ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу нанесения электропроводящих антифрикционных износостойких покрытий на кинематические контактные пары из медных сплавов, преимущественно марки М1, космических аппаратов, функционирующих в условиях вакуума, и может быть также использовано в авиапромышленности, машиностроении и других областях.
УРОВЕНЬ ТЕХНИКИ
Известен способ нанесения электропроводящих наноструктурированных покрытий с высокой электропроводностью и износостойкостью (патент РФ 2362839, МПК C23C 24/04, B82B 3/00, 02.11.2007). Изобретение относится к области получения электропроводящих наноструктурированных покрытий с функционально-градиентными свойствами, в частности к покрытиям, обеспечивающим высокую электропроводность и износостойкость поверхности деталей и узлов пар трения, работающих в особо жестких условиях эксплуатации. Способ включает подачу порошковой композиции с армирующими частицами из четырех дозаторов в сверхзвуковой поток подогретого газа и нанесение порошковой композиции на поверхность изделия. При этом сначала из первого дозатора подают армирующие ультрадисперсные частицы ZrО2 фракцией от 0,1 до 1,0 мкм и проводят обработку поверхности изделия до образования ювенильной поверхности. Затем на поверхность изделия наносят порошковую композицию на основе Cu или Al путем подачи порошка из четырех дозаторов. Из первого дозатора подают армирующие ультрадисперсные частицы ZrO2, из второго дозатора - порошок Cu или Al, из третьего дозатора - армирующие наночастицы квазикристаллического соединения системы Al-Cu-Fe, а из четвертого дозатора - армирующие частицы Y2О3. Скорость гетерофазного потока при нанесении композиции на основе Cu или Al изменяют в пределах от 450 до 750 м/с. Технический результат - уменьшение пористости, увеличение износостойкости, адгезионной и когезионной прочности покрытия при сохранении его высокой электропроводности.
Заявленный способ позволяет получить увеличение износостойкости системы «медь-сталь» при трении в окислительной среде (на воздухе). При трении на воздухе доминирующим является окислительный износ с образованием на поверхности плёнки CuO (или Al2O3 в случае системы «алюминий-сталь»). Оксидная пленка играет роль твердой смазки и защищает контактирующие поверхности от схватывания. Высокие механические свойства частиц ZrO2 и Y2O3 в составе покрытия также защищают поверхность от интенсивного изнашивания. В условиях вакуума преобладающим механизмом изнашивания меди при трении в паре практически с любыми металлами является адгезионное изнашивание, при котором идёт перенос меди на сопрягаемый материал, что в итоге приводит к появлению системы «медь-медь» и схватыванию контактирующих поверхностей. При этом коэффициент трения значительно увеличивается, а наличие частиц с высокой твердостью ZrO2 и Y2O3 в составе покрытия, усугубляет интенсивное абразивное изнашивание контактных пар вследствие отрыва частиц от матрицы. В результате это приводит к полной утрате покрытием свойства износостойкости.
Известен также способ нанесения антифрикционного износостойкого покрытия на титановые сплавы (патент РФ 2502828, МПК C23C 14/34, C23C 14/02, 18.06.2012). Изобретение относится к области машиностроения, а именно к способам модифицирующей обработки поверхностей изделий из титановых сплавов для улучшения их триботехнических характеристик. Способ включает предварительную очистку и активацию поверхности изделия из титанового сплава путем бомбардировки ее ионами аргона с использованием газового плазмогенератора и ионно-плазменное осаждение композиционного покрытия путем магнетронного распыления катода, содержащего карбид титана и дисульфид молибдена, с приложением отрицательного потенциала на изделие и совмещением процесса осаждения с бомбардировкой поверхности ионами аргона. Осаждение покрытия производят на предварительно легированный поверхностный слой титанового сплава, который формируют магнетронным распылением катодного материала, при одновременной бомбардировке поверхности ионами аргона с использованием газового плазмогенератора и приложением отрицательного потенциала на изделие, превышающего значение потенциала при осаждении покрытия. Исходное соотношение компонентов распыляемого катодного материала составляет: карбид титана 40-60 мас.%, дисульфид молибдена - остальное. Обеспечивается снижение коэффициента трения и повышение износостойкости.
Однако, основное требование, предъявляемое к фрикционным слаботочным контактным парам космических аппаратов, помимо высокой износостойкости и низкого коэффициента трения, является высокая электропроводность. Поэтому представленное изобретение не пригодно для поверхностной модификации деталей токосъемников космических аппаратов вследствие низкого значения электропроводности материала покрытия. Кроме того, данный метод позволяет обрабатывать титановые сплавы и не затрагивает медные пары трения, которые используются в конструкциях космических аппаратов. Способы обработки медных контактных вращающихся пар, функционирующих в условиях вакуума, повышающие их электропроводящие антифрикционные и износостойкие свойства нами не выявлены.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является разработка способа нанесения электропроводящего твердосмазочного износостойкого покрытия на кинематические контактные пары из медных сплавов, преимущественно марки М1, функционирующие в условиях вакуума.
Технический результат изобретения заключается в увеличении срока эксплуатации не менее чем в 200 раз медных вращающихся контактных деталей, например, токосъемников космических аппаратов.
Решение указанной задачи достигается способом ионно-плазменного осаждения композиционного покрытия на кинематические контактные пары из медных сплавов, преимущественно марки М1, путем магнетронного распыления катода, содержащего дисульфид молибдена, при этом для снижения удельного электрического сопротивления дисульфида молибдена в упомянутом покрытии производится его легирование медью.
При этом для получения покрытия на основе дисульфида молибдена, легированного медью используется катод из меди марки М1 с кольцевыми концентрическими пазами, в которые запрессован порошок дисульфида молибдена.
При этом композиционное покрытие, получаемое магнетронным распылением вышеупомянутого катода, имеет соотношение компонентов: медь - 60÷62 ат.%, молибден - 12÷14 ат.%, сера - остальное.
Кроме того, композиционное покрытие системы CuxMoySz выполняют однослойным толщиной не менее чем 60 мкм и не более чем 65 мкм.
Кроме того, композиционное покрытие выполняют многослойным системы CuxMoySz/Cu общей толщиной не менее 180 мкм, включающим: три слоя покрытия CuxMoySz каждый толщиной не менее 60 мкм с промежуточными слоями меди толщиной не более 1 мкм.
В данном изобретении использована технология получения твердосмазочного покрытия, на основе дисульфида молибдена. Однако, применение «чистого» дисульфида молибдена для смазывания электроконтактной пары трения невозможно из-за его высокого удельного электрического сопротивления.
Для решения этой задачи была разработана композиционная мишень (катод) специальной конструкции, позволяющая равномерно распылять с помощью магнетронного разряда разнородные материалы - поликристаллическую медь в твердом состоянии и микрокристаллический порошок дисульфида молибдена. Соотношение компонентов получаемого покрытия было выбрано на основе экспериментальных исследований таким образом, чтобы с одной стороны композиционное покрытие имело высокую металлическую проводимость близкую к проводимости меди, с другой стороны, обладало высокой смазывающей способностью дисульфида молибдена.
Исследование морфологии поверхности показало, что данное покрытие имеет сложную волокнисто-глобулярную структуру, состоящую из смеси нанозерен фазы Шевреля Cu2Mo6S8 и нанокубоидов чистой меди. Такая комбинация позволяет получить высокую эффективность снижения скорости износа медной пары трения при работе в вакууме за счет смены механизма адгезионного изнашивания на усталостное путем образования граничной пленки твердой смазки в виде нанокомпозита, включающего смесь медных нанокристаллитов и наночастиц деформированных волокон фазы Шевреля.
Ресурс работы при эксплуатации покрытия определяется его толщиной и линейно возрастает с увеличением толщины. Тем не менее, осаждение покрытия толщиной более 60÷65 мкм практически невозможно - в этом случае наблюдается его частичное разрушение (отшелушивание с поверхностного слоя покрытия мелких частиц). Это связано с отколами верхних частей чрезмерно длинных и толстых волокон покрытия, не обладающих высокой пластичностью. Таким образом, можно полагать, что покрытия толщиной 60 мкм являются наиболее износостойкими в заданных условиях. С другой стороны, толщину покрытия можно увеличить без разрушения покрытия путем осаждения многослойного покрытия CuxMoySz/Cu. Так, с помощью нанесения 3-х слоев покрытия на основе CuxMoySz с промежуточными тонкими прослойками меди можно увеличить ресурс работы покрытия еще в 1,5-2,0 раза по сравнению с однослойными покрытиями толщиной 60 мкм.
Осаждение 3-х слоев покрытия на основе CuxMoySz является оптимальным, так как при количестве слоев покрытия менее 3-х не будет достигнуто значительное увеличение износостойкости по сравнению с однослойными покрытиями. С другой стороны, увеличение количества слоев более 3-х приводит к разрушению покрытия. Это связано с возникновением внутренних напряжений, которые накапливаются по мере увеличения суммарной толщины многослойного покрытия.
Изобретение иллюстрируется чертежами.
На фиг. 1 приведен чертеж катода из меди с кольцевыми концентрическими пазами, в которые запрессован порошок дисульфида молибдена.
Фиг. 2 схематично иллюстрирует стенд для испытаний на износ в условиях вакуума, где 1 - образец, 2 - контртело, 3 - груз, 4 - электродвигатель, 5 - вакуумная камера.
На фиг. 3 приведена схема измерения удельного электрического сопротивления покрытия CuxMoySz, где 1 - зонд, 2 - покрытие CuxMoySz, 3 - стеклянная пластина.
На фиг. 4 приведено РЭМ-изображение морфологии покрытия CuxMoySz с упорядоченной структурой волокон, полученного на образце из меди марки М1.
В дальнейшем изобретение поясняется примерами конкретного его выполнения (оптимальные).
Пример 1. На образец из листовой меди марки М1 размером 5 × 5 × 15 мм, наносили покрытие CuxMoySz по предлагаемому способу.
Для нанесения покрытия использовали установку вакуумного ионно-магнетронного напыления нанокристаллических покрытий «КВАНТ» (Сергеев В.П., Яновский В.П., Параев Ю.Н., Сергеев О.В., Козлов Д.В., Журавлев С.А. Установка ионно-магнетронного напыления нанокристаллических покрытий (КВАНТ), Физ. мезомех., Т. 7., № Спец 2, 2004), оборудованную круговым планарным магнетроном мощностью 0,4 кВт с катодом в виде диска из листовой меди марки М1 диаметром 120 мм и толщиной 10 мм с кольцевыми концентрическими пазами, в которые был запрессован порошок дисульфида молибдена (Фиг. 1). Катод изготавливали с расчетом чтобы получить композиционное покрытие CuxMoySz, имеющее соотношение компонентов: медь - 61 ат.%, молибден - 13 ат.%, сера - остальное.
Методом импульсного магнетронного распыления на образец наносили композиционное покрытие CuxMoySz. Режим осаждения покрытия при этом был следующий: ток магнетрона - 0,55 А, частота следования импульсов тока на магнетроне - 50 кГц, рабочий газ - аргон. При достижении толщины пленки 60 мкм процесс прекращали.
Пример 2. На образец из листовой меди марки М1 размером 5 × 5 × 15 мм, наносили три слоя покрытия CuxMoySz толщиной 60 мкм с промежуточными слоями меди толщиной 0,5 мкм.
Для нанесения покрытия использовали установку вакуумного ионно-магнетронного напыления нанокристаллических покрытий «КВАНТ», оборудованную двумя круговыми планарными магнетронами мощностью 0,4 кВт, расположенными под углом 120°. Один - с катодом по примеру 1, второй- с катодом из листовой меди марки М1 диаметром 120 мм и толщиной 10 мм.
Образец размещали в вакуумной камере на вращающемся столе, с помощью которого можно было переводить образец без развакуумирования в положение напротив любого из двух магнетронов.
Вначале проводили первый этап получения многослойного покрытия, заключающийся в нанесении покрытия CuxMoySz толщиной 60 мкм по примеру 1.
Далее следовал второй этап, где методом импульсного магнетронного распыления на образец наносили медное покрытие. Режим осаждения покрытия был следующий: ток магнетрона - 0,55 А, частота следования импульсов тока на магнетроне - 50 кГц, рабочий газ - аргон. При достижении толщины пленки 0,5 мкм процесс прекращали.
После этого, производили чередование первого и второго этапов получения многослойного композиционного покрытия до достижения трех слоев покрытия CuxMoySz.
Морфологию осажденных покрытий исследовали на растровом электронном микроскопе LEO EVO-50XVP, Carl Zeiss.
Сведения об элементном составе покрытия получали методом микрорентгеноспектрального анализа с использованием приставки энергодисперсионного анализа INCA, Oxford Instruments.
Испытания образцов на износ проводили в паре с контртелом из меди марки М1 по схеме «колодка-диск» с исследуемыми материалами в качестве колодки. При этом испытательный стенд был размещен в вакуумной камере установки ионно-магнетронного напыления нанокристаллических покрытий «КВАНТ», его охлаждение осуществлялось тепловым контуром с проточной водой. При испытаниях в условиях вакуума давление остаточных газов в камере не превышало 1×10-3Па. В таблице 1 приведены значения скорости износа: образца из меди марки М1 без покрытия, образца с покрытием CuxMoySz, полученного по примеру 1 и образца с многослойным покрытием CuxMoySz/Cu, полученного по примеру 2.
Удельное электрическое сопротивление осажденных покрытий измеряли четырехзондовым методом с использованием: источника питания постоянного тока RS-50-24, цифрового мультиметра MASTECH MS8050 и датчика с четырьмя игловидными зондами. Значения измеренного удельного электрического сопротивления покрытия CuxMoySz, меди (Алиев И.И. Электротехнический справочник. Том 1, М., РадиоСофт, 2006) и дисульфида молибдена (Przybyszewski J.S. A review of lubrication of sliding- and rolling-element electrical contacts in vacuum, NASA TN D-4476, 1968) приведены в таблице 2.
Таблица 1
(Cu), г⋅с-1
(CuxMoySz), г⋅с-1
(CuxMoySz/Cu), г⋅с-1
Таблица 2
На основании результатов, приведенных в примерах, фигурах и таблице, видно, что предлагаемое изобретение решает задачу нанесения электропроводящего твердосмазочного износостойкого покрытия на кинематические контактные пары из меди, функционирующие в условиях вакуума и может быть использовано для увеличения срока эксплуатации медных вращающихся контактных деталей токосъемников космических аппаратов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ТИТАНОВЫЕ СПЛАВЫ | 2012 |
|
RU2502828C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2379378C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛООТРАЖАЮЩЕГО ПОКРЫТИЯ НА СТЕКЛЕ | 1999 |
|
RU2165998C2 |
| Способ получения антифреттингового покрытия | 2022 |
|
RU2777090C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2015 |
|
RU2591932C1 |
| ПЛАНАРНЫЙ МАГНЕТРОН С РОТАЦИОННЫМ ЦЕНТРАЛЬНЫМ АНОДОМ | 2022 |
|
RU2792977C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ КЕРАМИКИ В ВАКУУМЕ | 2009 |
|
RU2407820C1 |


Изобретение относится к способу нанесения композиционного электропроводящего твердосмазочного износостойкого покрытия на кинематические контактные пары из медных сплавов и может быть использовано в авиапромышленности, машиностроении и других областях. Осуществляют импульсное магнетронное распыление катода из меди марки М1 с кольцевыми концентрическими пазами, в которые запрессован порошок дисульфида молибдена для ионно-плазменного осаждения слоя системы Cu-Mo-S, содержащего дисульфид молибдена, легированный медью, и имеющего волокнисто-глобулярную структуру, состоящую из смеси нанозерен фазы Шевреля Cu2Mo6S8 и нанокубоидов чистой меди. В другом варианте осуществления изобретения после ионно-плазменного осаждения упомянутого слоя системы Cu-Mo-S импульсным магнетронным распылением наносят слой меди. Затем наносят чередованием указанные слои до достижения трех слоев системы Cu-Mo-S каждый толщиной не менее 60 мкм с промежуточными слоями меди толщиной не более 1 мкм с получением композиционного покрытия общей толщиной не менее 180 мкм. Обеспечивается получение электропроводящего твердосмазочного износостойкого покрытия на кинематических контактных парах из медных сплавов, функционирующих в условиях вакуума, и увеличение их срока эксплуатации не менее чем в 200 раз. 2 н. и 3 з.п. ф-лы, 4 ил., 2 табл., 2 пр.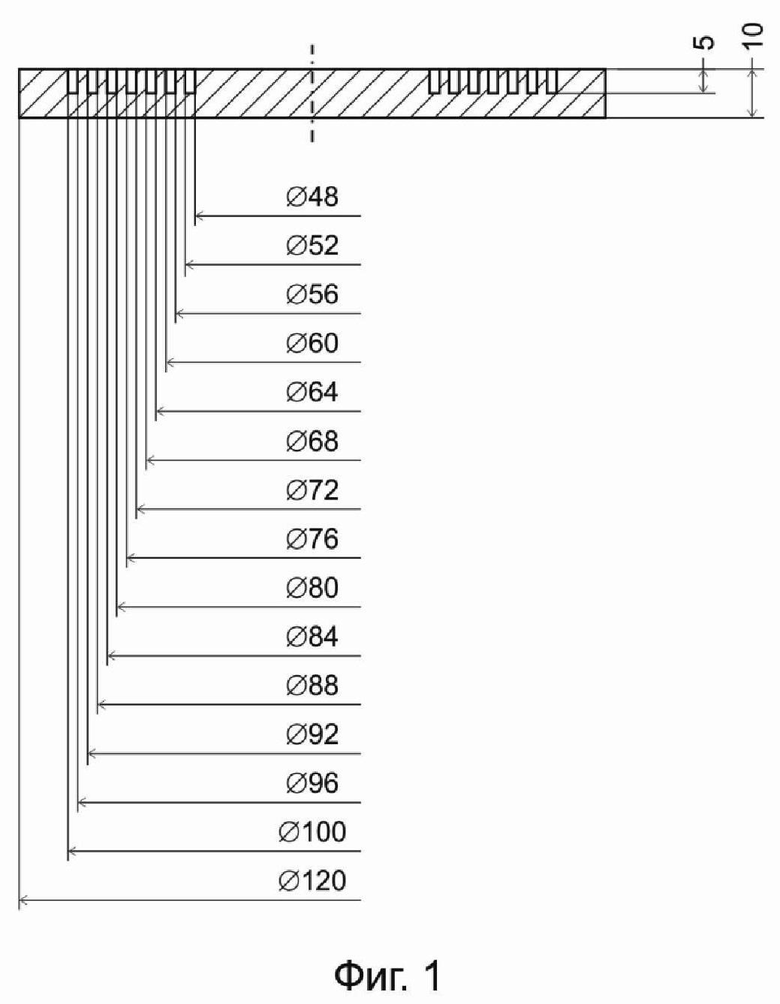
1. Способ нанесения композиционного электропроводящего твердосмазочного износостойкого покрытия на кинематические контактные пары из медных сплавов, характеризующийся тем, что осуществляют импульсное магнетронное распыление катода из меди марки М1 с кольцевыми концентрическими пазами, в которые запрессован порошок дисульфида молибдена для ионно-плазменного осаждения слоя системы Cu-Mo-S, содержащего дисульфид молибдена, легированный медью, и имеющего волокнисто-глобулярную структуру, состоящую из смеси нанозерен фазы Шевреля Cu2Mo6S8 и нанокубоидов чистой меди.
2. Способ по п. 1, отличающийся тем, что указанное композиционное покрытие, полученное магнетронным распылением упомянутого катода, имеет соотношение компонентов: медь 60-62 ат.%, молибден 12-14 ат.%, сера остальное.
3. Способ по п. 1, отличающийся тем, что слой системы Cu-Mo-S выполняют толщиной не менее чем 60 мкм и не более чем 65 мкм.
4. Способ по п. 1, отличающийся тем, что в качестве медного сплава для кинематических контактных пар используют медный сплав марки М1.
5. Способ нанесения композиционного электропроводящего твердосмазочного износостойкого покрытия на кинематические контактные пары из медных сплавов, характеризующийся тем, что осуществляют импульсное магнетронное распыление катода из меди марки М1 с кольцевыми концентрическими пазами, в которые запрессован порошок дисульфида молибдена для ионно-плазменного осаждения слоя системы Cu-Mo-S, содержащего дисульфид молибдена, легированный медью, и имеющего волокнисто-глобулярную структуру, состоящую из смеси нанозерен фазы Шевреля Cu2Mo6S8 и нанокубоидов чистой меди, затем импульсным магнетронным распылением наносят слой меди, после чего наносят чередованием указанные слои до достижения трех слоев системы Cu-Mo-S каждый толщиной не менее 60 мкм с промежуточными слоями меди толщиной не более 1 мкм с получением композиционного покрытия общей толщиной не менее 180 мкм.
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ И ЭЛЕМЕНТ КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2009 |
|
RU2477339C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ КЕРАМИКИ В ВАКУУМЕ | 2009 |
|
RU2407820C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| Способ снижения переходного контактного сопротивления в конструкциях передачи электрической энергии большой мощности | 2020 |
|
RU2732367C1 |
| US 20150315697 A1, 05.11.2015 | |||
| KR 1020140041397 A, 04.04.2014. | |||

