Изобретение относится к контролю качества сварных и паяных соединений разнородных материалов и может быть использовано в различных отраслях промышленности.
Известен способ контроля качества соединений разнородных материалов, например, биметаллической трубы, при котором из зоны припуска на концах трубы вырезают образцы в виде узких колец, которые подвергают испытаниям, по результатам которых судят о качестве соединения (С.Н.Киселев и др. Соединение труб из разнородных металлов. - Москва, Машиностроение, 1981, с.90).
Недостатком известного способа контроля является ограниченная область его применения, а именно, только для контроля качества соединений, расположенных в зоне припуска на концах заготовки, и невозможность его использования для контроля качества сварных и паяных соединений ответственных изделий с поперечным расположением слоев, требующих высокой точности результатов контроля.
Наиболее близким по совокупности существенных признаков к изобретению является способ контроля качества сварных и паяных соединений разнородных материалов, при котором в зоне припуска выполняют выступ, прикладывают к нему нагрузку для разрушения части соединения, расположенной в зоне припуска, и по величине нагрузки судят о качестве соединения (Патент РФ №2191670, МПК7 В 23 К 31/12, опубл. 2003 г.).
В известном способе выступ выполняют в зоне припуска по наружному диаметру, при этом выступ содержит часть косостыкового соединения, т.е. состоит из двух разнородных материалов. Приложение нагрузки к выступу обеспечивает разрушение по соединению или по одному из материалов выступа. Величина усилия, при котором произошло разрушение выступа, и размеры выступа позволяют рассчитать прочность соединения по известным соотношениям.
Недостатком известного способа контроля качества является ограниченная область его применения, а именно, только для контроля качества косостыковых соединений и невозможность его использования для контроля качества сварных и паяных соединений с поперечным расположением слоев. В стыковом соединении плоскость соединения параллельна боковым сторонам выступа, а в косостыковом она расположена под углом. Поэтому разрушение выступа, содержащего часть стыкового соединения будет происходить по плоскости, перпендикулярной плоскости соединения, что не позволит рассчитать его прочность.
Задачей настоящего изобретения является создание способа контроля качества сварных и паяных соединений разнородных материалов, позволяющего определять прочность стыкового соединения.
Техническим результатом настоящего изобретения является создание внецентренного растяжения в части стыкового соединения, расположенного в зоне припуска, что обеспечит контроль качества сварных и паяных соединений заготовки с поперечным расположением слоев.
Указанный технический результат достигается тем, что в известном способе контроля качества сварных и паяных соединений разнородных материалов, при котором в зоне припуска выполняют выступ, прикладывают к нему нагрузку для разрушения части соединения, расположенной в зоне припуска, и по величине нагрузки судят о качестве соединения, выступ выполняют на одном из материалов, а примыкающую к нему зону припуска с частью соединения выполняют в виде кольца, ось которого совпадает с осью заготовки.
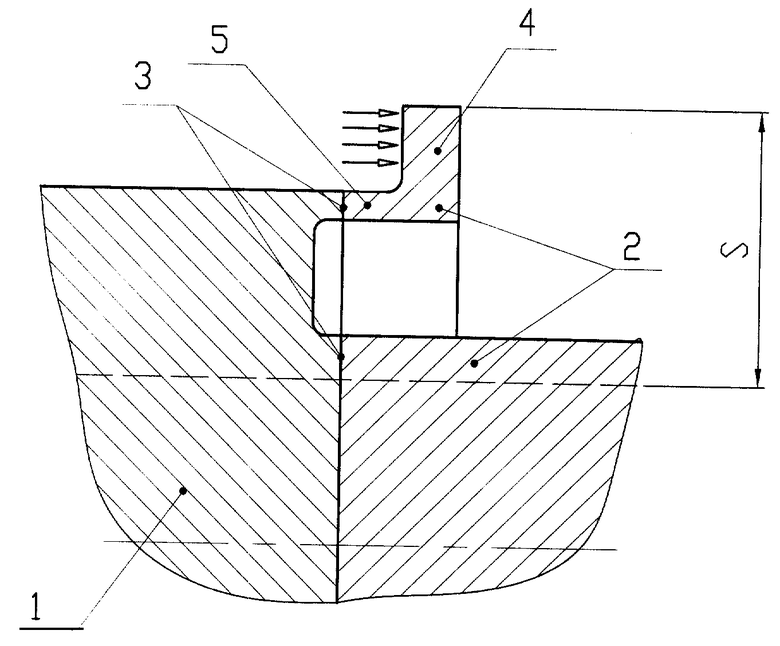
Сущность изобретения поясняется чертежами, на котором изображена часть заготовки стыкового сварного соединения разнородных материалов.
Заготовка состоит из материала 1, например из стали 08Х18Н10Т, и материала 2, например из стали 09Х17Н, соединенных встык диффузионной сваркой сварным швом 3. Заготовка имеет зону припуска S, в которой на материале 2 (сталь 09Х17Н) выполнен выступ 4. Выступ 4 примыкает к кольцу 5, которое выполнено в зоне припуска S. Кольцо 5 содержит часть сварного шва 3, т.е. состоит из двух разнородных материалов. Ось кольца 5 совпадает с осью заготовки. Толщина стенки выступа 4 выполнена больше толщины стенки кольца 5 для обеспечения разрушения сварного шва 3, содержащегося в кольце 5.
Способ контроля качества сварных и паяных соединений разнородных материалов осуществляют следующим образом.
В зоне припуска по наружному диаметру заготовки механической обработкой на участке из материала 2 (сталь 09Х17Н) выполняют проточку прямоугольного профиля, у основания которой делают кольцевую выточку на глубину больше расстояния от боковой плоскости проточки до сварного шва 3. При этом проточка захватывает часть материала 1 (сталь 08Х18Н10Т). Затем удаляют часть припуска по наружному диаметру заготовки на всей длине участка из материала 1 (сталь 08Х18Н10Т), а на участке из материала 2 (сталь 09Х17Н) припуск удаляют только на части длины от сварного шва 3. При этом на участке из материала 2 (сталь 09Х17Н) образуется выступ 4, к которому примыкает элемент в виде кольца 5, содержащего часть сварного шва 3. При помощи соответствующей оснастки к выступу 4 прикладывают нагрузку в направлении от сварного шва 3 параллельно оси заготовки. Кольцо 5 разрушается от внецентренного растяжения. Фиксируют величину нагрузки, при которой произошло разрушение, и по известным соотношениям для внецентренного растяжения рассчитывают разрушающие напряжения для сварного соединения. При этом соединение считают годным, если полученная величина удовлетворяет техническим требованиям. Аналогичным образом производят контроль качества всех сварных швов многослойной заготовки из разнородных материалов с поперечной слоистостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОСОСТЫКОВОГО СВАРНОГО ИЛИ ПАЯНОГО СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2191670C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2239529C1 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2009 |
|
RU2410593C2 |
| ЗАГОТОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2243872C1 |
| Способ контактной стыковой сварки | 1986 |
|
SU1425010A1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450197C1 |
| Образец для контроля качества соединения разнородных материалов | 1990 |
|
SU1793307A1 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
Изобретение относится к контролю качества сварных и паяных соединений разнородных материалов и может быть использовано в различных отраслях промышленности. В зоне припуска на одном из материалов выполняют выступ, а примыкающую к нему зону припуска с частью соединения выполняют в виде кольца. Ось кольца совпадает с осью заготовки. К выступу прикладывают нагрузку для разрушения части сварного соединения, расположенной в зоне припуска. По величине нагрузки судят о качестве соединения. Это обеспечит контроль качества сварных и паяных соединений заготовок с поперечным расположением слоев за счет создания внецентренного растяжения в части стыкового соединения, расположенного в зоне припуска. 1 ил.
Способ контроля качества сварных и паяных соединений разнородных материалов, при котором в зоне припуска выполняют выступ, прикладывают к нему нагрузку для разрушения части соединения, расположенной в зоне припуска, и по величине нагрузки судят о качестве соединения, отличающийся тем, что выступ выполняют на одном из материалов, а примыкающую к нему зону припуска с частью соединения выполняют в виде кольца, ось которого совпадает с осью заготовки.
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОСОСТЫКОВОГО СВАРНОГО ИЛИ ПАЯНОГО СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2191670C1 |
| Способ контроля качества сварного соединения | 1976 |
|
SU620866A1 |
| Способ контроля качества сварных соединений | 1976 |
|
SU638441A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1822048A1 |
| Образец для испытания биметаллического соединения на срез | 1984 |
|
SU1222467A1 |
| US 6308881 A, 30.10.2001 | |||
| Устройство коммутации сигналов | 1978 |
|
SU978343A1 |

