этим и при известных условиях также другим геометрическим свойствам должны, кроме того, также настраиваться свойства материала плоского проката. Свойствами материала являются свойства, которые должен иметь плоский прокат при позднейшем применении, например, определенный предел текучести, определенная твердость материала или определенная намагничиваемость. То есть свойствами материала являются свойства, которые имеет материал независимо от его конкретного текущего состояния (такого как, например температура), а также независимо от его геометрических свойств. Причиной определенных свойств материала, наряду с материалом как таковым, является зеренная структура металла.
Настройка свойств материала может, по меньшей мере частично, осуществляться при прокатке плоского проката. Однако часто наблюдается отличие фактического значения какого-либо свойства материала от желаемого целевого значения. В этом случае требуется термически обрабатывать плоский прокат после горячей прокатки. Это относится особенно к тому случаю, когда у проката должна устанавливаться определенная так называемая текстура Госса. Но, похожие проблемы возникают также у определенных сталей, в частности у AHSS (= advanced high strength steel, англ. Усовершенствованная высокопрочная сталь), а также мартенситных и бейнитных марок. В случае термической обработки прокат для настройки свойств материала, например, после горячей прокатки, может надлежащим образом охлаждаться на участке охлаждения или, при холодной прокатке, обрабатываться отжигом. Эта обработка может осуществляться альтернативно после холодной прокатки или между двумя проходами холодной прокатки.
Уровень техники
Из специальной статьи «Технология обработки давлением для использования в электромобилях» Герхарда Хирта и др., запрошенной 21.01.2020 по ссылке https://publications.rwth-aachen.de/record/762556/files/762556.pdf, известно, что для обеспечения благоприятной для намагничивания текстуры проката может быть предпочтительна так называемая асимметричная прокатка. При асимметричной прокатке окружная скорость верхнего и нижнего рабочего валка прокатной клети отличаются друг от друга. То есть на плоский прокат при прокатке действуют силы среза в направлении транспортировки. За счет этих сил среза осуществляется переупорядочивание ориентации кристаллов.
Прокатный стан вышеназванного рода известен, например, из WO 2017/157 692 A1. У такого прокатного стана посредством управляющей величины настраивается, например, толщина обжатия или усилие прокатки.
Сущность изобретения
Задача настоящего изобретения заключается в том, чтобы создать возможности, посредством которых простым и надежным образом по потребности может целенаправленно обеспечивать какое-либо электрическое, магнитное или механическое свойство материала плоского проката.
Эта задача решается с помощью прокатного стана с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления прокатного стана являются предметом пп.2-15 формулы изобретения.
В соответствии с изобретением у прокатного стана вышеназванного вида устройство управления выполнено таким образом, что находимая с учетом измеряемой величины управляющая величина представляет собой отношение верхней окружной скорости, с которой вращается верхний рабочий валок, к нижней окружной скорости, с которой вращается нижний рабочий валок.
То есть регистрируется некоторая измеряемая величина, по которой в момент времени измерения может непосредственно находиться соответствующее ей свойство материала плоского проката. То есть существует прямая функциональная зависимость между измеряемой величиной, с одной стороны, и свойством материала, с другой стороны. Но не требуется поводить сложные расчеты моделей, посредством которых, например, моделируется развитие во времени.
При этом формулировка «в момент времени измерения» не должна подразумевать, что это свойство материала тоже автоматически изменяется в ходе времени вследствие изменения состояния плоского проката, например, его температуры. Но свойство материала в более поздний момент времени может устанавливаться на какое-либо другое значение путем соответствующей обработки проката, например, путем прокатки в первой прокатной клети или путем прокатки в другой прокатной клети или путем термической обработки.
Возможно, чтобы прокатный стан имел только упомянутую первую прокатную клеть и, следовательно, только одну единственную прокатную клеть. В этом случае сенсорное устройство, естественным образом, расположено непосредственно перед или непосредственно после этой прокатной клети. Однако возможно также, чтобы прокатный стан дополнительно к первой прокатной клети имел также по меньшей мере одну вторую прокатную клеть. В этом случае возможны несколько разных вариантов осуществления.
Так, например, возможно, чтобы вторые прокатные клети не были расположены между сенсорным устройством и первой прокатной клетью. Этот вариант осуществления реализован, например, тогда, когда сенсорное устройство расположено перед крайней передней прокатной клетью многоклетьевой группы прокатных клетей, и определяемая устройством управления с учетом измеряемой величины управляющая величина действует на крайнюю переднюю прокатную клеть, или, наоборот, сенсорное устройство расположено после последней прокатной клети многоклетьевой группы прокатных клетей, и определяемое устройством управления с учетом измеряемой величины управляющая величина действует на последнюю прокатную клеть. Также этот вариант осуществления реализован, например, тогда, когда сенсорная система расположена между двумя прокатными клетями многоклетьевой группы прокатных клетей, и определяемая устройством управления с учетом измеряемой величины управляющая величина действует на одну из этих двух прокатных клетей, или устройство управления находит две таких управляющих величины, из которых каждая действует на одну из этих двух прокатных клетей.
Альтернативно возможно, чтобы по меньшей мере одна из вторых прокатных клетей была расположена между сенсорным устройством и первой прокатной клетью. Этот вариант осуществления реализован, например, тогда, когда сенсорное устройство расположено перед крайней передней прокатной клетью многоклетьевой группы прокатных клетей, и определяемая устройством управления с учетом измеряемой величины управляющая величина действует на отличающуюся от крайней передней прокатную клеть, или, наоборот, сенсорная система расположена после последней прокатной клети многоклетьевой группы прокатных клетей, и определяемая устройством управления с учетом измеряемой величины управляющая величина действует на отличающуюся от последней прокатную клеть.
Конечно, возможны также комбинации этих методов. Так, например, сенсорное устройство может быть расположено перед крайней передней прокатной клетью многоклетьевой группы прокатных клетей, и устройством управления с учетом измеряемой величины могут также находиться несколько управляющих величин, из которых одна действует на крайнюю переднюю прокатную клеть, а другая на какую-либо другую прокатную клеть. Также, наоборот, сенсорная система может быть расположена после последней прокатной клети многоклетьевой группы прокатных клетей, и устройством управления с учетом измеряемой величины могут также определяться несколько управляющих величин, из которых одна действует на последнюю прокатную клеть, а другая на какую-либо другую прокатную клеть.
Предпочтительно устройство управления выполнено таким образом, что оно определяет отношение верхней окружной скорости к нижней окружной скорости таким образом, что оно лежит между 0,5 и 2,0, в частности между 0,9 и 1,1. Тем самым могут покрываться все релевантные на практике случаи.
Чтобы можно было реализовать отличающиеся друг от друга окружные скорости, возможно, чтобы верхний рабочий валок приводился в движение верхним приводом, а нижний рабочий валок приводился в движение отличающимся от верхнего привода нижним приводом. В этом случае различные окружные скорости могут просто реализовываться путем соответствующей настройки двух приводов на различные частоты вращения.
Альтернативно возможно, чтобы верхний рабочий валок и нижний рабочий валок приводились в движение одним общим приводом. В этом случае между общим приводом на одной стороне и верхним рабочим валком и нижним рабочим валком на другой стороне расположен редуктор, посредством которого может плавно настраиваться отношение частоты вращения верхнего выходного вала редуктора, соединенного без возможности вращения с верхним рабочим валком, относительно частоты вращения нижнего выходного вала редуктора, соединенного без возможности вращения с нижним рабочим валком.
Дополнительно к настройке отношения между окружными скоростями возможно, чтобы устройство управления было выполнено таким образом, чтобы определяемая с учетом измеряемой величины управляющая величина представляла собой влияние на температуру верхнего рабочего валка и/или нижнего рабочего валка первой прокатной клети и/или плоского проката перед прокаткой в первой прокатной клети. Например, может осуществляться охлаждение путем разбрызгивания воды или нагрев путем индукционного нагрева.
Если сенсорное устройство расположено перед первой прокатной клетью, устройство управления предпочтительно выполнено таким образом, что оно выдает первой прокатной клети определяемую с учетом измеряемой величины управляющую величину с учетом отслеживания пути плоского проката от сенсорного устройства к первой прокатной клети. То есть устройство управления при управлении первой прокатной клетью учитывает время транспортировки, которое проходит между регистрацией измеряемой величины для определенного участка плоского проката и прокаткой того же самого участка плоского проката в первой прокатной клети.
Предпочтительно устройство управления включает в себя модель, посредством которой устройство управления с учетом измеряемой величины определяет управляющую величину первой прокатной клети и также с учетом этой управляющей величины, определенной с учетом измеряемой величины, находит некоторое ожидаемое значение указанного свойства материала плоского проката после прокатки в первой прокатной клети. Также предпочтительно после первой прокатной клети расположено другое сенсорное устройство, посредством которого может регистрироваться по меньшей мере одна характерная для указанного свойства материала плоского проката после прокатки в первой прокатной клети другая измеряемая величина. Это другое сенсорное устройство для передачи регистрируемой другой измеряемой величины соединено с устройством управления. Наконец, устройство управления выполнено предпочтительно таким образом, что оно использует указанную другую измеряемую величину для момента времени, который устройство управления находит с учетом отслеживания пути плоского проката от первой прокатной клети к другому сенсорному устройству, и адаптирует модель на основе сравнения этой другой измеряемой величины и ожидаемого значения свойства материала. Этим методом модель может постепенно все лучше адаптироваться к фактическому поведению плоского проката.
Предпочтительно устройство управления выполнено таким образом, что оно при нахождении управляющей величины дополнительно к передаваемой измеряемой величине учитывает температуру плоского проката перед прокаткой плоского проката в первой прокатной клети и/или усилие прокатки при прокатке плоского проката в первой прокатной клети и/или обжатие за проход при прокатке плоского проката в первой прокатной клети. Благодаря этому желаемое свойство материала может настраиваться с более высокой точностью. Необходимые зависимости могут быть заложены, например, в виде характеристических линий в устройстве управления.
В одном из предпочтительных вариантов осуществления сенсорное устройство включает в себя элемент возбуждения и первый сенсорный элемент. Посредством элемента возбуждения в плоском прокате возбуждается базовый сигнал. Посредством первого сенсорного элемента регистрируется базирующийся на возбуждаемом базовом сигнале первый сенсорный сигнал. Возможно, чтобы сенсорное устройство находило передаваемую измеряемую величину с учетом первого сенсорного сигнала. Альтернативно возможно, чтобы передаваемая измеряемая величина включала в себя первый сенсорный сигнал.
В отдельных случаях допустима возможность, чтобы регистрировался исключительно первый сенсорный сигнал. Однако, как правило, сенсорное устройство дополнительно включает в себя некоторое количество вторых сенсорных элементов. В этом случае, если смотреть со стороны первого сенсорного элемента в направлении транспортировки, каждый второй сенсорный элемент расположен перед или после первого сенсорного элемента и/или со сдвигом в сторону. Посредством каждого второго сенсорного элемента регистрируется соответствующий, базирующийся на возбуждаемом базовом сигнале, эквивалентный первому сенсорному сигналу второй сенсорный сигнал. Возможно, чтобы сенсорное устройство находило передаваемую измеряемую величину с учетом также соответствующего второго сенсорного сигнала. Например, могут составляться разность или частное соответствующих сенсорных сигналов. Альтернативно возможно, чтобы передаваемая измеряемая величина включала в себя также соответствующий второй сенсорный сигнал. В этом случае устройством управления могут осуществляться эквивалентные оценки.
Базовый сигнал может представлять собой, например, вихревой ток. Альтернативно базовый сигнал может представлять собой звуковой сигнал, в частности ультразвуковой сигнал.
Предпочтительно от элемента возбуждения к первому сенсорному элементу параллельно направлению транспортировки проходит соединительная линия. Благодаря этому достигается особенно надежная оценка.
Указанное свойство материала, как уже упомянуто, может быть каким-либо электромагнитным свойством или каким-либо механическим свойством проката.
В отдельных случаях может осуществляться горячая прокатка. Однако, как правило, осуществляется холодная прокатка. При этом прокатный стан является, как правило, станом холодной прокатки.
Краткое описание чертежей
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становится яснее и отчетливее понятно в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом на схематичном изображении показано:
фиг.1: прокатный стан, имеющий первую прокатную клеть;
фиг.2: вид сверху части прокатного стана с фиг.1;
фиг.3 и 4: виды сбоку фиг.3 в два момента времени;
фиг.5: блок-схема;
фиг.6: вид сверху части прокатного стана с фиг.1;
фиг.7 и 8: виды сбоку фиг.6 в два момента времени;
фиг.9 и 10: в каждом случае другой прокатный стан, имеющий первую прокатную клеть;
фиг.11: блок-схема;
фиг.12 и 13: структуры привода рабочих валков;
фиг.14: прокатная клеть и влияния температуры и
фиг.15-20: разные варианты осуществления групп прокатных клетей.
Описание вариантов осуществления
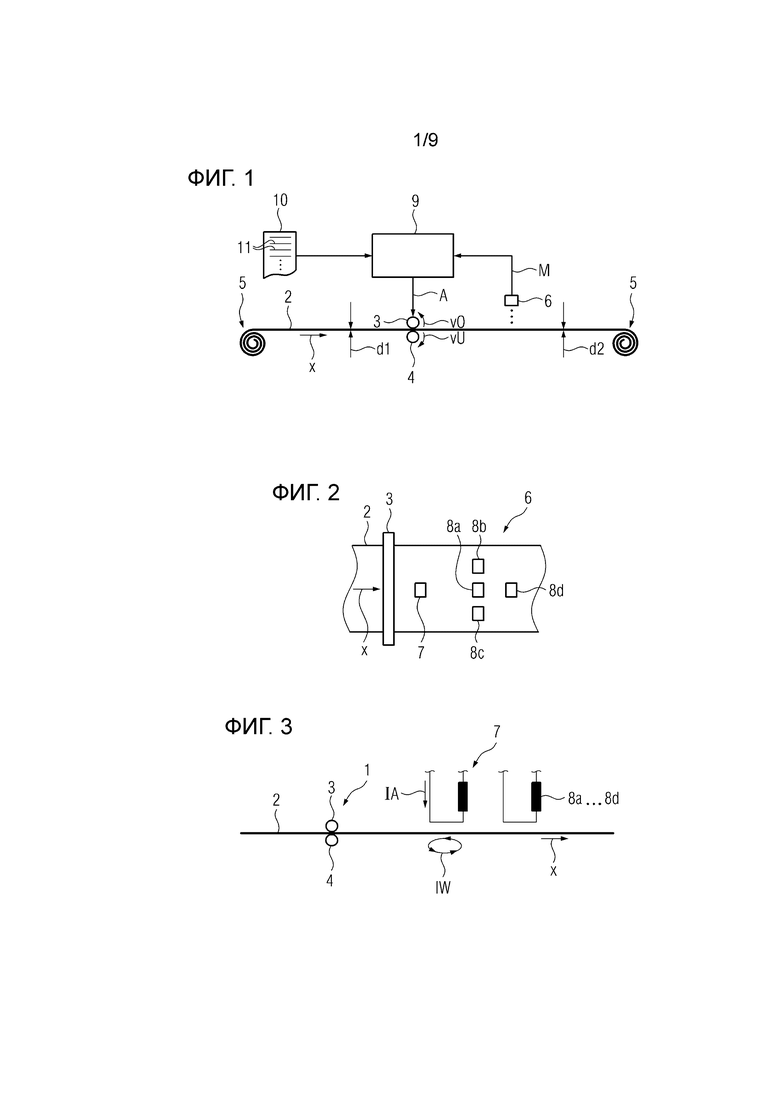
В соответствии с фиг.1 прокатный стан, как каждый прокатный стан, имеет по меньшей мере одну первую прокатную клеть 1. Эта первая прокатная клеть 1 служит для прокатки плоского проката 2 из металла, в частности полосы. Металл, из которого состоит плоский прокат 2, может представлять собой, в частности, сталь или алюминий. В случае стали плоский прокат может представлять собой, в частности, электротехническую листовую сталь, имеющую относительно высокую долю кремния (чаще всего от 2% до 4%).
Прокатка может представлять собой горячую прокатку. В этом случае прокатный стан представляет собой стан горячей прокатки. Однако в стандартном случае речь идет о холодной прокатке. В этом случае прокатный стан представляет собой стан холодной прокатки.
На фиг.1, а также на других фиг. изображены только верхний рабочий валок 3 и нижний рабочий валок 4 первой прокатной клети 1. Однако, как правило, первая прокатная клеть 1 имеет дополнительно другие валки, например, у клети кварто дополнительно к рабочим валкам 3, 4 опорные валки, а у клети сексто дополнительно к рабочим валкам 3, 4 и опорным валкам промежуточные валки, которые расположены между рабочими валками 3, 4 и опорными валками. Возможны и другие варианты осуществления, например, в виде так называемой 20-роликовой прокатной клети. Независимо от конкретного варианта осуществления, верхний рабочий валок 3 вращается с верхней окружной скоростью vO, в то время как нижний рабочий валок 4 вращается с нижней окружной скоростью vU. Как верхняя, так и нижняя окружная скорость vO, vU больше 0.
Соответственно изображению фиг.1, прокатный стан выполнен в виде реверсивного прокатного стана. Поэтому для прокатки плоского проката 2 перед и после первой прокатной клети 1 он имеет по моталке 5. Термины «перед» и «после» в отношении первой прокатной клети 1 всегда следует рассматривать в связи с направлением x транспортировки, в котором плоский прокат 2 прокатывается в первой прокатной клети 1. Поэтому у реверсивного прокатного стана термины «перед» и «после» определены только во время каждого прохода прокатки, а при каждом следующем проходе прокатки изменяются на противоположные.
После первой прокатной клети 1 расположено сенсорное устройство 6. Посредством этого сенсорного устройства 6 может регистрироваться некоторая измеряемая величина M. Эта регистрируемая измеряемая величина M характерна для некоторого свойства материала плоского проката 2. Примерами таких свойств являются электрическая проводимость, коэффициент проницаемости и магнитное насыщение или, соответственно, вообще какое-либо электромагнитное свойство проката 2. Другими примерами свойств материала являются напряжение начала течения при растяжении, предел текучести, разрывное удлинение или, соответственно, вообще какое-либо механическое свойство проката 2. Названные величины могут быть альтернативно зависимыми от направления (то есть изотропными) или независимыми от направления (то есть анизотропными). Все они базируются на зеренной структуре и при известных условиях также ориентации зерен металла, из которого состоит прокат 2.
Ниже со ссылкой на фиг.2-4 поясняется один из возможных вариантов осуществления сенсорного устройства 6. Но настоящее изобретение не ограничено этим вариантом осуществления сенсорного устройства 6.
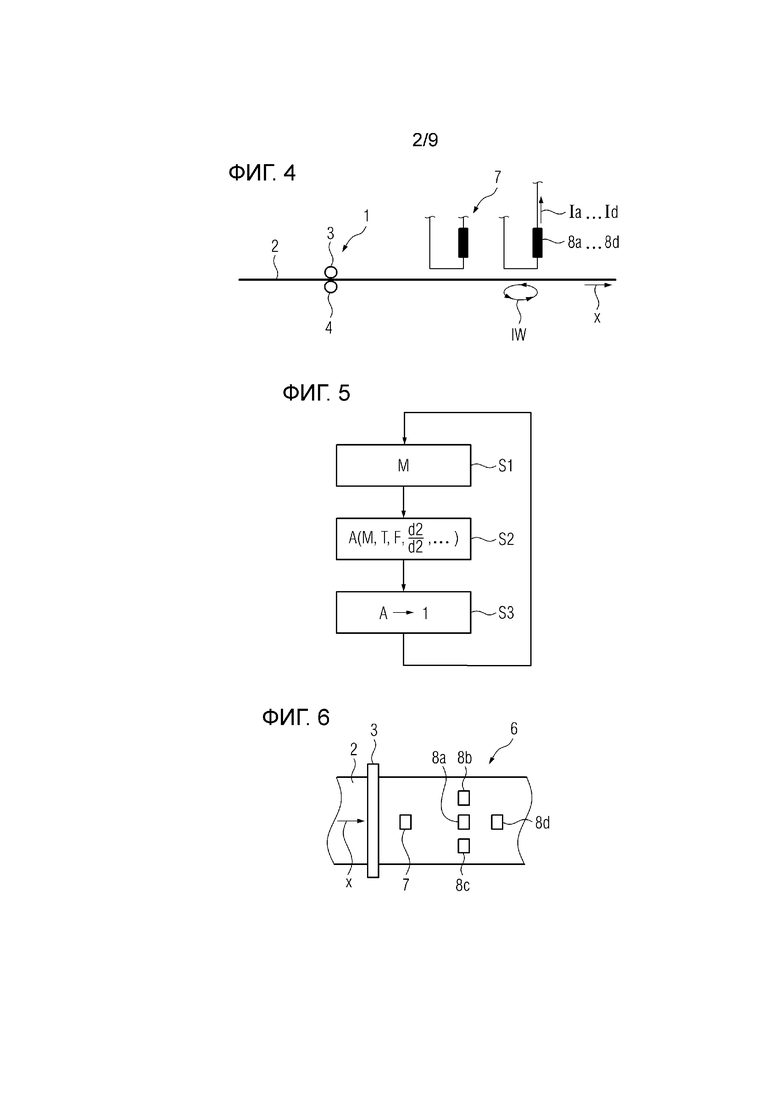
В соответствии с фиг.2-4 сенсорное устройство 6 включает в себя элемент 7 возбуждения. Посредством этого элемента 7 возбуждения в плоском прокате 2 может возбуждаться базовый сигнал. Например, элемент 7 возбуждения может быть выполнен соответственно изображению на фиг.3 и 4 в виде катушки, на которую пульсирующем режиме подается ток IA возбуждения и при этом в прокате 2 генерируется вихревой ток IW в качестве базового сигнала. На фиг.3 показано сенсорное устройство 4 в момент времени, в который на элемент 7 возбуждения подается ток IA возбуждения.
Сенсорное устройство 6 включает в себя также первый сенсорный элемент 8a. Посредством этого первого сенсорного элемента 8a регистрируется первый сенсорный сигнал Ia. Регистрация первого сенсорного сигнала Ia осуществляется после возбуждения базового сигнала, то есть в другой, более поздний момент времени. В этот более поздний момент времени, как правило, базовый сигнал не возбуждается. Но полное затухание ранее возбужденного базового сигнала еще не произошло. Первый сенсорный сигнал Ia базируется на возбужденном базовом сигнале. Например, первый сенсорный элемент 8a, соответственно изображению на фиг.3 и 4, может быть выполнен в виде катушки, так чтобы в первом сенсорном элементе 8a вследствие вихревого тока IW индуцировался ток, который составляет первый сенсорный сигнал Ia.
Первый сенсорный элемент 8a изображен на фиг.2-4 в виде элемента, отличающегося от элемента 7 возбуждения. Этот вариант осуществления является стандартным случаем. В этом случае первый сенсорный элемент 8a, если смотреть в направлении x транспортировки проката 2, расположен после элемента 7 возбуждения. Соединительная линия от элемента 7 возбуждения к первому сенсорному элементу 8a проходит в этом случае предпочтительно параллельно направлению x транспортировки. Однако в отдельном случае первый сенсорный элемент 8a может быть также идентичен элементу 7 возбуждения. Возможность этого варианта осуществления допустима, в частности, тогда, когда период времени между возбуждением базового сигнала и регистрацией возбуждаемого базового сигнала достаточно мал.
Сенсорное устройство 6 в соответствии с фиг.1 соединено с устройством 9 управления прокатного стана. Благодаря соединению сенсорного устройства 6 с устройством 9 управления может, в частности, осуществляться передача регистрируемой измеряемой величины M в устройство 9 управления. Возможно, чтобы передаваемая измеряемая величина M включала в себя первый сенсорный сигнал Ia. В случае если передаваемая измеряемая величина M не содержит никаких других составляющих, передаваемая измеряемая величина M может быть также идентична первому сенсорному сигналу Ia. Альтернативно возможно, чтобы сенсорное устройство 6 для нахождения измеряемой величины M сначала оценивало первый сенсорный сигнал Ia (и при известных условиях другие сигналы), и чтобы результатом этой оценки была измеряемая величина M. Например, сенсорное устройство 6 может ставить первый сенсорный сигнал Ia в соотношение с сигналом IA возбуждения и таким образом находить измеряемую величину M.
Часто сенсорное устройство 6 включает в себя дополнительно к первому сенсорному элементу 8a некоторое количество вторых сенсорных элементов 8b-8d. Эти вторые сенсорные элементы 8b-8d являются элементами, отличающимися от первого сенсорного элемента 8a (и, как правило, также от элемента 7 возбуждения). Если смотреть от элемента 7 возбуждения, вторые сенсорные элементы 8b-8d расположены, как правило, после элемента 7 возбуждения, хотя в отдельных случаях от этого можно отступать. Посредством вторых сенсорных элементов 8b-8d могут регистрироваться вторые сенсорные сигналы Ib-Id. Эти вторые сенсорные сигналы Ib-Id тоже базируются на возбуждаемом базовом сигнале IW и являются эквивалентными первому сенсорному сигналу Ia. Вторые сенсорные сигналы Ib-Id регистрируются, как правило, одновременно с первым сенсорным сигналом Ia.
Если дополнительно имеются также вторые сенсорные элементы 8b-8d, сенсорное устройство 6 может передавать в качестве измеряемой величины M, например, в совокупности сенсорные сигналы Ia-Id, то есть как первый сенсорный сигнал Ia, так и вторые сенсорные сигналы Ib-Id. Соответствующая оценка сенсорных сигналов Ia-Id осуществляется в этом случае устройством 9 управления. Альтернативно оценка сенсорных сигналов Ia-Id (полностью или частично) может производиться уже сенсорным устройством 6, и в качестве измеряемой величины M передаваться результат этой оценки.
В отношении расположения вторых сенсорных элементов 8b-8d относительно первого сенсорного элемента 8a возможны разные расположения и варианты осуществления.
Например, сенсорное устройство 6 может иметь второй сенсорный элемент 8b, 8c, который, если смотреть от первого сенсорного элемента 8a в направлении x транспортировки, расположен со сдвигом в сторону. В этом случае сенсорное устройство 6 может ставить первый сенсорный сигнал Ia в соотношение со вторым сенсорным сигналом Ib, Ic и таким образом находить измеряемую величину M. Измеряемая величина M в этом случае может находиться по разности или частному сенсорных сигналов Ia, Ib, Ic. Если, как изображено на фиг.2, на обеих сторонах первого сенсорного элемента 8a расположено по одному второму сенсорному элементу 8b, 8c, сенсорное устройство 6 может ставить первый сенсорный сигнал Ia в соотношение со средним значением этих двух вторых сенсорных сигналов Ib, Ic.
Альтернативно или дополнительно возможно, чтобы сенсорное устройство 6 имело второй сенсорный элемент 8d, который, если смотреть от первого сенсорного элемента 8a в направлении x транспортировки, расположен перед или после первого сенсорного элемента 8a. В этом случае расположение после первого сенсорного элемента 8a представляет собой стандартный случай. Также при расположении второго сенсорного элемента 8d перед или после первого сенсорного элемента 8a сенсорное устройство 6 может ставить сенсорный сигнал Ia в соотношение со вторым сенсорным сигналом 8d и таким образом находить измеряемую величину M. И в этом случае измеряемая величина M может находиться, в частности, по разности или частному сенсорных сигналов Ia, Id.
Устройство 9 управления в соответствии с фиг.5 на этапе S1 принимает передаваемую ему измеряемую величину M. На этапе S2 устройство 9 управления определяет управляющую величину A первой прокатной клети 1. Соответственно изображению на фиг.5, устройство 9 управления учитывает при определении управляющей величины A по меньшей мере указанную передаваемую измеряемую величину M. Часто устройство 9 управления учитывает при определении управляющей величины A дополнительно также другие переменные данные, такие как, например, температура T плоского проката 2 перед прокаткой в первой прокатной клети 1 и/или усилие F прокатки при прокатке плоского проката 2 в первой прокатной клети 1 и/или обжатие за проход при прокатке плоского проката 2 в первой прокатной клети 1. Температура T и усилие F прокатки могут регистрироваться посредством соответствующих сенсоров, которые общеизвестны специалистам. Обжатие за проход, то есть отношение толщины d2 на выходе плоского проката 2 к толщине d1 на входе плоского проката 2 (см. фиг.1), может быть известно устройству 9 управления, например, из программы прокатки. Также устройство 9 управления может учитывать скорость плоского проката 2 в области сенсорного устройства 6, в частности при оценке измеряемой величины M. Если необходимо, одновременно могут также учитываться положения элемента 7 возбуждения и/или сенсорных элементов 8a-8d. На этапе S3 устройство 9 управления управляет первой прокатной клетью 1 соответственно определенной управляющей величине A.
Устройство 9 управления снова и снова повторно осуществляет этапы S1-S3. Постоянная времени, с которой осуществляется повторение, лежит чаще всего в пределах от 0,1 с до 1,0 с, в частности от 0,2 с до 0,5 с.
Устройство 9 управления выполнено таким образом, что оно осуществляет метод по фиг.5. Устройство 9 управления выполнено также соответственно изображению на фиг.1, как правило, в виде устройства управления с программируемым программным обеспечением. В этом случае устройство 9 управления запрограммировано управляющей программой 10. Эта управляющая программа 10 включает в себя программный код 11, который может отрабатываться устройством 9 управления. При эксплуатации устройство 9 управления отрабатывает программный код 11. Отработкой программного кода 11 устройством 9 управления обусловлено соответствующее исполнение устройства 9 управления.
Выше со ссылкой на фиг.1-5 были пояснены варианты осуществления, при которых базовый сигнал представляет собой вихревой ток IW и вместе с тем электрическую величину. Эти варианты осуществления целесообразны, в частности, тогда, когда измеряемая величина M должна быть характерной для какого-либо электрического или магнитного свойства материала. Но эти варианты осуществления могут также позволять делать заключения о механически свойствах материала.
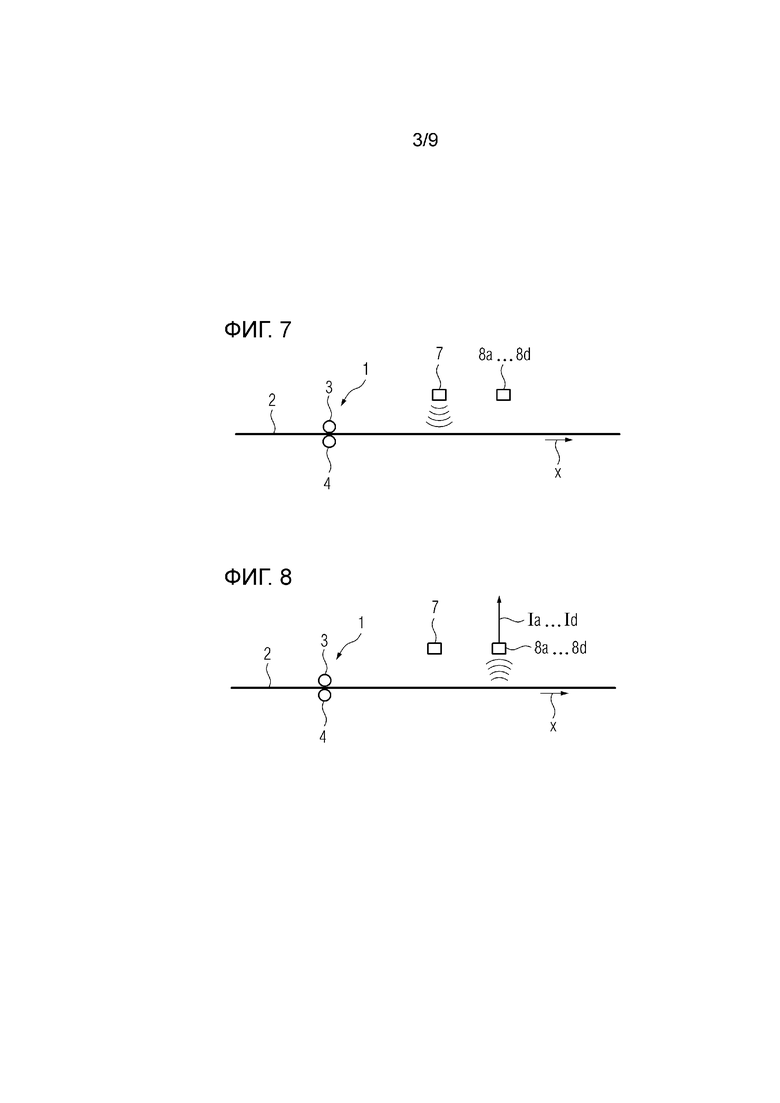
Ниже со ссылкой на фиг.6-8 поясняется другой вариант осуществления. При этом на фиг.6-8 показаны варианты осуществления, совершенно аналогичные фиг.2-4. Различие заключается в том, что на фиг.6-8 элемент 7 возбуждения подает звуковой сигнал, в частности ультразвуковой сигнал. Соответственно этому, также сенсорные элементы 8a-8d предназначены для регистрации соответствующего звукового сигнала. В остальном рассуждения к фиг.2-4 применимы аналогичным образом.
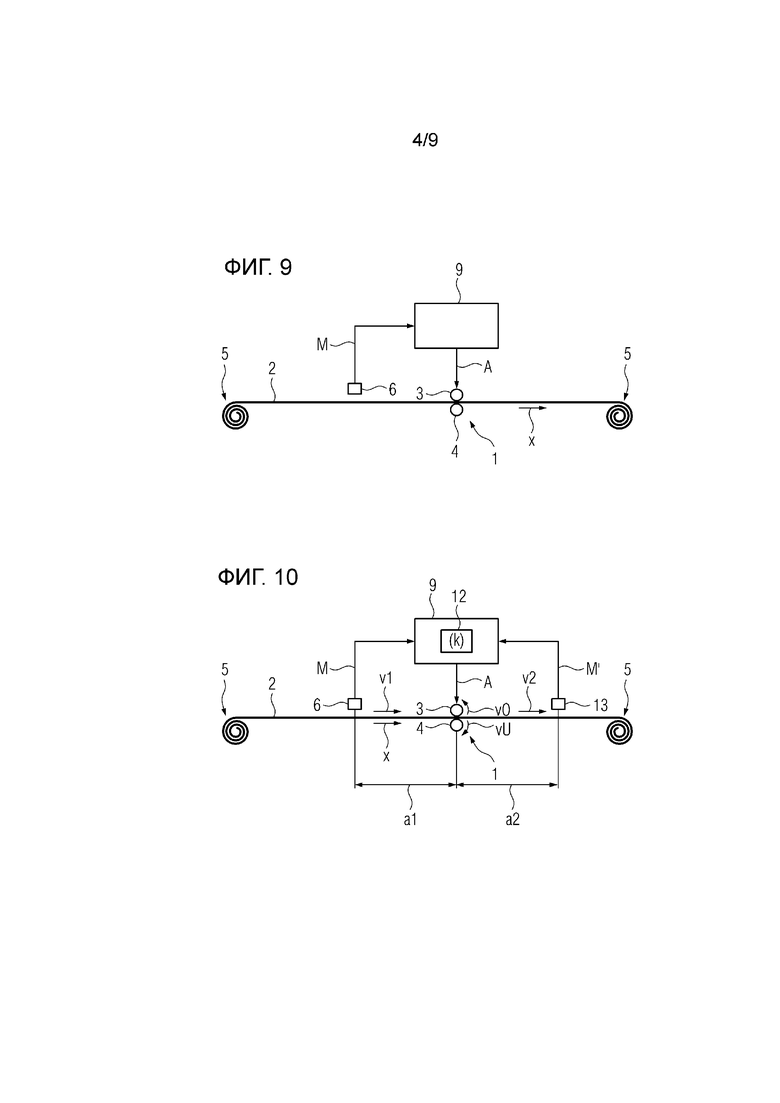
На фиг.9 показана одна из модификаций прокатного стана с фиг.1. Различие заключается в том, что в варианте осуществления прокатного стана в соответствии с фиг.9 сенсорное устройство 6 расположено теперь уже не после первой прокатной клети 1, а перед первой прокатной клетью 1. В остальном по-прежнему применимы рассуждения к фиг.1, а также основывающиеся на них рассуждения к фиг.2-8, например, вариант осуществления устройства 9 управления в виде устройства управления с программируемым программным обеспечением. При варианте осуществления в соответствии с фиг.9, в частности, возможно, чтобы устройство 9 управления выдавало первой прокатной клети 1 управляющую величину A, которую оно определяет с учетом измеряемой величины M, с учетом отслеживания пути плоского проката 2 от сенсорного устройства 6 к первой прокатной клети 1. Детали этого поясняются со ссылкой на следующий вариант осуществления, который поясняется ниже со ссылкой на фиг.10.
Фиг.10 исходит из фиг.9. То есть так же, как и на фиг.9, при варианте осуществления в соответствии с фиг.10 сенсорное устройство 6 расположено перед первой прокатной клетью 1. Устройство 9 управления включает в себя, например, в связи с выполнением программного кода 11, модель 12. Кроме того, после первой прокатной клети 1 расположено другое сенсорное устройство 13. Посредством этого другого сенсорного устройства 13 может регистрироваться по меньшей мере одна другая измеряемая величина M'. Эта регистрируемая другая измеряемая величина M' характерна для свойства материала плоского проката 2, который имеется после прокатки в первой прокатной клети 1. То есть эта другая измеряемая величина M' характерна для того же свойства материала, что и измеряемая величина M, и поэтому изначально является эквивалентной измеряемой величине M. Различие заключается в том, что измеряемая величина M характерна для свойства материала плоского проката 2 перед прокаткой в первой прокатной клети 1, в то время как измеряемая величина M' характерна для свойства материала плоского проката 2 после прокатки в первой прокатной клети 1.
Другое сенсорное устройство 13 тоже соединено с устройством 9 управления прокатного стана. Благодаря соединению другого сенсорного устройства 13 с устройством 9 управления может, в частности, осуществляться передача регистрируемой измеряемой величины M' в устройство 9 управления.
Принцип эксплуатации прокатного стана с фиг.10 поясняется ниже со ссылкой на фиг.11. Что касается выдачи первой прокатной клети 1 учета отслеживания пути плоского проката 2 от сенсорного устройства 6 к первой прокатной клети 1, на фиг.11 показана также эксплуатация прокатного стана с фиг.9.
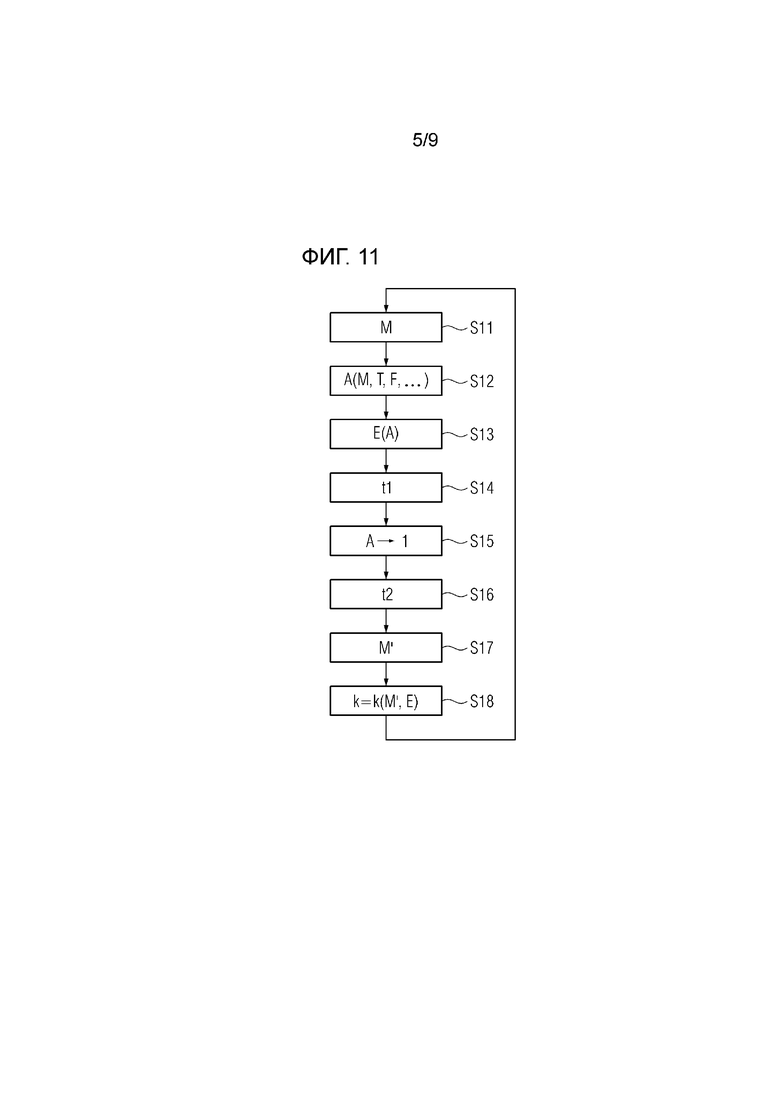
В соответствии с фиг.11 устройство 9 управления на этапе S11 принимает передаваемую ему измеряемую величину M. Этап S11 1:1 соответствует этапу S1 с фиг.2. На этапе S12 устройство 9 управления определяет управляющую величину A первой прокатной клети 1. Этап S12 по сути соответствует этапу S2 с фиг.2. Различие заключается в том, что устройство 9 управления на этапе S12 определяет управляющую величину A посредством модели 12. К определению управляющей величины A привлекается, в том числе, некоторый параметр k модели.
На этапе S13 устройство 9 управления с учетом этой управляющей величины A, то есть найденной на этапе S12 управляющей величины A, находит ожидаемое значение E свойства материала плоского проката 2 после прокатки в первой прокатной клети 1. Нахождение этого значения также осуществляется посредством модели 12.
На этапе S14 устройство 9 управления ожидает в течение первого времени t1 ожидания. Это первое время t1 ожидания соответствует тому времени, которое нужно определенному участку плоского проката 2, чтобы, идя от сенсорного устройства 6, достичь первой прокатной клети 1. По существу, устройство 9 управления имплементирует при этом отслеживание пути плоского проката 2 от сенсорного устройства 6 к первой прокатной клети 1. В простейшем случае первое время t1 ожидания, см. фиг.10, соответствует расстоянию a1 от сенсорного устройства 6 до первой прокатной клети 1, деленному на скорость v1 транспортировки плоского проката 2 перед первой прокатной клетью 1. В случае если между сенсорным устройством 6 и первой прокатной клетью 1 расположены другие прокатные клети, первое время t1 ожидания должно находиться в данном случае путем сложения нескольких времен, при этом каждое время является характерным для одного определенного участка и получается из скорости транспортировки плоского проката 2 на данном участке и длины данного участка.
На этапе S15 и вместе с тем по истечении первого времени t1 ожидания устройство 9 управления управляет первой прокатной клетью 1 соответственно определенной управляющей величине A. Этап S15 по существу соответствует этапу S3 с фиг.2. При этом в результате устройство 9 управления выдает первой прокатной клети 1 управляющую величину A с учетом отслеживания пути плоского проката 2 от сенсорного устройства 6 к первой прокатной клети 1.
Затем на этапе S16 устройство 9 управления ожидает в течение второго времени t2 ожидания. Второе время t2 ожидания соответствует тому времени, которое нужно определенному участку плоского проката 2, чтобы, идя от первой прокатной клети 1, достичь другого сенсорного устройства 13. По существу, устройство 9 управления имплементирует при этом отслеживание пути плоского проката 2 от первой прокатной клети 1 до другого сенсорного устройства 13. В простейшем случае t1, см. опять фиг.10, второе время t2 ожидания соответствует расстоянию a2 от первой прокатной клети 1 до другого сенсорного устройства 13, деленному на скорость v2 транспортировки плоского проката 2 после первой прокатной клети 1. В случае если между первой прокатной клетью 1 и другим сенсорным устройством 13 расположены другие прокатные клети, второе время t2 ожидания должно находиться в данном случае путем сложения нескольких времен, при этом каждое время является характерным для одного определенного участка и получается из скорости транспортировки плоского проката 2 на данном участке и длины данного участка.
На этапе S17 и вместе с тем по истечении второго времени t2 ожидания устройство 9 управления принимает от другого сенсорного устройства 13 ту другую измеряемую величину M', которая регистрируется в этом момент времени другим сенсорным устройством 13. На этапе S18 устройство 9 управления отслеживает параметр k модели на основе сравнения другой измеряемой величины M' и ожидаемого значения E свойства E материала и адаптирует при этом модель 12. При этом в результате устройство 9 управления использует при адаптации модели 12 другую измеряемую величину M' для момента времени, который устройство 9 управления нашло с учетом отслеживания пути плоского проката 2 от первой прокатной клети 1 к другому сенсорному устройству 13.
Устройство 9 управления снова и снова повторно осуществляет этапы S11-S18, аналогично этапам S1-S3. Аналогично применимы вышестоящие рассуждения к этапам S1-S3.
Кроме того, этапы S11-S18 и их последовательность на практике имплементированы несколько иначе. Например, этапы S11-S18 могут выполняться многократно инстанцируемым образом. Также можно разделить последовательность этапов S11-S18 на две части, которые выполняются параллельно. Первая часть включает в себя в этом случае этапы S11-S15, вторая часть - этапы S16-S18.
Также можно обойтись без этапов S14-S16 как таковых. В этом случае может осуществляться непосредственное, несинхронизированное выполнение оставшихся этапов S11-S13, S15, S 17 и S18. В этом случае, например, определенная на этапе S12 соответствующая управляющая величина A и определенное на этапе S13 соответствующее ожидаемое значение E могут временно буферизоваться в промежуточной памяти (не изображено). При известных условиях также регистрируемая на этапе S17 другая измеряемая величина M' может временно буферизоваться в промежуточной памяти. В этом случае при сохранении в памяти каждой управляющей величине A присваивается момент времени выполнения. Аналогичным образом в этом случае каждому ожидаемому значению E присваивается момент времени использования. При известных условиях также каждой другой измеряемой величине M' может присваиваться момент времени регистрации. В этом случае при каждом выполнении этапа S15 выдается та сохраненная в памяти управляющая величина A, момент времени выполнения которой достигнут в данный момент. Аналогичным образом при каждом выполнении этапа S18 используется то сохраненное в памяти ожидаемое значение E, момент времени использования которого совпадает с текущим временем. Если необходимо, в этой связи может осуществляться интерполяция сохраненных в памяти управляющих величин A и сохраненных в памяти ожидаемых значений E. В случае если в памяти сохраняются и другие измеряемые величины M' и моменты времени их регистрации, это аналогичным образом относится и к другим измеряемым величинам M'.
Но независимо от конкретной имплементации важно, чтобы адаптация модели 12 этапа S18 действовала на выполнение всех следующих во времени этапов S12 и S13.
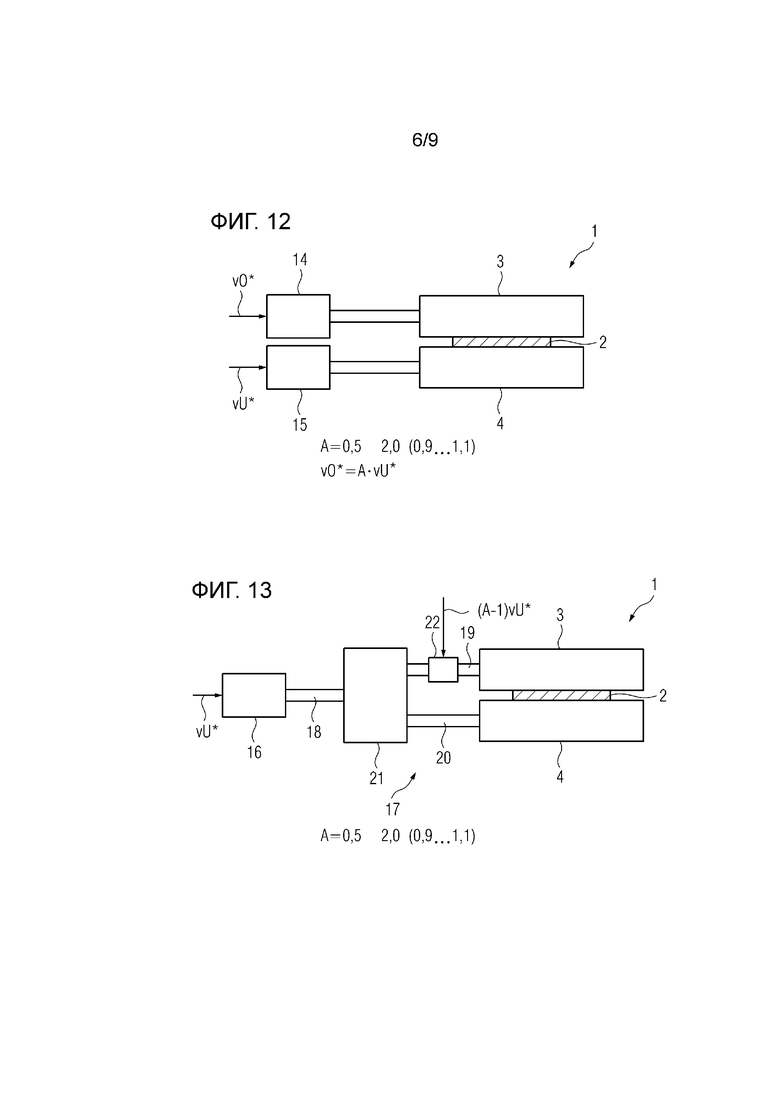
Вид управляющей величины A определен таким образом, что управление первой прокатной клетью 1 с использованием управляющей величины A влияет на свойство материала плоского проката 2. В частности, устройство 9 управления, соответственно изображению на фиг.12 и 13, находит в качестве управляющей величины A отношение верхней окружной скорости vO к нижней окружной скорости vU. Благодаря этому осуществляется асимметричная прокатка, при которой два рабочих валка 3, 4 вращаются с отличающимися друг от друга окружными скоростями vO, vU. Управляющая величина A может, например, соответственно изображению на фиг.12 и 13, в качестве коэффициента, на который должна умножаться нижняя окружная скорость vU (или, соответственно, ее номинальное значение vU*), привлекаться к нахождению верхней окружной скорости vO (или, соответственно, ее номинального значения vO*).
Как правило, отношение верхней окружной скорости vO к нижней окружной скорости vU лежит между 0,5 и 2,0, в частности между 0,9 и 1,1. Также, как правило, не релевантно, какой из двух рабочих валков 3,4 вращается быстрее другого рабочего валка 4, 3.
На фиг.12 показан также один из вариантов осуществления, который может реализовываться особенно просто с точки зрения технологии регулирования. Конкретно при варианте осуществления с фиг.12 верхний рабочий валок 3 приводится в движение верхним приводом 14, в то время как нижний рабочий валок 4 приводится в движение нижним приводом 15. Нижний привод 15 при варианте осуществления в соответствии с фиг.12 является приводом, отличающимся от верхнего привода 14. В этом случае верхнему приводу 14 и нижнему приводу 15 должны только задаваться соответствующие номинальные значения vO*, vU*.
В противоположность этому, в варианте осуществления фиг.13 верхний рабочий валок 3 и нижний рабочий валок 4 приводятся в движение одним общим приводом 16. Между этим общим приводом 16 на одной стороне и верхним рабочим валком 3 и нижним рабочим валком 4 на другой стороне расположен в этом случае редуктор 17. Этот редуктор имеет с одной стороны входной вал 18, а с другой стороны верхний выходной вал 19 и нижний выходной вал 20. Входной вал 18 соединен без возможности вращения с общим приводом 16. Верхний выходной вал 19 соединен без возможности вращения с верхним рабочим валком 3, нижний выходной вал 20 с нижним рабочим валком 4. Входной вал 18 действует как на верхний выходной вал 19, так и на нижний выходной вал 20.
Редуктор 17 выполнен таким образом, что посредством редуктора 17 может плавно настраиваться отношение частоты вращения верхнего выходного вала к частоте вращения нижнего выходного вала 20. Например, редуктор 17 может с одной стороны иметь разделительный блок 21, в котором осуществляется разъединение передачи на верхний и нижний рабочий валок 3, 4. Тогда между разделительным блоком 21 и верхним рабочим валком 3 может быть расположен промежуточный редуктор 22, посредством которого возможно плавное варьирование выходной частоты вращения относительно входной частоты вращения промежуточного редуктора 22. Такие промежуточные редукторы 22 общеизвестны специалистам. Примерами являются планетарные передачи и дифференциальные передачи. Альтернативно или дополнительно к расположению между разделительным блоком 21 и верхним рабочим валком 3 промежуточный редуктор может быть также расположен между разделительным блоком 21 и нижним рабочим валком 4 (не изображено).
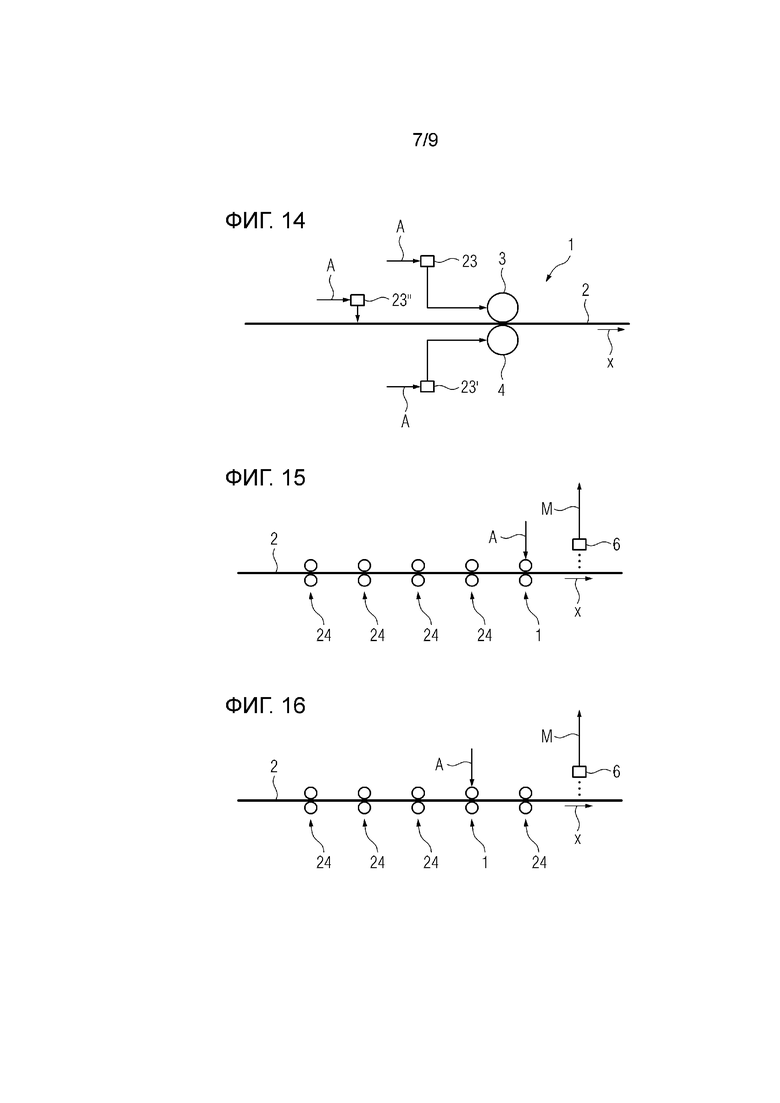
На фиг.14 показан другой вид управляющей величины A, которая при известных условиях может находиться дополнительно к управляющей величине A, которая действует на окружные скорости vO, vU рабочих валков 3, 4. В соответствии с фиг.14 управляющая величина A может представлять собой влияние на температуру верхнего рабочего валка 3, которое посредством соответствующего влияющего устройства 23 действует на верхний рабочий валок 3. Например, может осуществляться охлаждение верхнего рабочего валка 3 путем разбрызгивания воды. Альтернативно или дополнительно управляющая величина A может представлять собой влияние на температуру нижнего рабочего валка 4. Например, аналогично верхнему рабочему валку 3, посредством соответствующего влияющего устройства 23' может осуществляться охлаждение нижнего рабочего валка 4 путем разбрызгивания воды. Альтернативно или дополнительно управляющая величина A может представлять собой влияние на температуру плоского проката 2 перед прокаткой в первой прокатной клети 1. Например, посредством соответствующего влияющего устройства 23'' может осуществляться нагрев плоского проката 2, в частности индуктивный нагрев.
Выше со ссылкой на фиг.1-14 пояснялись основной принцип и разные возможные варианты осуществления настоящего изобретения. На фиг.1-14 был рассмотрен реверсивный прокатный стан, который имеет только одну единственную прокатную клеть 1, то есть первую прокатную клеть 1. Но возможны также совершенно аналогичные варианты осуществления, когда прокатный стан, в варианте осуществления в виде реверсивного прокатного стана или нет, дополнительно имеет другие прокатные клети, называемые ниже вторыми прокатными клетями 24.
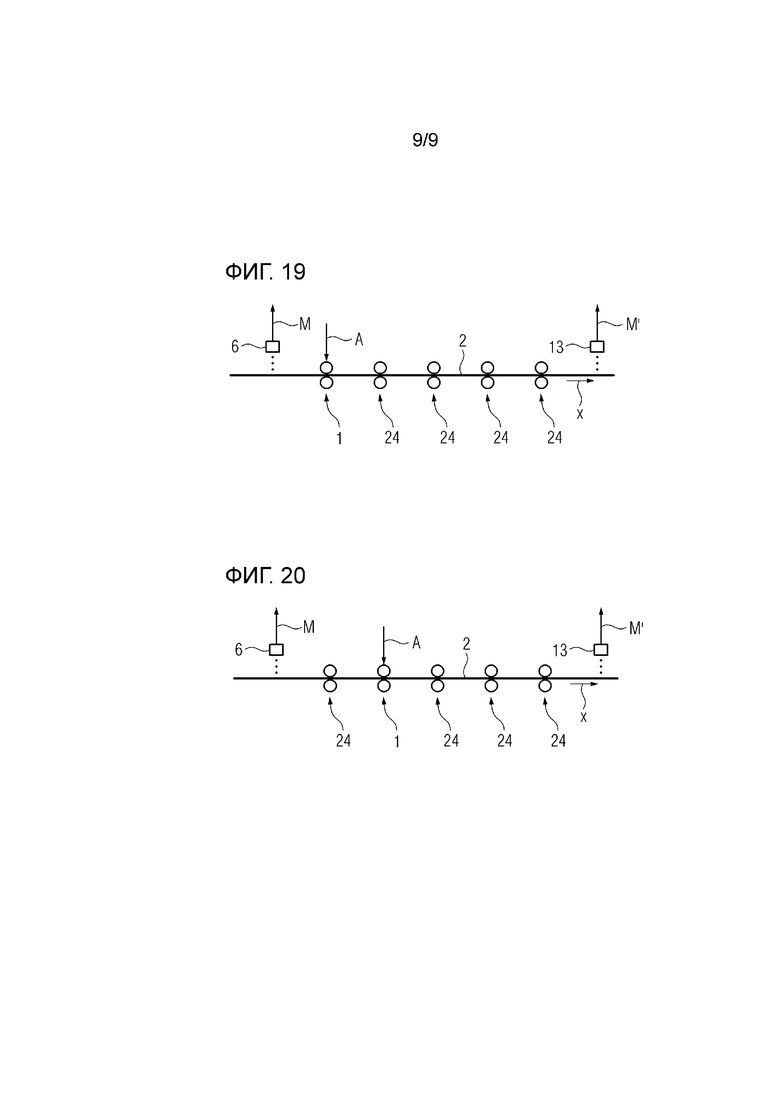
Так, например, соответственно изображению на фиг.15-20 возможно, чтобы прокатный стан имел несколько прокатных клетей 1, 24, через которые последовательно поочередно проходит прокат 2. То есть в этом случае прокатный стан выполнен в виде многоклетьевой группы прокатных клетей. Однако данное изображенное количество всего пяти расположенных друг за другом прокатных клетей 1, 24 является чисто примерным. Также на фиг.15-20 изображены только рабочие валки вторых прокатных клетей 24. Однако, как правило, вторые прокатные клети 24, аналогично первой прокатной клети 1, имеют другие валки. Также на фиг.15-20 изображены только прокатные клети 1, 24, прокат 2 и сенсорное устройство 6, а также в некоторых случаях другое сенсорное устройство 13. Однако имеются другие составные части прокатного стана, в частности устройство 9 управления. Также устройство 9 управления действует, как правило, на все прокатные клети 1, 24 прокатного стана, хотя на фиг.15-20 изображено управление первой прокатной клетью 1 с использованием управляющей величины A.
Варианты осуществления фиг.15-20 являются практически эквивалентными. Однако они отличаются расположением сенсорного устройства 6, расположением вторых прокатных клетей 24 относительно сенсорного устройства 6 и относительно прокатной клети 1 и наличием или отсутствием другого сенсорного устройства 13.
Конкретно в вариантах осуществления фиг.15 и 16 сенсорное устройство 6 расположено после последней прокатной клети 1, 24 группы прокатных клетей. В варианте осуществления фиг.15 управляющая величина A, то есть определяемая с учетом измеряемой величины M управляющая величина A, действует на последнюю прокатную клеть 1 группы прокатных клетей. В этом случае между сенсорным устройством 6 и первой прокатной клетью 1 не расположены вторые прокатные клети 24. В варианте осуществления фиг.16, напротив, управляющая величина A, то есть определяемая с учетом измеряемой величины M управляющая величина A, действует на другую прокатную клеть 1 группы прокатных клетей, например, на расположенную непосредственно перед последней прокатной клетью 24 группы прокатных клетей предпоследнюю прокатную клеть группы прокатных клетей. В этом случае по меньшей мере одна из вторых прокатных клетей 24, конкретно по меньшей мере последняя прокатная клеть 24 группы прокатных клетей, расположена между сенсорным устройством 6 и первой прокатной клетью 1.
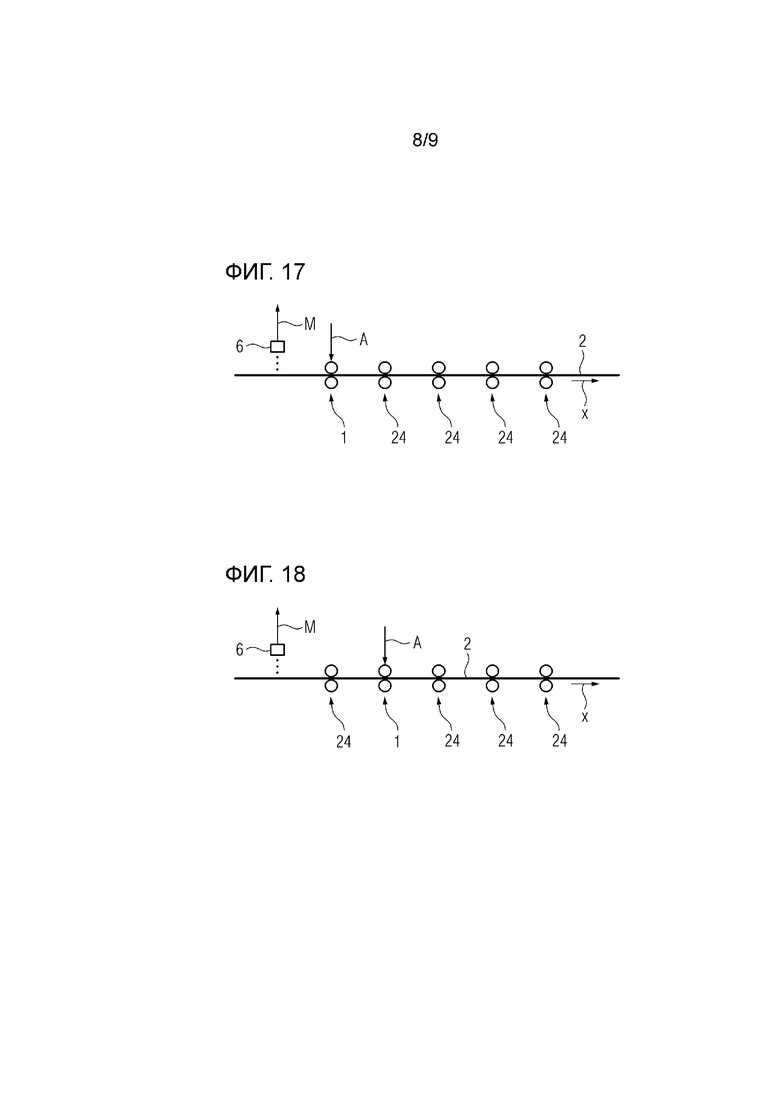
В вариантах осуществления фиг.17-20 сенсорное устройство 6 расположено перед крайней передней прокатной клетью 1, 24 группы прокатных клетей. В вариантах осуществления фиг.17 и 19 управляющая величина A, то есть определяемая с учетом измеряемой величины M управляющая величина A, действует на крайнюю переднюю прокатную клеть 1 группы прокатных клетей. То есть в этом случае между сенсорным устройством 6 и первой прокатной клетью 1 не расположены вторые прокатные клети 24. В вариантах осуществления фиг.18 и 20, напротив, управляющая величина A, то есть определяемая с учетом измеряемой величины M управляющая величина A, действует на другую прокатную клеть 1 группы прокатных клетей, например, на прокатную клеть 1, расположенную непосредственно после крайней передней прокатной клети 24 группы прокатных клетей. В этом случае по меньшей мере одна из вторых прокатных клетей 24, конкретно по меньшей мере крайняя передняя прокатная клеть 24 группы прокатных клетей, расположена между сенсорным устройством 6 и первой прокатной клетью 1.
В вариантах осуществления фиг.19 и 20 также после последней прокатной клети 1, 24 группы прокатных клетей расположено другое сенсорное устройство 13, так что может осуществляться соответствующая адаптация модели 12. В вариантах осуществления фиг.17 и 18 другое сенсорное устройство 13, напротив, отсутствует.
Варианты осуществления фиг.15-20 не являются единственно возможными вариантами осуществления многоклетьевой группы прокатных клетей. Например, возможно, чтобы между первой прокатной клетью 1 и сенсорным устройством 6 были расположены несколько вторых прокатных клетей 24. В исключительном случае сенсорное устройство 6 может быть расположено после последней прокатной клети 24 группы прокатных клетей и действовать на крайнюю переднюю прокатную клеть 1 группы прокатных клетей, или, наоборот, быть расположено перед крайней передней прокатной клетью 24 группы прокатных клетей и действовать на последнюю прокатную клеть 1 группы прокатных клетей. Также можно предусмотреть несколько сенсорных устройств 6 и/или несколько других сенсорных устройств 13, например, расположить перед и/или после каждой отдельной прокатной клети 1, 24 группы прокатных клетей по одному сенсорному устройству 6 и/или одному другому сенсорному устройству 13. Также можно производить такие расположения между некоторыми прокатными клетями 1, 24, но не у всех прокатных клетей 1, 24. Также возможно, чтобы устройство 9 управления на основании измеряемой величины M одного отдельного сенсорного устройства определяло несколько управляющих величин A, каждое из которых действуют на другую первую прокатную клеть 1. Какой вариант осуществления конкретно выбирается, зависит от предпочтения специалиста.
Независимо от того, какой вариант осуществления конкретно выбирается, принцип эксплуатации каждого прокатного стана фиг.15-20, насколько это касается настоящего изобретения, один и такой же, который был пояснен выше со ссылкой на фиг.1-14 для реверсивного прокатного стана, имеющего одну единственную прокатную клеть 1, первую прокатную клеть 1.
Настоящее изобретение имеет много преимуществ. В частности, возможна простая интеграция предлагаемого изобретением метода в текущую эксплуатацию прокатного стана. У электротехнических листовых сталей, а также у других сортов стали обработка отжигом после холодной прокатки или между двумя холодными прокатками часто уже не требуется или требуется только лишь в ограниченном объеме. У AHSS и у мартенситных и бейнитных марок может сокращаться или устраняться полосчатость свойств материала, которая имеет причиной охлаждение на участке охлаждения группы клетей горячее прокатки. Поскольку воздействие на плоский прокат 2 посредством управляющей величины A в направлении ширины плоского проката 2 может осуществляться с локальным разрешением (это происходит, в частности, при термическом влиянии), при определенных обстоятельствах могут быть также расположены рядом друг с другом несколько сенсорных устройств 6.
Хотя изобретение было подробно проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут выводиться из него другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1, 24 Прокатные клети
2 Плоский прокат
3 Верхний рабочий валок
4 Нижний рабочий валок
5 Моталка
6, 13 Сенсорные устройства
7 Элемент возбуждения
8a-8d Сенсорные элементы
9 Устройство управления
10 Управляющая программа
11 Программный код
12 Модель
14-16 Приводы
17 Редуктор
18 Входной вал
19, 20 Выходные валы
21 Разделительный блок
22 Промежуточный редуктор
23, 23', 23'' Влияющие устройства
A управляющая величина
a1, a2 Расстояния
d1, d2 Толщины
E Ожидаемое значение
F Усилие прокатки
IA, IW Токи
Ia-Id Сенсорные сигналы
k Параметр модели
M, M' Измеряемые величины
S1-S18 Этапы
t1, t2 Времена ожидания
T Температура
v, v1, v2 Скорости транспортировки
vO, vU Окружные скорости
vO*, vU* Номинальные значения
x Направление транспортировки
Изобретение относится к прокатному стану. Стан имеет первую прокатную клеть, в которой прокатывается плоский прокат. Перед и/или после первой прокатной клети расположено сенсорное устройство, которое регистрирует по меньшей мере одну характерную для какого-либо свойства материала плоского проката измеряемую величину (M). Сенсорное устройство передает регистрируемую измеряемую величину (M) в устройство управления прокатного стана. Устройство управления определяет с учетом измеряемой величины (M) управляющую величину (A) первой прокатной клети. Управление первой прокатной клетью влияет на указанное свойство материала плоского проката. Управляющая величина (A) представляет собой отношение окружных скоростей, с которыми вращаются верхний и нижний рабочий валок прокатной клети. В результате обеспечивается какое-либо электрическое, магнитное или механическое свойство материала плоского проката. 14 з.п. ф-лы, 20 ил. 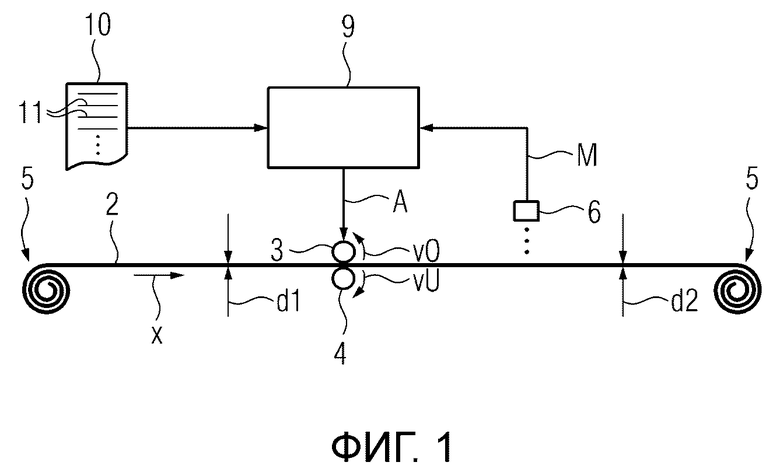
1. Прокатный стан, имеющий первую прокатную клеть (1) для прокатки плоского проката (2) из металла,
- при этом перед и/или после первой прокатной клети (1) расположено сенсорное устройство (6), посредством которого может регистрироваться по меньшей мере одна характерная для какого-либо свойства материала плоского проката (2) измеряемая величина (M),
- причем сенсорное устройство (6) для передачи регистрируемой измеряемой величины (M) соединено с устройством (9) управления прокатного стана,
- причем устройство (9) управления выполнено таким образом, что оно учитывает передаваемую измеряемую величину (M) при определении управляющей величины (A) первой прокатной клети (1),
- при этом управление первой прокатной клетью (1) при помощи управляющей величины (A) влияет на указанное свойство материала плоского проката (2),
- при этом первая прокатная клеть (1) имеет верхний рабочий валок (3) и нижний рабочий валок (4),
отличающийся тем,
что устройство (9) управления выполнено таким образом, что определяемая с учетом измеряемой величины (M) управляющая величина (A) представляет собой отношение верхней окружной скорости (vO), с которой вращается верхний рабочий валок (3), к нижней окружной скорости (vU), с которой вращается нижний рабочий валок (4).
2. Прокатный стан по п.1,
отличающийся тем,
что прокатный стан имеет по меньшей мере одну вторую прокатную клеть (24), причем вторые прокатные клети (24) не расположены между сенсорным устройством (6) и первой прокатной клетью (1), или
прокатный стан имеет по меньшей мере одну вторую прокатную клеть (24), причем по меньшей мере одна из вторых прокатных клетей (24) расположена между сенсорным устройством (6) и первой прокатной клетью (1).
3. Прокатный стан по п.1 или 2,
отличающийся тем,
что устройство (9) управления выполнено таким образом, что оно определяет отношение верхней окружной скорости (vO) к нижней окружной скорости (vU) таким образом, что оно лежит между 0,5 и 2,0, в частности между 0,9 и 1,1.
4. Прокатный стан по любому из пп.1-3,
отличающийся тем,
что верхний рабочий валок (3) приводится в движение верхним приводом (14), а нижний рабочий валок (4) приводится в движение отличающимся от верхнего привода (14) нижним приводом (15).
5. Прокатный стан по любому из пп.1-3,
отличающийся тем,
что верхний рабочий валок (3) и нижний рабочий валок (4) приводятся в движение одним общим приводом (16), причем между общим приводом (16) на одной стороне и верхним рабочим валком (3) и нижним рабочим валком (4) на другой стороне расположен редуктор (17), посредством которого может плавно настраиваться отношение частоты вращения верхнего выходного вала (19) редуктора (17), соединенного без возможности вращения с верхним рабочим валком (3), относительно частоты вращения нижнего выходного вала (20) редуктора (17), соединенного без возможности вращения с нижним рабочим валком (4).
6. Прокатный стан по любому из пп.1-5,
отличающийся тем,
что первая прокатная клеть (1) имеет верхний рабочий валок (3) и нижний рабочий валок (4), причем устройство (9) управления выполнено таким образом, что определяемая с учетом измеряемой величины управляющая величина (A) представляет собой влияние на температуру верхнего рабочего валка (3) и/или нижнего рабочего валка (4) первой прокатной клети (1) и/или плоского проката (2) перед прокаткой в первой прокатной клети (1).
7. Прокатный стан по любому из пп.1-6,
отличающийся тем,
что сенсорное устройство (6) расположено перед первой прокатной клетью (1), при этом устройство (9) управления выполнено таким образом, что оно выдает первой прокатной клети (1) находимую с учетом измеряемой величины (M) управляющую величину (A) с учетом отслеживания пути плоского проката (2) от сенсорного устройства (6) к первой прокатной клети (1).
8. Прокатный стан по п.7,
отличающийся тем,
- что устройство (9) управления включает в себя модель (12), посредством которой устройство (9) управления с учетом измеряемой величины (M) определяет управляющую величину (A) первой прокатной клети (1) и также с учетом этой управляющей величины (A), определенной с учетом измеряемой величины (M), находит некоторое ожидаемое значение (E) указанного свойства материала плоского проката (2) после прокатки в первой прокатной клети (1),
- причем после первой прокатной клети (1) расположено другое сенсорное устройство (13), посредством которого может регистрироваться по меньшей мере одна характерная для указанного свойства материала плоского проката (2) после прокатки в первой прокатной клети (1) другая измеряемая величина (M'),
- при этом другое сенсорное устройство (13) для передачи регистрируемой другой измеряемой величины (M') соединено с устройством (9) управления,
- причем устройство (9) управления выполнено таким образом, что оно использует указанную другую измеряемую величину (M') для момента времени, который устройство управления (9) находит с учетом отслеживания пути плоского проката (2) от первой прокатной клети (1) к другому сенсорному устройству (13), и
- что устройство (9) управления выполнено таким образом, что оно адаптирует модель (12) на основе сравнения этой другой измеряемой величины (M') и ожидаемого значения (E) свойства материала.
9. Прокатный стан по любому из пп.1-8,
отличающийся тем,
что устройство (9) управления выполнено таким образом, что оно при нахождении управляющей величины (A) дополнительно к передаваемой измеряемой величине (M) учитывает температуру (T) плоского проката (2) перед прокаткой плоского проката (2) в первой прокатной клети (1) и/или усилие (F) прокатки при прокатке плоского проката (2) в первой прокатной клети (1) и/или обжатие за проход при прокатке плоского проката (2) в первой прокатной клети (1).
10. Прокатный стан по любому из пп.1-9,
отличающийся тем,
- что сенсорное устройство (9) включает в себя элемент (7) возбуждения и первый сенсорный элемент (8a),
- причем посредством элемента (7) возбуждения в плоском прокате (2) возбуждается базовый сигнал,
- посредством первого сенсорного элемента (8a) регистрируется базирующийся на возбуждаемом базовом сигнале первый сенсорный сигнал (Ia), и
- сенсорное устройство (6) определяет передаваемую измеряемую величину (M) с учетом первого сенсорного сигнала (Ia), или передаваемая измеряемая величина (M) включает в себя первый сенсорный сигнал (Ia).
11. Прокатный стан по п.10,
отличающийся тем,
- что сенсорное устройство (6) дополнительно включает в себя некоторое количество вторых сенсорных элементов (8b-8d),
- причем, если смотреть со стороны первого сенсорного элемента (8a) в направлении (x) транспортировки, каждый второй сенсорный элемент (8b-8d) расположен перед или после первого сенсорного элемента (8a) и/или со сдвигом в сторону,
- посредством каждого второго сенсорного элемента (8b-8d) регистрируется соответствующий, базирующийся на возбуждаемом базовом сигнале, эквивалентный первому сенсорному сигналу (Ia) второй сенсорный сигнал (Ib-Id), и
- сенсорное устройство (6) находит передаваемую измеряемую величину (M) с учетом также соответствующего второго сенсорного сигнала (Ib-Id), или передаваемая измеряемая величина (M) включает в себя также соответствующий второй сенсорный сигнал (Ib-Id).
12. Прокатный стан по п.10 или 11,
отличающийся тем,
что базовый сигнал представляет собой вихревой ток (W) или звуковой сигнал, в частности ультразвуковой сигнал.
13. Прокатный стан по любому из пп.10-12,
отличающийся тем,
что от элемента (7) возбуждения к первому сенсорному элементу (8a) параллельно направлению (x) транспортировки проходит соединительная линия.
14. Прокатный стан по любому из пп.1-13,
отличающийся тем,
что указанное свойство материала является каким-либо электромагнитным свойством или каким-либо механическим свойством проката (2).
15. Прокатный стан по любому из пп.1-14,
отличающийся тем,
что прокатный стан является станом холодной прокатки.
| WO 2017157692 A1, 21.09.2017 | |||
| Устройство для регулирования давлений при прокатке сваренных встык полос | 1981 |
|
SU969343A1 |
| Устройство автоматического поиска и поддержания процесса прокатки полосы в области прокатка-волочение | 1979 |
|
SU961809A1 |
| CN 108906887 A, 30.11.2018. | |||

