Изобретение относится к клетям прокатного стана с рабочими валками, имеющими наклоненные оси, для производства бесшовных изделий трубчатой формы.
Прокатные станы с двумя наклоненными осями рабочих валков, в частности современные прошивные станы, используемые для пробивки круглых заготовок в прокатных станах для бесшовных труб, имеют клеть или раму, воспринимающую нагрузки, возникающие при деформации материала во время проката, и люльки, которые обеспечивают опору для рабочих валков. Также в данных станах предусмотрена возможность регулировки угла подачи между двумя рабочими валками, наклоненные оси вращения которых находятся под углом друг к другу.
На практике для обеспечения возможности проката различных изделий, в частности заготовок различных диаметров, с помощью одной клети прокатного стана необходимо изменять угол подачи, то есть угол, образуемый двумя наклоненными осями и измеряемый относительно оси прокатки, для того, чтобы ограничивать моменты и усилия, создаваемые станком.
Кроме того, современные прокатные станы позволяют регулировать расстояния между рабочими валками. В частности, такими устройствами регулировки являются нажимные винты с электромеханическим приводом, через которые распорные усилия, образованные между рабочими валками, передаются на концы конструкции. Обычно каждый рабочий валок имеет два нажимных винта с электромеханическим приводом, а в некоторых случаях используют четыре нажимных винта с электромеханическим приводом. Вертикальные винты обычно устанавливают в нижней части клети прокатного стана и крепятся к клети, хотя они могут быть установлены на подвижные детали рамы, что позволяет наклонять или перемещать их для замены рабочих валков и люлек.
За счет нормальной упругости клети расстояние между валками составляет несколько миллиметров, например 3-5 мм, когда валки находятся под нагрузкой. Данный зазор не всегда можно компенсировать с помощью регулировки нажимных винтов с электромеханическим приводом, то есть путем их предварительной затяжки, из-за влияния боковых направляющих систем. В частности, если клеть стана оснащена дисковыми направляющими, то они должны находиться в непосредственной близости от рабочих валков, поэтому предварительная затяжка создает опасность контакта и повреждения валка и диска. Кроме того, во время этапов проката передней и задней частей заготовки, во время которых распорные усилия имеют меньшую величину, происходит уменьшение толщины прокатного профиля, связанное с автоматическим сжатием конструкции под действием упругой отдачи элементов в результате уменьшения распорного усилия.
В публикации ЕР 619150 А описана прокатная клеть, аналогичная клети, описанной выше, в которой нажимные винты прикреплены к конструкции и в которой демонтаж люльки для замены пары рабочих валков выполняют с помощью байонетного крепления, в результате чего клеть стана не может быть оборудована съемным зажимом, используемым в стандартных решениях, известных из уровня техники.
Целью изобретения является создание клети прокатного стана с коническими валками и устройством, обеспечивающим предварительный прижим валков.
Другой целью изобретения является снижение стоимости клети стана и увеличение прочности конструкции.
Еще одной целью изобретения является создание клети, в которой процесс замены пары валков является менее сложным и быстрым.
Эти и другие цели могут быть достигнуты за счет использования клети прокатного стана, имеющей ось прокатки и содержащей:
опорную конструкцию, имеющую продольную ось, ортогональную оси прокатки; первый и второй рабочие валки, имеющие периферийные поверхности, направленные друг к другу и определяющие канал прокатного стана, причем первый и второй валки имеют наклоненные оси прокатки; первую и вторую люльки, при этом первая люлька обеспечивает опору для первого рабочего валка, а вторая люлька обеспечивает опору для второго рабочего валка, клеть прокатного стана оснащена по меньшей мере двумя первыми вертикальными винтами с гидравлическим приводом, выполненными с возможностью приложения толкающих усилий первой величины к первым поверхностям второй люльки на расстоянии от канала прокатного стана;
по меньшей мере два вторых вертикальных винта с гидравлическим приводом, выполненных с возможностью приложения толкающих усилий второй величины в противоположном направлении от толкающих усилий первой величины к поверхностям первой люльки, находящейся на расстоянии от канала прокатного стана; по меньшей мере две первые гидравлические каретки, выполненные с возможностью приложения толкающих усилий третьей величины к поверхностям первой люльки, расположенной рядом с каналом прокатного стана, и ограничения расстояния между первой и второй люльками;
по меньшей мере две вторые гидравлические каретки, выполненные с возможностью приложения толкающих усилий четвертой величины к поверхности второй люльки, расположенной рядом с каналом прокатного стана, и ограничения расстояния между первой и второй люльками по крайней мере вместе с двумя первыми гидравлическими каретками;
устройства управления положением указанных первой и второй люлек, выполненные с возможностью управления положением и величиной усилий по меньшей мере двух первых гидравлических кареток и по меньшей мере двух вторых гидравлических кареток, и величиной усилий по меньшей мере двух первых вертикальных винтов с гидравлическим приводом и по меньшей мере двух вторых вертикальных винтов с гидравлическим приводом.
Клеть прокатного стана в соответствии с изобретением имеет определенные зазоры вокруг гидравлических кареток, действующих на две верхние и нижние люльки и расположенные во внутренней области между двумя люльками. Каретки предназначены для ограничения расстояния между люльками за счет контроля положения, осуществляемого при помощи соответствующих устройств. Каретки расположены между двумя люльками и рядом с осью прокатки, причем податливость клети не влияет на расстояние между рабочими валками, и следовательно, в нагруженном состоянии податливость имеет меньшие значения. Кроме того, вместо нажимных винтов с электромеханическим приводом могут быть установлены вертикальные винты с гидравлическим приводом, которые работают под постоянным давлением и имеют стержень, который не расширяется и не сжимается, что гарантирует поглощение различных деформаций конструкции без изменения положения люльки, которая остается в контакте с внутренними опорными каретками, предусмотренными для каждой люльки. В предпочтительном варианте вертикальные винты действуют в противоположном направлению действия внутренних кареток и коаксиальны им, что позволяет сделать раму клети без верхней съемной крышки, используя люльки с байонетным соединением на раме.
В предпочтительном варианте в клети стана также установлены устройства, обеспечивающие регулировку угла люлек, а вне клети установлено направляющее устройство стержня крепления оправки, известное как внутренняя опора оправки. Обычно это устройство выполняют с тремя направляющими валками, установленными внутри клети.
Кроме того, заявленное решение позволяет регулировать положение валков, находящихся в нагруженном состоянии, так как вместо нажимных винтов с электромеханическим приводом, которыми сложно управлять, когда рабочие валки находятся в нагруженном состоянии, могут быть использованы каретки и вертикальные винты с гидравлическим приводом.
В соответствии со вторым изобретением указанные проблемы решают с помощью способа монтажа указанной клети прокатного стана, в котором:
a) устанавливают вторую люльку под углом δ2 от продольной оси от заранее установленного конечного рабочего положения и перемещают ее в направлении продольной оси внутри опорной конструкции клети прокатного стана в положение контакта с первыми вертикальными винтами с гидравлическим приводом,
b) поворачивают вторую люльку на угол δ2 от продольной оси таким образом, чтобы каждый выступ находился у соответствующего первого вертикального винта с гидравлическим приводом, и располагают вторую люльку в ее рабочем положении,
c) устанавливают первую люльку под углом δ1 от продольной оси от заранее установленного конечного рабочего положения и перемещают ее в направлении продольной оси внутри опорной конструкции клети прокатного стана в положение контакта с первыми гидравлическими каретками,
d) поворачивают первую люльку на угол δ1 относительно продольной оси таким образом, чтобы каждый выступ находился у соответствующей первой каретки, и располагают первую люльку в ее рабочем положении.
Дополнительным преимуществом с точки зрения проката, обеспечиваемое использованием клети прокатного стана в соответствии с изобретением, является возможность регулировки расстояния между люльками вдоль продольной оси клети, даже когда они находятся в нагруженном состоянии, то есть во время проката металлических изделий.
Краткое описание чертежей
Другие отличительные особенности и преимущества изобретения станут очевидны после ознакомления с подробным описанием предпочтительных, но не исключительных вариантов реализации клети прокатного стана с коническими рабочими валками, имеющими наклоненные оси, и устройством предварительного прижима, описанных в качестве неограничительных примеров со ссылкой на сопроводительные чертежи, на которых:
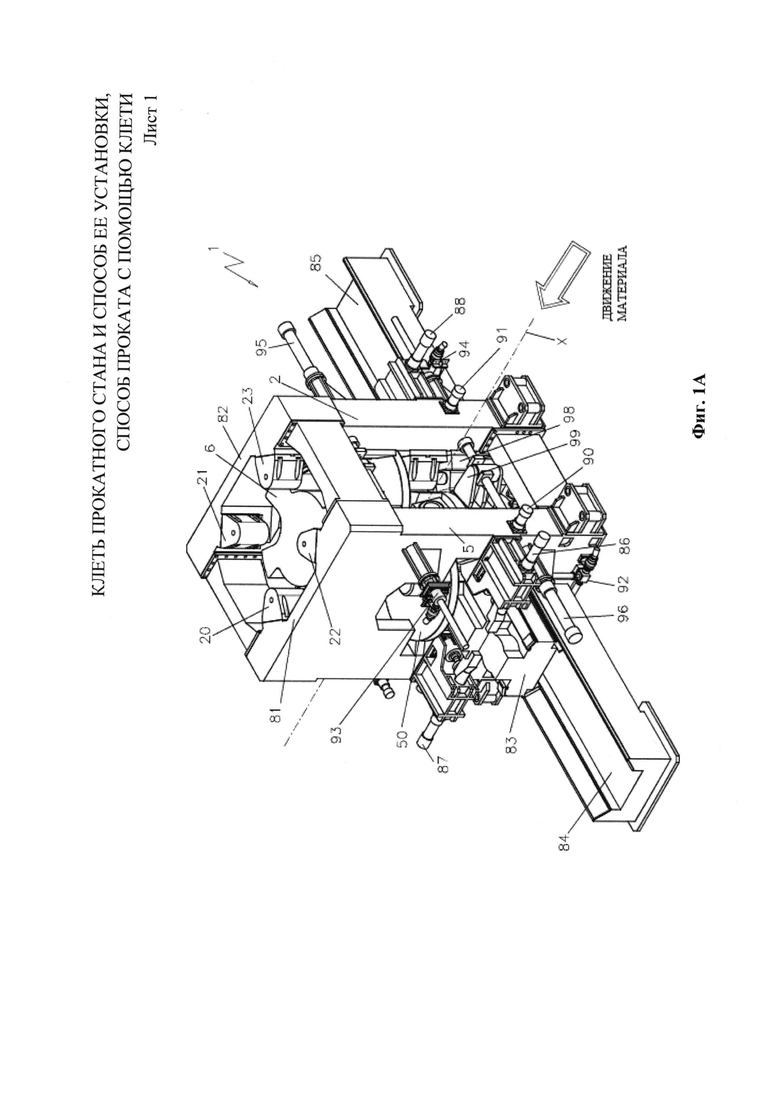
на фиг. 1А показан аксонометрический вид стороны впуска прокатываемого материала для клети стана в соответствии с изобретением;
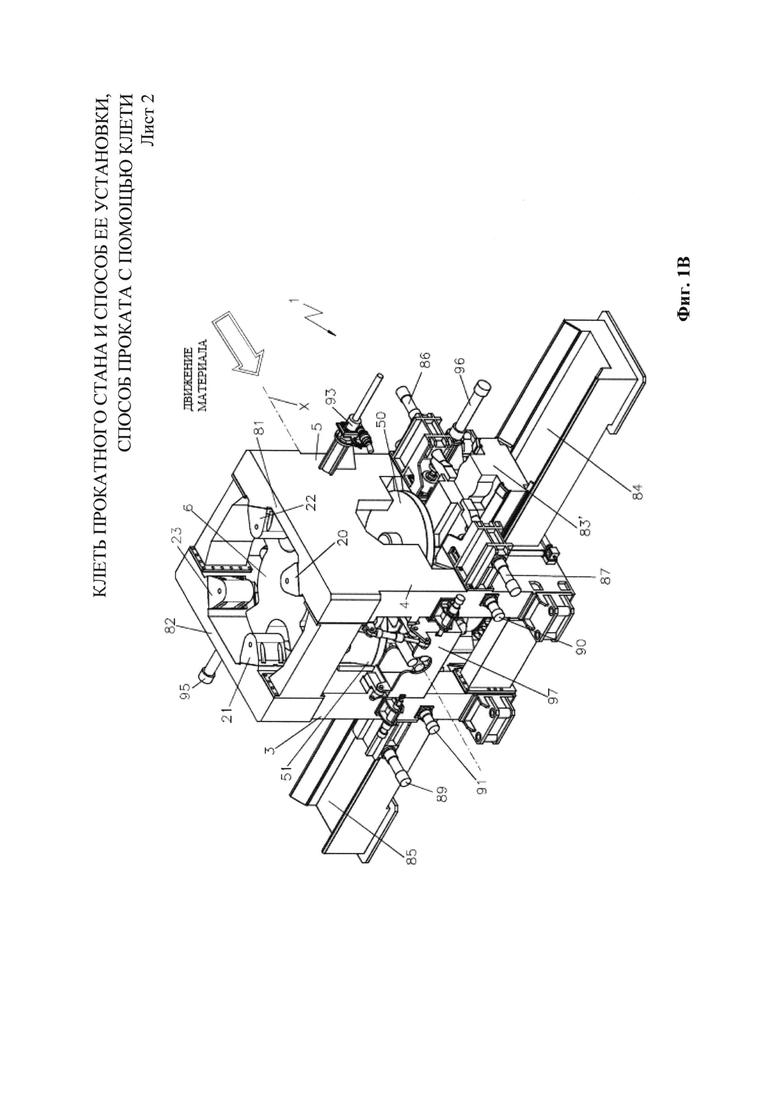
на фиг. 1В представлен аксонометрический вид стороны выпуска прокатываемого материала для клети стана с фиг. 1А;
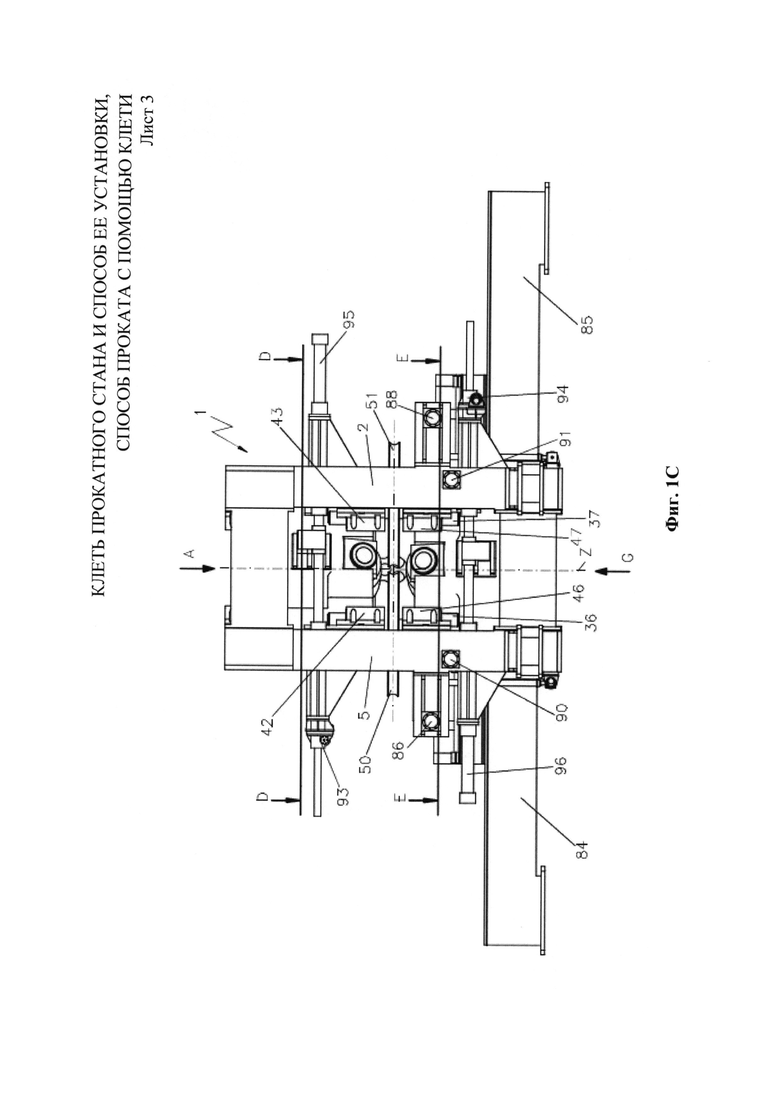
на фиг. 1С представлен вид спереди стороны впуска материала для клети стана по фиг. 1А;
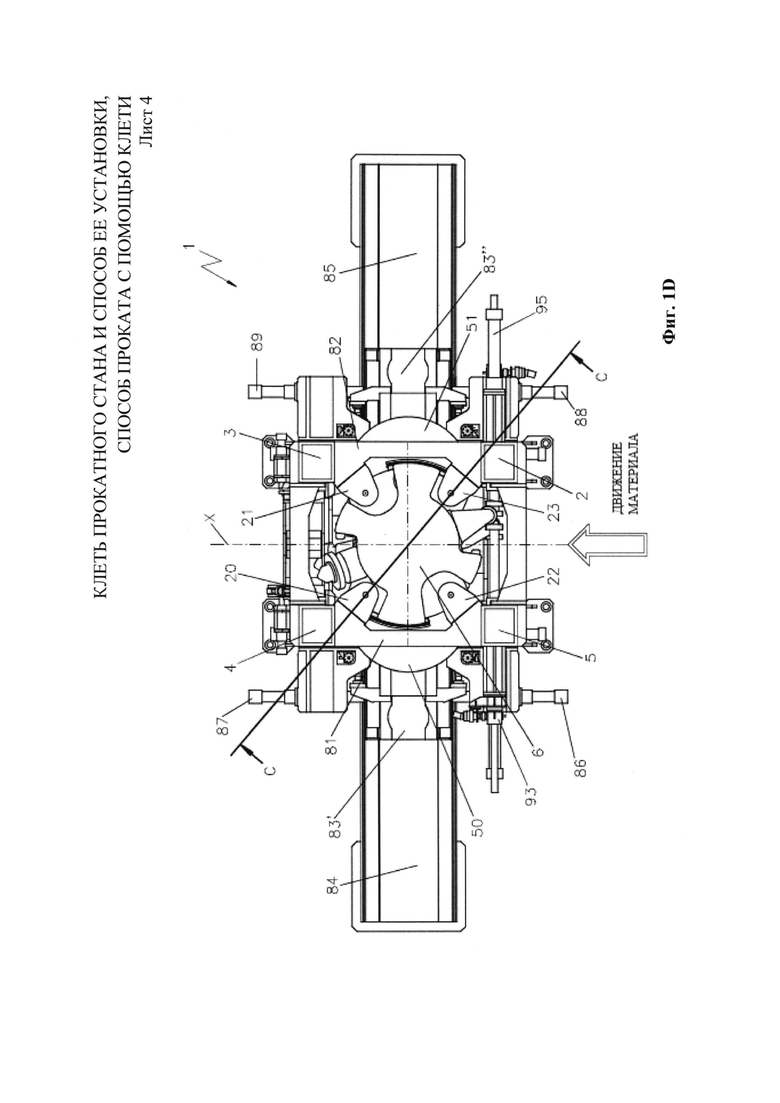
на фиг. 1D представлен вид в направлении стрелки А для клети стана по фиг. 1А;
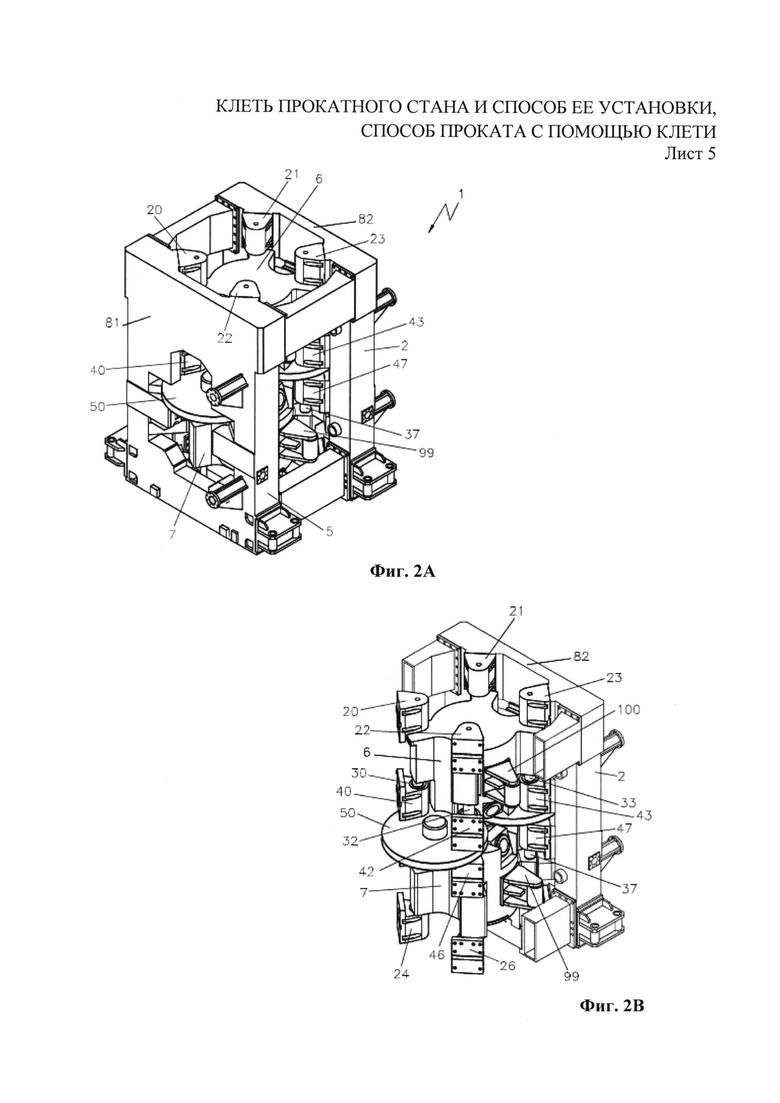
на фиг. 2А представлен аксонометрический вид компонента клети стана по фиг. 1А;
на фиг. 2В представлен частичный аксонометрический вид в поперечном разрезе компонента клети стана по фиг. 1А;
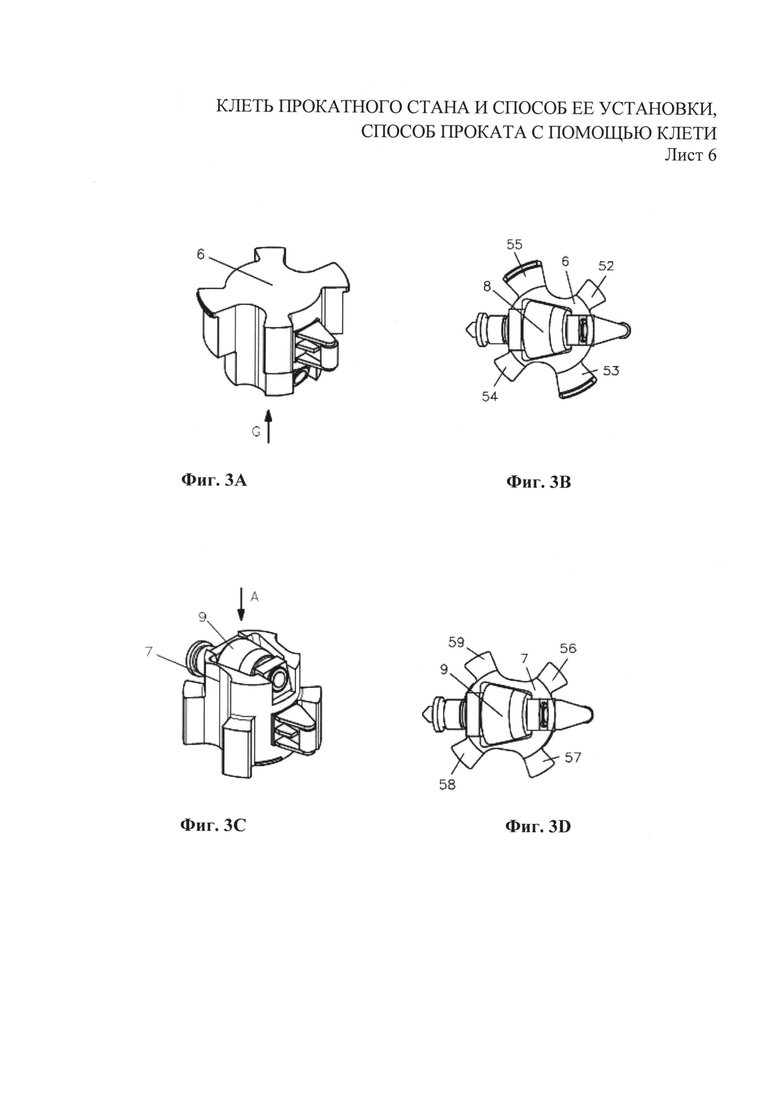
на фиг. 3А представлен аксонометрический вид части клети стана по фиг. 1А;
на фиг. 3В представлен вид части с фиг. 3А в направлении стрелки G;
на фиг. 3С представлен аксонометрический вид другой части клети стана по фиг. 1А;
на фиг. 3D представлен детальный вид с фиг. 3С в направлении стрелки А;
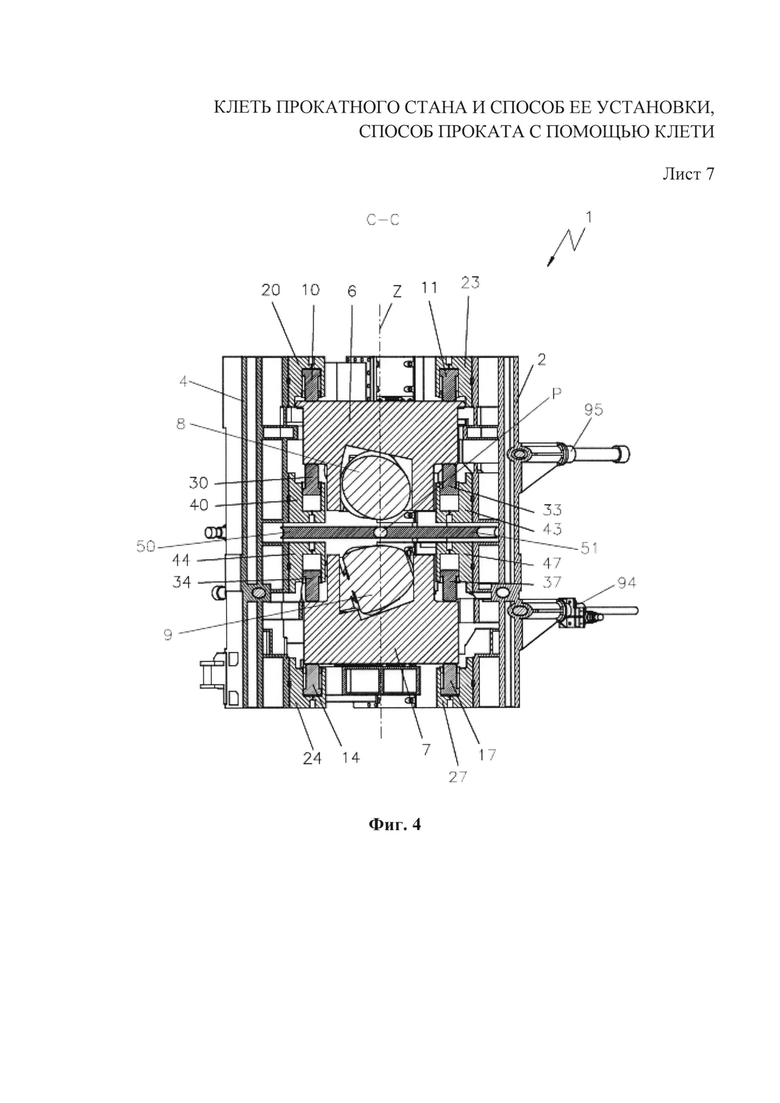
на фиг. 4 представлено сечение клети стана с фиг. 1D, находящейся в первой рабочей конфигурации, вдоль плоскости С-С;
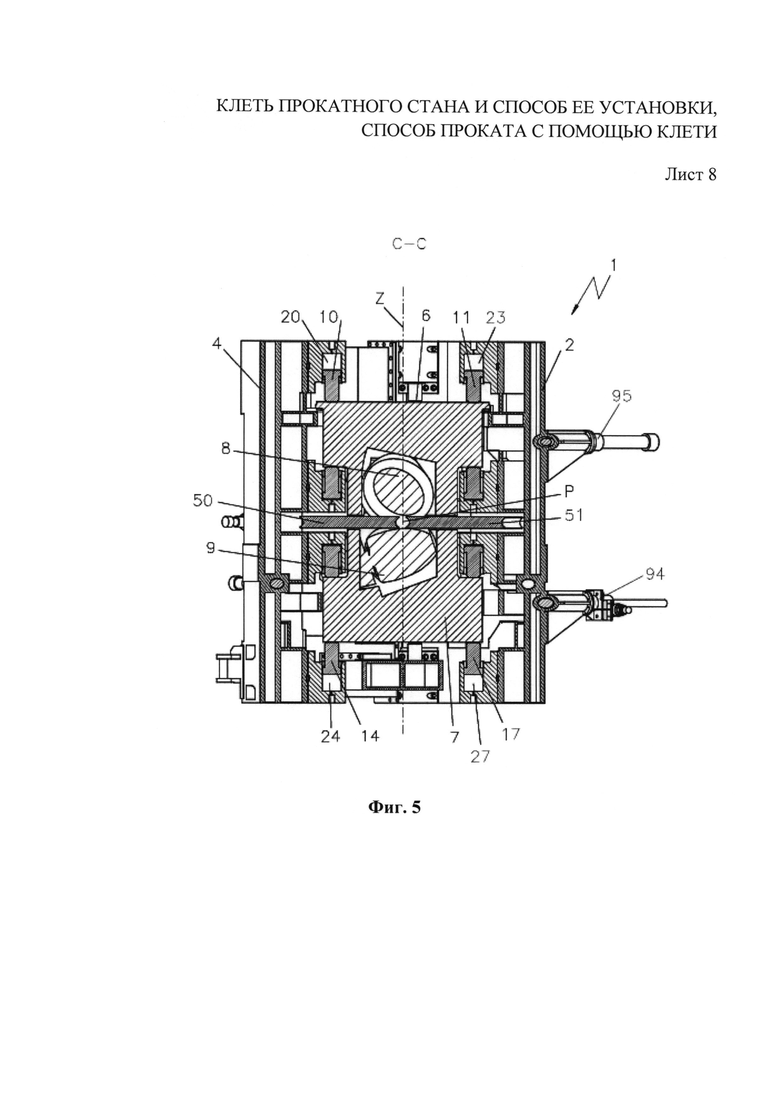
на фиг. 5 представлено сечение клети стана с фиг. 1D, находящейся в другой рабочей конфигурации, вдоль плоскости С-С;
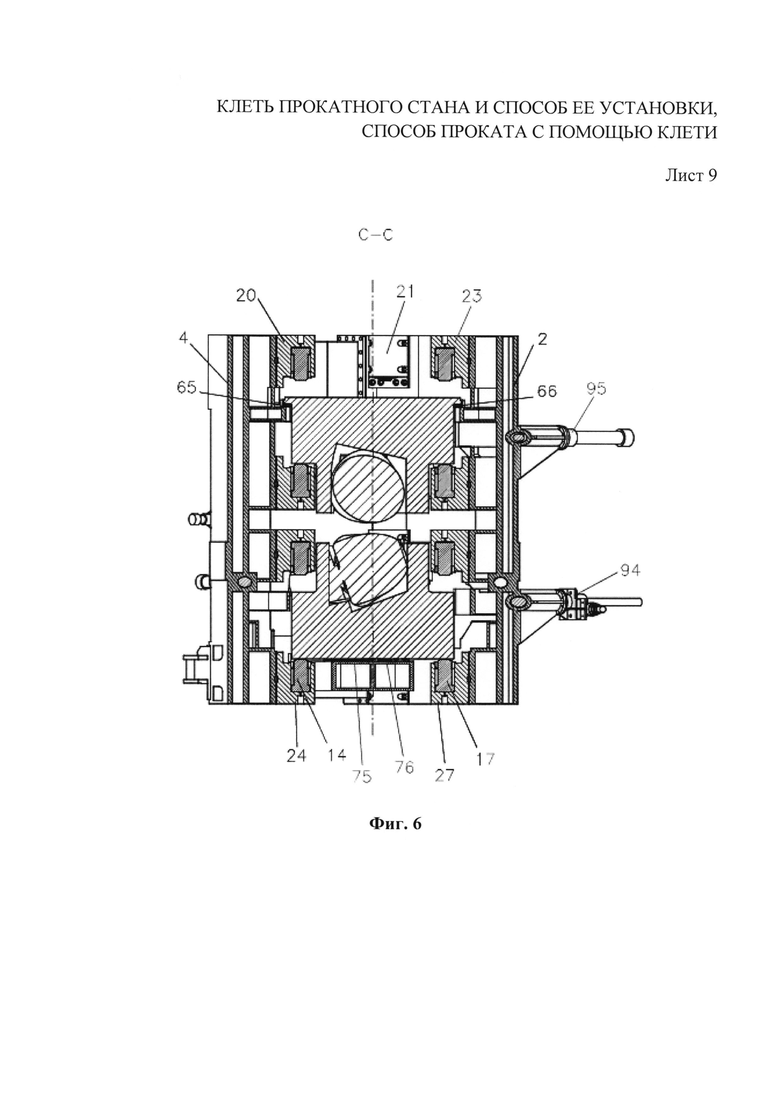
на фиг. 6 представлено сечение клети стана с фиг. 1D, находящейся в еще одной рабочей конфигурации, вдоль плоскости С-С;
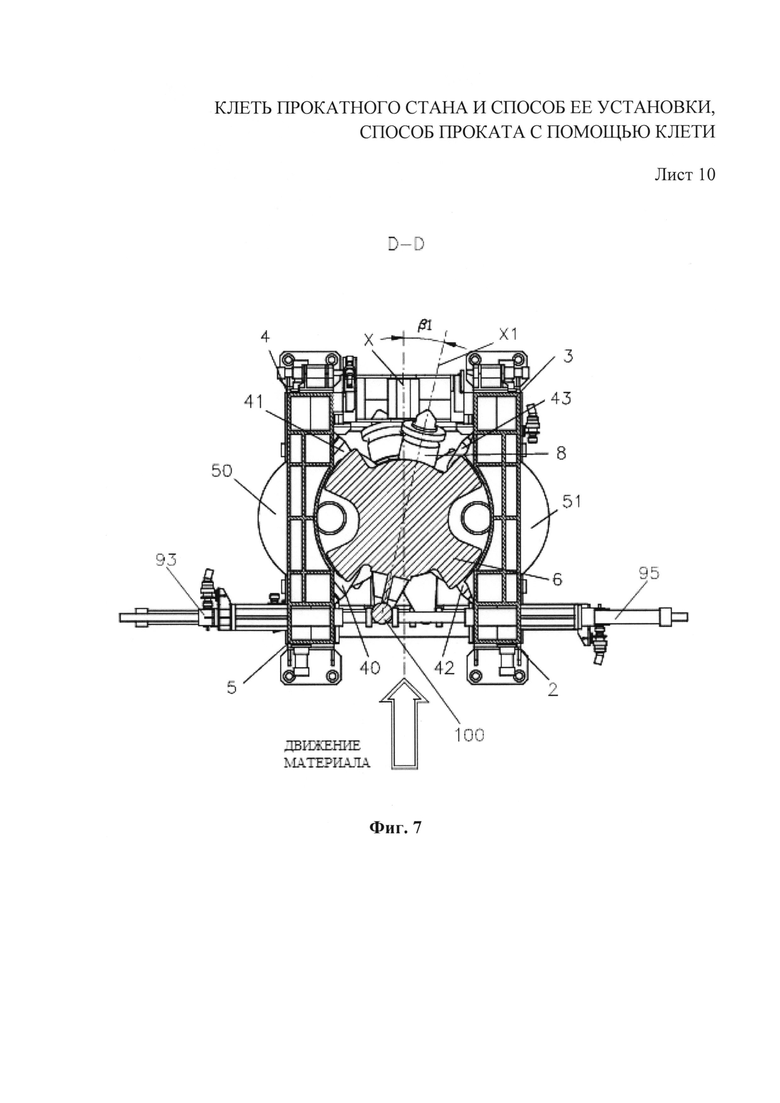
на фиг. 7 представлено сечение клети стана с фиг. 1С вдоль плоскости D-D;
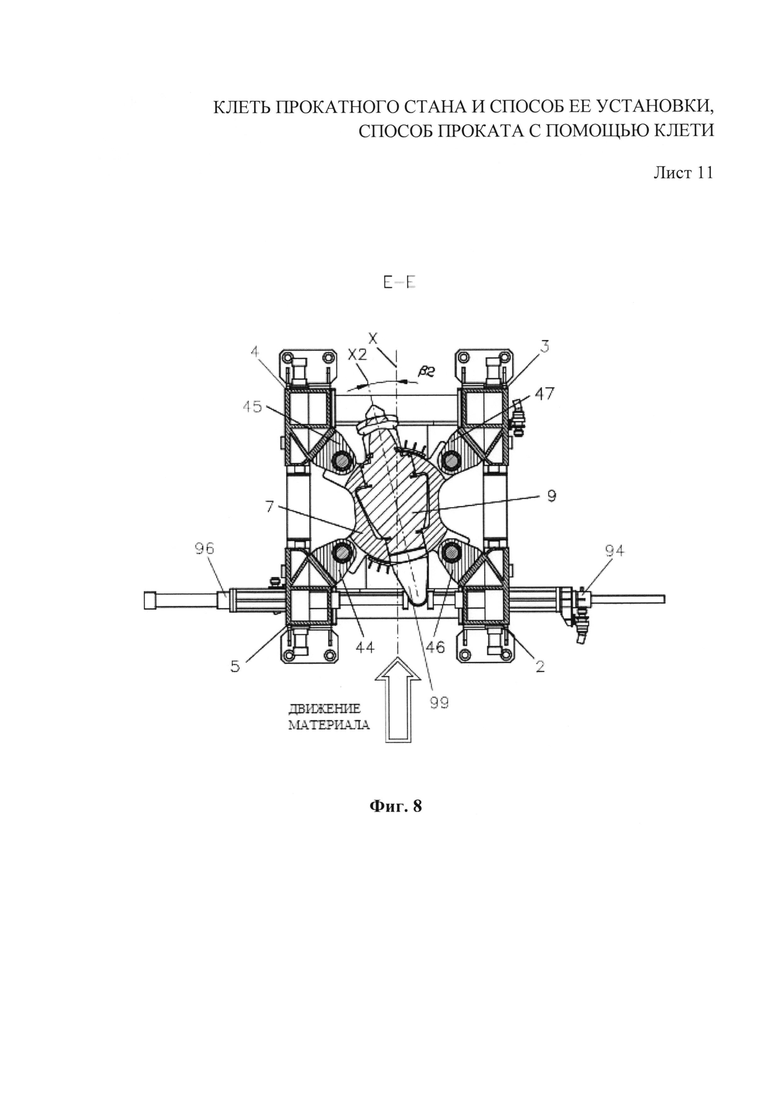
на фиг. 8 представлено сечение клети стана с фиг. 1С вдоль плоскости Е-Е;
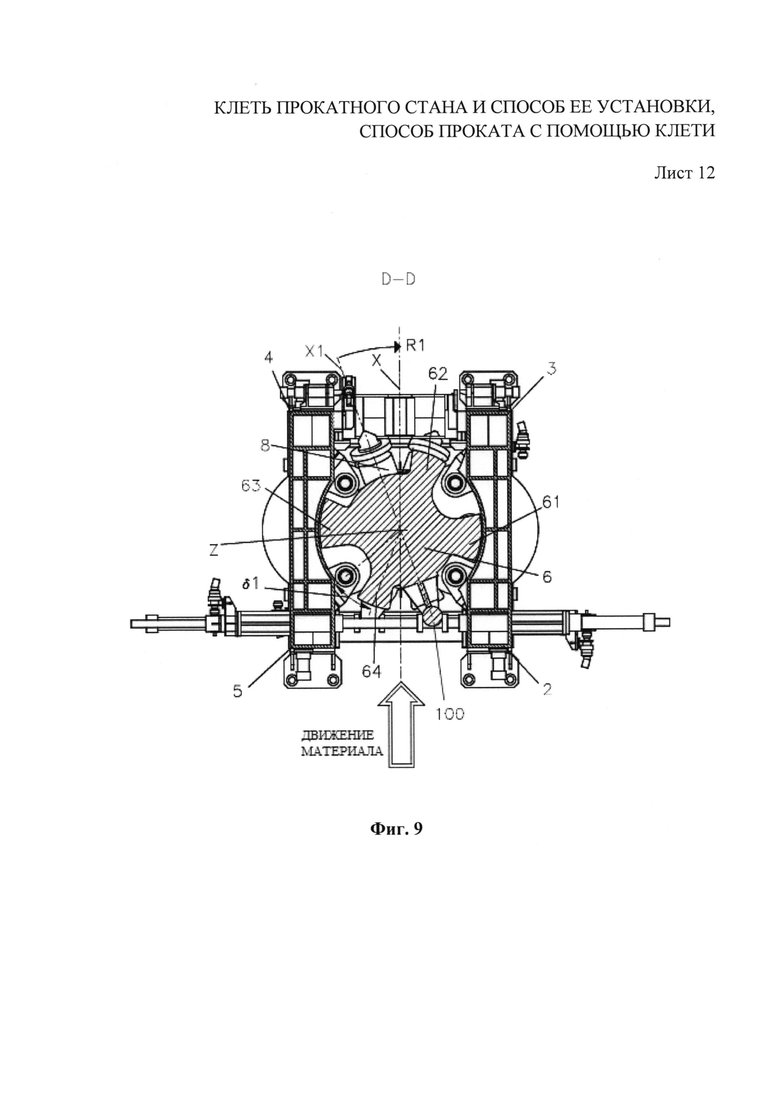
на фиг. 9 представлено сечение клети стана с фиг. 1С, находящейся в рабочей конфигурации, отличной от конфигурации с фиг. 7, вдоль плоскости D-D;
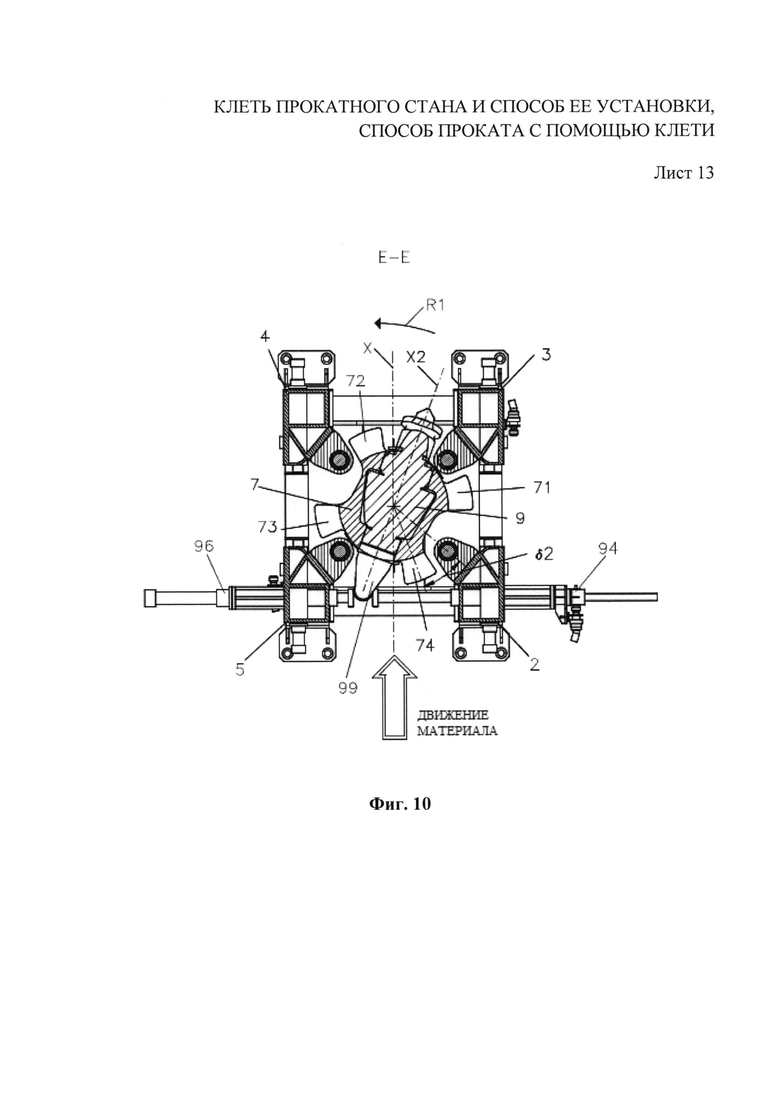
на фиг. 10 представлено сечение клети стана с фиг. 1С, находящейся в рабочей конфигурации, отличной от конфигурации с фиг. 8, вдоль плоскости Е-Е.
Одинаковые элементы и компоненты обозначены на фигурах одинаковыми ссылочными позициями.
На фиг. 1A-1D клеть прокатного стана показана полностью и обозначена позицией 1, причем клеть содержит раму или опорную конструкцию с четырьмя стойками 2, 3, 4, 5, прикрепленными к основанию, левое плечо 81 и правое плечо 82.
В нижней части рамы расположена левая подвижная рама 84 левой дисковой направляющей 50 с левым редуктором 83′ и подвижная рама 85 правой дисковой направляющей 51 с правым редуктором 83″. На левой дисковой направляющей 50 установлены горизонтальный блокирующий элемент 86, 87 и вертикальный блокирующий элемент 90, а на правой дисковой направляющей 51 установлены горизонтальный блокирующий элемент 88, 89 и вертикальный блокирующий элемент 91. Положение дисковых направляющих 50 и 51, предназначенных для направления трубы во время проката, может быть отрегулировано с помощью системы 92 управления. Диски на дисковых направляющих 50 и 51 имеют приводы, которые не показаны на фигурах.
Клеть 1 содержит верхнюю люльку 6 и нижнюю люльку 7, расположенные в области, ограниченной четырьмя стойками 2, 3, 4, 5, левым плечом 81 и правым плечом 82. Верхний конический рабочий валок 8 прикреплен к верхней люльке 6, а нижний конический рабочий валок 9 прикреплен к нижней люльке 7.
Клеть 1 также содержит четыре верхних вертикальных винта с гидравлическим приводом, имеющих поршни 10, 11, 12, 13 и соответствующие гидравлические камеры 20, 21, 22, 23, которые объединены со стойками 1, 2, 3 и 4. Кроме того, клеть содержит четыре нижних вертикальных винта с гидравлическим приводом, имеющих поршни 14, 15, 16, 17 и соответствующие гидравлические камеры 24, 25, 26, 27, которые объединены со стойками 1, 2, 3 и 4. Верхние вертикальные винты с гидравлическим приводом создают направленную вниз силу, прилагаемую к верхней поверхности верхней люльки 6, а вертикальные винты с гидравлическим приводом создают направленную вверх силу, прилагаемую к нижней поверхности нижней люльки 7. Сила, прилагаемая нажимными винтами с гидравлическим приводом, является постоянной и создается поршнями 10, 11, 12, 13, 14, 15, 16, 17, которые не выдвигаются до конца таким образом, чтобы обеспечить поглощение упругих деформаций клети во время проката.
Клеть 1 также содержит четыре верхних гидравлических каретки, каждая из которых имеет соответствующие гидравлические поршни 30, 32, 31, 33 и камеры 40, 42, 41, 43. Также клеть содержит четыре нижних гидравлических каретки, каждая из которых имеет соответствующие гидравлические поршни 34, 36, 35, 37 и камеры 44, 46, 45, 47. Поршень 30, 32, 31, 33 каждой верхней каретки упирается в соответствующую контактную поверхность 52, 53, 54, 55 верхней люльки 6, что позволяет устранить действие силы реакции на каждую стойку, к которой он прикреплен, при этом поршень 34, 36, 35, 37 каждой нижней каретки упирается в соответствующую контактную поверхность 56, 57, 58, 59 нижней люльки 7, тем самым передавая силу реакции на каждую стойку, к которой он прикреплен.
На видах сверху верхней люльки 6 и нижней люльки 7 показана их уникальная форма, в частности периферийные выступы, на которых расположены упомянутые поверхности 52, 53, 54, 55 и 56, 57, 58, 59 толкания поршней кареток. Две верхние люльки 6 и нижние люльки 7 каждая имеют радиально регулируемый кронштейн 100 и 99. Регулятор 93 угла, управляемый вертикальным винтом, и вертикальный винт 95 регулировки угла управляют кронштейном 100 верхней люльки 6. Регулятор 94 угла, управляемый вертикальным винтом, и вертикальный винт 96 регулировки угла управляют кронштейном 99 нижней люльки 7.
Вертикальные винты с гидравлическим приводом выровнены относительно кареток таким образом, чтобы две каретки были коаксиальны двум вертикальным винтам, при этом группы из двух вертикальных винтов и двух кареток выровнены по одной оси, параллельной оси Z. В предпочтительном варианте это позволяет избежать разнонаправленности сил, возникающих во время проката, что в противном случае могло бы привести к образованию нежелательных изгибающих моментов на люльках 6, 7.
Специалистам в данной области техники известно, что гидравлические каретки отличаются от гидравлических вертикальных винтов тем, что положение поршней в каретках точно управляется и может быть отрегулировано соответствующим образом с помощью датчика положения, установленного на каждой гидравлической каретке, а также тем, что в каретках используют поршень двойного действия, в котором сервоклапаны с обратной связью выполняют контроль входного и выходного потока масла, что позволяет достичь повышенной точности расположения люлек 6 и 7, а вертикальные винты с гидравлическим приводом могут создавать давление только на соответствующих люльках, к которым они прикладывают усилие.
Люльки 6 и 7 могут перемещаться по вертикали вдоль вертикальной оси Z клети 1, что позволяет разводить и сводить рабочие валки 8, 9 в зависимости от типа прокатываемого изделия за счет согласованных действий вертикальных винтов и каретки. На фиг. 4 показано положение с максимальным расстоянием между рабочими валками 8, 9, то есть положение, в котором величина разведения максимальна, а на фиг. 5 показано положение с минимальным расстоянием между рабочими валками 8 и 9, то есть положение, в котором канал Р прокатного стана и величина разведения минимальны.
Также в данной системе установлены устройства управления положением и усилием, создаваемым гидравлическими каретками, в предпочтительном варианте к данным устройствам можно отнести гидравлический контур, управляемый схемным или электронным процессором, который позволяет определить и удержать взаимное положение люлек 6, 7 и, соответственно, положение рабочих валков 8, 9, во время проката.
На фиг. 2А, 2В, 4, 5, 7 и 8 люльки 6 и 7 клети 1 показаны в заблокированном положении, в котором они находятся во время проката металлических изделий при разных рабочих положениях валков.
Кроме того, снятие люлек для демонтажа валков на время технического обслуживания, например, при повреждении валков или при изменении размеров прокатываемых изделий, можно выполнить при помощи простой и короткой процедуры, описанной ниже. На фиг. 1A-1D, 6, 9 показано разблокированное положение для выполнения замены верхней люльки 6, находящееся под некоторым заранее установленным углом по оси Z относительно заблокированного положения, в котором ее можно вытащить из клети 1 или вставить в клеть 1 путем перемещения вдоль оси Z.
На фиг. 10 показано разблокированное положение для выполнения замены нижней люльки 7, находящееся под некоторым заранее установленным углом по оси Z относительно заблокированного положения, в котором ее можно вытащить из клети 1 или вставить в клеть 1 путем перемещения вдоль оси Z.
Ниже приведено описание процесса монтажа двух рабочих валков 8, 9 в клеть стана. Пространство между четырьмя стойками 2, 3, 4, 5 предназначено для вставки люлек 6 и 7 с соответствующими рабочими валками 8, 9. Необходимо вставить нижнюю люльку 7, неразъемно соединенную с рабочим валком 9, начиная движение из точки Q клети 1 и перемещая ее вдоль вертикальной оси Z клети 1 в угловое положение, повернутое на угол δ2 вокруг оси Z, так, чтобы рабочий валок 9 был направлен вверх. Угол δ2 соответствует угловому положению люльки, необходимому для ее установки в конечное заблокированное положение в клети.
Таким образом, выступы 71, 72, 73, 74, которые разделены друг от друга продольными углублениями достаточной ширины, чтобы они не попадали в область перемещения вертикальных винтов с гидравлическим приводом и кареток, будут расположены в секторах, которые не пересекаются с верхними вертикальными винтами с гидравлическим приводом, а также верхними и нижними гидравлическими каретками во время перемещения люльки 7 вдоль оси Z. Нижняя люлька 7 принудительно опускается в опорное положение у нижних вертикальных винтов с гидравлическим приводом, при этом, когда люлька 7 опирается на опорные поверхности 75, 76, находящиеся под люльками, она устанавливается в клеть (1).
Затем люльку 7 поворачивают вокруг оси Z на угол δ2 в направлении, указанном стрелкой R1, с помощью вертикального винта на регуляторе 94 угла и вертикального винта 96 регулировки угла на кронштейне 99. Таким образом, каждый выступ 71, 72, 73, 74 будет расположен рядом с поршнем соответствующего вертикального винта под соответствующей кареткой. В результате этого люлька 7 вставляется в блокирующий вертикальный винт 98.
Затем при монтаже вставляют верхнюю люльку 6 из точки Q клети 1, при этом соответствующий рабочий валок 8 направлен вниз и неразъемно соединен с верхней люлькой 6. Как и в процедуре монтажа нижней люльки 7, верхнюю люльку 6 перемещают вперед вдоль вертикальной оси Z и устанавливают в угловое положение, повернутое на угол δ1 вокруг оси Z, которое смещено на определенный угол относительно конечного заблокированного рабочего положения. Таким образом, выступы 61, 62, 63, 64 люльки 6 будут расположены в секторах, которые не пересекаются с верхними вертикальными винтами с гидравлическим приводом, расположенными вдоль траектории движения верхней люльки 6. После опускания верхней люльки 6 до опорного уровня в клети 1, который ограничен двумя опорными кольцевыми поверхностями 65, 66, как показано на фиг. 4 и 7, ее вес не будет давить на каретки, а верхняя люлька 6 будет повернута на угол δ1 вокруг оси Z в направлении, указанном стрелкой R1, при помощи вертикального винта на регуляторе 93 угла и вертикального винта 95 регулировки угла на кронштейне 100. По окончании данного этапа каждый выступ 61, 62, 63, 64 будет установлен в положение рядом с соответствующей кареткой под соответствующим вертикальным винтом с гидравлическим приводом.
Демонтаж люлек 6 и 7 рабочих валков 8, 9 выполняют аналогичным образом в порядке, обратном монтажу. Таким образом, монтаж и демонтаж люлек и рабочих валков является простой и быстрой процедурой, что позволяет сократить продолжительность выполнения работ.
После монтажа клети стана выполняют прокат трубы в соответствии с известными способами, в связи с этим процесс проката будет описан только вкратце.
Непересекающиеся, наклоненные оси вращения X1 и Х2 двух валков 8, 9 расположены под соответствующими углами β1 и β2 с разных сторон относительно оси прокатки X, при этом угол β соответствует углу между двумя осями X1 и Х2 рабочих валков и равен сумме двух углов β1 и β2.
Два рабочих валка 8, 9 прижимают снаружи полый или сплошной корпус, имеющий практически цилиндрическую форму, и вращают его вокруг точки, находящейся в полом корпусе, причем подобные комбинированные вращательные движения создают результирующее спиральное поступательное движение, полый корпус деформируется по мере движения между двумя валками и данной точкой.
В частности, под действием такого поступательного движения между валком и точкой, начиная от впуска в клеть стана, толщина полого корпуса постепенно уменьшается, при этом длина полого корпуса между впуском и выпуском из прокатной клети увеличивается.
Спиральное поступательное движение полого корпуса во время проката имеет характеристики, которые зависят от значения угла β и расстояния между двумя осями X1 и Х2 валков или расстояния между коническими поверхностями валков. Угол β может быть изменен за счет одновременной работы регулятора 94 угла и регулятора 93 угла.
В предпочтительном варианте реализации клети стана данная точка находится на стержне, удерживаемом при помощи специальных тройных направляющих устройств 97 на выходной стороне стана, выполняющих функции блокировки и разведения. Эти устройства обычно используют в пробивных прокатных станах, в которых выполняют постепенное разведение валков по мере прохождения полого корпуса.
Усилия прокатки переходят на клеть стана, деформируя ее. Используя описанную в настоящем документе клеть, можно предварительно прижать люльки при помощи вертикальных винтов. Использование системы прижима на гидравлических каретках, расположенных рядом с осью прокатки, позволяет уменьшить величину деформаций клети, которая влияет на позиционирование люлек, и соответствующих рабочих валков по сравнению со значениями для клетей станов, известных из уровня техники, поскольку деформации действуют на гораздо большую часть клети, определяемую расстоянием между гидравлическими каретками и осью прокатки.
Хотя в описанном варианте реализации клеть стана имеет вертикальное расположение клети, то есть в данном случае ось Z расположена вертикально и на ней установлены две люльки, одна из которых находится над осью прокатки X, а другая под осью прокатки, клеть стана может быть расположена и горизонтально, то есть вдоль продольной оси Z′ клети стана и горизонтальной оси X, и на ней могут быть установлены две люльки, находящиеся с двух сторон от оси прокатки X. В данном варианте клеть стана содержит те же элементы и отличается от основного варианта только горизонтальным расположением клети. В данном варианте две люльки, которые теперь являются не верхней и нижней, а боковыми, могут быть выдвинуты в разные стороны (по одному валку с каждой стороны клети) путем их снятия вдоль горизонтальной продольной оси Z′ клети. Такое расположение позволяет избежать необходимости создания клети с открываемым верхним элементом, позволяющим выполнить замену рабочих валков. Порядок монтажа и демонтажа аналогичен способу, описанному выше для вертикальной клети, и разница состоит в том, что направление перемещения, обозначенное как «вертикальное», необходимо заменить на «горизонтальное». Кроме того, во втором варианте монтаж и демонтаж двух люлек, которые теперь являются не верхней и нижней, а боковыми относительно оси прокатки X, в предпочтительном варианте выполняют одновременно, хотя также могут быть выполнены последовательно, то есть на каждой стороне клети отдельно.
Варианты реализации клети стана позволяют использовать конические рабочие валки, однако пара рабочих валков также может иметь бочкообразную форму поверхностей проката.
Варианты заявленного решения клети прокатного стана могут быть использованы как в прошивных прокатных станах, так и в раскатных прокатных станах, вне зависимости от того, установлен ли на них барабан или оправка. Кроме того, также могут быть реализованы варианты выполнения, в которых вместо дисковых направляющих 50, 51 использованы неподвижные линейные направляющие. В данном варианте реализации также могут быть использованы дополнительные элементы, описанные выше в качестве элементов для дисковых направляющих, которые выполняют функции управления, перемещения и блокировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ ВАЛКАМИ | 2014 |
|
RU2631223C2 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2010 |
|
RU2503514C2 |
| КЛЕТЬ С ОБЪЕДИНЕННЫМИ ИЗГИБАЮЩИМ И СМЕЩАЮЩИМ УСТРОЙСТВАМИ ДЛЯ РАБОЧИХ ВАЛКОВ ПОД НАГРУЗКОЙ, МЕЖДУ КОТОРЫМИ УСТАНОВЛЕН БОЛЬШОЙ РАСТВОР | 2011 |
|
RU2534705C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2242306C2 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ РАБОЧИМИ ВАЛКАМИ | 2013 |
|
RU2613777C9 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
Изобретение относится к области металлургии, в частности к клети прокатного стана для производства бесшовных изделий трубчатой формы. Клеть прокатного стана содержит четыре опорные стойки, два конических рабочих валка с наклоненными осями прокатки, расположенными под углом друг к другу и прикрепленными к верхней и нижней люлькам. Четыре вертикальных винта с гидравлическим приводом расположены под нижней люлькой для создания предварительной нагрузки на данной люльке и четыре вертикальных винта с гидравлическим приводом расположены сверху с возможностью создания предварительной нагрузки на верхней люльке во время проката. Клеть дополнительно содержит четыре верхние гидравлические каретки и четыре нижние гидравлические каретки для создания толкающих усилий и управления положением верхней люльки и нижней люльки и положением рабочих валков. Использование изобретения обеспечивает увеличение прочности конструкции. 2 н. и 10 з.п. ф-лы, 17 ил.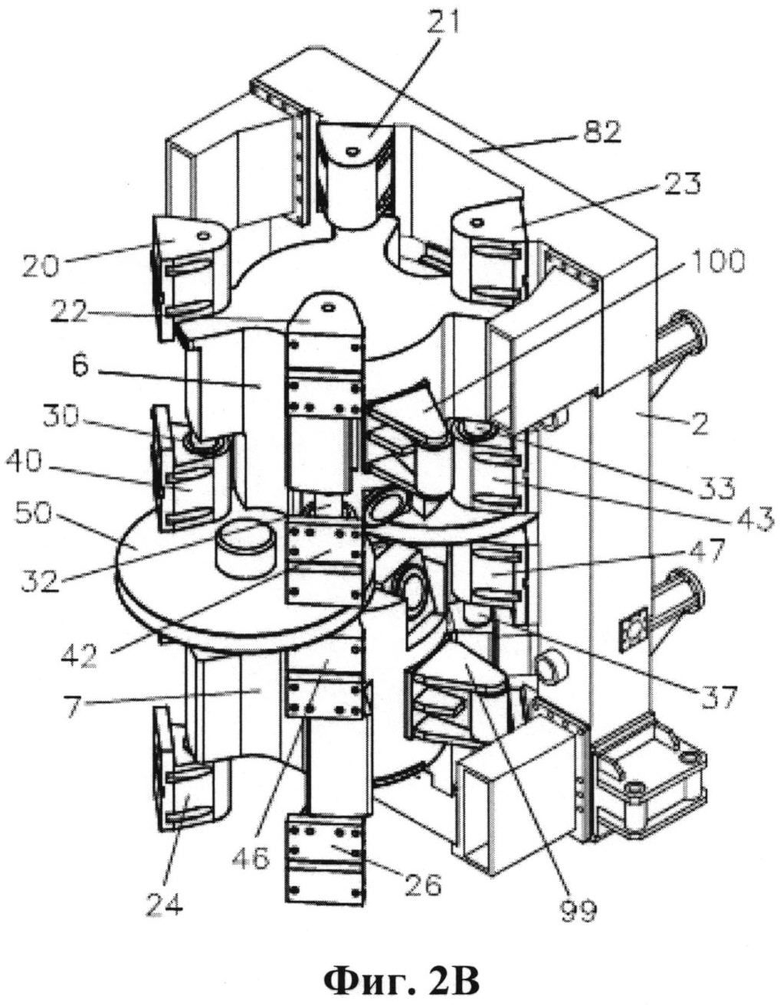
1. Клеть (1) прокатного стана с осью прокатки (X), содержащая опорную конструкцию (2, 3, 4, 5), имеющую продольную ось (Z, Z′), ортогональную оси прокатки (X), первый рабочий валок (8) и второй рабочий валок (9), имеющие периферийные поверхности, направленные друг к другу и ограничивающие канал (Р) прокатного стана, причем первый и второй рабочие валки имеют наклоненные друг к другу оси, верхнюю люльку (6) и нижнюю люльку (7), при этом верхняя люлька (6) обеспечивает опору для первого рабочего валка (8), а нижняя люлька обеспечивает опору для второго рабочего валка (9), отличающаяся тем, что она содержит:
по меньшей мере два нижних вертикальных винта с гидравлическим приводом, выполненные с возможностью приложения толкающих усилий к поверхностям нижней люльки (7) на расстоянии от канала (Р) прокатного стана,
по меньшей мере два верхних вертикальных винта с гидравлическим приводом, выполненные с возможностью приложения толкающих усилий к поверхностям верхней люльки (6) на расстоянии от канала (Р) прокатного стана, в противоположном направлении относительно толкающих усилий к поверхностям нижней люльки (7),
по меньшей мере две верхние гидравлические каретки, выполненные с возможностью приложения толкающих усилий к поверхностям (52, 53, 54, 55) верхней люльки (6) рядом с каналом (Р) прокатного стана и ограничения расстояния между верхней люлькой (6) и нижней люлькой (7),
по меньшей мере две нижние гидравлические каретки, расположенные и выполненные с возможностью приложения толкающих усилий к поверхностям (56, 57, 58, 59) нижней люльки (7) рядом с каналом (Р) прокатного стана и ограничения расстояния между верхней люлькой (6) и нижней люлькой (7) вместе с по меньшей мере двумя верхними гидравлическими каретками,
устройства управления положением верхней люльки (6) и нижней люльки (7), выполненные с возможностью управления положением и величиной толкающих усилий по меньшей мере двух верхних гидравлических кареток и по меньшей мере двух нижних гидравлических кареток, и величиной толкающих усилий по меньшей мере двух нижних вертикальных винтов с гидравлическим приводом и по меньшей мере двух верхних вертикальных винтов с гидравлическим приводом.
2. Клеть прокатного стана по п. 1, в которой одна из по меньшей мере двух верхних гидравлических кареток выровнена по одной оси, параллельной продольной оси Z, с одной из по меньшей мере двух нижних гидравлических кареток, с по меньшей мере одним из двух нижних вертикальных винтов с гидравлическим приводом и с по меньшей мере одним из двух верхних вертикальных винтов с гидравлическим приводом.
3. Клеть прокатного стана по п. 1, в которой установлены по четыре верхних гидравлических каретки, нижних гидравлических каретки, нижних вертикальных винта и верхних вертикальных винта.
4. Клеть прокатного стана по одному из пп. 1-3, в которой верхняя люлька (6) и нижняя люлька (7) имеют соответствующие периферийные поверхности с выступами и углублениями, расположенными поочередно и выполненными с возможностью обеспечения извлечения вертикальных винтов с гидравлическим приводом и гидравлических кареток из клети (1) прокатного стана путем их перемещения вдоль продольной оси (Z) во время монтажа и демонтажа верхней люльки (6) и нижней люльки (7).
5. Клеть прокатного стана по п. 1, в которой первый рабочий валок (8) и второй рабочий валок (9) имеют конические периферийные поверхности проката.
6. Клеть прокатного стана по п. 1, в которой первый рабочий валок (8) и второй рабочий валок (9) имеют бочкообразные периферийные поверхности проката.
7. Клеть прокатного стана по п. 1, которая расположена вдоль вертикальной продольной оси (Z).
8. Клеть прокатного стана по п. 1, которая расположена вдоль горизонтальной продольной оси (Z′).
9. Клеть прокатного стана по п. 1, в которой предусмотрена регулировка расстояния между верхней люлькой (6) и нижней люлькой (7) вдоль продольной оси (Z, Z′) в нагруженном состоянии во время выполнения проката металлического изделия.
10. Способ монтажа клети (1) прокатного стана по п. 1, в котором:
a) устанавливают нижнюю люльку (7) под углом δ2 относительно продольной оси (Z, Z′) от заранее установленного конечного рабочего положения и перемещают нижнюю люльку (7) вдоль продольной оси (Z, Z′) внутри опорной конструкции (2, 3, 4, 5) клети (1) прокатного стана в положение контакта с нижними вертикальными винтами с гидравлическим приводом,
b) поворачивают нижнюю люльку (7) на угол δ2 относительно продольной оси (Z, Z′) таким образом, чтобы первые выступы (71, 72, 73, 74) указанной нижней люльки (7) находились у соответствующего нижнего вертикального винта с гидравлическим приводом, и располагают нижнюю люльку (7) в ее заранее установленное конечное рабочее положение,
c) устанавливают верхнюю люльку (6) под углом δ1 относительно продольной оси (Z, Z′) от заранее установленного конечного рабочего положения и перемещают верхнюю люльку (6) вдоль продольной оси (Z, Z′) внутри опорной конструкции (2, 3, 4, 5) клети (1) стана в положение контакта с верхними гидравлическими каретками,
d) поворачивают верхнюю люльку (6) на угол δ1 относительно продольной оси (Z, Z′) таким образом, чтобы выступы (61, 62, 63, 64) указанной верхней люльки (6) находились у соответствующей верхней каретки, и устанавливают верхнюю люльку (6) в ее заранее установленное конечное рабочее положение.
11. Способ по п. 10, в котором клеть (1) прокатного стана устанавливают горизонтально относительно продольной оси (Z′), а верхнюю люльку (6) и нижнюю люльку (7) устанавливают на двух противоположных сторонах клети (1) прокатного стана.
12. Способ по п. 10, в котором клеть (1) прокатного стана устанавливают вертикально относительно продольной оси (Z), а нижнюю люльку (7) устанавливают ближе к верхней части клети (1) стана, чем верхнюю люльку (6).
| Устройство для подачи воды к поливной машине в движении | 1974 |
|
SU619150A1 |
| Теплообменник | 1983 |
|
SU1151808A1 |
| Тяговая цепь | 1983 |
|
SU1186871A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |

