Изобретение относится к способам нанесения коррозионностойких, износостойких, ударостойких и трещиностойких покрытий и может быть использовано в химической, машиностроительной, горно- и нефтедобывающей промышленности, в инструментальном и ремонтном производствах для повышения защитных свойств поверхности инструмента и пар трения в агрессивной среде, в частности в 3% NaCl и 5% NaOH, а также повышения их теплостойкости при обработке в условиях сухого трения.
Известен способ получения покрытия CrAlN совместным распылением бинарной мишени CrAl с соотношением площадей Cr:Al=1:1 (Oscar Mauricio Sánchez Quintero, Willian Aperador Chaparro, Leonid Ipaz. Influence of the Microstructure on the Electrochemical Properties of Al-Cr-N Coatings Deposited by Co-sputtering Method from a Cr-Al Binary Target // Materials Research. 2013; 16(1): 204-214). Покрытие CrAlN нанесено на стальные подложки AISI H13 с помощью реактивной системы совместного распыления магнетрона постоянного тока с бинарной мишенью, состоящей из хрома (99,95%) и алюминия (99,99%) в атмосфере газовой смеси Ar / N2 (90/10). К мишени подавали мощность 40 Вт. Бинарная мишень и подложка были очищены распылением в течение 20 минут перед осаждением покрытия. Буферный слой AlCr толщиной около 100 нм был предварительно нанесен в течение 4 минут, чтобы улучшить адгезию CrAlN к стальной подложке. Во время процесса нанесения покрытия CrAlN в течение 1 часа температура подложки (400°C) и расстояние мишень-подложка (5,0 см) поддерживались постоянными.
Более низкая скорость коррозии и более сильная антикоррозийная защита от коррозии характеризуется, как известно, более положительным потенциалом коррозии Eкор, более низкой величиной плотности тока коррозии iкор и более высоким поляризационным сопротивлением Rп по отношению к аналогичным величинам подложки. Защитная эффективность покрытий оценивается по iкор в зависимости от аналогичных характеристик подложки по формуле Р1=[1-(iкор покр/iкор подл)]*100 [Zhiwei Wu, Zhiyong Cheng, Haiyan Zhang, Zhaojun Xu, Yan Wang, and Fei Zhou. Electrochemical and Tribological Properties of CrAlN, TiAlN, and CrTiN Coatings in Water-Based Cutting Fluid // Journal of Materials Engineering and Performance. 2020. 29(4), с. 2153-2163] и отношениям Р2=Eкор покр / Eкор подл и Р3=Rп покр / Rп подл. Для известного способа соответствуют: Р1=(1-0,000147/0,00329)·100=64%; Р2=-0,321/0,886= - 0,36 и Р3=133000/9040=14,7.
Недостатком известного способа является использование бинарной мишени CrAl с соотношением площадей Cr:Al=1:1 без учета различного давления пара Cr и Al (у Cr (РCr=1,05⋅10-4 г/(см2⋅с) намного большее давление пара, чем у Al (РAl=7,9⋅10-5 г/(см2·с)), что не позволяет управлять элементным составом покрытия в связи с распылением композиционной CrAl. Кроме того, покрытие CrAlN известного способа на основе c-AlN, c-CrN, h-AlN и h-AlN не содержит трехкомпонентной орторомбической 93,135% δ-Cr0,57Al0,43N фазы и гексагональной фазы 1,53% h-Cr2N фаз с наибольшей коррозионной стойкостью.
Наиболее близким к заявляемому способу по совокупности существенных признаков является способ получения коррозионностойкого покрытия, осажденного с использованием технологии HIPIMS, основанном на совместном распылении высокоэнергетических импульсных мишеней CrAl с атомным соотношением двух элементов Cr и Al 3:7 и биполярных импульсных мишеней. Перед осаждением 10 слоев из чередующихся металлического слоя CrAl и керамического слоя CrAlN проводят ионную очистку поверхности подложки из быстрорежущей стали при давлении аргона 2 Па в течение 10 мин при напряжении смещения -1000 В до температуры 400°C. Средняя твердость подложки из быстрорежущей стали - 63 HRC (CN 110241387 А 种基于HIPIMS技术的CrAIN涂层制备方法 (Способ получения покрытия CrAIN на основе технологии HIPIMS).
Время осаждения металлического слоя CrAl и керамического слоя CrAlN, нанесенных друг на друга регулируется до 10 минут, и слои наносятся поочередно; ток мишени ионного покрытия дуги составляет 120 A, а смещение подложки составляет -40 В, без азота при осаждении металлического слоя сплава, скорость потока азота составляет 70 см3/мин при нанесении керамического слоя. Мощность распыления биполярной мишени составляет 8 Вт, мощность распыления высокоимпульсной мишени составляет 8 Вт, напряжение смещения подложки составляет -60 В, расход азота во время нанесения керамического слоя составляет 100 см3/мин.
Для прототипа соответствуют коррозионные свойства покрытия: Р1=(1-0,013/15,7) 100=99,9%; Р2=-0,296/0,33=- 0,90 и Р3=3335/1.7=1962.
Недостатком известного способа, принятого за прототип, является использование металлических промежуточных слоев CrAl с меньшей коррозионной стойкостью по сравнению с CrAlN, что привело к меньшему потенциалу коррозии по сравнению с подложкой. Второй недостаток данного способа - невозможность управления элементным составом покрытия в связи с распылением композиционной CrAl с атомным соотношением двух элементов Cr и Al 3:7. В связи с большим давлением пара Cr по сравнению с Al нет возможности увеличить давление пара Al путем повышения мощности на Al мишени. Покрытие CrAlN, выбранное за прототип, содержит поры, ухудшающие коррозионную стойкость всего покрытия.
Задачей изобретения является получение покрытия с высокими коррозионностойкими, износостойкими, ударостойкими и трещиностойкими свойствами и высокой адгезионной прочностью подслоя с материалом подложки и между слоями.
Поставленная задача была решена за счет того, что в известном способе получения коррозионностойкого покрытия, включающем ионную очистку подложки и нанесение слоев Cr1-xAlxN методом импульсного магнетронного распыления (ИМР), согласно изобретения перед ионной очисткой проводят очистку подложки-инструмента и/или детали в оснастке в тлеющем разряде двух хромовых магнетронов в среде аргона в течение 10-15 мин, давлении в камере 0,4-0,5 Па в среде аргона при напряжении смещения: 800-900 В и токе на магнетроне 1-2 A, ионную очистку проводят двумя дуговыми испарителями с титановыми катодами в течение 5-15 мин при напряжении на подложке: 800-900 В, давлении в вакуумной камере Р=0,5⋅10-3 Па с нагревом подложки до температуры 300-350°С, затем, не выключая дуговые испарители с титановыми катодами, наносят подслой TiN дуговиком в среде аргона и азота методом электродугового испарения при отрицательном напряжении смещения на подложке - 180-200 В, давлении 0,4-0,5 Па, токе дуги Ti 80-90 А, расстоянии катод-подложка 200-220 мм, затем при отключении дуговых испарителей и подаче на все магнетроны тока 7-8 А, напряжения смещения на подложке - 80-90 В наносят чередующиеся слои нитрида хрома и алюминия Cr1-xAlxN с диаметром кристаллитов 30-50 нм и 60-100 нм в газовой смеси азота и аргона при давлении 0,4-0,5 Па и соотношении N2/Ar 5-10/95-90% для формирования кристаллитов с диаметром 30-50 нм и соотношении N2/Ar 15-20/85-80% для формирования кристаллитов с диаметром 60-100 нм при мощности на магнетронах с хромовыми мишенями (NCr) 3,5-4,0 кВт и на магнетронах с алюминиевыми мишенями NAl=3,0-3,2 кВт, при давлении 0,5 Па, скорости вращения сателлитов подложкодержателя с планетарным механизмом V=20-25 об/мин, расстоянии мишень-подложка L=160…170 мм и температуре процесса осаждения 200-250°С, при этом при осаждении слоя Cr1-xAlxN с диаметром кристаллитов 30-50 нм магнетронное распыление проводят при работающих двух хромовых и двух алюминиевых мишенях при содержании азота в вакуумной камере 5-10% в течение не менее 40-50 мин, а при осаждении слоя Cr1-xAlxN с диаметром кристаллитов 60-100 нм магнетронное распыление проводят при содержании азота 15-20% в течение не менее 10-20 мин, причём осаждение чередующихся слоёв повторяют не менее двух раз и верхним наносят аморфный слой Cr1-xAlxN при содержании азота 20-25% в течение не менее 10-15 мин, при этом нанесение всех слоёв проводят на расстоянии от мишеней до подложки 160-170 мм, со скоростью вращения сателлитов планетарного механизма, где закреплены инструмент и/или детали, 20-25 об/мин и температуре подложки 200-250°С.
Слой Cr1-xAlxN имеет нанокристаллическую столбчатую микроструктуру на основе орторомбической 93,135% δ-Cr0,57Al0,43N фазы с минимальным количеством фаз: кубической 5% с-AlN, гексагональной 1,53% h-Cr2N фаз и вюрцитной 0,36% w-AlN увеличивает коррозионную стойкость покрытия.
Использование двух магнетронов с хромовыми мишенями и двух магнетронов с алюминиевыми мишенями с импульсными источниками питания в процессе осаждения чередующихся слоев Cr1-xAlxN позволит увеличить плотность энергии плазмы и получить плотные слои с максимальным защитным эффектом.
Проведение ионной очистки подложки в дуговом разряде позволит создать оптимальные условия для очистки поверхности подложки от остатков загрязнений, распыления окисной пленки, нагрева ее поверхности и повышения в конечном итоге адгезионной прочности покрытия с поверхностью подложки без снижения ее прочностных свойств.
Использование двух дуговых испарителей с титановыми катодами в процессе осаждения подслоя TiN позволит обеспечить высокую адгезию чередующихся слоев Cr1-xAlxN к подложке.
В заявляемом способе (подложка 40Х - подслой TiN- чередующие слои *Cr1-xAlxN(30-50 нм)-Cr1-xAlxN(60-100нм)* - верхний аморфный слой Cr1-xAlxN.
Использование двух дуговых испарителей с титановыми катодами в процессе ионной очистки позволит нагреть подложку до 300-350°С, обеспечить нанометровый слой титана на подложке, снизить напряжения на границе раздела подложка-покрытие, обеспечить оптимальную температуру протекания начальной стадии структурообразования подслоя TiN электродуговым испарителем в равновесных температурных условиях, управлять процессом структурообразования подслоя и гарантировать высокую адгезию подслоя TiN к подложке и первому из чередующихся слоев Cr1-xAlxN, увеличить сопротивляемость покрытия к действию высоких контактных нагрузок.
Многократное (не менее двух раз) чередование слоёв нитрида хрома и алюминия Cr1-xAlxN с различным размером кристаллитов 30-50 нм и 60-100 нм и нанесение верхнего аморфного слоя Cr1-xAlxN позволит сформировать покрытие с высокими коррозионностойкими, износостойкими, ударостойкими и трещиностойкими свойствами и высокой адгезионной прочностью подслоя с материалом подложки и между слоями.
Нанесение слоя нитрида хрома и алюминия Cr1-xAlxN с диаметром кристаллитов 30-50 на в газовой смеси аргона и азота при парциальном давлении 0,4-0,5 Па и соотношении N2/Ar 5-10/95-90% при распыляемых двух хромовых и двух алюминиевых мишенях и создании мощности магнетронного разряда на двух алюминиевых мишенях 3,0-3,2 А и мощности магнетронного разряда на двух хромовых мишенях 3,5-4,0 А в течение не менее 40-50 мин обеспечит образование в Cr1-xAlxN покрытии максимального количества орторомбической 93,135% δ-Cr0,57Al0,43N фазы и 1,53% h-Cr2N фаз, обладающими наиболее высокими коррозионностойкими свойствами, а также верхний аморфный слой Cr1-xAlxN в течение не менее 10-15 мин обеспечит высокие ударостойкие и трещиностойкие свойства, повысит сопротивляемость подложки к воздействию агрессивной среды в связи с образованием на поверхности покрытия при эксплуатации двух прочных оксидных пленок Al2O3 и Cr2O3.
Нанесение верхнего аморфного слоя Cr1-xAlxN и при тех же значениях парциального давления и мощности магнетронного разряда проводят при увеличении содержания азота в газовой смеси до 20-25% и соотношении N2/Ar 15-20/85-80%, что позволит получать слои с улучшенными ударостойкими и трещиностойкими свойствами.
Стабильность поддержания задаваемого рабочего давления 0,4-0,5 Па обеспечивает устойчивую работу магнетронов и стабильное структурное состояние, состав и свойства чередующихся слоев осаждаемого покрытия.
Заявляемые соотношения реакционного и инертного газов в газовой смеси в зависимости от размера кристаллитов поддерживают соотношение δ-Cr0,57Al0,43N, с-AlN, h-Cr2N и w-AlN фаз в слое Cr1-xAlxN и покрытии в целом, постоянное направление преимущественной кристаллографической ориентации кристаллитов покрытия и обеспечит максимальную микротвердость и минимальные внутренние напряжения.
Вращение сателлитов подложкодержателя с планетарным механизмом, где закреплены образцы и/или детали, 20-25 об/мин позволяет получать наноразмерные чередующиеся слои Cr1-xAlxN толщиной 10-20 нм. Нанесение слоёв покрытия на расстоянии от мишеней до подложки 160-170 мм позволит получить требуемую плотность потока пленкообразующих частиц.
При осаждении многослойного покрытия поддерживается температура осаждаемых слоев 200-250°С и тем самым регулируется поверхностная энергия слоев, что приводит к формированию покрытия с контролируемыми структурой и свойствами. Температура 200-250°С позволит использовать способ для упрочнения материалов с низкой температурой отпуска.
Для заявленного способа соответствуют коррозионностойкие свойства покрытия соответствуют: Р1=(1-0,2/14,7)⋅100=99%; Р2=+0,375/0,35=+1,25 и Р3=∞/3.2=неограниченное возрастание при уменьшении частоты, что превосходит защитный эффект аналога и прототипа.
Предлагаемый способ иллюстрируется чертежами, представленными на фиг. 1-8.
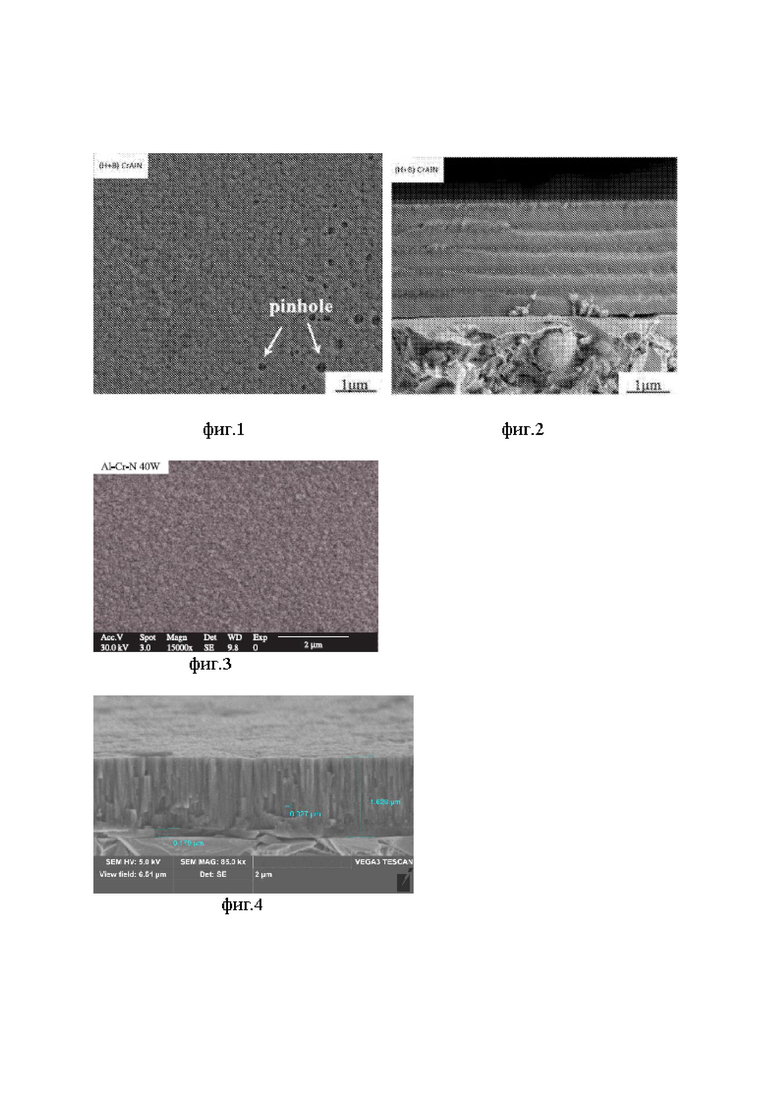
На фиг. 1 (поверхность покрытия) и фиг. 2 (излом покрытия) изображен снимок излома покрытия Cr1-xAlxN, полученного известным способом, взятым за прототип.
На фиг. 3 изображен снимок излома покрытия Cr1-xAlxN, полученного известным способом, взятым за аналог.
На фиг. 4 изображен снимок излома слоя Cr1-xAlxN с диаметром кристаллитов 30-50 нм.
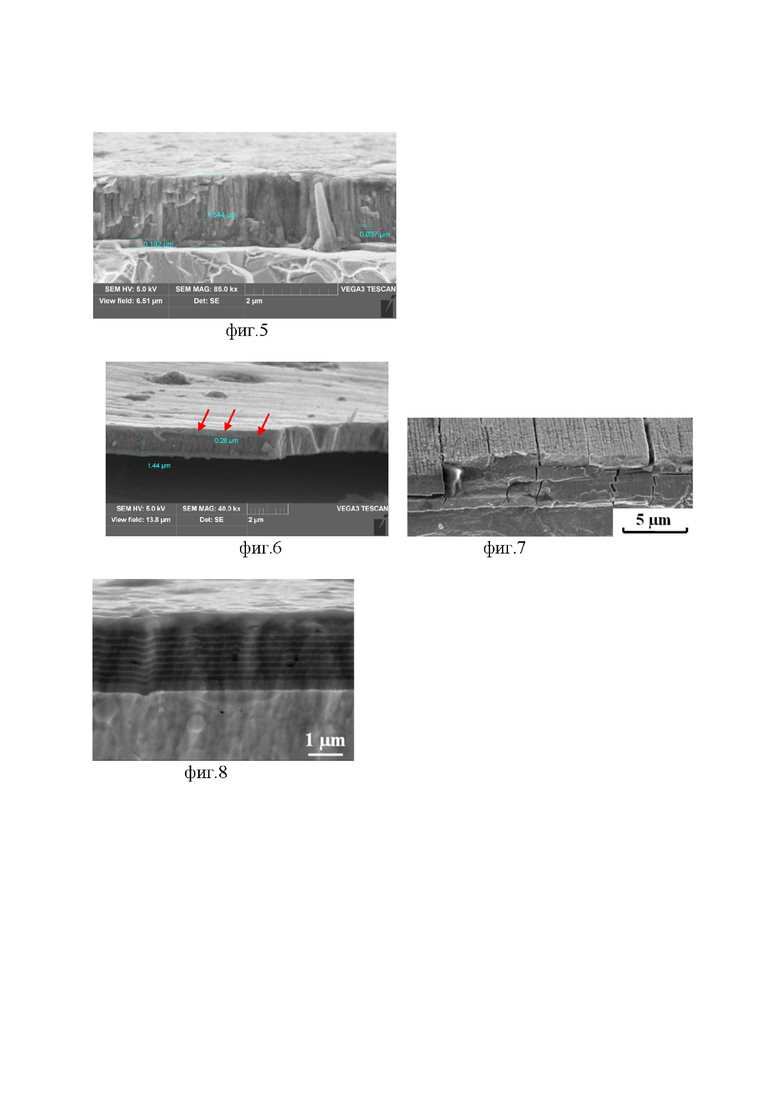
На фиг. 5 изображен снимок излома слоя Cr1-xAlxN с диаметром кристаллитов 60-100 нм.
На фиг. 6 изображен снимок излома слоя Cr1-xAlxN с аморфным верхним слоем, увеличивающим коррозионно- и ударостойкость покрытия и предотвращающий растрескивание покрытия (фиг. 7).
На фиг. 8 изображен снимок излома заявляемого многослойного покрытия Cr1-xAlxN.
Способ получения многослойного коррозионностойкого покрытия осуществляют следующим образом.
Подложку (инструмент и/или детали в оснастке) устанавливают на спицы - сателлиты планетарного механизма, расположенного в нижней части вакуумной камеры установки ИМР, оснащенной двумя дуговыми испарителями с катодами из титана ВТ1-0, расположенными в вакуумной камере симметрично относительно подложкодержателя, двумя хромовыми мишенями из хрома марки ЭРХ 99,95-МП и двумя алюминиевыми мишенями из алюминия технической чистоты А98, расположенными в дверце вакуумной камеры в последовательности 2 хромовые мишени - 2 алюминиевые мишени. Магнетроны с хромовой и алюминиевой мишенями расположены рядом друг с другом и работают одновременно.
Проводят очистку подложки-инструмента и/или детали в оснастке в тлеющем разряде двух хромовых магнетронов в среде аргона в течение 10-15 мин, давлении в камере 0,4-0,5 Па в среде аргона при напряжении смещения: 800-900 В и токе на магнетроне 1-2 A.
Проводят ионную очистку подложки двумя дуговыми испарителями с титановыми катодами двумя дуговыми испарителями с титановыми катодами, обеспечивающую термическую активацию и нагрев подложки для обеспечения высокой адгезии к ней покрытия. При этом ионную очистку проводят в течение 5-15 мин при высоком напряжении на подложке: 800…900 В, давлении в вакуумной камере 0,5⋅10-3 Па. Ионную очистку проводят с нагревом подложки до температуры 300-350°С.
Затем, не выключая дуговых испарителей с титановыми катодами, наносят на подложку подслой TiN методом вакуумно-дугового испарения в среде аргона и азота при отрицательном напряжении смещения на подложке - 180-200 В, давлении 0,4-0,5 Па, токе дуги Ti 80-90 А, расстоянии катод-подложка 200-220 мм,
Затем при отключении дуговых испарителей наносят чередующиеся слои нитрида хрома и алюминия Cr1-xAlxN с диаметром кристаллитов 30-50 нм (фиг. 4) и 60-100 нм (фиг. 5) методом ИМР двух хромовых мишеней и двух алюминиевых мишеней при напряжении смещения на подложке - 80-90 В при управлении четырех магнетронов с импульсными источниками питания.
Чередующиеся слои нитрида хрома и алюминия Cr1-xAlxN с диаметром кристаллитов 30-50 нм и 60-100 нм наносят в газовой смеси азота и аргона при давлении 0,4-0,5 Па. Устанавливают мощности на двух магнетронах с Cr мишенью NCr=3,5-4,0 кВт и на двух магнетронах с алюминиевой мишенью NAl=3,0-3,2 кВт, при скорости вращения подложки V=20-25 об/мин. При осаждении слоя Cr1-xAlxN с диаметром кристаллитов 30-50 нм, импульсное магнетронное распыление проводят при работающих хромовой и алюминиевой мишенях при содержании азота 5-10% и вращающейся подложке в течение не менее 40-50 мин. При осаждении слоя Cr1-xAlxN с диаметром кристаллитов 60-100 нм импульсное магнетронное распыление проводят при содержании азота 15-20% в течение не менее 10-20 мин. Осаждение чередующихся слоёв повторяют не менее двух раз. Верхним наносят аморфный слой Cr1-xAlxN в течение не менее 10-15 мин (фиг. 6). Нанесение слоёв проводят на расстоянии от мишеней до подложки 160-170 мм. Наноразмерные слои Cr1-xAlxN получали за счет вращения спиц, с закрепленной на них оснасткой с инструментом и/или деталями, являющихся сателлитами в планетарном механизме подложкодержателя, со скоростью вращения 20-25 об/мин. Температура подложки 200-250°С.
Чередующиеся слои Cr1-xAlxN с контролируемым содержанием алюминия, осаждается на подложку перед осаждением верхнего слоя Cr1-xAlxN.
Свойства нанесенного покрытия контролируются путем измерения механических свойств покрытий методом наноиндентации и адгезионной прочности покрытия с помощью адгезионного теста Роквелла.
Из снимка изломов покрытия (фиг. 8) следует, что покрытие, полученное по заявленному способу, по сравнению с покрытием (фиг. 2), полученным известным способом, взятым за прототип, обладает высокими физико-механическими свойствами, имеет низкий коэффициент трения и высокую адгезионную прочность подслоя с материалом подложки и между слоями.
Преимущество заявляемого способа состоит в том, что он позволяет получить гарантированно заданный состав, структуру и свойства слоев и покрытия в целом.
Способ позволяет управлять структурообразованием покрытия Cr1-xAlxN путем изменения основных технологических параметров осаждения.
Заявляемые технологические режимы позволяют получить многофункциональное покрытие с высокими коррозионностойкими, износостойкими, ударостойкими и трещиностойкими свойствами и высокой адгезионной прочностью подслоя с материалом подложки и между слоями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОРРОЗИОННОСТОЙКОГО ПОКРЫТИЯ | 2021 |
|
RU2768053C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОФУНКЦИОНАЛЬНОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ | 2021 |
|
RU2768046C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РАБОТЫ В УСЛОВИЯХ ТРИБОКОРРОЗИИ | 2024 |
|
RU2822143C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОДИНАМИЧЕСКИ СТАБИЛЬНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ (варианты) | 2020 |
|
RU2759458C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ ВЫСОКОСКОРОСТНЫХ ОБРАБОТОК | 2024 |
|
RU2822279C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ СЛОЖНЫХ НИТРИДОВ | 2010 |
|
RU2429311C1 |
| Способ получения износостойкого покрытия на основе интерметаллида системы Ti-Al | 2017 |
|
RU2677043C1 |
| Способ получения многослойных износостойких алмазоподобных покрытий | 2020 |
|
RU2740591C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| СПОСОБ СИНТЕЗА КОМПОЗИТНЫХ ПОКРЫТИЙ TiN-Cu И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2649355C1 |
Изобретение относятся к способу получения коррозионностойкого покрытия на детали пары трения и может быть использовано в химической, машиностроительной, горно- и нефтедобывающей промышленности, в инструментальном и ремонтном производствах для повышения защитных свойств поверхности инструмента и пар трения в агрессивной среде, а также повышения их теплостойкости при обработке в условиях сухого трения. Проводят очистку детали пары трения в оснастке в тлеющем разряде двух хромовых мишеней в среде аргона. Затем осуществляют ионную очистку детали пары трения двумя дуговыми испарителями с титановыми катодами. Затем без выключения дуговых испарителей с титановыми катодами наносят подслой нитрида титана в среде аргона и азота методом электродугового испарения при отрицательном напряжении смещения на детали пары трения - 180-200 В, давлении 0,4-0,5 Па, токе дуги Ti 80-90 А и расстоянии катод-деталь пары трения 200-220 мм. Затем при отключении дуговых испарителей и использовании двух магнетронов с хромовыми мишенями и двух магнетронов с алюминиевыми мишенями при напряжении смещения на детали пары трения - 80-90 В наносят чередующиеся слои нитрида хрома и алюминия с диаметром кристаллитов 30-50 нм и 60-100 нм в газовой смеси азота и аргона при давлении 0,4-0,5 Па. Осаждение чередующихся слоёв повторяют не менее двух раз и верхним слоем наносят аморфный слой нитрида хрома и алюминия при содержании азота 20-25% в течение не менее 10-15 мин. Нанесение упомянутых слоев нитрида хрома и алюминия проводят на расстоянии от мишеней до детали пары трения, составляющем 160-170 мм, при скорости вращения планетарного механизма, где закреплена деталь пары трения, 20-25 об/мин и температуре детали пары трения 200-250°С. Обеспечивается получение покрытия с высокой коррозионной стойкостью, износостойкостью, ударостойкостью и трещиностойкостью, имеющего высокую адгезионную прочность подслоя с материалом детали пары трения и между слоями. 8 ил.
Способ получения коррозионностойкого покрытия на детали пары трения, включающий ионную очистку детали пары трения и нанесение слоев нитрида хрома и алюминия методом импульсного магнетронного распыления, отличающийся тем, что перед ионной очисткой проводят очистку детали пары трения в оснастке в тлеющем разряде двух хромовых мишеней в среде аргона в течение 10-15 мин, давлении в камере 0,4-0,5 Па при напряжении смещения 800-900 В и токе на магнетроне 1-2 A, упомянутую ионную очистку детали пары трения проводят двумя дуговыми испарителями с титановыми катодами в течение 5-15 мин при напряжении на детали пары трения 800-900 В, давлении в вакуумной камере Р=0,5⋅10-3 Па с нагревом детали пары трения до температуры 300-350°С, затем без выключения дуговых испарителей с титановыми катодами наносят подслой нитрида титана в среде аргона и азота методом электродугового испарения при отрицательном напряжении смещения на детали пары трения - 180-200 В, давлении 0,4-0,5 Па, токе дуги Ti 80-90 А и расстоянии катод-деталь пары трения 200-220 мм, затем при отключении дуговых испарителей и использовании двух магнетронов с хромовыми мишенями и двух магнетронов с алюминиевыми мишенями при напряжении смещения на детали пары трения - 80-90 В наносят чередующиеся слои нитрида хрома и алюминия с диаметром кристаллитов 30-50 нм и 60-100 нм в газовой смеси азота и аргона при давлении 0,4-0,5 Па, при этом для формирования кристаллитов с диаметром 30-50 нм используют упомянутую газовую смесь в процентном соотношении N2/Ar 5-10/95-90, а для формирования кристаллитов с диаметром 60-100 нм – в процентном соотношении N2/Ar 15-20/85-80, при мощности на магнетронах с хромовыми мишенями 3,5-4,0 кВт и на магнетронах с алюминиевыми мишенями 3,0-3,2 кВт и токе на магнетронах 7-8 А, при этом при осаждении слоя нитрида хрома и алюминия с диаметром кристаллитов 30-50 нм магнетронное распыление проводят при работающих двух хромовых и двух алюминиевых мишенях при содержании азота в вакуумной камере 5-10% в течение не менее 40-50 мин, а при осаждении слоя нитрида хрома и алюминия с диаметром кристаллитов 60-100 нм магнетронное распыление проводят при содержании азота 15-20% в течение не менее 10-20 мин, причём осаждение чередующихся слоёв повторяют не менее двух раз и верхним наносят аморфный слой нитрида хрома и алюминия при содержании азота 20-25% в течение не менее 10-15 мин, при этом нанесение упомянутых слоев нитрида хрома и алюминия проводят на расстоянии от мишеней до детали пары трения, составляющем 160-170 мм, при скорости вращения планетарного механизма, где закреплена деталь пары трения, 20-25 об/мин и температуре детали пары трения 200-250°С.
| CN 110241387 A, 17.09.2019 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПРОТЯЖЕННЫЕ ИЗДЕЛИЯ | 2018 |
|
RU2686399C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МНОГОФУНКЦИОНАЛЬНОГО ПОКРЫТИЯ | 2013 |
|
RU2533576C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОДИНАМИЧЕСКИ СТАБИЛЬНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ (варианты) | 2020 |
|
RU2759458C1 |
| СПОСОБ ЭЛЕКТРООСМОТИЧЕСКОГО ОСУШЕНИЯ ВЛАЖНЫХ ОБЪЕКТОВ | 2000 |
|
RU2167700C1 |
| ТАМПОНАЖНО-ИНЪЕКЦИОННЫЙ ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ ДЛЯ ОПЕРАЦИЙ ЦЕМЕНТИРОВАНИЯ В ПОДЗЕМНЫХ ФОРМАЦИЯХ | 2022 |
|
RU2784799C1 |

