Область техники
Настоящее изобретение касается способа эксплуатации прокатного стана для прокатки проката из металла,
- при этом прокатный стан имеет несколько прокатных клетей, через которые поочередно проходит прокат в едином для этих прокатных клетей направлении транспортировки, так что прокат поочередно прокатывается в прокатных клетях,
- при этом устройство управления прокатного стана на основании некоторой величины, характерной для изменения поперечного сечения, с которым прокат должен выходить из определенной прокатной клети прокатного стана, определяет для этой прокатной клети и нескольких предшествующих этой прокатной клети, если смотреть в направлении транспортировки, прокатных клетей прокатного стана сначала соответствующую предварительную регулирующую величину, и с использованием этой соответствующей предварительной регулирующей величины соответствующую окончательную регулирующую величину,
- при этом соответствующая окончательная регулирующая величина влияет на поперечное сечение, с которым прокат выходит из каждой прокатной клети прокатного стана,
- при этом устройство управления активирует прокатные клети соответственно данной окончательной регулирующей величине.
Настоящее изобретение касается также управляющей программы, причем эта управляющая программа включает в себя программный код, который может отрабатываться устройством управления для прокатного стана, имеющей несколько прокатных клетей, причем в результате отработки программного кода устройство управления управляет прокатным станом в соответствии с таким способом эксплуатации.
Настоящее изобретение касается также устройства управления для прокатного стана для прокатки проката из металла, при этом прокатный стан имеет несколько прокатных клетей, через которые поочередно проходит прокат в едином для этих прокатных клетей направлении транспортировки, так что прокат поочередно прокатывается в прокатных клетях,
- при этом устройство управления имеет цепи определения, посредством которых устройство управления на основании некоторой величины, характерной для изменения поперечного сечения, с которым прокат должен выходить из определенной прокатной клети прокатного стана, определяет для этой прокатной клети и нескольких предшествующих этой прокатной клети, если смотреть в направлении транспортировки, прокатных клетей прокатного стана сначала соответствующую предварительную регулирующую величину, и с использованием этой соответствующей предварительной регулирующей величины соответствующую окончательную регулирующую величину,
- при этом соответствующая окончательная регулирующая величина влияет на поперечное сечение, с которым прокат выходит из каждой прокатной клети прокатного стана,
- при этом устройство управления активирует прокатные клети соответственно данной окончательной регулирующей величине.
Настоящее изобретение касается также прокатного стана для плоского проката,
- при этом прокатный стан имеет несколько прокатных клетей, через которые поочередно проходит прокат в едином для этих прокатных клетей направлении транспортировки, так что прокат поочередно прокатывается в прокатных клетях прокатного стана,
- при этом прокатный стан имеет устройство управления, которое управляет прокатными клетями прокатного стана.
Уровень техники
Прокат из металла, в частности металлические полосы, часто прокатываются в многоклетьевых прокатных станах. В частности, при прокатке металлической полосы большое значение имеют соблюдение заданного контура и соблюдение заданной плоскостности. Контур и плоскостность, как правило, не могут подвергаться влиянию независимо друг от друга. В частности, они решающим образом определяются формой межвалкового зазора перед местом измерения.
Для соблюдения контура и плоскостности известны соответствующие регулировки контура и плоскостности (или профиля и плоскостности). Эти регулировки могут действовать, например, на изгиб валков, наклон валков, смещение валков и/или охлаждение валков определенной прокатной клети.
Когда производится управляющее воздействие путем этих регулировок, то есть изменение характеристики межвалкового зазора, то изменяется контур, с которым металлическая полоса выходит из определенной прокатной клети. Контур, с которым металлическая полоса выходит из определенной прокатной клети, одновременно является также контуром, с которым металлическая полоса входит в следующую прокатную клеть. При этом плоскостность металлической полосы после следующей прокатной клети изменяется, если только соответственно не изменяется также характеристика межвалкового зазора следующей прокатной клети.
Аналогичное положение вещей справедливо также в другом направлении. Когда путем соответствующей перестановки межвалкового зазора определенной прокатной клети изменяется контур металлической полосы после этой прокатной клети, изменяется также плоскостность после этой прокатной клети, если только соответственно не адаптируют также предыдущую прокатную клеть.
То есть когда хотят переставить размер контура проката после определенной прокатной клети прокатного стана (например, после последней прокатной клети прокатного стана), то должна переставляться по меньшей мере эта прокатная клеть. В более ранней, еще не опубликованной в день подачи заявки на настоящее изобретение европейской заявке на патент 18 198 437.8 (день подачи заявки 03.10.2018) описан способ эксплуатации прокатного стана, имеющей несколько прокатных клетей, при котором дополнительно переставляется также прокатная клеть перед указанной определенной прокатной клетью, так что как контур металлической полосы, так и профиль металлической полосы могут регулироваться на их соответствующие целевые величины с наиболее высокой возможной динамикой. При этом погрешность плоскостности смещается в межклетьевую область между указанной определенной прокатной клетью и предшествующей ей прокатной клетью.
Чтобы избежать погрешности плоскостности в этой межклетьевой области, можно также переставлять контур в следующих предшествующих прокатных клетях и соответственно адаптировать эти клети. При этом погрешность плоскостности все дальше смещается в переднюю область прокатного стана. Однако при прокатке в передних прокатных клетях прокатного стана металлическая полоса часто еще так толста, что при прокатке происходит поперечное течение материала, и следовательно, погрешности плоскостности не возникают. Но динамика регулирования зависима от времени транспортировки металлической полосы, которое проходит от первой участвующей прокатной клети до места измерения. Из-за большой дистанции и связанного с ней большого времени транспортировки контур в уровне техники в более крупном прокатном стане, имеющем, например, семь прокатных клетей, не может настраиваться быстро и точно.
Краткое содержание изобретения
Задача настоящего изобретения заключается в том, чтобы создать возможности, посредством которых может с высокой динамикой настраиваться контур проката, причем одновременно, насколько возможно, избегают погрешностей плоскостности в межклетьевых областях.
Задача решается с помощью способа эксплуатации прокатного стана с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления способа эксплуатации являются предметом зависимых пунктов 2-5 формулы изобретения.
В соответствии с изобретением способ эксплуатации прокатного стана вышеназванного вида выполняется таким образом,
- что устройство управления определяет соответствующую предварительную регулирующую величину для предшествующих прокатных клетей путем соответствующей частотной фильтрации характерной величины или определенной из характерной величины соответствующей промежуточной величины;
- что частотные фильтрации выполнены таким образом, что в определение соответствующей предварительной регулирующей величины для предшествующих прокатных клетей всегда входят только частотные составляющие характерной величины, которые лежат ниже соответствующей граничной частоты, и
- что, применительно к нескольким предшествующим, если смотреть от определенной прокатной клети в направлении транспортировки, прокатным клетям прокатного стана и если смотреть в направлении транспортировки, граничная частота от одной прокатной клети к другой прокатной клети всегда остается постоянной или увеличивается.
То есть в рамках настоящего изобретения осуществляется частотное разделение изменений контура. Быстрые изменения контура в задних прокатных клетях прокатного стана компенсируются с высокой динамикой, в то время как медленные изменения контура сдвигаются на передние прокатные клети. Причем этот сдвиг осуществляется тем дальше вперед, чем медленнее изменения контура. Благодаря этому в результате достигается высокая динамика регулирования, причем одновременно погрешность плоскостности в межклетьевых областях прокатных клетей прокатного стана остается низкой. Кроме того, разгружаются задние прокатные клети.
Устройство управления определяет, как правило, предварительную регулирующую величину для определенной прокатной клети прокатного стана на основе указанной характерной величины, в частности путем частотной фильтрации этой характерной величины. Для предшествующих прокатных клетей это определение всегда является частотной фильтрацией. При этом возможно, чтобы устройство управления определяло предварительные регулирующие величины для предшествующих прокатных клетей путем частотной фильтрации характерной величины. Однако предпочтительно устройство управления определяет предварительные регулирующие величины для предшествующих прокатных клетей путем частотной фильтрации соответствующей промежуточной величины. Соответствующую промежуточную величину устройство управления определяет в этом случае на основе окончательной регулирующей величины всегда непосредственно последующей, если смотреть в направлении транспортировки, прокатной клети. Определение на основе соответствующей промежуточной величины имеет, в частности, то преимущество, что фильтрации могут проще параметрироваться. Кроме того, как правило, остающиеся, неизбежные неплоскостности металлической полосы в межклетьевых областях получаются меньше, чем при определении на основе самой характерной величины.
Предпочтительно устройство управления определяет соответствующую окончательную регулирующую величину для каждой прокатной клети на основе предварительной регулирующей величины для каждой прокатной клети и соответствующей величины коррекции. При этом устройство управления определяет соответствующую величину коррекции на основе предварительной регулирующей величины всегда непосредственно предшествующей, если смотреть в направлении транспортировки, прокатной клети. Поэтому при активировании каждой прокатной клети может учитываться то изменение контура, которое уже вызвано предшествующей прокатной клетью или, соответственно, предшествующими прокатными клетями.
Предпочтительно устройство управления задерживает соответствующую величину коррекции относительно предварительной регулирующей величины непосредственно предшествующей, если смотреть в направлении транспортировки, прокатной клети, на соответствующее время задержки. Благодаря этому может осуществляться координированное во времени подключение данной величины коррекции к соответствующей предварительной регулирующей величине.
Предпочтительно устройство управления ограничивает окончательные регулирующие величины посредством соответствующего ограничительного элемента. Благодаря этому могут, в частности, учитываться пределы регулирования исполнительных механизмов.
Задача решается также с помощью управляющей программы с признаками п.6 формулы изобретения. В соответствии с изобретением в результате отработки программного кода устройство управления управляет прокатным станом в соответствии с таким способом эксплуатации.
Задача решается с помощью устройства управления для прокатного стана с признаками п.7 формулы изобретения. Предпочтительные варианты осуществления устройства управления являются предметом зависимых пунктов 8-12 формулы изобретения.
В соответствии с изобретением устройство управления для прокатного стана вышеназванного вида выполнено так,
- что цепи определения предшествующих прокатных клетей имеют частотные фильтры, посредством которых устройство управления определяет соответствующую предварительную регулирующую величину для предшествующих прокатных клетей путем соответствующей частотной фильтрации характерной величины или определенной из характерной величины соответствующей промежуточной величины;
- что частотные фильтры выполнены таким образом, что в определение соответствующей предварительной регулирующей величины для предшествующих прокатных клетей всегда входят только частотные составляющие характерной величины, которые лежат ниже соответствующей граничной частоты, и
- что, применительно к нескольким предшествующим, если смотреть от определенной прокатной клети в направлении транспортировки, прокатным клетям прокатного стана, и если смотреть в направлении транспортировки, граничная частота от одной прокатной клети к другой прокатной клети всегда остается постоянной или увеличивается, и
- что цепь определения для определенной прокатной клети выполнена таким образом, что в определение предварительной регулирующей величины для определенной прокатной клети входят по меньшей мере те частотные составляющие характерной величины, которые лежат выше граничной частоты прокатной клети, непосредственно предшествующей, если смотреть в направлении транспортировки, определенной прокатной клети.
То есть, аналогично способу эксплуатации, осуществляется частотное разделение изменений контура, так что быстрые изменения контура в задних прокатных клетях прокатного стана компенсируются с высокой динамикой, в то время как медленные изменения контура сдвигаются на передние прокатные клети.
Предпочтительно устройство управления вводит в цепь определения для определенной прокатной клети прокатного стана указанную характерную величину. Кроме того, устройство управления имеет предпочтительно промежуточные блоки, посредством которых устройство управления определяет для предшествующих прокатных клетей соответствующую промежуточную величину на основе окончательной регулирующей величины всегда для непосредственно последующей, если смотреть в направлении транспортировки, прокатной клети. Тем самым достигается высокая динамика регулирования. Кроме того, погрешность плоскостности в межклетьевых областях между прокатными клетями прокатного стана остается низкой. Наконец, разгружаются задние прокатные клети.
Предпочтительно цепи определения имеют узловые точки, в которых устройство управления определяет соответствующую окончательную регулирующую величину путем сложения соответствующей предварительной регулирующей величины для каждой прокатной клети и соответствующей величины коррекции. В этом случае устройство управления имеет также мостовые элементы, посредством которых устройство управления определяет соответствующую величину коррекции на основе окончательной регулирующей величины всегда непосредственно предшествующей, если смотреть в направлении транспортировки, прокатной клети. Благодаря этому при активировании каждой прокатной клети может учитываться то изменение контура, которое уже вызвано предшествующей прокатной клетью или, соответственно, предшествующими прокатными клетями.
Предпочтительно мостовые элементы имеют звенья задержки, посредством которых устройство управления задерживает соответствующую величину корректировки на соответствующее время задержки относительно окончательной регулирующей величины непосредственно предшествующей, если смотреть в направлении транспортировки, прокатной клети. Благодаря этому может осуществляться координированное во времени подключение данной величины коррекции к соответствующей предварительной регулирующей величине.
Предпочтительно цепи определения имеют соответствующий ограничительный элемент, посредством которого устройство управления ограничивает соответствующую окончательную регулирующую величину. Благодаря этому могут, в частности, учитываться пределы регулирования исполнительных механизмов.
Соответственно реализации изобретения с помощью управляющей программы устройство управления предпочтительно выполнено в виде устройства управления с программируемым программным обеспечением.
Задача решается также с помощью прокатного стана с признаками п.13 формулы изобретения. В соответствии с изобретением у прокатного стана вышеназванного вида устройство управления выполнено в виде предлагаемого изобретением устройства управления.
Краткое описание чертежей
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становятся яснее и отчетливее понятно в контексте следующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом на схематичном изображении показано:
фиг.1: прокатный стан для прокатки плоского проката;
фиг.2: задние прокатные клети прокатного стана;
фиг.3: несколько прокатных клетей одной прокатного стана и принадлежащее им управление;
фиг.4: несколько прокатных клетей одной прокатного стана и альтернативное принадлежащее им управление;
фиг.5: модификация фиг.3;
фиг.6: модификация фиг.4 и
фиг.7: цепь определения.
Описание вариантов осуществления
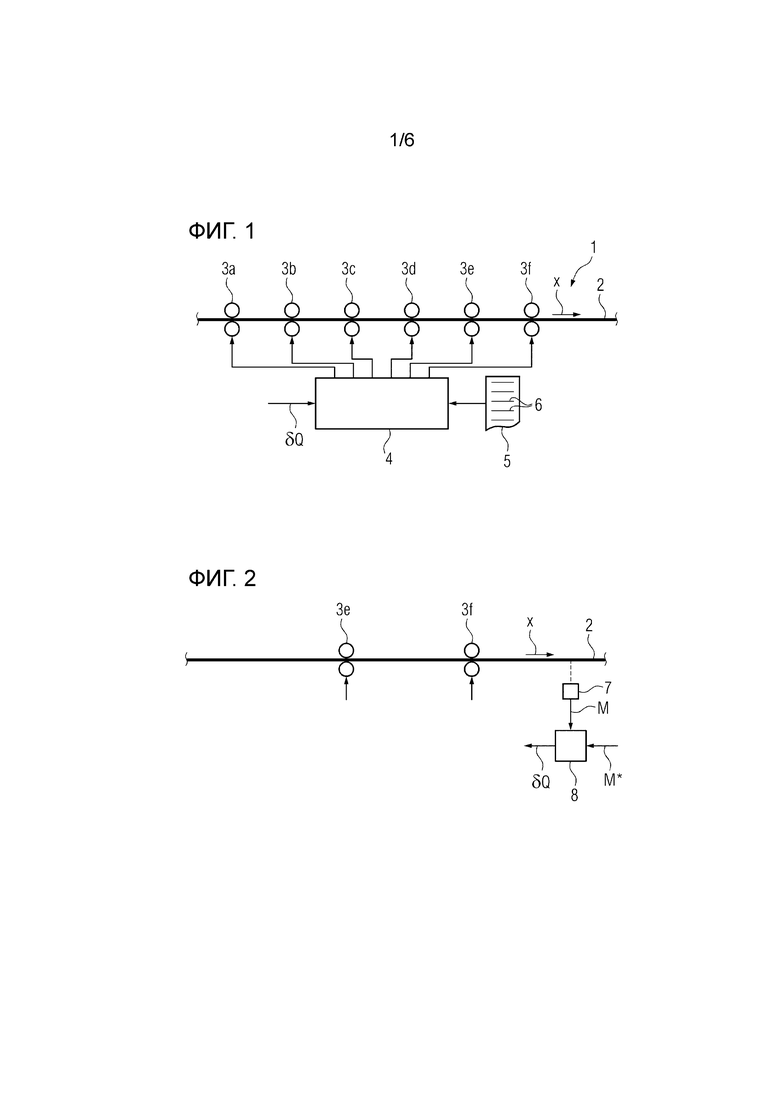
В соответствии с фиг.1 в прокатном стане 1 прокатывается длинномерный прокат. Прокат 2 представляет собой, как правило, плоский прокат, в частности полосу. Однако в отдельных случаях речь может идти о длинномерном прокате иного вида, например, о профиле. Этот профиль может представлять собой, например, двутавровый профиль, двутавровый широкополосный профиль, швеллерный профиль и т.д. Материал проката 2, как правило, представляет собой сталь, в некоторых случаях алюминий. Но в отдельных случаях речь может идти также о прокате 2 из другого металла, например, из меди.
Прокат 2, как правило, подвергается в прокатном стане 1 горячей прокатке. Например, прокатный стан 1 может представлять собой прокатный стан для горячей прокатки металлической полосы. Но не исключена холодная прокатка. Однако независимо от стального исполнения, прокатный стан 1 имеет несколько прокатных клетей 3a-3f. На фиг.1 изображены всего шесть прокатных клетей 3a-3f. Но прокатный стан 1 может также иметь большее количество прокатных клетей 3a-3f, например, семь или восемь прокатных клетей 3a-3f. Точно так же прокатный стан 1 мог бы иметь меньшее количество прокатных клетей 3a-3f, например, три, четыре или пять прокатных клетей 3a-3f. Решающим является, что имеются по меньшей мере две прокатные клети 3a-3f, и что через прокатные клети 3a-3f поочередно проходит прокат 2. Надлежащее направление x транспортировки является единым для прокатных клетей 3a-3f. При прохождении через соответствующую прокатную клеть 3a-3f прокат 2 прокатывается, то есть его поперечное сечение уменьшается.
Термин «проходит через них поочередно» не должен означать, что прокат 2 сначала полностью прокатывается в одной из прокатных клетей 3a-3f, и только после этого полностью прокатывается в следующей из прокатных клетей 3a-3f, и т.д. Более того, этим термином подразумевается, что прокат 2, рассматриваемый в целом, хотя и прокатывается одновременно в нескольких прокатных клетях 3a-3f, но что каждый отдельный участок проката 2 проходит поочередно последовательно через прокатные клети 3a-3f. Кроме того, на фиг.1, а также на фиг.2 изображены только рабочие валки прокатных клетей 3a-3f. Однако, как правило, прокатные клети 3a-3f имеют другие валки, в частности в случае исполнения в виде клеи кварто опорные валки или в случае исполнения в виде клети сексто опорные валки и промежуточные валки.
Когда ниже используются термины «предшествующий» и «последующий (расположенный после)», они без исключения относятся к последовательности, в которой прокат 2 проходит через прокатные клети 3a-3f. Например, прокатные клети 3a и 3b являются предшествующими прокатной клети 3c, при этом прокатная клеть 3b является непосредственно предшествующей прокатной клети 3c, а прокатная клеть 3a опосредствованно предшествующей прокатной клети 3c. Аналогичным образом прокатные клети 3d, 3e и 3f являются последующими для прокатной клети 3c, при этом прокатная клеть 3d является непосредственно последующей для прокатной клети 3c, а прокатные клети 3e и 3f являются опосредствованно последующими для прокатной клети 3c. Аналогичные рассуждения имеют место для отношений между другими прокатными клетями 3a-3f.
Управление прокатным станом 1 и вместе с тем также прокатными клетями 3a-3f осуществляется с помощью устройства 4 управления. Устройство 4 управления выполнено, как правило, в виде устройства управления с программируемым программным обеспечением. Устройство 4 управления запрограммировано управляющей программой 5. Управляющая программа 5 включает в себя программный код 6, который может отрабатываться устройством 4 управления. При эксплуатации устройство 4 управления отрабатывает программный код 6. В результате отработки программного кода 6 устройством управления 4 устройство 4 управления управляет прокатным станом 1 в соответствии со способом эксплуатации, который подробнее поясняется ниже.
Устройству 4 управления становится известна некоторая величина δQ, характерная для изменения поперечного сечения, с которым прокат 2 должен выходить из определенной прокатной клети 3a-3f прокатного стана 1. Эта определенная прокатная клеть 3a-3f может представлять собой последнюю прокатную клеть 3f прокатного стана 1. Однако ниже принимается, что речь идет о предпоследней прокатной клети 3e прокатного стана 1. Если прокат 2 представляет собой полосу, величина δQ характерна, как правило, для изменения контура. Эта характерная величина δQ может представлять собой желаемое изменение поперечного сечения как таковое. Альтернативно речь может идти о величине, из которой может определяться изменение поперечного сечения. Примером такой величины является плоскостность, для изменения которой, в свою очередь, должен изменяться контур. В свою очередь, альтернативно речь может идти о величине, которая получается при данном изменении поперечного сечения в рамках определения активирования прокатных клетей 3a-3f. Ниже принимается, что характерная величина δQ является самой уставкой изменения. То есть характерная величина δQ непосредственно называется уставкой изменения. Однако все эти рассуждения имеют место также тогда, когда под характерной величиной δQ задается другое значение, которое может преобразовываться в желаемое изменение поперечного сечения.
Возможно, чтобы уставка δQ изменения задавалась устройству 4 управления посредством соответствующей управляющей команды оператора (не изображено). Альтернативно соответственно изображению на фиг.2, например, возможно, чтобы в некотором месте измерения было расположено измерительное устройство 7, посредством которого регистрируется некоторая действительная величина M проката 2, например, в случае плоского проката 2, контур и/или плоскостность. Когда регистрируется действительная величина M, регистрируемая действительная величина M, а также надлежащая номинальная величина M* может вводиться в регулировочное устройство 8.
Регулировочное устройство 8 может в этом случае на основе действительной величины M и номинальной величины M* определять уставку δQ изменения, в частности на основе отклонения действительной величины M от номинальной величины M*. Регулировочное устройство 8 может быть составной частью устройства 4 управления.
Как уже упомянуто, в рамках этого примера осуществления принимается, что уставка δQ изменения действует на предпоследнюю прокатную клеть 3e прокатного стана 1. Этот вариант осуществления целесообразен, в частности, в рамках уже упомянутой, не опубликованной европейской заявки на патент 18 198 437.8 от 03.10.2018. Однако действие на предпоследнюю прокатную клеть 3e прокатного стана 1 не является обязательно необходимым. Уставка δQ изменения, за исключением первой прокатной клети 3a прокатного стана 1, могла бы также действовать на какую-либо другую прокатную клеть 3a-3f прокатного стана 1.
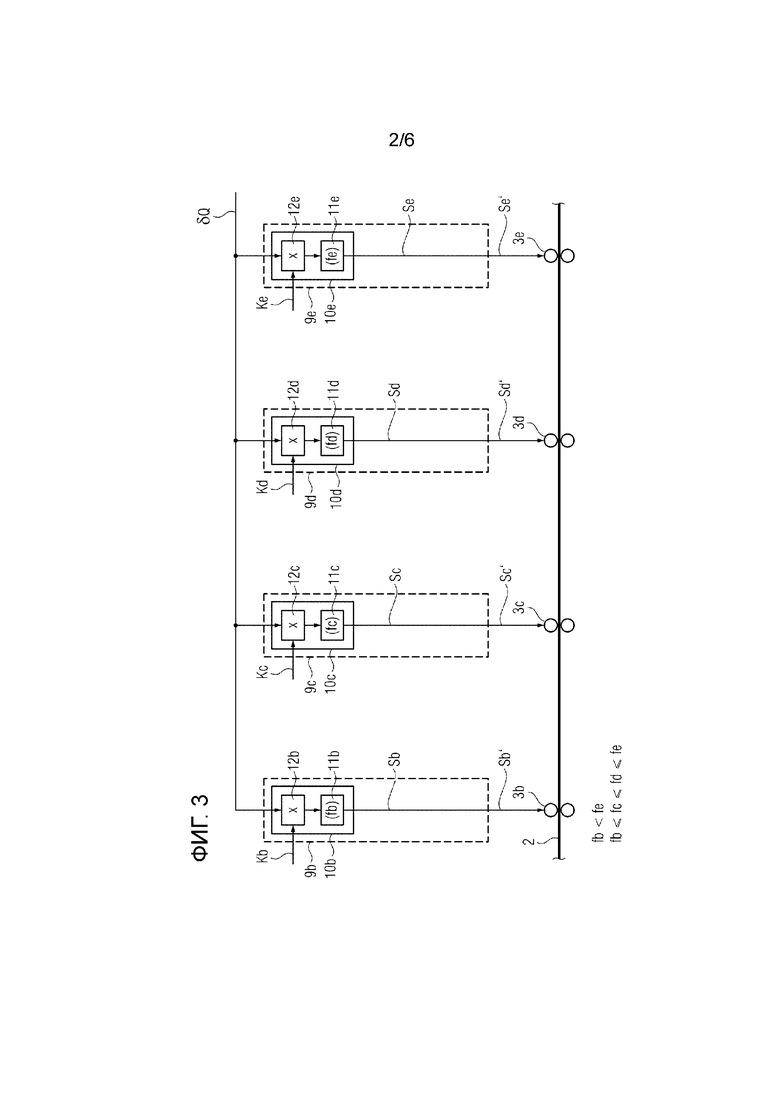
Устройство 4 управления имеет соответственно изображению на фиг.3 несколько цепей 9b-9e определения. Одна из цепей 9b-9e определения, конкретно цепь 9e определения, предназначена для той прокатной клети 3e, на которую действует уставка δQ изменения. Кроме того, для нескольких прокатных клетей 3b-3d, которые предшествуют этой прокатной клети 3e, тоже предназначена одна соответствующая цепь 9b-9e определения. Это количество предшествующих прокатных клетей 3b-3d, для которых в рамках предлагаемого изобретением метода имеется по одной цепи 9b-9e определения, может выбираться в соответствии с потребностью. Минимально это количество составляет 1. Однако, как правило, это количество больше 1. Это количество может быть столь большим, чтобы также имелась цепь определения для крайней передней прокатной клети 3a прокатного стана 1. Однако ниже принимается, что, если смотреть в направлении x транспортировки, цепь 9b определения имеется, только начиная со второй прокатной клети 3b прокатного стана 1.
Последующие рассуждения относятся без исключения к определенной прокатной клети 3e и предшествующим этой определенной прокатной клети 3e прокатным клетям 3b-3d, для которых имеется цепь 9b-9e определения, то есть здесь прокатным клетям 3b-3e. Первая и последняя прокатная клеть 3a, 3f прокатного стана 1 не рассматриваются. Вообще в рамках настоящего изобретения это относится ко всем расположенным после прокатной клети 3e прокатным клетям 3a-3f и всем прокатным клетям 3a-3f, начиная с первой прокатной клети 3a, для которых уже нет цепей определения. Это положение вещей имеет место не только на фиг.3, но и на фиг.4-7. Порядка ради, следует также упомянуть, что устройством 4 управления определяются регулирующие величины и для этих прокатных клетей 3a, 3f. Но эти прокатные клети 3a, 3f, то есть в настоящем случае первая и последняя прокатная клеть 3a, 3f прокатного стана 1, не включены в настоящее изобретение.
В цепих 9b-9e определения устройство 4 управления на основе уставки δQ изменения, которая как таковая определена для определенной прокатной клети 3e, определяет для определенной прокатной клети 3e, а также для предшествующих прокатных клетей 3b-3d соответствующую предварительную регулирующую величину Sb-Se. Это определение может осуществляться, например, в блоках 10b-10e определения.
Устройство 4 управления управляет прокатными клетями 3b-3e соответственно каждой из окончательных регулирующих величин Sbʽ-Seʽ. Эти окончательные регулирующие величины Sbʽ-Seʽ влияют на поперечное сечение, с которым прокат 2 выходит из каждой прокатной клети 3b-3e прокатного стана 1. Окончательные регулирующие величины Sbʽ-Seʽ могут, в соответствии с потребностью, действовать на каждую прокатную клеть 3b-3e. Например, в случае плоского проката 2 они могут действовать на изгиб валков, на охлаждение валков, на смазку валков, на осевое смещение валков, на клиновую установку и многое другое.
Устройство 4 управления определяет окончательные регулирующие величины Sbʽ-Seʽ с использованием соответствующих предварительных регулирующих величин Sb-Se. В рамках варианта осуществления фиг.3 окончательные регулирующие величины Sbʽ-Seʽ соответствуют прямо и непосредственно предварительным регулирующим величинам Sb-Se. Однако если осуществляется еще изменение численных значений, предварительные регулирующие величины Sb-Se и окончательные регулирующие величины Sbʽ-Seʽ по меньшей мере, как правило, являются величинами одного типа. То есть если, чисто в качестве примера, в качестве предварительной регулирующей величины Sd определяется изгиб валков, этот изгиб валков в рамках определения окончательной регулирующей величины Sdʽ может еще увеличиваться или уменьшаться. Однако вид регулирующей величины, то есть что речь идет, например, об изгибе валков, сохраняется.
Блоки 10b-10d определения имеют по частотному фильтру 11b-11d. В каждый частотный фильтр 11b-11d вводится величина δQ изменения. Посредством частотных фильтров 11b-11d устройство 4 управления путем соответствующей частотной фильтрации уставки δQ изменения определяет соответствующую предварительную регулирующую величину Sb-Sd.
Посредством частотных фильтров 11b-11d осуществляется фильтрация нижних частот. То есть ниже соответствующей граничной частоты fb-fd введенный в соответствующий частотный фильтр 11b-11d сигнал остается неизменным или, соответственно, практически неизменным, выше соответствующей граничной частоты fb-fd введенный в соответствующий частотный фильтр 11b-11d сигнал отфильтровывается, так что в нем больше не содержится выходной сигнал соответствующего частотного фильтра 11b-11d. По своей конструкции частотные фильтры 11b-11d могут быть выполнены в соответствии с потребностью. Например, они могут быть выполнены в виде фильтров Кауэра или в виде фильтров Баттерворта. Возможны также другие варианты осуществления, например, в виде PT1-фильтров.
При известных условиях каждому частотному фильтру 11b-11d может предшествовать соответствующий умножитель 12b-12d. В этом случае величина δQ изменения в каждом умножителе 12b-12d перед вводом в соответствующий частотный фильтр 11b-11d умножается на соответствующий коэффициент Kb-Kd масштабирования. Альтернативно умножители 12b-12d могут быть расположены после соответствующего им частотного фильтра 11b-11d. В этом случае на соответствующий коэффициент Kb-Kd масштабирования умножается не входной сигнал соответствующего частотного фильтра 11b-11d, то есть величина δQ изменения, а выходной сигнал соответствующего частотного фильтра 11b-11d. В этом случае предварительные регулирующие величины Sb-Sd соответствуют выходному сигналу частотных фильтров 11b-11d после умножения на соответствующий коэффициент Kb-Kd масштабирования. Коэффициенты Kb-Kd масштабирования могут быть определены, в частности, чувствительностями прокатных клетей 3b-3d.
Частотная фильтрация может быть альтернативно линейной или нелинейной. В случае линейной частотной фильтрации расположение умножителей 12b-12d перед частотными фильтрами 11b-11d равноценно расположению после частотных фильтров 11b-11d. Однако в случае нелинейной частотной фильтрации получаются различные действия.
Для расположенных перед определенной прокатной клетью 3e прокатных клетей 3b-3d всегда осуществляется частотная фильтрация. Для цепи 9e определения возможен совершенно аналогичный метод. Он также выбирается, соответственно изображению на фиг.3. То есть также для цепи 9e определения и соответствующего блока 10e определения имеется частотный фильтр 11e, и при известных условиях имеется также умножитель 12e. Частотная фильтрация блока 10e определения в этом случае выполнена таким образом, что в определение предварительной регулирующей величины Se для определенной прокатной клети 3e входят по меньшей мере те частотные составляющие уставки δQ изменения, которые лежат выше граничной частоты fd прокатной клети 3d.
Однако для цепи 9e определения не обязательно требуется частотная фильтрация. Поэтому альтернативно возможно также, чтобы совсем не осуществлялась частотная фильтрация, когда предварительная регулирующая величина Se, то есть уставка δQ изменения, при известных условиях после умножения на соответствующий коэффициент Ke масштабирования, используется так, как она есть. В этом случае предварительная регулирующая величина Se уже по определению содержит те частотные составляющие уставки δQ изменения, которые лежат выше граничной частоты fd прокатной клети 3d.
Частотные фильтры 11b-11d (и при известных условиях также 11e) выполнены таким образом, что в определение соответствующей предварительной регулирующей величины Sb-Se всегда входят только частотные составляющие уставки δQ изменения, которые лежат ниже соответствующей граничной частоты fb-fd или, соответственно, fe. Соответствующая граничная частота fb-fd каждой предшествующей прокатной клети 3b-3d предпочтительно определена временем транспортировки от каждой предшествующей прокатной клети 3b-3d до определенной прокатной клети 3e. Граничная частота fe определенной прокатной клети 3e либо (если фильтрация совсем не осуществляется) практически бесконечна, либо (если осуществляется фильтрация) столь высока, что она практически не сказывается, то есть предварительный сенсорный сигнал Se содержит составляющую сигнала, имеющую высшие практически используемые частоты.
При этом можно утверждать, во-первых, что граничная частота fb прокатной клети 3b меньше, чем граничная частота fe прокатной клети 3e. Например, граничная частота fb может составлять 1 Гц, в то время как для прокатной клети 3e она составляет 20 Гц. В обычном случае граничная частота fb-fe от одной прокатной клети 3b-3e к другой прокатной клети 3b-3e всегда увеличивается. Но по меньшей мере граничная частота fb-fe не уменьшается от одной прокатной клети 3b-3e к другой прокатной клети 3b-3e. Если, соответственно только что названному примеру, граничная частота fb прокатной клети 3b составляет 1 Гц, а граничная частота fe прокатной клети 3e 20 Гц, например, граничная частота fc прокатной клети 3c может составлять 3 Гц, а граничная частота fd прокатной клети 3d 8 Гц. Однако названные численные значения не следует понимать ограничивающим образом. Они служат только для лучшего пояснения этого принципа.
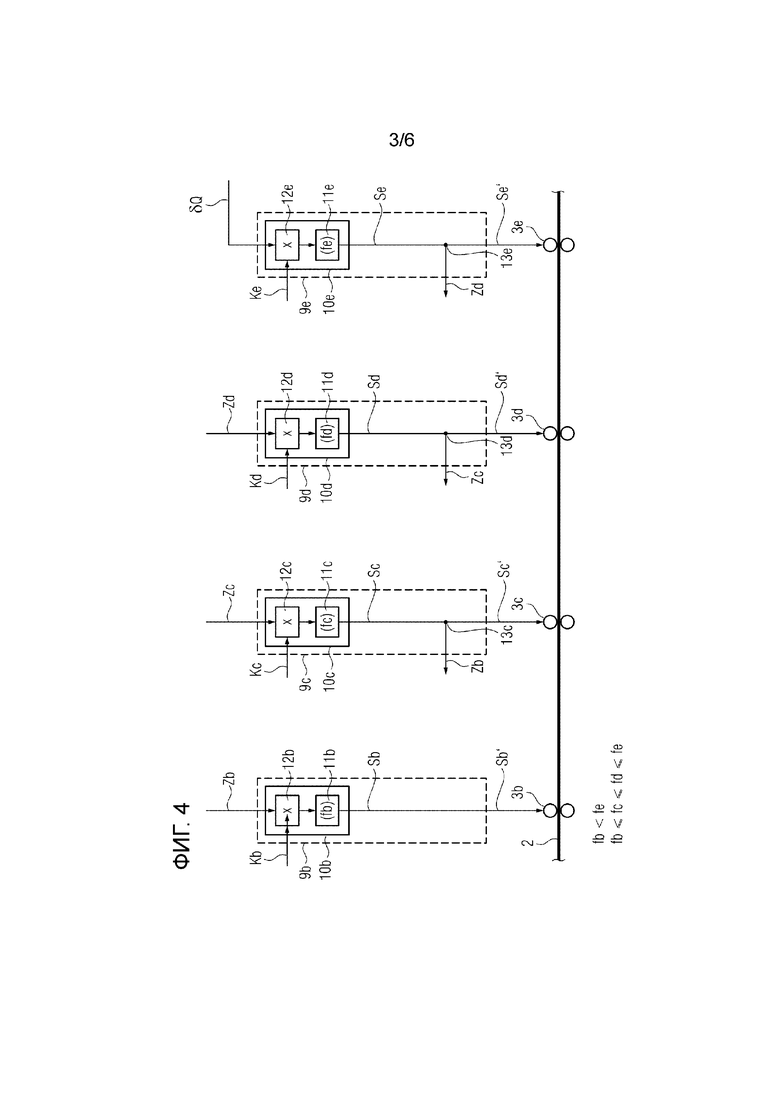
На фиг.4 показана одна из альтернатив методу фиг.3. Поэтому ниже подробнее остановимся только на существенных отличиях от фиг.3.
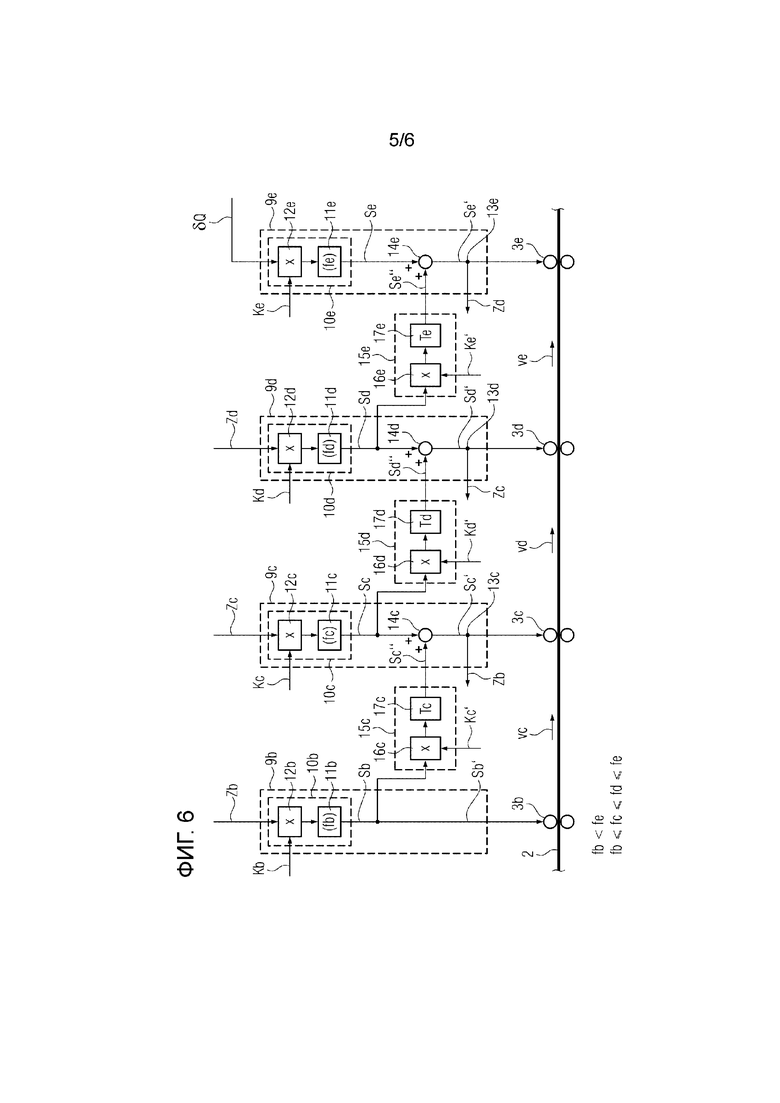
В рамках метода фиг.4, так же, как и на фиг.3, определяются предварительные регулирующие величины Sb-Se, а из них окончательные регулирующие величины Sbʽ-Seʽ. В противоположность методу фиг.3, при котором предварительные регулирующие величины Sb-Se определяются для всех участвующих прокатных клетей 3b-3e непосредственно на основе уставки δQ изменения, при методе фиг.4 это происходит только для предварительной регулирующей величины Se для определенной прокатной клети 3e. То есть только в цепь 9e определения непосредственно вводится уставка δQ изменения. В другие цепи 9b-9d определения вводится соответствующая промежуточная величина Zb-Zd. При этом устройство 4 управления определяет предварительные регулирующие величины Sb-Sd для предшествующих прокатных клетей 3b-3d путем частотной фильтрации соответствующей промежуточной величины Zb-Zd. Соответствующую промежуточную величину Zb-Zd устройство 4 управления определяет, в свою очередь, на основе окончательной регулирующей величины Scʽ-Seʽ всегда для непосредственно последующей прокатной клети 3c-3e. Определение осуществляется в промежуточных блоках 13c-13e, которые являются составной частью цепей 9c-9e определения. В простейшем случае промежуточные блоки 13c-13e выполнены в виде простых отводов для съема показаний.
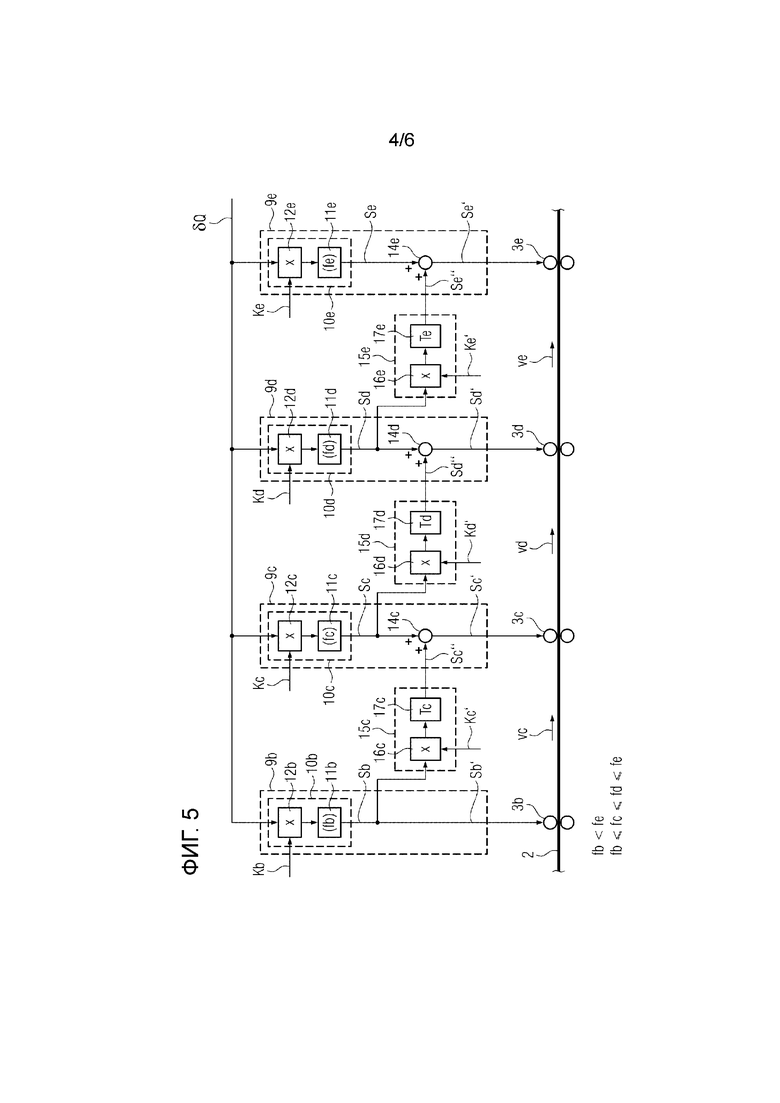
Соответственно изображению на фиг.3 и 4 возможно, чтобы устройство 4 управления при определении каждой окончательной регулирующей величины Scʽ-Seʽ всегда учитывало исключительно соответствующую предварительную регулирующую величину Sc-Se. Однако предпочтительно варианты осуществления фиг.3 и 4 модифицированы соответственно изображениям фиг.5 и 6. В рамках модификации фиг.5 и 6 устройство 4 управления определяет каждую окончательную регулирующую величину Scʽ-Seʽ для каждой прокатной клети 3c-3e на основе предварительной регулирующей величины Sc-Se для каждой прокатной клети 3c-3e и соответствующей величины Scʽʽ-Seʽʽ коррекции. В частности, цепи 9c-9e определения имеют узловые точки 14c-14e, в которых устройство 4 управления определяет каждую окончательную регулирующую величину Scʽ-Seʽ путем сложения соответствующей предварительной регулирующей величины Sc-Se для каждой прокатной клети 3c-3e и соответствующей величины Scʽʽ-Seʽʽ коррекции.
Соответствующую величину Scʽʽ-Seʽʽ коррекции устройство 4 управления определяет на основе предварительной регулирующей величины Sb-Sd всегда непосредственно предшествующей прокатной клети 3b-3d. В частности, устройство 4 управления имеет мостовые элементы 15c-15e, в которые вводится предварительная регулирующая величина Sb-Sd всегда непосредственно предшествующей прокатной клети 3b-3d, и посредством которых устройство 4 управления определяет соответствующую величину Scʽʽ-Seʽʽ коррекции. В частности, устройство 4 управления в умножителях 16c-16e мостовых элементов 15c-15e может, например, производить масштабирование с соответствующим коэффициентом Kcʽ-Kiʽ масштабирования. Коэффициенты Kcʽ-Kiʽ масштабирования, аналогично коэффициентам Kb-Kd масштабирования, могут быть определены, в частности, чувствительностями прокатных клетей 3b-3e.
Исключение из этого метода имеет место для крайней передней прокатной клети 3b, которая имеет цепь 9b-9d определения. Ее предварительная регулирующая величина Sb в рамках определения надлежащей окончательной регулирующей величины Sbʽ уже не корректируется величиной коррекции. Это имеет место, насколько это касается настоящего изобретения, даже тогда, когда соответствующей прокатной клети 3b предшествует еще по меньшей мере одна прокатная клеть 3a прокатного стана 1, здесь прокатная клеть 3a.
Как изображено на фиг.5 и 6, мостовые элементы 15c-15e имеют предпочтительно также звенья 17c-17e задержки. Посредством этих звеньев 17c-17e задержки устройство 4 управления задерживает соответствующую величину Scʽʽ-Seʽʽ коррекции относительно предварительной регулирующей величины Sb-Sd непосредственно предшествующей прокатной клети 3b-3d на соответствующее время Tc-Te задержки. Это соответствующее время Tc-Te задержки определено, как правило, по существу соответствующим временем транспортировки, которое нужно прокату 2, чтобы пройти участок от соответственно предшествующей прокатной клети 3b-3d до данной прокатной клети 3c-3e. То есть соответствующее время Tc-Te задержки определено, как правило, расстоянием от данной прокатной клети 3c-3e до соответственно непосредственно предшествующей прокатной клети 3b-3d и соответствующей скоростью vc-ve прокатки, с которой прокат 2 выходит из соответственно непосредственно предшествующей прокатной клети 3b-3d или, соответственно, входит в соответствующую прокатную клеть 3c-3e. При известных условиях соответствующее время Tc-Te задержки, исходящее из соответствующего времени транспортировки, может еще масштабироваться соответствующим коэффициентом масштабирования. Этот соответствующий коэффициент масштабирования составляет, как правило, от 0,5 до 2,0, чаще всего от 0,8 до 1,25. Коэффициенты масштабирования для звеньев 17c-17e задержки могут быть определены единым образом или индивидуально.
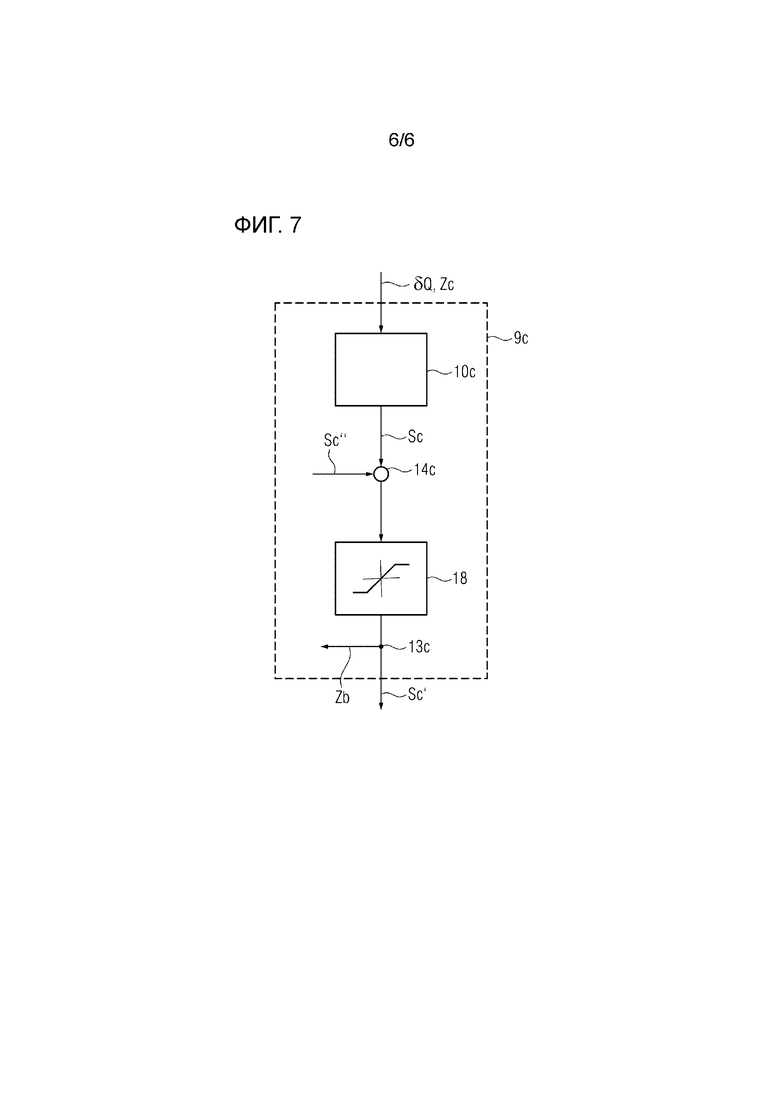
В рамках вариантов осуществления фиг.3-6 осуществляется частотная фильтрация в соответствующем частотном фильтре 11b-11e. На фиг.7 показан один из возможных вариантов осуществления цепи 9c определения. Для цепей 9b, 9d и 9e определения имеют место аналогичные рассуждения.
Соответственно изображению на фиг.7, после блока 10c определения может быть расположен ограничительный элемент 18. В этом случае устройство 4 управления посредством ограничительного элемента 18 ограничивает выходной сигнал блока 10c определения. Поскольку имеется узловая точка 14c, ограничительный элемент 18 расположен в потоке сигналов после узловой точки 14c. Поскольку имеется промежуточный блок 13c, ограничительный элемент 18 предшествует в потоке сигналов промежуточному блоку 13c.
Устройство 4 управления, как уже упомянуто, выполнено, как правило, в виде устройства управления с программируемым программным обеспечением. Поэтому принцип действия устройства 4 управления обусловливается управляющей программой 5. Поэтому управляющая программа 5 и выполнение ее программного кода 6 устройством 4 управления приводят к тому, что устройство 4 управления реализует вышеупомянутые функциональные узлы, например, цепи 9b-9e определения, или промежуточные блоки 13c-13e, или мостовые элементы 15c-15e, в виде блоков программного обеспечения.
Настоящее изобретение имеет много преимуществ. В частности, регулирующие воздействия для компенсации уставка δQ изменения распределяются на несколько прокатных клетей 3b-3e, так что отдельные прокатные клети 3b-3e должны активироваться только в ограниченной мере. Тем не менее, при компенсации уставки δQ изменения может достигаться высокая динамика.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут выводиться отсюда другие варианты без выцепи из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Прокатный стан
2 Прокат
3a-3f Прокатные клети
4 Устройство управления
5 Управляющая программа
6 Программный код
7 Измерительное устройство
8 Регулировочное устройство
9b-9e Цепи определения
10b-10e Блоки определения
11b-11e Частотные фильтры
12b-12e Умножители
13c-13e Промежуточные блоки
14c-14e Узловые точки
15c-15e Мостовые элементы
16c-16e Умножители
17c-17e Звенья задержки
18 Ограничительный элемент
fb-fe Граничные частоты
Kb-Ke Коэффициенты масштабирования
Kcʽ-Keʽ Коэффициенты масштабирования
M Действительная величина
M* Номинальная величина
Sb-Se Предварительные регулирующие величины
Sbʽ-Seʽ Окончательные регулирующие величины
Scʽʽ-Seʽʽ Величины коррекции
Tc-Te Времена задержки
vc-ve Скорости прокатки
x Направление транспортировки
Zb-Zd Промежуточная величина
δQ Уставка изменения/характерная величина
Изобретение относится к управлению прокатным станом для прокатки проката. Прокатный стан содержит несколько прокатных клетей, через которые поочередно проходит прокат. Устройство управления определяет соответствующую предварительную регулирующую величину для предшествующих прокатных клетей путем соответствующей частотной фильтрации указанной характерной величины. В определение соответствующей предварительной регулирующей величины для предшествующих прокатных клетей всегда входят только частотные составляющие характерной величины, которые лежат ниже соответствующей граничной частоты. Граничная частота от одной прокатной клети к другой прокатной клети всегда остается постоянной или увеличивается. Устройство управления определяет предварительную регулирующую величину для определенной прокатной клети таким образом, что в определение предварительной регулирующей величины для определенной прокатной клети входят по меньшей мере те частотные составляющие характерной величины, которые лежат выше граничной частоты прокатной клети, непосредственно предшествующей определенной прокатной клети. В результате чего исключаются погрешности плоскостности в межклетьевых областях. 3 н. и 9 з.п. ф-лы, 7 ил. 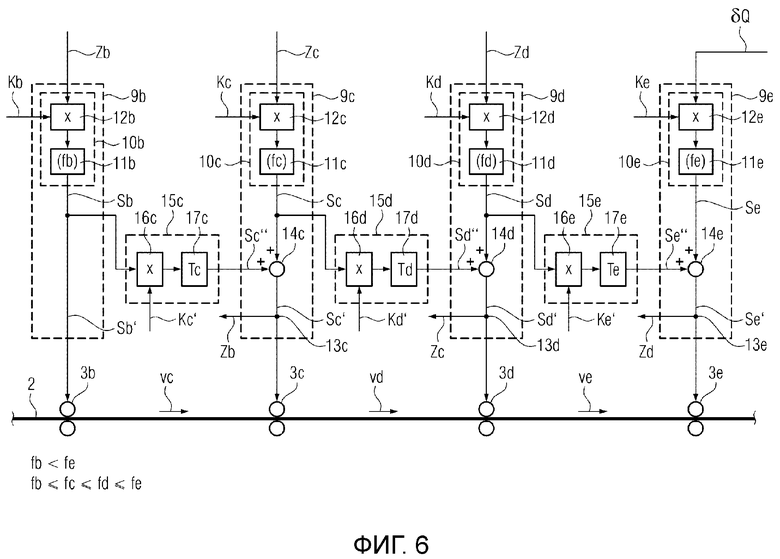
1. Способ управления прокатным станом (1) для прокатки проката (2) из металла,
- при этом прокатный стан (1) содержит несколько прокатных клетей (3a-3f), через которые поочередно проходит прокат (2) в едином для этих прокатных клетей (3a-3f) направлении (x) транспортировки, так что прокат (2) поочередно прокатывается в прокатных клетях (3a-3f),
- при этом устройство (4) управления прокатного стана (1) на основании некоторой величины (δQ), характерной для изменения поперечного сечения, с которым прокат (2) должен выходить из определенной прокатной клети (3e) прокатного стана (1), определяет для этой прокатной клети (3e) и нескольких предшествующих этой прокатной клети (3e), если смотреть в направлении (x) транспортировки, прокатных клетей (3b-3d) прокатного стана (1) сначала соответствующую предварительную регулирующую величину (Sb-Se) и с использованием этой соответствующей предварительной регулирующей величины (Sb-Se) соответствующую окончательную регулирующую величину (Sb`-Se`),
- при этом соответствующая окончательная регулирующая величина (Sb`-Se`) влияет на поперечное сечение, с которым прокат (2) выходит из каждой прокатной клети (3b-3e) прокатного стана (1),
- при этом устройство (4) управления активирует прокатные клети соответственно данной окончательной регулирующей величине (Sb`-Se`),
отличающийся тем,
- что устройство (4) управления определяет соответствующую предварительную регулирующую величину (Sb-Sd) для предшествующих прокатных клетей (3b-3d) путем соответствующей частотной фильтрации указанной характерной величины (δQ) или определенной из характерной величины (δQ) соответствующей промежуточной величины (Zb-Zd);
- частотные фильтрации реализованы таким образом, что в определение соответствующей предварительной регулирующей величины (Sb-Sd) для предшествующих прокатных клетей (3b-3d) всегда входят только частотные составляющие характерной величины (δQ), которые лежат ниже соответствующей граничной частоты (fb-fd), и
- применительно к нескольким предшествующим, если смотреть от определенной прокатной клети (3e) в направлении (x) транспортировки, прокатным клетям (3b-3d) прокатного стана (1) и, если смотреть в направлении (x) транспортировки, граничная частота (fb-fd) от одной прокатной клети (3b-3d) к другой прокатной клети (3b-3d) всегда остается постоянной или увеличивается;
- устройство (4) управления определяет предварительную регулирующую величину (Se) для определенной прокатной клети (3e) таким образом, что в определение предварительной регулирующей величины (Se) для определенной прокатной клети (3e) входят по меньшей мере те частотные составляющие характерной величины (δQ), которые лежат выше граничной частоты (fd) прокатной клети (3d), непосредственно предшествующей определенной прокатной клети (3e), если смотреть в направлении (x) транспортировки.
2. Способ по п.1,
отличающийся тем,
- что устройство (4) управления определяет предварительную регулирующую величину (Se) для определенной прокатной клети (3e) прокатного стана (1) на основе указанной характерной величины (δQ), в частности путем частотной фильтрации этой характерной величины (δQ),
- устройство (4) управления определяет предварительные регулирующие величины (Sb-Sd) для предшествующих прокатных клетей (3b-3d) путем частотной фильтрации соответствующей промежуточной величины (Zb-Zd), и
- устройство (4) управления определяет соответствующую промежуточную величину (Zb-Zd) на основе окончательной регулирующей величины (Sc`-Se`) всегда для непосредственно последующей, если смотреть в направлении (x) транспортировки, прокатной клети (3c-3e).
3. Способ по п.1 или 2,
отличающийся тем,
- что устройство (4) управления определяет соответствующую окончательную регулирующую величину (Sc`-Se`) для каждой прокатной клети (3c-3e) на основе предварительной регулирующей величины (Sc-Se) для каждой прокатной клети (3c-3e) и соответствующей величины (Sc``-Se``) коррекции, и
- устройство (4) управления определяет соответствующую величину (Sc``-Se``) коррекции на основе предварительной регулирующей величины (Sb-Sd) каждой непосредственно предшествующей, если смотреть в направлении (x) транспортировки, прокатной клети (3b-3d).
4. Способ по п.3,
отличающийся тем,
- что устройство (4) управления задерживает соответствующую величину (Sc``-Se``) коррекции на соответствующее время (Tc-Te) задержки относительно предварительной регулирующей величины (Sb-Sd) непосредственно предшествующей, если смотреть в направлении (x) транспортировки, прокатной клети (3b-3d).
5. Способ по любому из пп.1-4,
отличающийся тем,
- что устройство (4) управления ограничивает окончательные регулирующие величины (Sb`-Se`) посредством соответствующего ограничительного элемента (18).
6. Устройство управления для прокатного стана (1) для прокатки проката (2) из металла, при этом прокатный стан (1) имеет несколько прокатных клетей (3a-3f), через которые поочередно проходит прокат (2) в едином для этих прокатных клетей (3a-3f) направлении (x) транспортировки, так что прокат (2) поочередно прокатывается в прокатных клетях (3a-3f),
- при этом устройство управления имеет цепи (9b-9e) определения, посредством которых устройство управления на основании некоторой величины (δQ), характерной для изменения поперечного сечения, с которым прокат (2) должен выходить из определенной прокатной клети (3e) прокатного стана (1), определяет для этой прокатной клети и нескольких предшествующих этой прокатной клети (3e), если смотреть в направлении (x) транспортировки, прокатных клетей (3b-3d) прокатного стана (1) сначала соответствующую предварительную регулирующую величину (Sb-Se) и с использованием этой соответствующей предварительной регулирующей величины (Sb-Se) соответствующую окончательную регулирующую величину (Sb`-Se`),
- при этом соответствующая окончательная регулирующая величина (Sb`-Se`) влияет на поперечное сечение, с которым прокат (2) выходит из каждой прокатной клети (3b-3e) прокатного стана (1),
- при этом устройство управления активирует прокатные клети (3b-3e) соответственно данной окончательной регулирующей величине (Sb`-Se`),
отличающееся тем,
- что цепи (9b-9d) определения предшествующих прокатных клетей (3b-3d) имеют частотные фильтры (11b-11d), посредством которых устройство управления определяет соответствующую предварительную регулирующую величину (Sb-Sd) для предшествующих прокатных клетей (3b-3d) путем соответствующей частотной фильтрации характерной величины (δQ) или определенной из характерной величины (δQ) соответствующей промежуточной величины (Zb-Zd);
- частотные фильтры (11b-11d) выполнены таким образом, что в определение соответствующей предварительной регулирующей величины (Sb-Sd) для предшествующих прокатных клетей (3b-3d) всегда входят только частотные составляющие характерной величины (δQ), которые лежат ниже соответствующей граничной частоты (fb-fd), и
- применительно к нескольким предшествующим, если смотреть от определенной прокатной клети (3e) в направлении (x) транспортировки, прокатным клетям (3b-3d) прокатного стана (1) и, если смотреть в направлении (x) транспортировки, граничная частота (fb-fd) от одной прокатной клети (3b-3d) к другой прокатной клети (3b-3d) всегда остается постоянной или увеличивается, и
- цепь (9e) определения для определенной прокатной клети (3e) выполнена таким образом, что в определение предварительной регулирующей величины (Se) для определенной прокатной клети (3e) входят по меньшей мере те частотные составляющие характерной величины (δQ), которые лежат выше граничной частоты (fd) прокатной клети (3d), непосредственно предшествующей, если смотреть в направлении транспортировки (x), определенной прокатной клети (3e).
7. Устройство управления по п.6,
отличающееся тем,
- что устройство управления вводит в цепь (9e) определения для определенной прокатной клети (3e) прокатного стана (1) характерную величину (δQ),
- устройство управления вводит в цепи (9b-9d) определения для предшествующих прокатных клетей (3b-3d) соответствующую промежуточную величину (Zb-Zd), и
- устройство управления имеет промежуточные блоки (13c-13e), посредством которых устройство управления определяет для предшествующих прокатных клетей (3b-3d) соответствующую промежуточную величину (Zb-Zd) на основе окончательной регулирующей величины (Sc`-Se`) всегда для непосредственно последующей, если смотреть в направлении (x) транспортировки, прокатной клети (3c-3e).
8. Устройство управления по п.6 или 7,
отличающееся тем,
что цепи (9c-9e) определения имеют узловые точки (14c-14e), в которых устройство управления определяет соответствующую окончательную регулирующую величину (Sc`-Se`) путем сложения соответствующей предварительной регулирующей величины (Sc-Se) для каждой прокатной клети (3c-3e) и соответствующей величины (Sc``-Se``) коррекции, и
- устройство управления имеет мостовые элементы (15c-15e), посредством которых устройство управления определяет соответствующую величину (Sc``-Se``) коррекции на основе предварительной регулирующей величины (Sb-Sd) всегда непосредственно предшествующей, если смотреть в направлении (x) транспортировки, прокатной клети (3b-3d).
9. Устройство управления по п.8,
отличающееся тем,
что мостовые элементы (15c-15e) имеют звенья (17c-17e) задержки, посредством которых устройство управления задерживает на соответствующее время (Tc-Te) задержки соответствующую величину (Sc``-Se``) коррекции относительно предварительной регулирующей величины (Sb-Sd) непосредственно предшествующей, если смотреть в направлении (x) транспортировки, прокатной клети (3b-3d).
10. Устройство управления по любому из пп.6-9,
отличающееся тем,
что цепи (9b-9d) определения имеют соответствующий ограничительный элемент (18), посредством которого устройство управления ограничивает соответствующую окончательную регулирующую величину (Sb`-Se`).
11. Устройство управления по любому из пп.6-10,
отличающееся тем,
что устройство управления выполнено в виде устройства управления с программируемым программным обеспечением.
12. Прокатный стан для плоского проката (2),
- при этом прокатный стан содержит несколько прокатных клетей (3a-3f), через которые поочередно проходит прокат (2) в едином для этих прокатных клетей (3a-3f) направлении (x) транспортировки, так что прокат (2) поочередно прокатывается в прокатных клетях (3a-3f),
- при этом прокатный стан имеет устройство (4) управления, которое управляет прокатными клетями (3a-3f) прокатного стана,
отличающийся тем,
что устройство (4) управления выполнено в виде устройства управления по любому из пп.6-11.
| DE 3823767 A1, 26.01.1989 | |||
| Устройство для автоматического регулирования формы полосы | 1990 |
|
SU1705072A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ | 2012 |
|
RU2583550C2 |
| DE 102015223600 A1, 09.03.2017. | |||

