Изобретение относится к способу получения формованного изделия из полиарилэфиркетонов (PAEK) и сшивающего агента. Изобретение относится также к формованному изделию, которое может быть получено указанным способом, и к герметизирующему изделию.
Уровень техники
Полиарилэфиркетоны (PAEK), такие как полиэфирэфиркетоны (PEEK), представляют собой полукристаллические полимеры с высокими технологическими показателями, имеющие высокую термостойкость и стойкость к действию различных сред. Они образованы из чередующихся кето-групп, групп простого эфира и арильных групп. Одним из преимуществ PAEK является способность к переработке в термопласты. Однако термопласты имеют обусловленную внутренними причинами ограниченную термостойкость. Чтобы повысить термостойкость и механическую прочность PAEK, предлагалось сшивать полимерные цепи. Для сшивки в уровне техники применяются способы, в которых PAEK сшивается диаминами. При этом образуются иминные связи (основания Шиффа), которые могут придавать полимерам повышенную стабильность. Недостатком таких сшитых полимеров является то, что они не способны течь. Поэтому их сложно обрабатывать термопластически из расплава полимеров.
Способ химической сшивки полиэфирэфиркетонов (PEEK) диаминами был впервые описан Томпсоном и Фаррисом (Thompson, Farris, Journal of Applied Polymer Science, 1988, Vol. 36, 1113-1120). Согласно этому способу полиэфирэфиркетон сначала модифицируют в дифенилсульфоне в качестве растворителя путем присоединения пара-фенилендиамина. Затем растворитель необходимо удалить путем сушки и дополнительной очистки. Проблемой является то, что в описанном способе при ковалентном связывании уже образуются поперечные сшивки. При этом повышаются температура стеклования и термостойкость, а способность к переработке в термопласты снижается. Поэтому полученные полимерные массы сшивают не термопластически из расплава, а путем горячего прессования.
Юрченко и др. (2010, Polymer 51, 14-1220) более подробно исследовали способ и продукты, описанные Томпсоном и Фаррисом. Они описали аналогичную реакцию PEEK и фенилендиамина в дифенилсульфоне в качестве растворителя, при которой PAEK модифицировали и после удаления растворителя и очистки сшивали посредством горячего прессования и определяли характеристики продукта. Термопластическая обработка также не была описана. Исследование показывает, что продукты имеют более высокую стабильность, чем несшитый PEEK, однако все еще нуждаются в улучшении.
Документ WO 2010/011725 A2 описывает ряд аминовых сшивающих агентов для сшивки PAEK. Однако в этом документе приводится единственный пример синтеза, в котором описана сшивка PAEK дифениламином в соответствии с цитированной выше литературой, согласно которой реакция сначала протекает в дифенилсульфоне в качестве растворителя.
Способы сшивки PAEK неаминовыми сшивающими агентами описаны в патенте US 6887408 B2.
Для сшивания PAEK в предшествующем уровне техники предлагалось также функционализировать сами полимеры с помощью сшиваемых аминогрупп. Такие способы описаны, например, в US 2017/0107323 A1. Недостатком здесь является то, что функционализация PAEK аминогруппами относительно сложна. Кроме того, сшивкой функционализированного PAEK нельзя управлять так же легко и гибко, как в случае низкомолекулярных сшивающих агентов.
Описанные в уровне техники способы сшивки PAEK диаминами с использованием низкомолекулярных сшивающих агентов осуществляют в присутствии высокой доли растворителя, причем получение формованных изделий реализуется горячим прессованием (compression molding). Продукты являются более термостойкими, чем сравнимые несшитые PAEK. Однако недостатком является то, что сшитый этим способом PAEK имеет относительно низкую жесткость, поскольку кристалличность PAEK исчезает, когда полимеры растворяются в растворителе. При дальнейшей обработке кристалличность может быть восстановлена лишь в незначительной степени из-за внутренних стерических затруднений цепей в местах сшивки. Кроме того, недостатком является также то, что способы в целом являются очень трудоемкими, поскольку из-за необходимости удаления растворителя они также требуют большого числа рабочих операций. Следующий недостаток заключается в том, что формованные изделия получают горячим прессованием, что ограничивает возможности применения по сравнению с термопластической обработкой. Горячее прессование и аналогичные процессы проводятся с нетекучими материалами, которые нельзя преобразовать в термопластичные расплавы. Это ограничивает способность к деформации и не позволяет получать тонкостенные или сложные формованные изделия. По этим причинам такие процессы поддаются автоматизации лишь в очень ограниченной степени. Таким образом, на основе известных, базирующихся на растворителях способов невозможно создать эффективное и рентабельное промышленное производство.
В WO 2010/011725 A2 также теоретически предлагалось получать сшитый PAEK путем экструдирования. Однако нет никаких доказательств того, что PAEK можно экструдировать с низкомолекулярными сшивающими агентами, не говоря уже о том, что при этом можно получать продукты с выгодными свойствами. Отсутствуют также разумные основания для ожиданий успеха. С одной стороны, существует проблема того, что при требуемых высоких температурах плавления, при которых компоненты должны смешиваться и обрабатываться, уже начинается сшивка. Во-вторых, не следует ожидать, что PAEK в отсутствие растворителя может смешиваться и обрабатываться с такими аминовыми сшивающими агентами. На практике при введении низкомолекулярных компонентов в полимеры часто наблюдаются процессы расслоения смеси. Однако однородное распределение сшивающего агента в полимере абсолютно необходимо для получения стабильного продукта.
Следующим недостатком является то, что обращение с летучими диаминами при высоких температурах сопряжено со значительной опасностью для операторов и с высоким уровнем загрязнения окружающей среды.
Поэтому было бы желательным разработать способ и формованное изделие, которые устраняют описанные недостатки.
Цель изобретения
В основе изобретения стоит задача разработать способ и продукты, которые устраняют вышеописанные недостатки.
В частности, требуется предложить материалы на основе PAEK, которые имеют высокую стабильность и хорошую технологичность. В частности, эти материалы должны иметь высокую термостойкость и при высоких температурах должны иметь высокую жесткость (модуль). Кроме того, они должны иметь хорошую стойкость к химическим веществам и пониженную горючесть. Далее, материалы должны иметь низкую ползучесть и обладать резиноподобной эластичностью в диапазоне высоких температур.
В частности, в основе изобретения стоит задача разработать материалы, которые имеют высокую стабильность, но, тем не менее, легко обрабатываются. При этом способ получения материалов должен быть эффективным и недорогим. Было бы особенно выгодно, если бы материалы можно было обрабатывать термопластически. В частности, следует избегать неэффективных процессов, таких как горячее прессование.
Кроме того, способы должны быть максимально экологичными и выполняться без опасности для операторов.
Подробное описание изобретения
Неожиданно оказалось, что лежащая в основе изобретения задача решается посредством способа, формованного изделия и герметизирующего изделия, указанных в формуле изобретения.
Объектом изобретения является способ получения содержащего полиарилэфиркетоны (PAEK) сшитого формованного изделия, включающий этапы:
(a) подготовка смеси, содержащей PAEK и сшивающий агент,
(b) получение формованного изделия из смеси и
(c) термообработка формованного изделия при температуре, при которой PAEK сшивается, в результате чего получается сшитое формованное изделие,
причем сшивающий агент является диаминофенильным соединением, у которого два аминофенильных кольца соединены друг с другом через алифатическую группу, содержащую карбоциклический остаток.
Полиэфиркетоны (PEK) являются полимерами, состоящими из чередующихся кетоновых групп (R-CO-R)- и групп простого эфира (R-O-R). У полиарилэфиркетонов (PAEK) между функциональными группами находится арильная группа, связанная в положении (1,4). PAEK имеет полукристаллическую жесткую структуру, которая обеспечивает сравнительно высокие температуры стеклования и плавления материалов.
Способ относится к реакции сшивки, при которой полимерные цепи PAEK ковалентно и межмолекулярно связываются друг с другом. На этапе (a) готовят смесь, которая содержит PAEK и сшивающий агент. При этом предпочтительно устанавливать температуру на этапе (a) так, чтобы между PAEK и сшивающим агентом не происходило никаких существенных реакций. Здесь выгодно, чтобы сшивка PAEK аминами с использованием описанных в изобретении сшивающих агентов начиналась только при более высоких температурах. Ковалентное связывание сшивающего агента с PAEK, какое описано в уровне техники, в простом способе, предлагаемом в настоящем изобретении, не требуется.
На этапе (b) из смеси получают формованное изделие. При этом этап (b) получения формованного изделия включает все меры, посредством которых смеси придается трехмерная форма, сохраняющаяся в отвержденном сшитом состоянии. Получение формованного изделия предпочтительно реализуется способом термопластического формования. При этом предпочтительно, чтобы изготовление формованного изделия реализовалось перед и/или во время сшивания. Особенно предпочтительно, формование проводится перед этапом (c), поскольку смесь перед сшивкой можно с успехом подвергать термопластической обработке и формованию, в частности, путем горячего прессования, экструдирования и/или литья под давлением.
Этап (c) включает термообработку формованного изделия при температуре, при которой PAEK сшивается, в результате чего получают сшитое формованное изделие.
При сшивке происходит образование двух иминных связей между двумя кето-группами цепей PAEK и двумя аминогруппами сшивающего агента. Образующийся иминовый мостик называется также основанием Шиффа, поскольку азот имина соединен не с атомом водорода, а связан с органической молекулой. Сшивка должна быть максимально полной, чтобы по возможности все аминогруппы используемого диамина прореагировали с карбонильными группами PAEK. Преимуществом полной сшивки является повышенная термостойкость и высокая жесткость (модуль). Тем не менее, термин "сшитый" охватывает также только частичную сшивку. Частичная сшивка имеет место тогда, когда было использовано недостаточное количество диамина для полного включения всех цепей PAEK в сетку. В этом случае материал имеет, как правило, более высокое предельное удлинение, чем полностью сшитый материал. Иминные связи придают формованному изделию высокую стабильность. Согласно изобретению, формованное изделие предпочтительно представляет собой формованное изделие на основе ПАЭК. При этом выражение "на основе PAEK" означает, что PAEK является основным структурообразующим полимерным компонентом формованного изделия. В одном варианте осуществления предпочтительно, чтобы PAEK был единственным полимерным компонентом формованного изделия. В следующем варианте осуществления PAEK находится в смеси с другими полимерами, в частности, термопластичными полимерами. Предпочтительными дополнительными полимерами являются полифениленсульфид (PPS), полиамидимид (PAI), полифталимид (PPA), частично ароматические полиамиды, термопластичный полиимид (TPI), жидкокристаллический сложный полиэфир (LCP). При этом предпочтительное массовое соотношение между PAEK и другими полимерами, в частности, другими термопластичными полимерами составляет от 1:1 до 100:1, предпочтительно от 5:1 до 100:1, особенно предпочтительно от 10:1 до 100:1. Далее, формованное изделие может содержать наполнители, как, например, волокна и/или обычные добавки, такие как технологические добавки и/или функциональные компоненты. Сшитый PAEK образует матрицу, в которой любые возможно присутствующие добавки распределены однородно.
Сшивающий агент является диаминофенильным соединением. Такие соединения имеют два соединенных друг с другом аминофенильных кольца. Поэтому такие соединения являются первичными диаминами. В одном варианте осуществления изобретения каждое фенильное кольцо содержит единственную аминогруппу. Однако допустимо также, чтобы фенильные кольца независимо друг от друга содержали две или три аминогруппы. Эти соединения являются низкомолекулярными, а не полимерными. Помимо аминогрупп, фенильные кольца могут иметь дополнительные заместители, такие как алкильные или галогеновые группы. Два аминофенильных кольца соединены друг с другом через алифатическую группу. Алифатические группы состоят только из углерода и водорода и не являются ароматическими. Не считая двух фенильных колец, сшивающие агенты предпочтительно не имеют других двойных или тройных связей. Алифатическая группа имеет карбоциклический остаток. Карбоциклические остатки представляют собой углеводородные кольца, которые, например, могут содержать от 4 до 7 атомов углерода, предпочтительно от 5 до 6 атомов углерода. При этом карбоциклический остаток может содержать двойные связи фенильных колец. Карбоциклическая группа предпочтительно имеет только одно алифатическое углеводородное кольцо. Алифатическая группа предпочтительно содержит в сумме от 5 до 15 атомов углерода, в частности от 6 до 8 атомов углерода. Из-за наличия алифатической группы между карбоциклическими остатками два фенильных кольца не являются сопряженными.
В соответствии с изобретением неожиданно было обнаружено, что PAEK, сшитый такими диаминофенильными соединениями, обладает особенно выгодными свойствами. В частности, сшитый PAEK имеет особенно высокую термостойкость и механическую прочность, в частности, имеет особенно высокие температуру стеклования и жесткость. Не связывая себя какой-либо теорией, можно предполагать, что карбоциклический остаток может способствовать образование особенно жесткой, полукристаллической полимерной структуры, которая придает продукту высокий уровень стабильности. Предполагается также, что посредством сшивающего агента с карбоциклическим остатком можно установить предпочтительное одинаковое расстояние между полимерными цепями PAEK. Как результат, такие сшивающие агенты, по-видимому, незначительно нарушают кристаллическую структуру PAEK или даже поддерживают ее, что предпочтительно.
В одном предпочтительном варианте осуществления сшивающий агент является конденсированным соединением, у которого лишь одно из двух фенильных колец аннелировано с карбоциклическим остатком. Аннелирование (конденсация) означает добавление еще одного кольца к кольцу циклической молекулы. Два сращенных кольца имеют два общих атома углерода и, таким образом, двойную углерод-углеродную связь фенильного кольца. Использование таких конденсированных сшивающих агентов выгодно тем, что можно образовать особенно жесткое и регулярное соединение между цепями PAEK, благодаря чему можно достичь особенно высоких термостойкости и жесткости продуктов.
В принципе, аминогруппы могут находиться в любых положениях фенильной группы, то есть в орто-, мета- или пара-положении по отношению к алифатической связи двух фенильных колец. В варианте осуществления, в котором каждая фенильная группа содержит всего одну аминогруппу, предпочтительно, чтобы две аминогруппы находились как можно дальше друг от друга. Этого можно достичь, если две аминогруппы присоединены в пара-положении по отношению к алифатическому соединению и/или в положениях 4 и 4' фенильных колец. Поэтому в одном предпочтительном варианте осуществления диаминoдифенильное соединение является 4,4'-диаминoдифенильным соединением. Вообще говоря, преимущество максимально разнесенных друг от друга аминогрупп может заключаться в том, что уменьшается протекание нежелательных внутримолекулярных реакций, при которых сшивающий агент образует две связи с одной и той же полимерной цепью PAEK. Такие внутримолекулярные реакции со сшивающим агентом могут нарушить кристаллическую структуру PAEK, не будучи эффективными для сшивания, и тем самым снизить стабильность продукта.
В одном предпочтительном варианте осуществления изобретения сшивающий агент является асимметричным соединением.
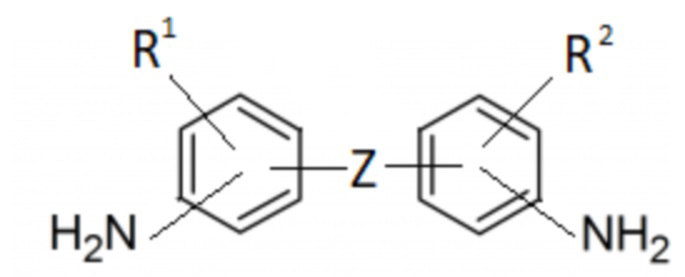
В одном предпочтительном варианте осуществления изобретения сшивающий агент является соединением общей формулы (I):
 (I)
(I)
в которой R1 и R2 независимо друг от друга выбраны из H, замещенного или незамещенного алкила с 1-20 атомами C, в частности, с 1-4 атомами C, в частности, метила или этила, замещенного или незамещенного арила с 5-12 атомами C, F и Cl, причем Z является алифатической группой, которая содержит карбоциклический остаток. При этом каждое фенильное кольцо может содержать один, два или три остатка R1 или R2, которые могут выбираться независимо друг от друга. Фенильное кольцо предпочтительно имеет только один остаток R1 и/или R2. Каждый из остатков R1 и R2 особенно предпочтительно означает H. Сшивающие агенты без дополнительных остатков R1 и R2 относительно легко доступны и могут обрабатываться с получением высокостабильного сшитого PAEK.
Остаток Z может быть связан с каждым фенильным остатком двумя или одной связью. Остаток Z предпочтительно соединен с одним фенильным остатком двумя связями, а со вторым фенильным остатком одной связью.
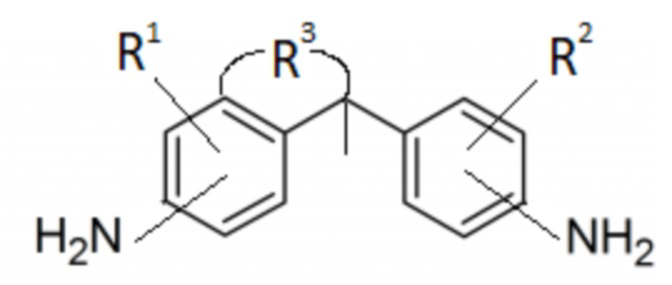
В одном предпочтительном варианте осуществления сшивающий агент представляет собой соединение общей формулы (II):
 (II)
(II)
в которой R1 и R2 независимо друг от друга выбраны из H, замещенного или незамещенного алкила с 1-20 атомами C, в частности, с 1-4 атомами C, в частности, метила или этила, замещенного или незамещенного арила с 5-12 атомами C, F и Cl, и причем R3 является карбоциклическим остатком, который содержит 2 или 3 кольцевых атомов C и который может быть замещен по меньшей мере одной алкильной группой с 1-4 атомами C, в частности, метилом или этилом. Особенно предпочтительно, каждый из остатков R1 и R2 означает H. Таким образом, карбоциклический остаток R3 является пентильным или гексильным остатком. Такой сшивающий агент выгоден тем, что позволяет получить особенно хорошую комбинацию термостойкости и механической прочности у сшитого PAEK.
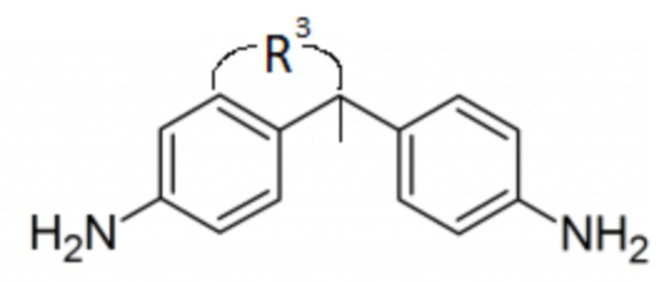
В одном предпочтительном варианте осуществления сшивающий агент является соединением общей формулы (III):
 (III)
(III)
в которой R3 выбран так, как описано выше. Такой сшивающий агент выгоден тем, что позволяет получить особенно хорошую комбинацию термостойкости и механической прочности у сшитого PAEK.
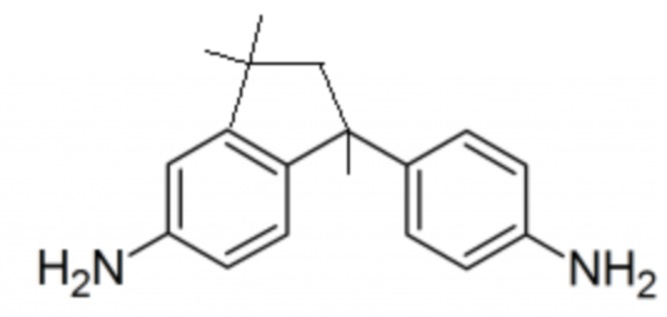
В одном предпочтительном варианте осуществления сшивающий агент имеет формулу (IV):
 (IV)
(IV)
В проведенных опытах это соединение приводит к особенно предпочтительной комбинации термостойкости и механической прочности сшитого PAEK. Его химическое название следующее: 1-(4-аминофенил)-1,3,3-триметилиндан-5-амин (CAS 54628-89-6).
В следующем предпочтительном варианте осуществления сшивающий агент имеет формулу (V):
 (V)
(V)
В проведенных опытах этот сшивающий агент также приводит к особенно предпочтительной комбинации термостойкости и механической прочности у сшитого PAEK. Его химическое название следующее: 1-(4-аминофенил)-1,3,3-триметилиндан-6-амин.
В следующем предпочтительном варианте осуществления сшивающий агент содержит смесь соединений формул:
(IV)
и
(V)
В проведенных опытах этот сшивающий агент также приводит к особенно предпочтительной комбинации термостойкости и механической прочности у сшитого PAEK.
В следующем предпочтительном варианте осуществления сшивающий агент имеет формулу (VI):
 (VI)
(VI)
В проведенных опытах этот сшивающий агент также приводит к особенно предпочтительной комбинации термостойкости и механической прочности сшитого PAEK. Его химическое название следующее: 1-(4-аминофенил)-1,3,3-триметилинданамин (CAS 68170-20-7). Здесь аминогруппа на ароматическом кольце индана может находиться во всех положениях. Включены также смеси 1-(4-аминофенил)-1,3,3-триметилинданаминов, в которых аминогруппа на ароматическом кольце индана находится в разных положениях.
Согласно изобретению, предпочтительно использовать единственный конкретный сшивающий агент, чтобы достичь максимально однородных свойств материала. Однако допустимо также использовать смесь двух или более сшивающих агентов.
Количество сшивающего агента устанавливается с учетом желаемой степени сшивки. При этом доля сшивающего агента, в расчете на PAEK, может составлять от 0,05 вес.% до 15 вес.%, в частности, от 0,1 вес.% до 5 вес.%. В одном предпочтительном варианте осуществления доля сшивающего агента составляет от 0,1 до 1,5 вес.%. Было обнаружено, что стабильность продукта с таким содержанием сшивающего агента может быть особенно предпочтительной. В частности, при установлении количества сшивающего агента в этом диапазоне достигается значительное улучшение предельного удлинения.
В одном предпочтительном варианте осуществления сшивающий агент имеет точку кипения выше 300°C, в частности, выше 350°C или выше 400°C. Это выгодно, поскольку такой сшивающий агент при требующихся для сшивки высоких температурах имеет относительно низкое давление паров. Предпочтительно, чтобы точка кипения сшивающего агента лежала в интервале от 300°C до 500°C, в частности, от 350°C до 500°C. Температура плавления сшивающего агента предпочтительно лежит ниже температуры плавления PAEK. Это обеспечивает хорошую технологичность и низкий риск для оператора.
В качестве полимерного компонента в принципе можно использовать любые полиарилэфиркетоны. Полиарилэфиркетоны характеризуются линейными полимерными цепями из арильных групп, групп простого эфира и кето-групп. Соединения этого класса веществ различаются разным расположением этих групп и соотношением между ними в молекуле. При этом PAEK может представлять собой, например, полиэфирэфиркетон (PEEK), полиэфиркетонкетон (PEKK), полиэфирэфирэфиркетон (PEEEK) или полиэфирэфиркетонекетон (PEEKK). Соединения этого класса веществ содержат кето-группы, которые могут быть связаны с образованием иминных связей. Можно использовать также смеси разных полиарилэфиркетонов. Предпочтительно использовать один PAEK, поскольку это позволяет достичь высокой степени кристалличности и связанной с этим высокой термостойкости.
В одном предпочтительном варианте осуществления полиарилэфиркетон (PAEK) является полиэфирэфиркетоном (PEEK, номер по CAS 29658-26-2). Особенно предпочтительно, полиарилэфиркетон (PAEK) является полиэфирэфиркетоном PEEK с диапазоном плавления от 335°C до 345°C. Было обнаружено, что PEEK, который сшит в соответствии с изобретением, имеет особенно предпочтительные свойства с точки зрения термостойкости и механической прочности.
Полиарилэфиркетон (PAEK) предпочтительно имеет при 380°C вязкость расправа в диапазоне от 5 см3/10 мин до 250 см3/10 мин, в частности, от 50 см3/10 мин до 200 см3/10 мин. Измерение проводится в соответствии с DIN ISO 1130, при этом материал расплавляют при 380°C и пуансоном оказывают давление 5 кг, после чего определяют жидкотекучесть. Обычно подходят имеющиеся в продаже PAEK, в частности, варианты PEEK. Вязкость расплава обычно коррелирует с молекулярным весом полимерных цепей. Было обнаружено, что такая вязкость расплава является выгодной, поскольку согласно изобретению достигаются как хорошая способность к термопластической обработке, так и смешиваемость, и может быть получен однородный продукт с высокой стабильностью и при этом с особенно высокой жесткостью. Особенно предпочтительно использовать такой PAEK, в частности PEEK с вышеуказанной вязкостью расплава, и сшивающий агент в количестве от 0,1 вес.% до 5 вес.%, в частности, от 0,1 вес.% до 1,5 вес.%, в расчете на PAEK, в частности, PEEK. При таком соотношении и свойствах исходных материалов можно достичь особенно хорошей технологичности и термостойкости продуктов. В частности, жесткость, которая характеризуется высоким модулем упругости при растяжении, является особенно высокой. Кроме того, такой PAEK, в частности PEEK, можно обрабатывать при температуре, которая все еще позволяет термопластическое смешение без слишком быстрой реакции сшивки во время этого процесса. В результате получают формовочную массу, которая легко поддается дальнейшей термопластической обработке.
Смесь, подготавливаемую на этапе (a), можно получить обычными способами компаундирования. В таких способах смесь, предпочтительно в виде расплава, интенсивно перемешивают, например, в шнеке. Температуры смесительного устройства предпочтительно устанавливать так, чтобы смесь была удобной в обработке и имела подходящую вязкость для компаундирования. При компаундировании можно получить промежуточный продукт, например, гранулят.
Смесь предпочтительно готовить при температуре, при которой сшивка еще совсем не происходит или не происходит в значительной степени. В отличие от способов, описанных в уровне техники, согласно изобретению не требуется, чтобы при этом уже происходило ковалентное связывание сшивающего агента с PAEK через аминовые связи. Это предпочтительно, так как согласно изобретению можно обойтись без такой дополнительной реакционной стадии, которую необходимо точно контролировать, чтобы предотвратить нежелательные побочные реакции интермедиатов и возникающее в результате преждевременное сшивание.
При приготовлении смеси проводится интенсивное перемешивание подходящими средствами, такими как мешалки или месильные приспособления, чтобы достичь однородного распределения сшивающего агента в полимере. Очень важно получить однородные свойства материала в отношении стабильности. В одном предпочтительном варианте осуществления получение реализуется на технологическом этапе (a0), который проводится перед этапом (a). Сшиваемую смесь после получения предпочтительно обрабатывают дальше на этапе (b) без дополнительных промежуточных этапов, которые изменяют состав.
В одном особенно предпочтительном варианте осуществления изобретения смесь не содержит растворителя. Неожиданно обнаружилось, что смеси PAEK и сшивающих агентов согласно изобретению можно обрабатывать без использования растворителя, осуществляя при этом тщательное перемешивание.
Смесь предпочтительно нагревают до температуры, при которой она находится в жидкой форме. Чтобы получить однородную смесь, предпочтительно выбирать температуру и время пребывания таким образом, чтобы при этом не происходило значительного сшивания.
В одном предпочтительном варианте осуществления сшивающий агент добавляется к PAEK в непрерывном режиме. При этом компоненты могут находиться в жидкой или в твердой форме. В результате можно получить особенно однородную смесь. Добавление сшивающего агента предпочтительно происходит при тщательном перемешивании, например, путем встряхивания и/или размешивании. В одном предпочтительном варианте сшивающий агент подается в форме концентрата. Это выгодно тем, что сшивающий агент можно лучше дозировать, благодаря чему можно улучшить однородность смеси. В результате при непрерывном добавлении сшивающего агента можно получить очень однородную смесь, так что можно достичь особенно регулярной сшивки. Это позволяет предотвратить образование областей с более сильной или более слабой сшивкой, что могло бы привести к повреждению продуктов при термической или механической нагрузке. Таким образом, можно достичь особенно хороших свойств в отношении термостойкости и механической прочности.
На этапе (b) реализуется получение формованного изделия из смеси. В одном предпочтительном варианте осуществления получение формованного изделия на этапе (b) происходит путем термопластической деформации. Это означает, что смесь в несшитом и/или по меньшей мере в по существу несшитом состоянии можно формовать из расплава, так как в противном случае термопластическая обработка была бы больше невозможна. Если имеется слишком большое количеств точек сшивки, промежуточный продукт PAEK больше не является текучим и его сложно формовать термопластически. Смесь перед формованием должна подвергаться воздействию высоких температур обработки только в течение короткого периода времени. Поэтому термопластическую обработку предпочтительно проводить так, чтобы время пребывания смеси в устройстве было как можно более коротким. При этом предпочтительно проводить обработку таким образом, чтобы существенная часть реакции сшивки, например, более 80%, более 90% или более 95% сшивок происходило только после формования, т.е. на этапе (c).
В одном предпочтительном варианте осуществления смесь на этапе (b) обрабатывают путем экструдирования, горячего прессования и/или литья под давлением и при этом формуют. Эти способы особенно хорошо подходят для простой и эффективной обработки термопластичных полимерных композиций.
Экструдирование можно реализовать известными способами. При экструдировании (экструзии) твердую или вязкотекучую отверждаемую массу непрерывно под давлением выдавливают из формовочного отверстия (называемого также соплом, матрицей или фильерой). При этом образуется тело теоретически произвольной длины с поперечным сечением, соответствующим сечению отверстия, называемое экструдатом. Экструдирование предпочтительно проводить при температуре не ниже 320°C, предпочтительно не ниже 350°C, предпочтительно от 320°C до 400°C, в частности, от 350°C до 390°C.
Горячее прессование является способом, при котором формовочную массу вводят в заранее разогретую полость. Затем полость закрывают, используя замыкающий плунжер. Давление придает формовочной массе геометрическую форму, задаваемую оснасткой. Горячее прессование предпочтительно проводится при температуре не ниже 300°C, предпочтительно не ниже 350°C, предпочтительно от 320°C до 400°C, в частности, от 350°C до 400°C.
Литьевое формование (часто называемое также литьем под давлением или способом инжекционного прессования) представляет собой способ формования, который применяется при переработке пластмасс. При этом пластмасса пластифицируется с помощью машины для литья под давлением и под давлением впрыскивается в форму (литьевую форму). В литьевой форме материал в результате охлаждения возвращается в твердое состояние и после открывания формы извлекается в виде формованного тела. Пустое пространство (полость) литьевой формы определяет геометрическую форму и структуру поверхности продукта.
Особенно предпочтительно проводить обработку путем экструдирования и последующего литья под давлением. В этом процессе смесь из PAEK и сшивающего агента расплавляют, если она еще не находится в жидкой форме.
На этапе (b) смесь предпочтительно вводят в экструдер, машину для литья под давлением или горячий пресс, расплавляют при высоких температурах, например, в интервале от 300°C до 400°C, и придают желаемую форму.
На этапе (c) проводится термообработка формованного изделия при температуре, при которой PAEK сшивается, в результате чего получается сшитое формованное изделие. Это позволяет осуществить межмолекулярное сшивание PAEK сшивающим агентом. Температуру на этапе (с) можно устанавливать относительно высокой, поскольку сшивающие агенты, подходящие для использования согласно изобретению, имеют относительно высокие температуры плавления и кипения. Это выгодно, поскольку таким реакциям сшивки обычно благоприятствуют высокие температуры. Однако температура предпочтительно лежит ниже диапазона плавления PAEK.
Неожиданно оказалось, что в системе согласно изобретению реакции сшивки имеют место уже при температурах ниже диапазона плавления полимера и формованного изделия. Это было неожиданно, поскольку обычно предполагается, что реакции сшивки протекают только при температурах выше диапазона плавления полимера и формованного изделия.
Далее, согласно уровню техники считается, что такие реакции сшивки идут относительно быстро, в течение минут или нескольких часов. Однако согласно изобретению было обнаружено, что сшитый PAEK может иметь особенно предпочтительные свойства, если нагревание формованного изделия на этапе (c) проводится в течение более длительного периода, предпочтительно по меньшей мере 6 часов, например, от 6 часов до 30 дней. Было обнаружено, что в результате такой термообработки можно существенно улучшить термостойкость и механическую прочность.
В частности, было обнаружено, что термообработка позволяет повысить жесткость образцов при повышенных температурах. При этом наблюдалось, что термообработка в течение определенного периода времени может значительно улучшить жесткость, причем затем наблюдается насыщение, так что при дальнейшей дополнительной термообработке жесткость не улучшается или улучшается лишь несущественно. Однако дальнейшая термическая обработка демонстрирует улучшение термостойкости. Было найдено, что термостойкость может повышаться даже при более длительной дополнительной термообработке, так что даже через 14 дней все еще можно наблюдать значительное улучшение.
В одном предпочтительном варианте осуществления формованное изделие, полученное на этапе (b), подвергают термообработке в течение по меньшей мере 6 ч, в частности, более 2 дней или более 2,5 дней. В одном предпочтительном варианте осуществления изобретения термообработку проводят в течение периода от 2 до 30, в частности, от 2,5 до 20 дней. Это выгодно, поскольку можно улучшить однородность продуктов и, тем самым, термостойкость и механическую прочность. Термообработка предпочтительно проводится без доступа кислорода.
В одном предпочтительном варианте осуществления термообработка на этапе (c) проводится при температуре по меньшей мере 250°C, предпочтительно по меньшей мере 300°C. Предпочтительно, температура на этапе (c) составляет от 280°C до 415°C, особенно предпочтительно от 300°C до 400°C. При таких температурах эффективная трехмерная сшивка может протекать достаточно быстро без ухудшения изделий, полученных термопластической обработкой, например, вследствие разложения и/или нежелательной деформации формованного изделия.
Формованные изделия после сшивки охлаждают и их можно направлять на применение или дальнейшую обработку.
Смесь и формованное изделие могут содержать обычные добавки. Например, добавки могут использоваться в количестве до 20 вес.%, например, от 0,1 вес.% до 20 вес.% и/или от 0,1 вес.% до 18 вес.%, в расчете на полный вес смеси и/или формованного изделия. Обычными добавками являются, например, красители и технологические добавки.
Смесь и формованное изделие могут содержать обычные наполнители, в частности, трибологически активные и/или придающие гибкость наполнители и/или усиливающие волокна. Например, наполнители могут использоваться в количестве до 80 вес.%, например, от 0,1 вес.% до 80 вес.% и/или от 0,1 вес.% до 60 вес.%, в расчете на полный вес смеси и/или формованного изделия.
Объектом изобретения является также формованное изделие на основе полиарилэфиркетонов (PAEK), которое содержит сшитую матрицу из PAEK, причем PAEK сшит сшивающим агентом L, представляющим собой дифенильный остаток, у которого два фенильных кольца связаны друг с другом через алифатическую группу, содержащую карбоциклический остаток, причем PAEK соединен с фенильными кольцами сшивающего агента иминными связями.
Формованное изделие может быть получено, в частности, способами согласно изобретению, которые описаны в контексте настоящего изобретения. Формованное изделие предпочтительно имеет выгодные свойства, которые описаны в контексте настоящего изобретения для сшитого PAEK. В контексте данного изобретения термин "формованное изделие" относится к продуктам, изготовленным из сшитого PAEK, которые имеют определенную трехмерную форму. При этом не требуется, чтобы формованное изделие представляло собой заданный предмет, напротив, он может также представлять собой, например, покрытие. Формованное изделие может состоять из сшитого PAEK или содержать его, например, в виде композитного материала или ламината.
Формованные изделия согласно изобретению могут иметь предпочтительную повышенную жесткость, которая характеризуется высоким модулем упругости при растяжении. Формованное изделие предпочтительно имеет модуль упругости при растяжении по меньшей мере 350 МПа, в частности, по меньшей мере 400 МПа, особенно предпочтительно по меньшей мере 450 МПа. В частности, модуль упругости при растяжении лежит в интервале от 350 МПа до 600 МПа или от 400 МПа до 550 МПа. Модуль упругости при растяжении предпочтительно определяется при 240°C в соответствии с DIN EN ISO527-2.
Может быть желательным сшивать полимер в формованном изделии не полностью, так как предельное удлинение материала при увеличении степени сшивки может уменьшаться. Поэтому степень сшивки предпочтительно устанавливают с учетом желаемого применения, например, через долю сшивающего агента, а также тип и продолжительность термообработки.
При этом степень сшивки предпочтительно измеряется не напрямую, а с помощью подходящих методов испытаний, таких, например, как испытание на высокотемпературное растяжение, определяется, имеет ли формованное изделие желаемые свойства. При очень высоких температурах рекомендуется определять динамический модуль.
Формованные изделия применимы, в частности, в технических областях, где требуется высокая термостойкость и механическая прочность, и при этом, в частности, высокая жесткость. В частности, они подходят для применения в качестве герметизирующих изделий, в частности, сальников и кольцевых уплотнений, гильз, подшипников, опорных колец, вентилей, регулировочных шайб, карабинов, труб или трубопроводов, кабелей, обмоток и обшивок, кожухов для электрического или химического назначения или в качестве их компонентов. В частности, они подходят для областей применения, в которых требуется высокая стойкость к действию химических продуктов и стойкость к истиранию. Это, в частности, относится к применению в нефте- и газодобыче, в аэрокосмической и химической промышленности, включая производство деталей, важных для безопасности, а также в области производства энергии и в автомобильной промышленности. Возможными областями применения являются также соединители и изоляторы в области электроники, поскольку сшивка обеспечивает хорошую изолирующую способность.
Объектом изобретения является также герметизирующее изделие, состоящее из или содержащее формованное изделие согласно изобретению. Изоляционное изделие можно использовать для статических или динамических назначений, в частности, для динамических назначений, в условиях которых изделие подвергается высоким механическим нагрузкам. В частности, герметизирующее изделие подходит для уплотнений, в которых оно контактирует с жидкостями, такими как смазочные материалы, и в которых оно подвергается воздействию высоких температур, например, выше 150°C, в частности, в диапазоне 180°C-400°C.
Предлагаемые изобретением способ, формованное изделие и герметизирующее изделие решают задачу, поставленную перед изобретением. Изделия имеют высокую термостойкость и высокую механическую прочность в сочетании с хорошей технологичностью. В частности, формованные изделия имеют высокую температуру стеклования и высокую жесткость, в частности, при температурах выше температуры стеклования. Высокая жесткость сопровождается сниженной ползучестью при высоких температурах. Улучшенная термостойкость проявляется как при максимальной температуре, так и при температуре длительной работы, в частности, в диапазоне 150°C-400°C. Формованные изделия проявляют также выгодные резиноподобные свойства в области высоких температур. Продукты демонстрируют очень хорошую стойкость к химическим веществам и пониженную горючесть, поскольку благодаря сшивке материал не плавится и отсутствует стекание горящего материала.
Кроме того, формованные изделия согласно изобретению можно производить простым и эффективным способом путем термопластического формования. Так, например, их можно получать простым экструдированием. Эти способы также являются экологически чистыми и могут осуществляться без опасности для оператора, поскольку используемые сшивающие агенты имеют относительно высокие температуры кипения и не очень летучи.
Краткое описание фигур
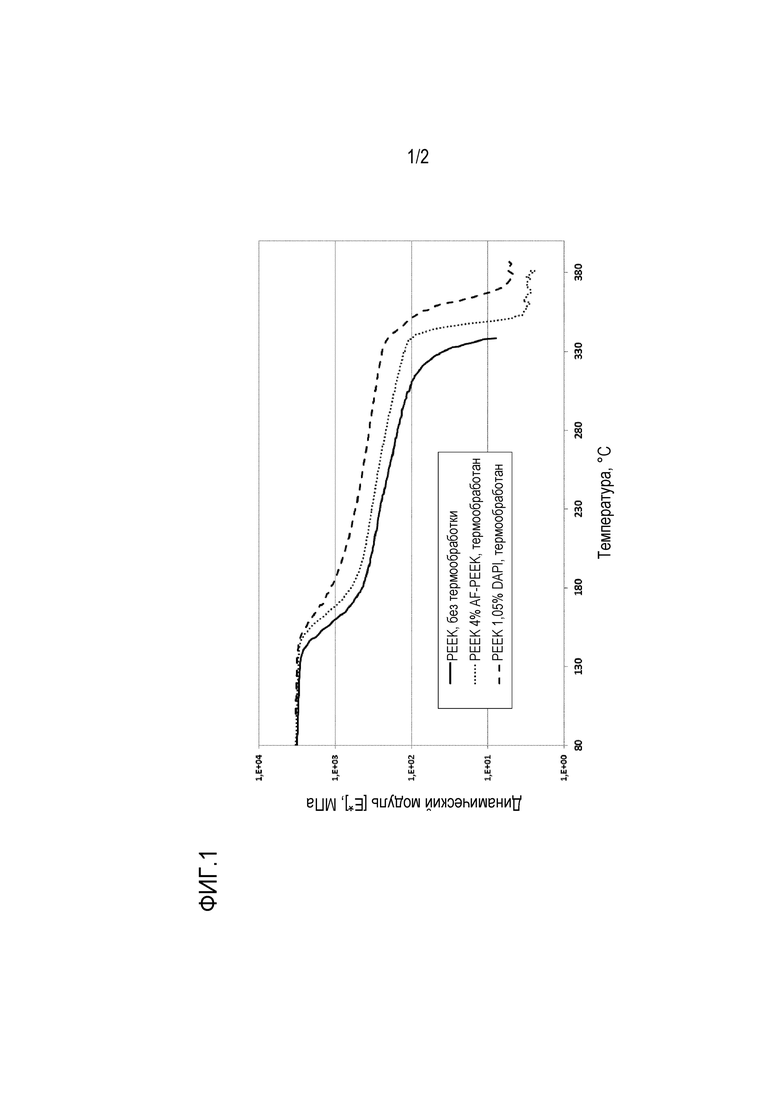
Фигура 1 показывает эволюцию комплексного динамического модуля с повышением температуры для формованного изделия согласно изобретению (PEEK с 1,05%DAPI, термообработанный, штриховая кривая) по сравнению со стандартным базовым материалом (PEEK без термообработки, сплошная линия), а также с другим материалом (PEEK, 4% AF-PEEK, термообработанный, пунктирная линия).
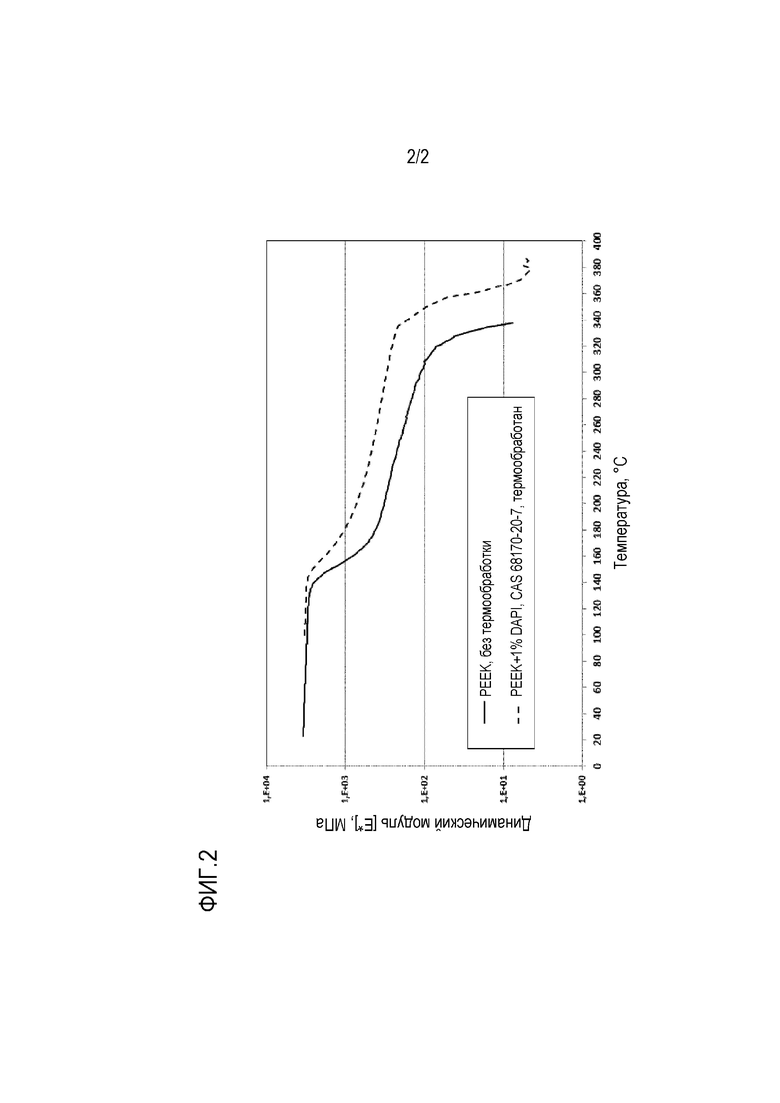
Фигура 2 показывает эволюцию комплексного динамического модуля с повышением температуры для формованного изделия 4 согласно изобретению (PEEK с 1% DAPI (CAS 68170-20-7), термообработанный, штриховая кривая) по сравнению со стандартным базовым материалом (PEEK без термообработки, сплошная линия).
Примеры осуществления
Пример осуществления 1
Готовили смеси, какие указаны в таблице 1. Функционализированный амином PEEK (далее обозначаемый AF-PEEK) получали с использованием PEEK и п-фенилендиамина согласно Томпсону и Харрису, 1988, и после полного выщелачивания дифенилсульфона и непрореагировавшего п-фенилендиамина размалывали в порошок. Определение содержания общего азота по Кьельдалю дало степень конверсии карбонильных групп PEEK 95%. В качестве сшивающего агента использовали DAPI (CAS 54628-89-6) с чистотой 98%.
Таблица 1. Смеси
Смеси из таблицы 1 перерабатывали в образцы для испытаний путем литья под давлением, а затем для сшивки подвергали термообработке.
Таблица 2. Термообработка и результаты испытания на удлинение при растяжении
Испытания на растяжение проводились при 240°C в соответствии со стандартом DIN EN ISO527-2.
Результаты показывают, что образцы согласно изобретению в результате термообработки становятся нерасплавляемыми и что модуль упругости при растяжении (модуль E) повышается. Это четко показывает преимущество однородности образцов, сшитых DAPI, по сравнению с неоднородностью PEEK, сшитых посредством AF-PEEK.
Динамомеханический анализ (ДМА)
Динамомеханический анализ (ДМА) является термическим методом определения физических свойств пластмасс. Градиент температуры (температурная развертка) показывает изменение динамического модуля и, тем самым, также жесткости в измеренном диапазоне температур. Здесь особенно важными являются диапазон стеклования (Tg), уровень плато выше Tg, точка падения модуля при расплавлении кристаллической фазы, а также уровень плато в высокотемпературном диапазоне.
Этот анализ проводили на термообработанных формованных изделиях согласно вышеописанным примерам осуществления (смотри таблицу 1). Температурные градиенты измеряли на полосках образцов (ширина около 3 мм, толщина около 3 мм) в следующих условиях: скорость нагрева 3 K/мин, контактное давление 3 Н, среднее удлинение 0,5%, амплитуда удлинения ±0,1%. Результаты представлены графически на фигуре 1.
Фигура 1 показывает эволюцию комплексного динамического модуля с повышением температуры для термообработанного формованного изделия 3 согласно изобретению (PEEK с 1,05% DAPI, термообработанный, штриховая кривая) в сравнении со стандартным базовым материалом 1 (PEEK без термообработки, сплошная линия).
В качестве следующего эталона показано изменение комплексного динамического модуля с температурой для еще одного материала 2b (PEEK, 4% AF-PEEK, термообработанный, пунктирная линия), который был получен сшиванием стандартного PEEK с 4% AF-PEEK путем дополнительной термообработки. Этот AF-PEEK получен в соответствии с методом, описанным Томпсоном и Фаррисом, а также Юрченко и др., путем модификации PEEK.
Результаты показывают, что PEEK, сшитый согласно изобретению, имеет выгодные термические свойства. При этом для всех формованных изделий согласно изобретению достигается улучшение в отношении диапазона стеклования (Tg), уровня плато выше Tg, а также в отношении падения модуля при расплавлении кристаллической фазы и в отношении уровня плато в высокотемпературном диапазоне. Температура стеклования, как и жесткость также повышается при высокой температуре, в частности, в диапазоне выше 150°C. Результаты показывают также, в частности, что в комбинации DAPI с PEEK можно достичь оптимальных свойств продукта в отношении уровня модуля и уровня термостойкости. Термические свойства можно значительно улучшить, увеличив продолжительность термообработки.
Пример осуществления 2
Изомерная смесь DAPI, номер по CAS 68170-20-7 (сшивающий агент формулы VI) вводили, как в предыдущем примере 1, с помощью двухшнекового смесителя в коммерческий PEEK средней вязкости и жгут разрубали в мелкий гранулят.
Таблица 3. Смеси
Грануляты из смесей, приведенных в таблице 3, обрабатывали путем литья под давлением с получением образцов для испытаний и затем также подвергали дополнительной термообработке.
Образцы исследовали в соответствии с примером осуществления 1 методом ДМА со сканированием температуры, при этом получены результаты, представленные на фигуре 2.
Фигура 2 показывает эволюцию комплексного динамического модуля с повышением температуры для термообработанного формованного изделия 4 согласно изобретению (PEEK с 1% DAPI (CAS 68170-20-7), пунктирная линия) в сравнении со стандартным базовым материалом 1 (PEEK без термообработки, сплошная линия).
Здесь также получены предпочтительные результаты, обсуждавшиеся в связи с фигурой 1, выраженные в сопоставимой степени.
Настоящее изобретение относится к группе изобретений: способ получения содержащего полиарилэфиркетоны (PAEK) сшитого формованного изделия; формованное изделие на основе полиарилэфиркетонов (PAEK); и изделие. Данный способ включает этапы: подготовка смеси, содержащей PAEK и сшивающий агент; получение формованного изделия из смеси и термообработка формованного изделия при температуре, при которой PAEK сшивается, в результате чего получается сшитое формованное изделие. Сшивающий агент является диаминофенильным соединением, представляющим собой соединение  или
или  . Формованное изделие содержит сшитую матрицу из PAEK. При этом PAEK сшит сшивающим агентом L, представляющим собой дифенильный остаток соединения или . Также PAEK соединен с фенильными кольцами сшивающего агента иминными связями. Изделие представляет собой изоляционные изделия, регулировочные шайбы, опорные кольца, вентили, соединители, изоляторы, карабины, подшипники, гильзы, сальники и кольцевые уплотнения, трубы и трубопроводы, кабели, обмотки и обшивки, кожухи для электрического или химического назначения. Технический результат – разработка способа получения материала на основе РАЕК, обладающего высокой термостойкостью и имеющего при высоких температурах высокую жесткость и высокую температуру стеклования. 5 н. и 7 з.п. ф-лы, 2 ил., 3 табл., 2 пр.
. Формованное изделие содержит сшитую матрицу из PAEK. При этом PAEK сшит сшивающим агентом L, представляющим собой дифенильный остаток соединения или . Также PAEK соединен с фенильными кольцами сшивающего агента иминными связями. Изделие представляет собой изоляционные изделия, регулировочные шайбы, опорные кольца, вентили, соединители, изоляторы, карабины, подшипники, гильзы, сальники и кольцевые уплотнения, трубы и трубопроводы, кабели, обмотки и обшивки, кожухи для электрического или химического назначения. Технический результат – разработка способа получения материала на основе РАЕК, обладающего высокой термостойкостью и имеющего при высоких температурах высокую жесткость и высокую температуру стеклования. 5 н. и 7 з.п. ф-лы, 2 ил., 3 табл., 2 пр.
1. Способ получения содержащего полиарилэфиркетоны (PAEK) сшитого формованного изделия, включающий следующие этапы:
(a) подготовка смеси, содержащей PAEK и сшивающий агент,
(b) получение формованного изделия из смеси и
(c) термообработка формованного изделия при температуре, при которой PAEK сшивается, в результате чего получается сшитое формованное изделие,
причем сшивающий агент является диаминофенильным соединением, представляющим собой соединение формулы (IV):
 (IV)
(IV)
2. Способ получения содержащего полиарилэфиркетоны (PAEK) сшитого формованного изделия, включающий следующие этапы:
(a) подготовка смеси, содержащей PAEK и сшивающий агент,
(b) получение формованного изделия из смеси и
(c) термообработка формованного изделия при температуре, при которой PAEK сшивается, в результате чего получается сшитое формованное изделие,
причем сшивающий агент является диаминофенильным соединением, представляющим собой соединение формулы (VI):
 (VI)
(VI)
3. Способ по одному из предыдущих пунктов, причем полиарилэфиркетон (PAEK) является полиэфирэфиркетоном (PEEK).
4. Способ по одному из предыдущих пунктов, причем полиарилэфиркетон (PAEK) имеет при 380°C вязкость расплава, измеренную согласно DIN ISO 1130, в диапазоне от 5 до 250 см3/10 мин.
5. Способ по одному из предыдущих пунктов, причем смесь не содержит растворителя.
6. Способ по одному из предыдущих пунктов, причем температура на этапе (b) больше или равна 300°C.
7. Способ по одному из предыдущих пунктов, причем смесь на этапе (b) обрабатывают путем экструдирования, горячего прессования и/или литья под давлением.
8. Способ по п. 7, в котором формованное изделие, полученное на этапе (b), на этапе (c) подвергают термообработке в течение по меньшей мере 6 ч.
9. Способ по п. 8, причем термообработка на этапе (c) проводится при температуре больше или равной 250°C.
10. Формованное изделие на основе полиарилэфиркетонов (PAEK), содержащее сшитую матрицу из PAEK,
- причем PAEK сшит сшивающим агентом L, представляющим собой дифенильный остаток соединения формулы (IV):
(IV)
- причем PAEK соединен с фенильными кольцами сшивающего агента иминными связями,
- причем формованное изделие может быть получено, в частности, способом по одному из пп. 1-9.
11. Формованное изделие на основе полиарилэфиркетонов (PAEK), содержащее сшитую матрицу из PAEK,
- причем PAEK сшит сшивающим агентом L, представляющим собой дифенильный остаток соединения формулы (VI):
(VI)
- причем PAEK соединен с фенильными кольцами сшивающего агента иминными связями,
- причем формованное изделие может быть получено, в частности, способом по одному из пп. 1-9.
12. Изделие, состоящее из формованного изделия по п. 10 или 11 или содержащее формованное изделие по п. 10 или 11 и представляющее собой изоляционные изделия, регулировочные шайбы, опорные кольца, вентили, соединители, изоляторы, карабины, подшипники, гильзы, сальники и кольцевые уплотнения, трубы и трубопроводы, кабели, обмотки и обшивки, кожухи для электрического или химического назначения.
| US 2010022718 A1, 28.01.2010 | |||
| US 2015219990 A1, 06.08.2015 | |||
| СПОСОБ ВСПЕНИВАНИЯ В ФОРМЕ С ИСПОЛЬЗОВАНИЕМ ВСПЕНИВАЕМОЙ СРЕДЫ И ПОКРЫВАЮЩИХ СЛОЕВ И ПОЛУЧАЕМОЕ В РЕЗУЛЬТАТЕ ЭТОГО ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЛАСТИКА | 2011 |
|
RU2575032C2 |

