Изобретение относится к металлургии, в частности к оборудованию для волочения металла.
Известно устройство для волочения, включающее, по крайней мере, размещенную в корпусе одну клеть с деформирующими валками, установленн ми на осях с утолщениями и образующими калибр 1.
Недостатком известной конструкции является низкая жесткость калибра из-за наличия зазора между осью и утолщением в отверстии, необходимого для осуществления их монтажа.
Цель изобретения - создание устройства для волочения металла в многовалковом калибре, обеспечивающего значительное повышение жесткости калибра .
Поставленная цель достигается тем, что в устройстве для волочения, включающем, по крайней мере, размещенную в корпусе одну клеть с деформирующими валками, установленными на осях с утолщениями и образу|ощими калибр, коЕшус выполнен в виде двух полуобойм, установленных по обе стороны клети, связанных с регулируемым винтовым соединением и снабженных
упорами, взаимодействующими с утолщениями осей валков.
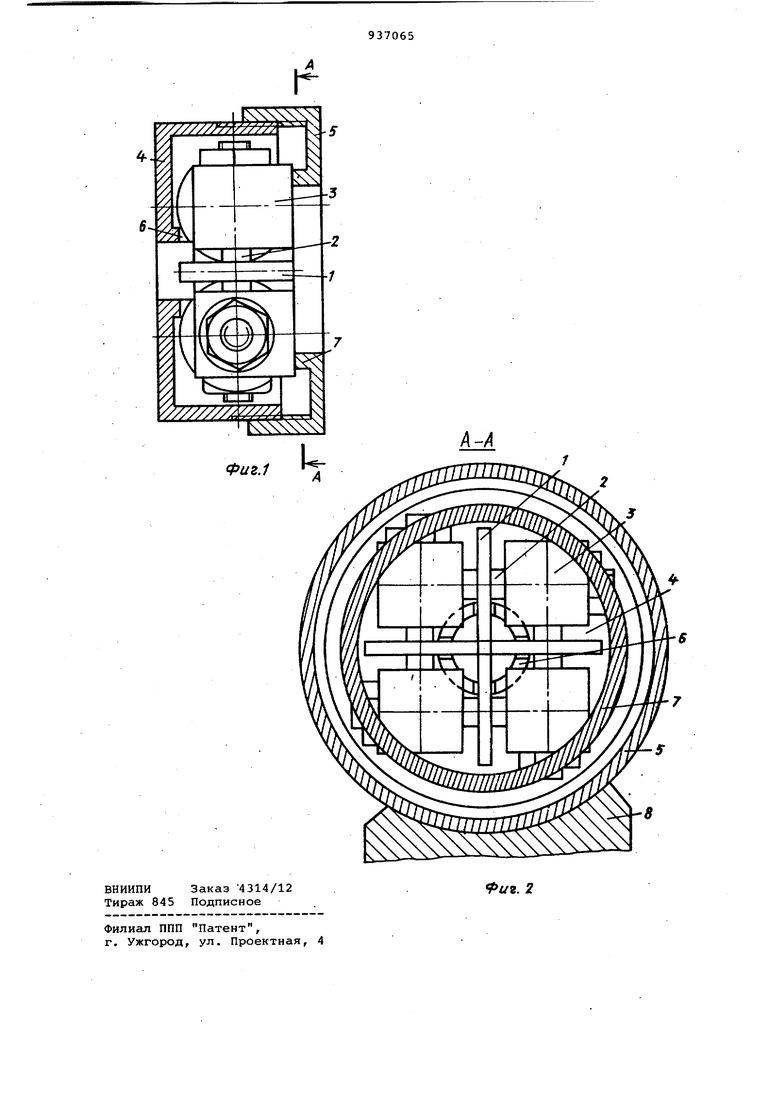
На фиг.1 изображена схема устройства для волочения; на фиг.2 - разрез А-А на фиг.1.
Устройство для волочения содержит клеть для деформации металла в многовалковом калибре, состоящую из валков 1 (фиг.1), осей 2, выполнен10ных с утолщениями 3, через отверстия в KOTOiMJX пропущены оси 2. Клеть установлена в корпусе, состоящем из полуобойм 4 и 5, имеющих кольцевые упоры 6 и 7, на которые оперты утол 5 щения 3. Между собой полуобоймы связаны резьбовЕ м соединением.
Наружные размеры упора- 6 выполнены меньше расстояния между осями
20 валков. Внутренний размер упора 7 в месте контакта с утолщениями 3 больше расстояний между осями валков, Таким образе, утолщения 3 опираются на кольцевые упоры с одной сто25роны клети участками,расположенньми между осями отверстий и осью кгшибра, а с другой стороны - участками, находящимися за осями отверстий. Корпус клети у станавливают в линии 30 волочения с помощью опор 8. В устройстве могут быть использованы также две клети, опертые дру на друга утолщениями, содержащие любое количество валков. Устройство работает следующим образом, В полуобойму 4 вставляется клеть до опирания боковых поверхностей утолщений 3 на кольцевой упор 6.Затем клеть фиксируется другой полуобоймой 5 таким образом, что утолщения 3 зажимаются между упорами 6 и 7, Поскольку линии действия зажимающих усилий, действующих на утолщения со стороны упоров, не совпадают а направления этих усилий противоположны, они образуют пары сил, действующих на утолщения, т.е. разворачивающие моменты. Эти момент стремятся развернуть утолщений вокруг геометрической оси, на которой изготовлено данное утолщение, и вок руг оси, пропущенной через отверсти данного утолщения. В первую очередь утолщение развернется вместе со сво осью в отверстии соседней оси таким образом, что произойдет перекос его отверстия относительно оси, пропу.щенной через него. В результате этог ликвидируются зазоры между осями и отверстиями. Дальнейший разворот . утолщений возможен только за счет упругой деформации осей, что обеспе чивает предварительное напряжение системы осей и гаек. При подаче металла в калибр силы деформации. действующие на валки, передаются на систему осей, которая благодаря предварительному напряжению деформируется теперь только упруго, так как все зазоры в системе ликвидированы. Предварительное напряжение осей достигается без дополнительной нагрузки подшипников. Предлагаемое устройство обеспечивает повышение жесткости калибра и, как следствие, повышение точност изделия. Достигается это созданием предварительного напряжения системы осей установочньм механизмом, благодаря опиранию утолщений в корпусе частками, отстоящими от оси калибра на различные расстояния, и созданию установочным механизмом усилия на участках опирания утолщений. Таким образом, предварительное напряжение системы осей клети создается тем же механизме, который применяется для фиксации клети в корпусе устройства. ; Предлагаемая конструкция проста и обеспечивает широкое регулирование степени предварительного напряжения клети. Кроме того,обеспечение возможности ликвидации зазоров в системе осей снижает требования к точности изготовления клети и удешевляет ее. Устройство для волочения с клетями, имеющими деформирующие валки диаметром 120-140 мм может заменит существующие монолитные волоки, применяемые на волочильных станах, в первую очередь при производстве . высокоуглеродистых и труднодеформируемых сталей. Формула изобретения Многовалковая клеть, включающая размещенные в корпусе деформирующие валки, установленные на осях с утолщениями и образующие калибр, о тличающаяся тем, что, с целью повышения жесткости калибра, корпус выполнен в виде двух полуобойм, установленных по обе стороны валков, связанных регулируемьаи винтовым соединением и снабженных упорами, взаимодействующими с утолщениями осей валков. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2392103/22-02, кл. В 21 В 13/10, 1976.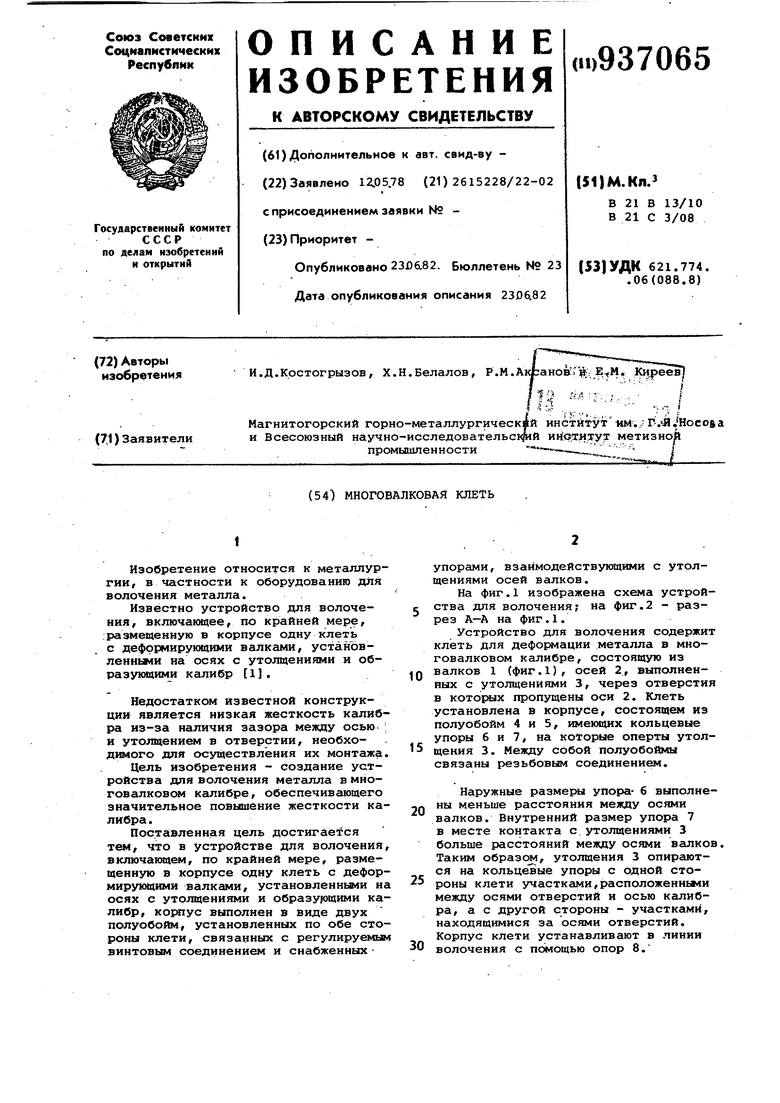
| название | год | авторы | номер документа |
|---|---|---|---|
| Многовалковая клеть | 1979 |
|
SU995926A2 |
| Клеть с многовалковым калибром | 1979 |
|
SU948473A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU942821A1 |
| Клеть с многовалковым калибром | 1981 |
|
SU994066A1 |
| Клеть с многовалковым калибром | 1977 |
|
SU948472A2 |
| Клеть с многовалковым калибром | 1982 |
|
SU1088194A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU775902A1 |
| Клеть с многовалковым калибром | 1980 |
|
SU884204A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU997862A2 |
| Клеть с многовалковым калибром для обработки металлов давлением | 1977 |
|
SU1005961A2 |