Изобретение относится к области черной металлургии, а именно, к производству железорудных окатышей и агломерата.
Известен способ получения окатышей, включающий формирование гарнисажа на днище окомкователя, подачу влажной шихты, содержащей до 2% угольной мелочи, в окомкователь, очистку гарнисажа, формирование на днище окомкователя зоны, занятой окатышами, и зоны, свободной от окатышей, термообработку (см. Ручкин И.Е. Производство железорудных окатышей, М.: Металлургия, 1976, с. 82-92). Недостатком способом является низкое качество окатышей и высокий расход топлива при термообработке.
Наиболее близким по технической сущности и достигаемому результату является способ получения окатышей, включающий формирование гарнисажа на днище окомкователя, загрузку влажной шихты в окомкователь двумя потоками, подачу в первый поток шихты угольной мелочи в количестве 2-6% от его расхода и подогретых до 30-90°С шламов отработанного моторного масла в количестве 1-8% от расхода шихты первого потока, введение их в поток сжатого воздуха, формирование на днище окомкователя зоны, занятой шихтой и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением поверхности гарнисажа в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого плотного слоя влажной шихты на зародыши ребрами делителей, очистку гарнисажа от зародышей, формирование оболочки окатышей доокомкованием зародышей шихтой второго потока до окатышей, термообработку (см. Патент №2750432, Россия, МПК8 С22В 1/24, Б. И. №19, заявлено 9.10.2020).
Недостатками известного способа получения окатышей являются пониженное качество окатышей и прочность, повышенный расход топлива на термообработку. Они обусловлены высокой вязкостью шламов отработанного моторного масла (ШОММ), низкой связующей способностью ШОММ и отсутствием операции смешивания компонентов смеси перед напылением шихты на гарнисаж. Недостатком способа является налипание масляной угольно-шламошихтовой массы на поверхность ребер делителей, что затрудняет процесс деления напыленного слоя и формирования зародышей. В результате этого затрудняется процесс зародышеобразования и формирования сырых окатышей, что уменьшает производительность способа. При термообработке происходит очаговое тепловыделение с образованием спеков и формируется неравномерная пористость обожженных окатышей. Вследствие этого приходится снижать температуру сушки и обжига. В результате этого падает качество окатышей, их прочность и происходит перерасход топлива, подаваемого в отапливаемые зоны обжиговой машины, из-за повышенной длительности термообработки.
Техническая проблема, решаемая предлагаемым изобретением, - повышение прочности и выхода годных окатышей, расширение технологических возможностей устройства, реализующего способ получения окатышей, утилизация горючих органических отходов целлюлозно-бумажного производства, обладающих вяжущими свойствами и позволяющими повысить пластические свойства угольно-шламошихтовой смеси и сформировать равномерную структуру окатышей с проницаемой пористостью в центре окатыша.
Техническая проблема решается тем, что в известном способе получения окатышей, включающем формирование гарнисажа на днище окомковател, загрузку влажной шихты в окомкователь двумя потоками, подачу в первый поток шихты угольной мелочи в количестве 2-6% от его расхода и подогретых до температуры 30-90°С шламов отработанного моторного масла в количестве 1-8% от расхода шихты первого потока, введение их в поток сжатого воздуха, формирование на днище окомкователя зоны занятой шихтой и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением поверхности гарнисажа в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого плотного слоя влажной шихты на зародыши ребрами делителей, очистку гарнисажа от зародышей, формирование оболочки окатышей доокомкованием зародышей шихтой второго потока до окатышей, термообработку, согласно изобретению, перед подачей шламов отработанного моторного масла в первый поток шихты в них вводят сульфитно-дрожжевую бражку в количестве 5-50% от массы шламов и перемешивают в лопастном смесителе, формируя основной поток легкотекучей масляной жидкости, которую подогревают, а затем угольную мелочь, шихту и легкотекучую масляную жидкость, подают в барабанный смеситель и перемешивают в течение 1-10 минут, после чего, полученную смесь направляют в поток сжатого воздуха, при этом поверхность ребер делителей смачивают легкотекучей масляной жидкостью, которую отбирают из основного потока жидкости, и подают по тракту подачи масляной жидкости к ребрам делителей с помощью форсунок.
Технический результат, получаемый при использовании изобретения, заключается в снижении вязкости ШОММ, путем введения в него разбавителя сульфитно-дрожжевой бражки (СДБ) в количестве 5-50% от массы шламов, которая обладает более низкой вязкостью и более высокими связующими свойствами. СДБ является органическим отходом целлюлозно-бумажного производства и широко используется в технике в качестве связующего. Смешивание в смесителе ШОММ и СДБ позволяет сформировать основной поток легкотекучей масляной жидкости, которую подогревают до 30-90°С, а затем перемешивают в течение 1-10 мин в барабанном смесителе с угольной мелочью и шихтой, для повышения равномерности содержания компонентов по массе. После чего, полученную смесь, направляют в поток сжатого воздуха и формируют плотный слой шихты. Устранить налипание влажной шихты на металлические ребра делителей позволяет смачивание их поверхности легкотекучей масляной жидкостью, которую отбирают из основного потока и по тракту подачи масляной жидкости подают к форсункам. Наличие СДБ в полученной смеси способствует повышению коэффициента напыления шихты, увеличению прочности зародышей, а также и окатышей, обеспечивает высокую равномерность их структурных свойств, а при термообработке окатышей формирует равномерный источник теплогенерации в его центральной части. Указанные технологические операции позволяют повысить коэффициент напыления смеси до 0,85, снизить потери шихты в процессе зародышеобразования и повысить выход годного. Высокие вяжущие характеристики СДБ и пластические свойства напыляемой смеси позволяют избежать трещинообразования и снижения прочности зародышей, что повышает прочность окатышей и формирует равномерные структурные свойства у окатышей. Использование для разбавления шламов ОММ сульфитно-дрожжевой бражки и формирования легкоподвижной масляной жидкости в технике подготовки металлургического сырья предложено впервые.
Чтобы обеспечить повышенное количество прочных зародышей для процесса окомкования, в ШОММ предварительно вводят сульфитно-дрожжевую бражку (СДБ) в количестве 5-50% от массы ШОММ. Если количество СДБ в основном потоке легкотекучей масляной жидкости будет составлять менее 5% от массы ШОММ, то пластические и вяжущие свойства шихты снизятся, прочность зародышей будет низкой, их количества будет недостаточно для роста окатышей и производительность способа уменьшится. Если количество СДБ в основном потоке легкотекучей масляной жидкости будет составлять более 50% от массы ШОММ, то угольно-шламошихтовая смесь приобретет свойства вязкой жидкости, напыление и зародышеобразование будут затруднены, зародышей будет недостаточно для роста окатышей и производительность способа уменьшится.
Для повышения равномерности свойств плотного слоя шихты смесь, содержащую угольную мелочь, шихту и легкотекучую масляную жидкость, необходимо перемешивать в барабанном смесителе в течение 1-10 минут, Если смесь, содержащую угольную мелочь, шихту и легкотекучую масляную жидкость, перемешивать в барабанном смесителе менее 1 минуты, то нельзя будет достичь равномерных свойств у плотного слоя шихты, что противоречит задаче изобретения. Если смесь, содержащую угольную мелочь, шихту и легкотекучую масляную жидкость, перемешивать в барабанном смесителе более 10 минут, то увеличения равномерности свойств у напыленного слоя шихты не произойдет, но при этом возрастут эксплуатационные затраты, что противоречит задаче изобретения.
Для эффективного распыления компонентов смеси струей и формирования плотного слоя шихты без дефектов, трещин и расслоений вязкость легкотекучей масляной жидкости необходимо снизить подогревом до температуры 30-90°С. Если температура подогрева легкотекучей масляной жидкости будет менее 30°С, то ее вязкость будет недостаточной и процесс равномерного распыления компонентов смеси нарушится и структурные свойства окатышей (прочность, плотность, пористость) будут низкими, что противоречит задаче изобретения. Если температура подогрева легкотекучей масляной жидкости будет более 90°С, то появляется возможность ее испарения и вспышки по ходу технологии, что нарушает процесс напыления шихты и зародышеобразования и противоречит задаче изобретения.
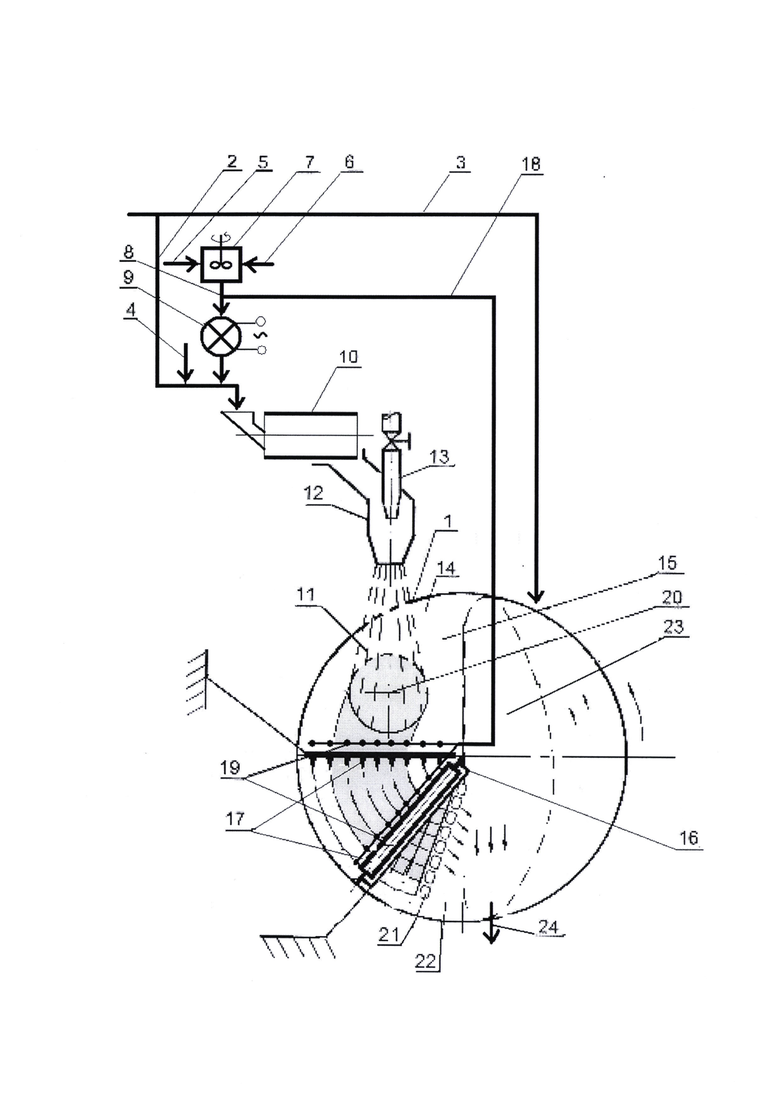
Способ получения окатышей реализуется с помощью устройства, изображенного на чертеже. Устройство содержит тарельчатый окомкователь 1, в который подается влажная шихта потоком 2 и потоком 3. В поток 2 вводят угольную мелочь 4. В качестве пластифицирующей и топливной добавки используют шламы 5 ОММ. Для снижения вязкости и повышения связующих свойств шламов ОММ применяют СДБ 6. В качестве устройства для перемешивания шламов ОММ и сульфитно-дрожжевой бражки применяют лопастный смеситель 7, в котором образуется легкоподвижная масляная жидкость, которая на выходе из смесителя формирует основной поток легкоподвижной масляной жидкости 8. Для подогрева легкоподвижной масляной жидкости до температуры 30-90°С установлен электроподогреватель 9. Для смешивания компонентов смеси, содержащих угольную мелочь, шихту и легкоподвижную масляную жидкость, применяется барабанный смеситель 10. Для формирования газоугольно-шламошихтовой струи 11 служит струйный аппарат 12. Струйный аппарат содержит корпус и тракт подачи сжатого воздуха 13. Окомкователь 1 содержит днище 14, шихтовый гарнисаж 15, делитель 16, снабженный ребрами 17. Для смачивания ребер делителя 16 легкоподвижной масляной жидкостью, отбираемой из основного потока 8, сооружен тракт подачи масляной жидкости 18 снабженный форсунками 19. В процессе работы устройства образуется плотный слой влажной шихты 20, на котором наносятся разрезы, после чего формируются влажные шихтовые зародыши 21. Для увлажнения зародышей перед доокомкованием, установлена вспомогательная форсунка (на фигуре не обозначена). На днище окомкователя формируется зона 22, свободная от шихты, и зона 23, занятая доокомкованием зародышей шихтой второго потока до окатышей. В процессе работы окомкователя образуются кондиционные окатыши 24, которые направляются на термообработку.
Способ получения окатышей осуществляется следующим образом. В тарельчатый окомкователь 1 подается влажная шихта потоком 2 и потоком 3. Расход шихты в потоке 2 составляет 0,2-0,4 от общего расхода шихты, в потоке 3 расход шихты составляет 0,6-0,8 от общего расхода шихты, загружаемого в окомкователь 1. В поток 2 вводят угольную мелочь 4. В качестве пластифицирующей и топливной добавки в поток 2 вводят шламы 5 ОММ с сульфитно-дрожжевой бражкой 6, что способствует снижению вязкости и повышению связующих свойств шламов ОММ. Перемешивание ШОММ и сульфитно-дрожжевой бражки осуществляют в лопастном смесителе 7, в котором образуется легкоподвижная масляная жидкость, которая на выходе из смесителя 7 формирует основной поток 8 легкоподвижной масляной жидкости. Подогрев легкоподвижной масляной жидкости до температуры 30-90°С осуществляют в электроподогревателе 9. Компоненты смеси, угольную мелочь, шихту и легкотекучую масляную жидкость, подают в барабанный смеситель 10 и в течение 1-10 минут перемешивают. Шихта потока 2, угольная мелочь 4 и легкоподвижная масляная жидкость 8 в состоянии равномерно перемешанной угольно-шламошихтовой смеси поступают в корпус струйного аппарата 12. Угольно-шламошихтовая смесь ускоряется сжатым воздухом, истекающим из тракта 13, и формирует газоугольно-шламошихтовую струю 11. В процессе работы окомкователя 1 на днище 14 формируется гарнисаж 15. Струя 11 напыляет смесь угольной мелочи, влажной шихты и легкоподвижной масляной жидкости на поверхность движущегося гарнисажа 15 в зоне 22 и образует плотный слой влажной шихты 20. Перед делением плотного слоя шихты на зародыши выполняют смачивание ребер 17 делителя 16 легкоподвижной масляной жидкостью, отбираемой из основного потока жидкости 8, которую подают по тракту масляной жидкости 18 к форсунокам 19. Плотный слой шихты 20 набегает на смоченные масляной жидкостью ребра 17 делителя 16, которые формируют влажные зародыши 21. Зародыши 21 под действием собственного веса ссыпаются вниз тарели и поступают в зону 23, куда подается шихта потока 3 на доокомкование зародышей. Комкуемые зародыши увлажняются тонкораспыленным потоком воды из вспомогательной форсунки (на чертеже не показана). В процессе работы окомкователя 1 образуются кондиционные окатыши 24, которые направляются на термообработку (сушку и обжиг).
Пример. Отработку способа получения окатышей проводили на установке, выполненной согласно технической схеме, показанной на чертеже. В рабочее пространство окомкователя 1 диаметром 0,62 м загружали 10 кг влажной шихты, содержащей концентрат Тейского месторождения и 1% бентонита. Шихту загружали двумя потоками. В первый поток 2 шихты подавали угольную мелочь фракции 0-0,1 мм в количестве 6% от расхода шихты в нем и дополнительно 8% шламов 5 ОММ, полученных центробежной очисткой и фильтрованием ОММ ДВС автомобиля «КАМАЗ». Перед подачей шламов отработанного моторного масла в первый поток 2 шихты в них вводили сульфитно-дрожжевую бражку 6 и перемешивали в лопастном смесителе 7 диаметром 200 мм, формируя основной поток 8 легкотекучей масляной жидкости. После чего легкоподвижную масляную жидкость подогревали до температуры 30-90°С в электроподогревателе 9 мощностью 1 кВт. Первый поток шихты, угольную мелочь и легкотекучую масляную жидкость загружали в барабанный смеситель 10 диаметром 250 мм и перемешивали в течение 5 минут. После этого смесь загружали в струйный аппарат 12 и напыляли сжатым воздухом на гарнисаж. При давлении сжатого воздуха 0,2 МПА, расходе 0,6 м3/мин и расстоянии 0,3-0,4 м от гарнисажа струйный аппарат 12 обеспечивал коэффициент напыления, равный 0,73-0,85. Ребра делителя 17 выполняли из нержавеющей стали толщиной 0,5 мм. Диаметр барабана составлял 60 мм, а его длина 250 мм. Сжатый воздух подавали от передвижной компрессорной установки КУ-22. Смачивание ребер масляной жидкостью проводили форсункой, работающей на сжатом воздухе. Масляную жидкость отбирали из основного потока 8 легкотекучей масляной жидкости. Воду, подаваемую на увлажнение, распыляли сжатым воздухом. В процессе экспериментов меняли количество СДБ в шламах ОММ. После доокомкования зародышей вторым потоком шихты определяли выход кондиционных окатышей диаметром 10-15 мм. После обжига определяли прочность окатышей на сжатие. Равномерность распределения пор по сечению окатыша оценивали на оптическом микроскопе. Тепловые затраты и расход топлива рассчитывали. Результаты экспериментов и расчетов представлены в таблице.

Как видно из приведенных данных, способ получения окатышей, основанный на формировании зародышей, содержащих угольную мелочь, шламы ОММ, разбавленные СДБ в количестве 5-50% от массы шламов, и смешивании угольной мелочи, шихты, легкоподвижной масляной жидкости на основе ШОММ и СДБ в течение 1-10 минут, на напылении угольно-шламошихтовой смеси струйным аппаратом, работающим с коэффициентом напыления, равным 0,73-0,85, позволяет повысить прочность окатышей на 1,0-5,9% за счет более высокой равномерности распределения пор по сечению окатышей, увеличить производительность окомкователя на 1,3-2,9% и снизить расход топлива на термообработку на 0,5-2,6%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения окатышей | 2024 |
|
RU2823210C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2020 |
|
RU2750432C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2022 |
|
RU2782895C1 |
| Способ получения окатышей | 2016 |
|
RU2634524C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2402619C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2013 |
|
RU2529140C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2018 |
|
RU2673588C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2010 |
|
RU2433194C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2013 |
|
RU2537982C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2008 |
|
RU2385351C1 |
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей. Влажную шихту подают в окомкователь двумя потоками и осуществляют формирование гарнисажа на днище окомкователя. В первый поток шихты подают угольную мелочь в количестве 2-6% от его расхода. Шламы отработанного моторного масла в количестве 1-8% от расхода шихты первого потока смешивают с сульфитно-дрожжевой бражкой в количестве 5-50% от массы шламов, формируя основной поток легкотекучей масляной жидкости, которую затем подогревают. Смесь, содержащую угольную мелочь, шихту и легкотекучую масляную жидкость, подают в барабанный смеситель и перемешивают в течение 1-10 мин, после чего направляют в поток сжатого воздуха. На днище окомкователя формируют зону, занятую шихтой, и зону, свободную от шихты. Осуществляют зародышеобразование путем напыления поверхности гарнисажа с получением плотного слоя шихты в зоне, свободной от шихты. Делят упомянутый плотный слой влажной шихты на зародыши ребрами делителей. Проводят очистку гарнисажа от зародышей. Формируют оболочку окатышей доокомкованием зародышей шихтой второго потока до окатышей. Осуществляют термообработку окатышей. Поверхность ребер делителей смачивают легкотекучей масляной жидкостью, которую отбирают из основного потока жидкости, и подают по тракту подачи масляной жидкости к ребрам делителя с помощью форсунок. Изобретение обеспечивает повышение прочности обожженных окатышей, снижение расхода топлива, утилизацию горючих отходов промышленности. 1 ил., 1 табл., 1 пр.
Способ получения окатышей, включающий формирование гарнисажа на днище окомкователя, загрузку влажной шихты в окомкователь двумя потоками, подачу в первый поток угольной мелочи в количестве 2-6% от его расхода и подогретых до температуры 30-90°С шламов отработанного моторного масла в количестве 1-8% от расхода шихты первого потока, введение смеси в поток сжатого воздуха, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением поверхности гарнисажа в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого плотного слоя влажной шихты на зародыши ребрами делителей, очистку гарнисажа от зародышей, формирование оболочки окатышей доокомкованием зародышей шихтой второго потока до окатышей и термообработку, отличающийся тем, что перед подачей шламов отработанного моторного масла в первый поток шихты в них вводят сульфитно-дрожжевую бражку в количестве 5-50% от массы шламов и перемешивают в лопастном смесителе с формированием основного потока легкотекучей масляной жидкости, которую подогревают, а затем угольную мелочь, шихту и легкотекучую масляную жидкость подают в барабанный смеситель и перемешивают в течение 1-10 мин, после чего полученную смесь направляют в поток сжатого воздуха, при этом поверхность ребер делителей смачивают легкотекучей масляной жидкостью, которую отбирают из основного потока жидкости, и подают по тракту подачи масляной жидкости к ребрам делителей с помощью форсунок.
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2020 |
|
RU2750432C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2402619C1 |
| СПОСОБ ОКУСКОВАНИЯ МЕЛКОДИСПЕРСНЫХ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА С ИСПОЛЬЗОВАНИЕМ ОРГАНИЧЕСКОГО СВЯЗУЮЩЕГО | 2005 |
|
RU2272848C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ ИЗ ЖЕЛЕЗОРУДНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2092590C1 |
| EP 916742 B2, 22.03.2006 | |||
| JP 2009280849 A, 03.12.2009 | |||
| JP 5308711 B2, 09.10.2013. | |||

