Техническое решение относится к способу контроля качества сварки труб, в частности труб с внутренним лакокрасочным покрытием.
Уровень техники.
Из уровня техники, патент РФ №2037722, известен способ неразъёмного соединения труб с внутренней облицовкой включающий обработку концов труб, размещение в них кольцевых вставок, нанесение на внутреннюю поверхность труб облицовочного слоя и сварку концов труб между собой. При этом при сварке от сварочной дуги идет распределение тепла от шва в сторону тела трубы, тем самым вызывая горение внутреннего покрытия в околошовной зоне. Покрытие вначале чернеет, потом вспучивается и тлеет. Соответственно околошовная зона остается не защищённой от коррозии и впоследствии с этого места начинается разрушение трубопровода (коррозия – порыв). В вышеуказанном решении для защиты внутреннего покрытия используются термостойкие слои, а также втулка для защиты стыка, перекрывающая слой внутреннего покрытия.
Однако, как показывает практика, таких мер недостаточно и для того, чтобы не перегреть покрытие (не допустить подъем температуры тела трубы выше максимальной температуры эксплуатации трубы с покрытием) применяют охлаждение трубопровода во время сварки. При этом мероприятия по охлаждению уменьшают производительность при строительстве трубопровода и известны случаи, когда недобросовестные подрядные строительные компании не применяют охлаждение для ускорения процесса сварки (чтобы быстрее сдать трубопровод). При сдаче такого трубопровода единственный способ выявить брак – осмотреть трубу изнутри, а это не всегда возможно.
Из уровня техники, Евразийский патент №007258 (прототип), известен способ контроля сварных соединений с использованием электромагнитно-акустических преобразователей, однако такой способ не позволяет обнаружить брак, возникающий вследствие превышения допустимой температуры при сварке.
Таким образом, возникает потребность в контроле качества сварки труб посредством контроля превышения допустимой температуры при сварке.
Технический результат – повышение эффективности контроля качества сварки труб.
Технический результат достигается тем, что способ контроля качества сварки труб включает в себя нанесение на свободный от изоляционного слоя участок трубы покрытия, выполненного с возможностью изменять свой цвет на по меньшей мере один другой цвет при достижении соответствующей по меньшей мере одной температуры перехода цвета для такого покрытия, причём покрытие наносится посередине свободного от изоляционного слоя участка, по меньшей мере одна температура перехода определяется в зависимости от максимальной температуры эксплуатации трубы, осмотр покрытия после сварки и признание сварного соединения некачественным в случае изменения цвета покрытия на цвет, соответствующий наибольшему значению температуры перехода.
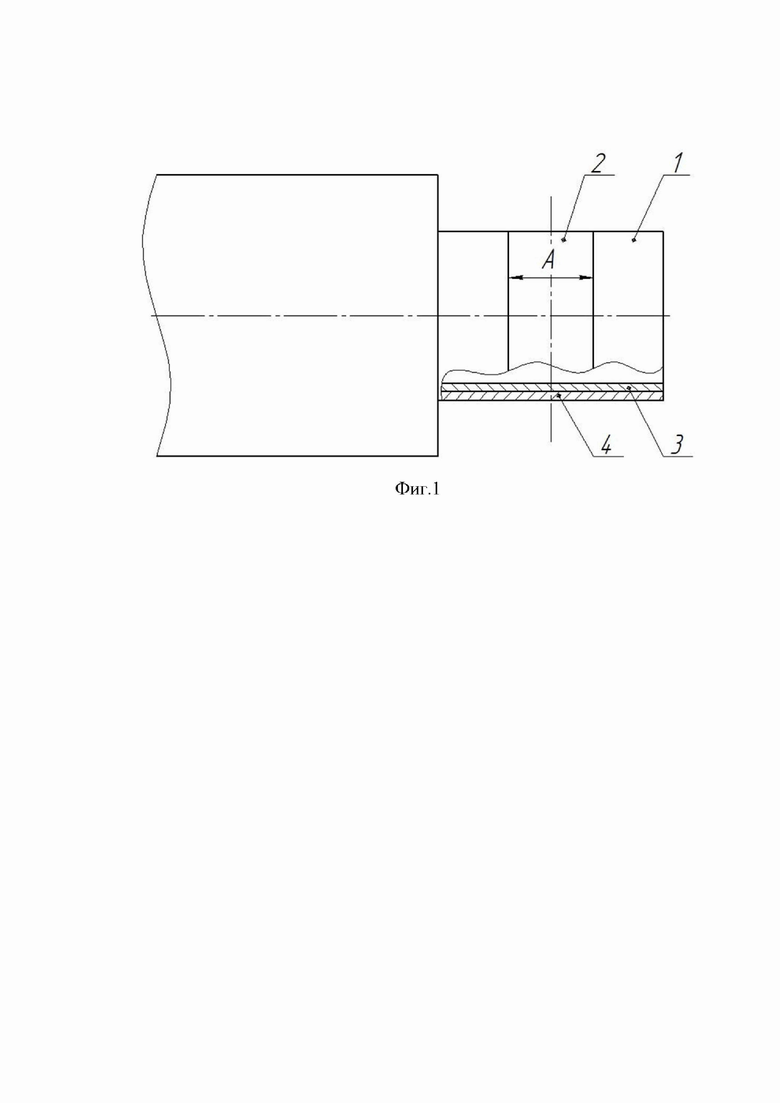
Сущность заявленного технического решения поясняется Фиг.1, где показана труба с нанесенным на неё термоиндикаторным покрытием.
На фигуре обозначены:
1 - участок свободный от изоляционного слоя;
2 - термоиндикаторное покрытие;
3 - внутренняя облицовка (покрытие);
4 - внешнее покрытие.
Ниже приведен пример осуществления изобретения:
Перед сваркой обеспечивают свободный от изоляционного слоя (покрытия) участок (поз.1) от торца трубы. Такой участок составляет 70- 150 мм от торца трубы, в большей протяженности участка уже нет смысла, так как при увеличении удаленности от сварного шва изменение температуры внутреннего покрытия трубы не существенно. Далее наносится термоиндикаторное покрытие (поз.2), например, термоиндикаторная краска производства КРОНОС-СПб 2. Его наносят по наружной стороне трубы в зоне неизолированного внешним покрытием участка, например, наносят на наружную поверхность в виде полосы по её периметру. Смысл работы этого состава в том, что под воздействием тепла, передающегося от сварочной дуги, он меняет свой цвет. Цвет зависит от используемого состава, например, от розового через сиреневый к фиолетовому (розовый – исходный цвет, сиреневый – процесс сварки и охлаждения трубы не нарушены; фиолетовый цвет + вспучивание – нарушена технология сварки и охлаждения; гарантированно, что покрытие внутри сгорело). Колер определяется заводом изготовителем термоиндикаторного покрытия. Покрытие 2 может наноситься кистью в один слой.
Подбирается температура перехода цвета термоиндикаторного покрытия. Такой выбор определяется максимальной температурой эксплуатации трубы (т.е. той температурой, которую выдерживает внешнее 4 и внутреннее 3 покрытие без появления дефектов и снижения физико-механических свойств покрытия). Температура перехода покрытия 2 должна подбирается по самому чувствительному покрытию. Например, для труб футерованных, которые одновременно поставляются и с наружным покрытием, термоиндикаторное покрытие 2 подбирается по самому чувствительному покрытию - в данном случае наружному (если все виды изоляции трубы выполнены из одного материала – полиэтилена) и соответствуют температуре перехода 90-95 град. Если снаружи изоляция трубы тепловая или полипропиленовая, а внутри, к примеру, лакокрасочная, то подбор термоиндикаторной краски будет осуществлён по внутреннему покрытию 3. При этом вариант верно выбранного термоиндикаторного материала контролируется службой контроля качества цеха.
Например, при Тэксп= 100 град температура перехода должна быть не выше этого значения, а желательно быть на 10 град ниже, т.е. при Т= 90 град будет переход цвета. Если сварка не нарушена, т.е. было охлаждение, покрытие 2 либо не поменяет цвет, либо поменяет до разрешенного.
Если охлаждения не будет, при сварке температура поднимется выше 100 град, краска ТИК вспучится и потемнеет. Визуально ревизор (например, из отдела контроля качества или любое другое соответствующее должностное лицо) заметит, что сварщик не использовал охлаждения, значит он сделал брак (сварное соединение некачественное). Таким образом, повышается эффективность контроля качества сварки труб.
Вблизи торца трубы термоиндикаторное покрытие 2 начинает гореть, попадая в сварочный слой (отсюда брак по сварке – сварочное дутьё, непровар) тогда как вблизи наружного заводского изоляционного слоя (покрытия) термоиндикаторное покрытие 2 уже не отражает температуру вблизи сварочного шва, при этом вблизи торца трубы под действием различных факторов сварки (тепловое излучение и др.) покрытие может среагировать и в том случае, когда температура внутренней облицовки (покрытия) 3 или внешнего покрытия 2 находится в норме.
Следовательно, удаленность покрытия 2 от сварочного шва влияет как на надежность сварного соединения, так и на эффективность контроля допустимой температуры сварки.
Было установлено, что для повышения эффективности, а также надежности контроля допустимой температуры сварки, для повышения надежности сварного соединения покрытие 2 следует наносить посередине участка 1, при этом ширина слоя A покрытия 2 должна составлять от 30% до 45% длины участка 1. Также обеспечение ширины слоя покрытия 2 в установленных пределах (30-45%) увеличивает эффективность такого контроля за счет того, что в случае превышения допустимой температуры при сварке по покрытию 2 можно будет определить длину участка со сгоревшим внутренним 3 покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ТРУБОПРОВОДОВ ИЗ МЕТАЛЛОПЛАСТМАССОВЫХ ТРУБ | 2011 |
|
RU2458277C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| СПОСОБ ЧУЙКО ПРОТИВОКОРРОЗИЙНОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2552627C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| Ролик термоиндикаторной ленты | 2024 |
|
RU2838775C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
Изобретение относится к способу контроля качества сварки труб. Технический результат заключается в повышении эффективности контроля качества сварки труб с внутренней облицовкой. Cпособ контроля качества сварки труб включает в себя нанесение на свободный от изоляционного слоя участок покрытия, выполненного с возможностью изменять свой цвет на по меньшей мере один другой цвет при достижении соответствующей по меньшей мере одной температуры перехода цвета для такого покрытия, причём покрытие наносится посередине свободного от изоляционного слоя участка, по меньшей мере одна температура перехода определяется в зависимости от температуры эксплуатации трубы, осмотр покрытия после сварки и признание сварного соединения некачественным в случае изменения цвета покрытия на цвет, соответствующий наибольшему значению температуры перехода. 4 з.п. ф-лы, 1 ил.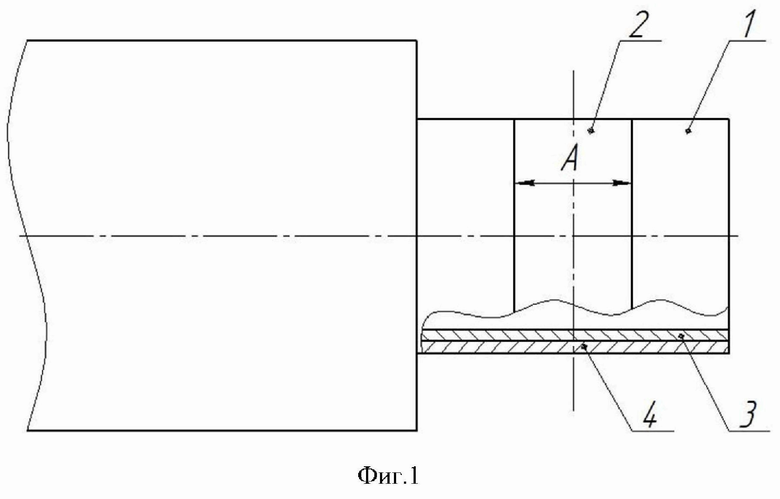
1. Способ контроля качества сварки труб, включающий в себя: нанесение на свободный от изоляционного слоя участок трубы покрытия, выполненного с возможностью изменять свой цвет на, по меньшей мере один, другой цвет при достижении соответствующей температуры перехода для такого покрытия, где покрытие наносится посередине свободного от изоляционного слоя участка, причем температура перехода определяется в зависимости от максимальной температуры эксплуатации трубы; осмотр покрытия после сварки и признание сварного соединения некачественным в случае изменения цвета покрытия на цвет, соответствующий наибольшему значению температуры перехода.
2. Способ п.1, в котором покрытие представляет собой термоиндикаторную краску.
3. Способ по любому из пп. 1, 2, в котором покрытие наносится кистью в один слой.
4. Способ по любому из пп. 1-3, в котором ширина покрытия составляет от 30% до 45% длины участка трубы, свободного от изоляционного слоя.
5. Способ по любому из пп. 1-4, в котором наибольшее значение температуры перехода меньше максимальной температуры эксплуатации трубы на 10 градусов Цельсия.
| ТУРБИНА, РАБОТАЮЩАЯ ВНУТРЕННИМ ГОРЕНИЕМ И НАГРЕТЫМ ВОЗДУХОМ | 1926 |
|
SU7258A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1992 |
|
RU2037722C1 |
| Способ контроля качества сварных прямошовных труб | 1977 |
|
SU661290A1 |
| СПОСОБ КОНТРОЛЯ СВАРНОГО ШВА | 1999 |
|
RU2194601C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ И ПАЯНЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2253555C2 |

