Область техники
Настоящее изобретение относится к способу обработки горячего проката из металла, при котором указанный прокат прокатывается по меньшей мере в одной клети прокатного стана и после этого охлаждается в участке охлаждения, установленном за указанной по меньшей мере одной клетью прокатного стана.
Изобретение относится также к устройству обработки горячего проката из металла,
- причем это устройство обработки имеет по меньшей мере одну клеть прокатного стана, в которой прокатывается этот прокат,
- причем указанное устройство обработки имеет расположенный после клети прокатного стана участок охлаждения, в котором прокат охлаждается.
Уровень техники
Такого рода способы обработки и соответствующие устройства для обработки широко известны. В частности, известны чистовые прокатные станы, в которых прокатывается плоский прокат такого вида, например, как прокат из стали или из алюминия, причем за таким чистовым прокатным станам соответственно размещается участок охлаждения, в котором устанавливаются металлургические свойства, а тем самым и механические свойства проката.
В уровне техники при этом существует стремление размещать участок охлаждения максимально близко за последней клетью прокатного стана, чтобы охлаждение могло начаться максимально быстро. На участке охлаждения обычно посредством точно регулируемой подачи водой сверху и снизу - в исключительных случаях только сверху или только снизу - происходит корректировка механических свойств проката. В частности, имеет значение, чтобы прокат охлаждался в максимально точно установленном температурном режиме (как функция от времени). Это влияет, в частности, на зеренную структуру проката.
Раскрытие сущности изобретения
Задача данного изобретения состоит в том, чтобы создать возможности, посредством которых можно оказывать дополнительное влияние на зеренную структуру проката.
Эта задача решается способом обработки с признаками независимого пункта 1 формулы изобретения. Предпочтительные варианты выполнения способа обработки являются предметом зависимых пунктов 2-7 формулы изобретения.
Согласно изобретению, способ обработки указанного вначале рода характеризуется тем, что генерируемый посредством системы генераторов звуковых колебаний звук с помощью устройства связи вводится в прокат, так что по меньшей мере в той области проката, которая находится вблизи устройства связи, образуется стоячая звуковая волна.
Стоячая звуковая волна в некоторых местах проката - а именно, там, где находятся так называемые пучности звуковой волны - приводит к (хотя и лишь очень незначительным) механическим перемещениям плоского проката с частотой звуковой волны. В других местах - а именно там, где находятся так называемые узлы стоячей звуковой волны - не происходит никакого движения плоского проката. Те места проката, в которых находятся пучности волны, таким образом, совершают движения относительно тех мест проката, в которых находятся узлы волны. Эти относительные движения оказывают влияние на рост зерна, а именно как на начало роста зерна, так и на скорость роста зерна. Этот процесс подобен тому, который имеет место, например, у натрия ацетата тригидрата, который остается жидким значительно ниже своей точки плавления, пока звуковой импульс не сможет запустить фазовое превращение в твердое вещество. Путем выбора подходящей частоты и подходящей амплитуды стоячей звуковой волны можно, тем самым, целенаправленно оказываться влияние на размер зерна. Указанная система генераторов звуковых колебаний в зависимости от необходимости может содержать отдельный генератор звуковых колебаний или несколько генераторов звуковых колебаний. Генераторы звуковых колебаний могут быть выполнены, например, как так называемый преобразователь (Transducer).
Предпочтительно звук имеет частоту в диапазоне МГц или выше. В частности, скорость распределения звука в стали лежит в диапазоне около 5000 м/сек, в алюминии даже выше 6000 м/сек. Если принять частоту в 50 МГц, то длина волны в стали получается около 0,1 мм, в алюминии около 0,08 мм. При принятой частоте 500 МГц длина волны соответственно короче и составляет около 10 мкм, соответственно, около 8 мкм. В таком порядке величин лежат и размеры зерен.
Возможно, что система генераторов звуковых колебаний – в частности за исключением коммутационного сигнала для включения и выключения - является неуправляемой. Предпочтительно, однако, что управляющее устройство подает на систему генераторов звуковых колебаний по меньшей мере одну управляющую величину. В этом случае указанная система генераторов звуковых колебаний устанавливает характеристическую величину вводимого в прокат звука в зависимости от управляющей величины. Благодаря этому может быть реализована целенаправленная корректировка действия, вызываемого стоячей звуковой волной.
Эта характеристическая величина может быть, в частности, частотой и/или амплитудой звука, и/или - если система генераторов звуковых колебаний имеет несколько генераторов звуковых колебаний, каждый из которых самостоятельно вводит звуковой сигнал в прокат - фазовым углом звуковых сигналов этих генераторов звуковых колебаний относительно друг друга.
Предпочтительно, управляющее устройство определяет указанную по меньшей мере одну управляющую величину в зависимости от фактических свойств проката перед участком охлаждения и/или от заданных свойств, которые должен иметь прокат за участком охлаждения. В качестве фактических свойств проката перед участком охлаждения рассматриваются, в частности, температура и размеры проката (например, при плоском прокате его ширина и его толщина). В качестве заданных свойств могут рассматриваться, в частности, желаемые механические или металлургические, соответственно, микрокристаллические свойства плоского проката.
Теоретически можно вводить в прокат генерированный звук через воздушный зазор, бесконтактно. Однако, контактное введение имеет значительно больший кпд. Целесообразно, если указанное устройство связи представляет собой рабочий валок последней клети прокатного стана перед участком охлаждения. В этом случае реализация указанного способа обработки происходит особенно просто, так как не требуется никакого дополнительного устройства. Альтернативно возможно, что это устройство связи представляет собой расположенный между последней клетью прокатного стана и участком охлаждения, подводимый к прокату ролик. Преимущество этого варианта выполнения состоит в том, что указанное устройство связи может быть специально оптимизировано для ввода звука. Другие места тоже могут быть целесообразными для введения звука, например, место между предпоследней и последней клетями прокатного стана, место внутри участка охлаждения или место за участком охлаждения, при необходимости перед моталкой, расположенной после участка охлаждения.
В принципе прокат может иметь любую конфигурацию. Во многих случаях этот прокат будет, однако, плоским прокатом, в частности, полосой.
Указанная задача решается, далее, посредством устройства обработки с признаками независимого пункта 8 формулы изобретения. Предпочтительные варианты выполнения устройства для обработки являются предметом зависимых пунктов 9-14 формулы.
Согласно изобретению, устройство обработки указанного вначале рода выполнено таким образом,
- что это устройство обработки содержит систему генераторов звуковых колебаний, посредством которой генерируется звук, и
- что указанное устройство обработки имеет устройство связи, с помощью которого звук, генерируемый посредством системы генераторов звуковых колебаний, вводится в прокат, так что по меньшей мере в той области проката, которая находится вблизи устройства связи, образуется стоячая звуковая волна.
Достигаемые с его помощью преимущества корреспондируют с преимуществами указанного способа обработки.
Предпочтительные варианты выполнения устройства для обработки корреспондируют с вариантами выполнения способа обработки. Достигаемые при этом преимущества те же, что и при вариантах выполнения указанного способа обработки.
Краткое описание чертежей
Вышеописанные свойства, признаки и преимущества данного изобретения, а также метод, каким они достигаются, будут яснее и четче понятны в сочетании с последующим описанием примеров выполнения, которые поясняются подробнее со ссылкой на чертежи. При этом на чертежах схематично показано следующее.
Фиг. 1 устройство для обработки проката,
Фиг. 2 вариант выполнения устройства обработки по Фиг. 1,
Фиг.3 другой вариант выполнения устройства обработки по Фиг. 1,
Фиг. 4 отрезок плоского проката и,
Фиг. 5 управляющее устройство и система генераторов звуковых колебаний.
Описание вариантов выполнения
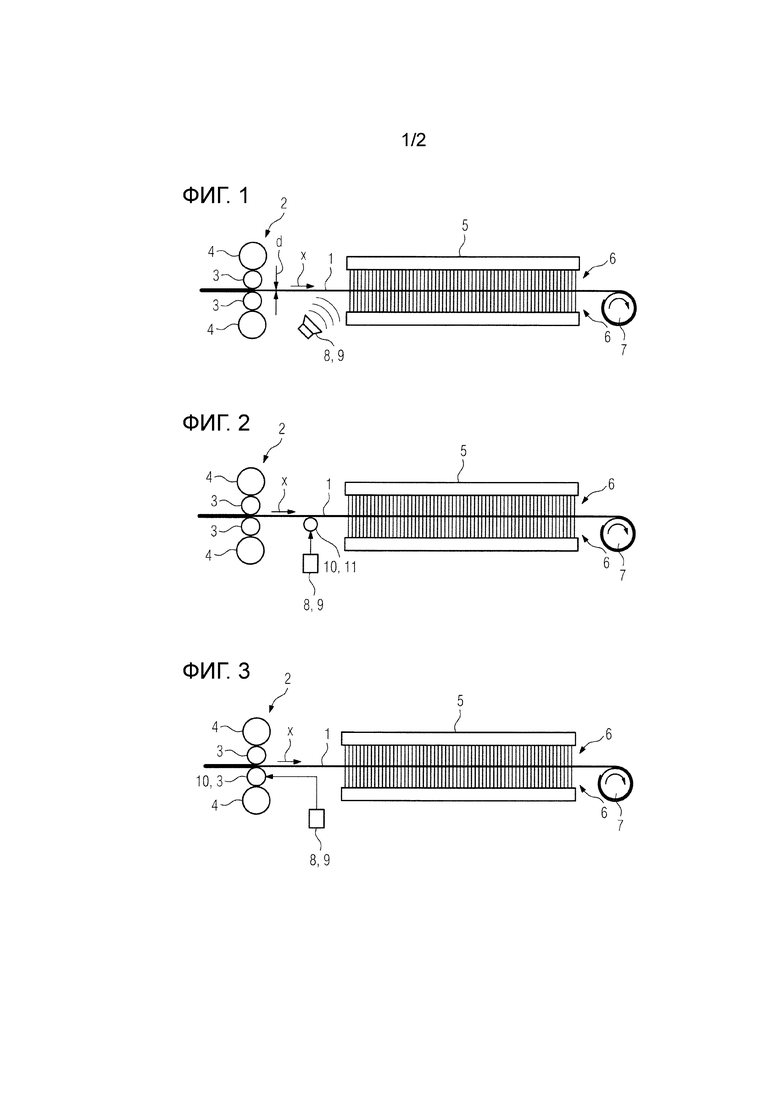
Согласно Фиг. 1 горячий прокат 1 из металла прокатывается в клети 2 прокатного стана. Горячий прокат 1 проходит через клеть 2 прокатного стана в направлении х транспортировки. Горячий прокат 1 может состоять, например, из стали. В этом случае температура T горячего проката 1 на выходе из клети 2 прокатного стана большей частью лежит между 750°C и 900°C. Альтернативно, горячий прокат 1 может состоять из алюминия. В этом случае температура T горячего проката 1 на выходе из клети 2 прокатного стана лежит как правило между 300°C и 400°C. Горячий прокат 1 может также состоять из другого металла, например, меди, причем металл в этом случае имеет специфичную для данного материала температуру.
Часто, горячий прокат 1 перед прокаткой в представленной на Фиг. 2 клети 2 прокатного стана прокатывается в других, расположенных перед клетью 2 клетях прокатного стана. Эти клети прокатного стана на Фиг. 1 не представлены.
Горячий прокат 1 в принципе может иметь любое поперечное сечение. Во многих случаях горячий прокат 1 является плоским прокатом, в частности, полосой. В соответствии с этим клеть 2 прокатного стана выполнена как клеть прокатного стана для прокатки плоского проката 1. В частности, эта клеть 2 прокатного стана в таком случае дополнительно к своим рабочим валкам 3 имеет опорные валки 4.
После прокатки в клети 2 прокатного стана прокат 1 транспортируется далее в направлении х транспортировки и поэтому проходит через следующий за клетью 2 прокатного стана участок 5 охлаждения. Если горячий прокат 1 является плоским прокатом, то участок 5 охлаждения выполнен как участок охлаждения для охлаждения плоского проката 1. На участке 5 охлаждения прокат 1 охлаждается путем подачи жидкой охлаждающей среды 6 (большей частью воды). Такая подача охлаждающей средой 6, согласно изображению на Фиг. 1, как правило, происходит с нескольких сторон, например, при плоском прокате, как сверху, так и снизу. В принципе, однако, возможно также охлаждение только с одной стороны, например, при плоском прокате исключительно сверху или исключительно снизу. За участком 5 охлаждения горячий прокат 1 имеет значительно более низкую температуру, чем перед участком 5 охлаждения. Например, в случае стали температура может снижаться примерно до 300°C.
К участкам 5 охлаждения могут быть подсоединены другие устройства, например, моталка 7, посредством которой сматывается прокат 1, если это полоса.
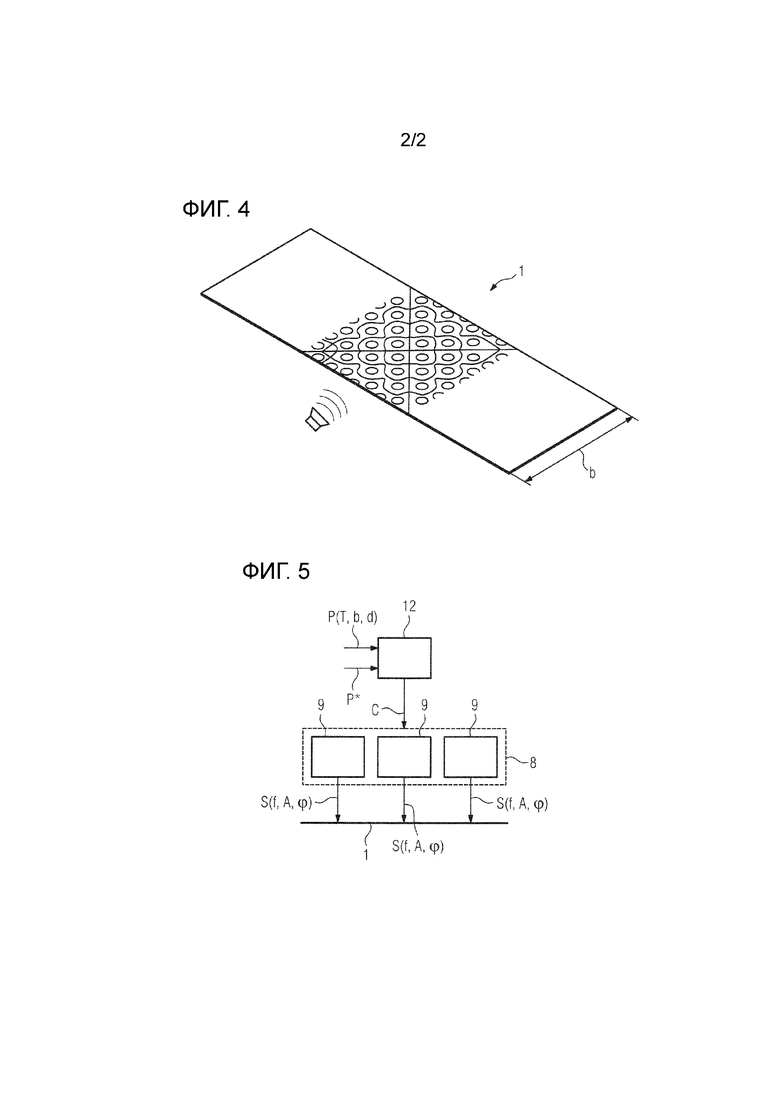
Посредством системы 8 генераторов звуковых колебаний генерируется звук. Эта система 8 генераторов звуковых колебаний для указанной цели имеет некоторое количество генераторов 9 звуковых колебаний, например, преобразователей. Звук посредством устройства связи 10 вводится в горячий прокат 1. Устройство связи 10, например, согласно изображению на Фиг. 2, может представлять собой подведенный к горячему прокату 1 ролик 11, который расположен между клетью 2 прокатного стана и участком 5 охлаждения. Альтернативно, указанное устройство связи 10, согласно изображению на Фиг. 3, может быть рабочим валком 3 последней клети 2 прокатного стана. Далее, можно также подводить звук в горячий прокат 1 в других местах. В частности, возможно также введение перед клетью 2 прокатного стана, на участке 5 охлаждения или за участком 5 охлаждения.
Благодаря введенному звуку по меньшей мере в той области горячего проката 1, которая находится вблизи того места, в котором звук вводится в горячий прокат 1, образуется стоячая звуковая волна. На Фиг. 4 это показано как пример для случая плоского проката. Нанесенные на Фиг. 4 линии и окружности должны указывать те места, в которых находятся узлы стоячей звуковой волны, в которых вследствие деструктивной интерференции в результате доходит до угасания звуковой волны. Между ними находятся те места, в которых эти звуковые волны не угасают, в частности, за счет конструктивной интерференции на отдельных участках являются максимальными.
Во многих случаях то место, в котором звук вводится в горячий прокат 1, выбирается таким образом, что по меньшей мере между клетью 2 прокатного стана и входной областью участка 5 охлаждения образуется стоячая звуковая волна. Но в некоторых случаях целесообразно могут быть выбраны и другие места.
Благодаря этой звуковой волне оказывается влияние на структурное превращение горячего проката 1. В частности, структура будет иметь тем более тонкое зерно, чем выше частота f вводимого звука, а тем самым и стоячей звуковой волны. Частота f вводимого звука поэтому должна лежать в диапазоне МГц или выше, соответственно, тем самым образуется корреспондирующая система 8 генераторов звуковых колебаний.
Предпочтительно эта система 8 генераторов звуковых колебаний выполнена как регулируемая система генераторов звуковых колебаний. В этом случае на указанную систему 8 генераторов звуковых колебаний, согласно изображению на Фиг. 5, с управляющего устройства 12 данного устройства для обработки может подаваться по меньшей мере одна управляющая величина C. Указанная система 8 генераторов звуковых колебаний в этом случае устанавливает характеристическую величину f, A, ϕ вводимого в горячий прокат 1 звука в зависимости от управляющей величины C.
Например, управляющее устройство 12 посредством управляющей величины C может задавать системе 8 генераторов звуковых колебаний, согласно изображению на Фиг. 5, какую частоту f должен иметь звук. Альтернативно или дополнительно это управляющее устройство 12 посредством другой управляющей величины C может задавать системе 8 генераторов звуковых колебаний, какую амплитуду A должен иметь этот звук. Если эта система 8 генераторов звуковых колебаний, согласно изображению на Фиг. 5, имеет несколько генераторов 9 звуковых колебаний, каждый из которых самостоятельно вводит звуковой сигнал S в горячий прокат 1, то при необходимости амплитуда A посредством соответствующего управляющего сигнала C может индивидуально задаваться для соответствующих генераторов звуковых колебаний 9. В случае нескольких генераторов 9 звуковых колебаний указанное управляющее устройство 12 посредством соответствующей управляющей величины C далее - здесь тоже альтернативно или дополнительно к оказанию влияния на частоту f и/или амплитуду A - может также задавать генераторам 9 звуковых колебаний системы 8 генераторов звуковых колебаний фазовый угол φ звуковых сигналов S генераторов 9 звуковых колебаний относительно друг друга. Указанная частота f, напротив, как правило является одной и той же для всех генераторов 9 звуковых колебаний.
Упомянутая по меньшей мере одна управляющая величина C может определяться управляющим устройством 12 в зависимости от необходимости. Например, управляющему устройству 12 могут предварительно задаваться фактические свойства P горячего проката 1 перед участком 5 охлаждения. Указанные фактические свойства P горячего проката 1 перед участком 5 охлаждения могут включать в себя, например, его температуру T и/или по меньшей мере один геометрический размер, в частности, при плоском прокате его ширину b или его толщину d (см. также Фиг. 1 и Фиг. 4). Альтернативно или дополнительно управляющему устройству 12 могут также предварительно назначаться заданные свойства P*, которые должен иметь горячий прокат 1 за участком 5 охлаждения. Эти заданные свойства P* могут включать в себя, например, желаемые механические свойства, такие как прочность при растяжении, предел текучести, сопротивление разрушению и т.д. или микрокристаллические свойства, например, содержание бейнита, мартенсита и т.п. Указанное управляющее устройство 12 в этом случае определяет управляющую величину C в зависимости от ее заданных свойств P, P*.
Данное изобретение обладает многими преимуществами. В частности, при охлаждении горячего проката 1 можно простым образом дополнительно повлиять на структурное превращение независимо от этого охлаждения. Структурные свойства проката 1 могут улучшаться, точнее регулироваться и прежде всего выравниваться. Конструкция участка 5 охлаждения может быть упрощена. Расстояние от последней клети 2 прокатного стана может быть увеличено без проблем.
Хотя начстоящее изобретение было подробно описано и проиллюстрировано на указанном предпочтительном примере выполнения, однако, предлагаемое изобретение не ограничивается раскрытыми примерами, и специалист может вывести на их основе другие варианты реализации, не выходя при этом за объем защиты данного изобретение.
Перечень ссылочных позиций
1 прокат
2 клеть прокатного стана
3 рабочие валки
4 опорные валки
5 участок охлаждения
6 охлаждающая среда
7 моталка
8 система генераторов звука
9 генераторы звука
10 устройство связи
11 ролик
12 управляющее устройство
A амплитуды
b ширина
C управляющая величина
d толщина
f частота
P фактические свойства
P* заданные свойства
S звуковые сигналы
T температура
x направление транспортировки
ϕ фазовый угол.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ЗАВИСЯЩЕЙ ОТ СВОЙСТВ ПРОКАТА ПРОКАТКИ | 2020 |
|
RU2767125C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКАТА В ВИДЕ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРЕМНИСТОЙ СТАЛИ НА БАЗЕ ТОНКИХ СЛЯБОВ | 2007 |
|
RU2393240C1 |
| Ролик рольганга прокатного стана | 1979 |
|
SU850245A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ГОРЯЧЕГО ПРОКАТЫВАЕМОГО МЕТАЛЛА | 2006 |
|
RU2383015C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУАКТИВНОГО УМЕНЬШЕНИЯ КОЛЕБАНИЙ ДАВЛЕНИЯ В ГИДРАВЛИЧЕСКОЙ СИСТЕМЕ | 2009 |
|
RU2527496C2 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС И СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2526644C2 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2727457C1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| Способ поверхностной обработки движущегося проката охлаждающей средой | 1986 |
|
SU1398943A1 |
Изобретение относится к способу обработки горячего проката (1) из металла и устройству для его осуществления. Способ включает прокатку проката (1) по меньшей мере в одной клети (2) прокатного стана и затем охлаждение на участке (5) охлаждения, расположенном за указанной по меньшей мере одной клетью (2) прокатного стана, при этом звук, генерируемый посредством системы (8) генераторов звуковых колебаний, с помощью устройства (10) связи вводится в прокат (1) так, что по меньшей мере в области проката (1) образуется стоячая звуковая волна, при этом устройство (10) связи является рабочим валком (3) последней клети (2) прокатного стана перед участком (5) охлаждения или подводимым к прокату (1) роликом (11), расположенным между последней клетью (2) прокатного стана и участком (5) охлаждения. Технический результат заключается в создании возможности дополнительного влияния на зеренную структуру проката. 2 н. и 10 з.п. ф-лы, 5 ил.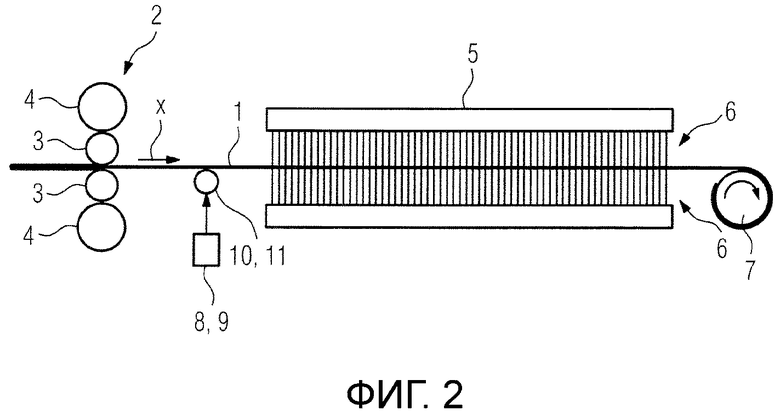
1. Способ обработки горячего проката (1) из металла, при котором этот прокат (1) прокатывают по меньшей мере в одной клети (2) прокатного стана и затем охлаждают на участке (5) охлаждения, расположенном за указанной по меньшей мере одной клетью (2) прокатного стана, отличающийся тем,
что звук, генерируемый посредством системы (8) генераторов звуковых колебаний, с помощью устройства (10) связи вводится в прокат (1) так, что по меньшей мере в области проката (1) образуется стоячая звуковая волна, при этом устройство (10) связи является рабочим валком (3) последней клети (2) прокатного стана перед участком (5) охлаждения или подводимым к прокату (1) роликом (11), расположенным между последней клетью (2) прокатного стана и участком (5) охлаждения.
2. Способ по п.1, отличающийся тем, что звук имеет частоту (f) в диапазоне МГц или выше.
3. Способ по п.1 или 2, отличающийся тем, что в систему (8) генераторов звуковых колебаний управляющее устройство (12) подает по меньшей мере одну управляющую величину (C), и система (8) генераторов звуковых колебаний устанавливает характеристическую величину (f, A, ϕ) вводимого в прокат (1) звука в зависимости от управляющей величины (C).
4. Способ по п.3, отличающийся тем, что характеристическая величина (f, A, ϕ) представляет собой частоту (f), и/или амплитуду (A) звука, и/или - если эта система (8) генераторов звуковых колебаний имеет несколько генераторов (9) звуковых колебаний, каждый из которых самостоятельно вводит звуковой сигнал (S) в прокат (1) - фазовый угол (ϕ) звуковых сигналов (S) этих генераторов (9) звуковых колебаний относительно друг друга.
5. Способ обработки по любому из предыдущих пунктов, отличающийся тем, что управляющее устройство (12) определяет по меньшей мере одну управляющую величину (C) в зависимости от фактических свойств (P) проката (1) перед участком (5) охлаждения и/или от заданных свойств (P*), которые этот прокат (1) должен иметь за участком (5) охлаждения.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что прокат (1) представляет собой плоский прокат, в частности полосу.
7. Устройство обработки горячего проката (1) из металла,
- причем устройство обработки содержит по меньшей мере одну клеть (2) прокатного стана, в которой происходит прокатка проката (1),
- причем устройство обработки имеет расположенный за клетью (2) прокатного стана участок (5) охлаждения, на котором происходит охлаждение проката (1),
отличающееся тем, что
- указанное устройство обработки имеет систему (8) генераторов звуковых колебаний, посредством которых генерируется звук, и
- указанное устройство обработки имеет устройство (10) связи, с помощью которого звук, генерируемый посредством системы генераторов (9) звуковых колебаний, вводится в прокат (1) так, что по меньшей мере в области проката (1) образуется стоячая звуковая волна, причем устройство (10) связи представляет собой рабочий валок (3) последней клети (2) прокатного стана перед участком (5) охлаждения или подводимый к прокату (1) ролик (11), расположенный между последней клетью прокатного стана и участком (5) охлаждения.
8. Устройство по п.7, отличающееся тем, что система генераторов (9) звуковых колебаний генерирует звук с частотой (f) в диапазоне МГц или выше.
9. Устройство по п.7 или 8, отличающееся тем, что устройство имеет управляющее устройство (12), которое подает в систему (8) генераторов звуковых колебаний по меньшей мере одну управляющую величину (C), и указанная система (8) генераторов звуковых колебаний выполнена как настраиваемая система генераторов звуковых колебаний, так что она устанавливает характеристическую величину (f, A, ϕ) вводимого в прокат (1) звука в зависимости от управляющей величины (C).
10. Устройство по п.9, отличающееся тем, что указанная характеристическая величина (f, A, ϕ) представляет собой частоту (f), и/или амплитуду (A) звуковой волны, и/или - если система (8) генераторов звуковых колебаний содержит несколько генераторов (9) звуковых колебаний, каждый из которых самостоятельно вводит звуковой сигнал (S) в прокат (1) - фазовый угол (ϕ) звуковых сигналов (S) этих генераторов (9) звуковых колебаний относительно друг друга.
11. Устройство по любому из пп.7-10, отличающееся тем, что управляющее устройство (12) определяет указанную по меньшей мере одну управляющую величину (C) в зависимости от фактических свойств (P) проката (1) перед участком (5) охлаждения и/или от заданных свойств (P*), которые этот прокат (1) должен иметь за участком (5) охлаждения.
12. Устройство по любому из пп.7-11, отличающееся тем, что клеть (2) прокатного стана выполнена как клеть прокатного стана для прокатки плоского проката, а участок (5) охлаждения выполнен как участок охлаждения для охлаждения плоского проката.
| Способ поверхностной обработки движущегося проката охлаждающей средой | 1986 |
|
SU1398943A1 |
| Способ охлаждения листового проката и устройство для его осуществления | 1986 |
|
SU1764729A1 |
| DE 1901941 A1, 16.10.1969 | |||
| US 3592051 A, 13.07.1971 | |||
| JPH04339505 A, 26.11.1992 | |||
| Устройство для охлаждения проката | 1977 |
|
SU734296A1 |

