Изобретение относится к области обработки металлов давлением, а именно к волочильному производству, и может быть использовано при изготовлении прутков и проволоки трапециевидного сечения.
Известен способ бескалибрового волочения прямоугольных профилей в двух двухроликовых волоках из заготовки круглого сечения. Бескалибровое волочение осуществляют в двух двухроликовых волоках со смещенными по оси волочения и повернутыми на 90° парами вертикальных и горизонтальных роликов, у которых рабочие поверхности выполнены гладкими. При этом регламентируются относительные обжатия при деформировании в первой и во второй парах роликов (патент РФ № 2297293, B21 С1/00).
Недостатком известного способа является низкое качество формируемой прямоугольной проволоки. Бескалибровое волочение проволоки круглого сечения в двух парах гладких роликов вследствие действия на поверхностях контакта роликов с деформируемым металлом сил трения и неравномерного течения металла в плоскости перпендикулярной оси волочения, приводит к образованию сечения бочкообразной формы. Таким образом, двукратное бескалибровое волочение в гладких роликах исходной проволоки круглого сечения не обеспечит качественного формирования конечного сечения прямоугольной формы.
Наиболее близким аналогом к заявляемому объекту является техническое решение, в котором описан способ волочения трапециевидного профиля из заготовки круглого сечения, включающий волочение в двух двухроликовых волоках со смещенными по оси волочения и повернутыми на 90° парами вертикальных и горизонтальных роликов. При этом в первой паре роликов с гладкими рабочими поверхностями осуществляют бескалибровое волочение с формированием бочкообразного сечения. Во второй паре роликов, у которой один ролик имеет гладкую рабочую поверхность, а у второго на рабочей поверхности выполнена кольцевая канавка трапециевидной формы, формируют окончательный трапециевидный профиль (патент РФ № 147933, B21С 1/00).
Недостатки известного технического решения связаны с тем, что не регламентируется диаметр d0 исходной заготовки в зависимости от параметров окончательно сформированного профиля. При d0 меньшим некоторого значения не заполняются углы трапециевидного профиля. В случае завышения диаметра d0 исходной заготовки выше определенного значении возрастают усилия волочения, что приводит к повышению энергозатрат и снижению стойкости роликов, а в некоторых случаях возможно образование брака вследствие затекания металла в зазор между роликами второй пары и образования «уса». Кроме того, рекомендованная высота бочкообразного профиля, сформированного бескалибровым волочением на первом переходе, которая определяется как 0,94÷0,99 длины большего основания трапеции, не зависит от размеров меньшего основания трапеции, что годится для некоторого узкого ограниченного диапазона, формируемого трапециевидный профиль. При выходе за этот диапазон возникают проблемы, связанные либо с незаполнением углов профиля, либо с ростом усилия волочения.
Техническая задача, заключается в повышении качества производимой проволоки трапециевидного профиля.
Технический результат, обеспечивающий решение поставленной задачи, заключается в создании условий повышения точности геометрии сечения изготавливаемой проволоки путем увеличения заполнения всех углов профиля металлом.
Поставленная задача решается тем, что в способе волочения проволоки трапециевидного профиля из заготовки круглого сечения, включающем волочение за два перехода в двух двухроликовых волоках, установленных смещенными по оси волочения и повернутых на 90° парами вертикальных и горизонтальных роликов, причем на первом переходе в первой паре роликов с гладкими рабочими поверхностями осуществляют бескалибровое волочение с формированием бочкообразного сечения, а на втором переходе во второй паре роликов, у которой один ролик имеет гладкую рабочую поверхность, а у второго на рабочей поверхности выполнена кольцевая канавка трапециевидной формы, формируют окончательный трапециевидный профиль, согласно изобретению, волочение осуществляют из исходной заготовки диаметром 
Заявляемое техническое решение поясняется чертежами, где:
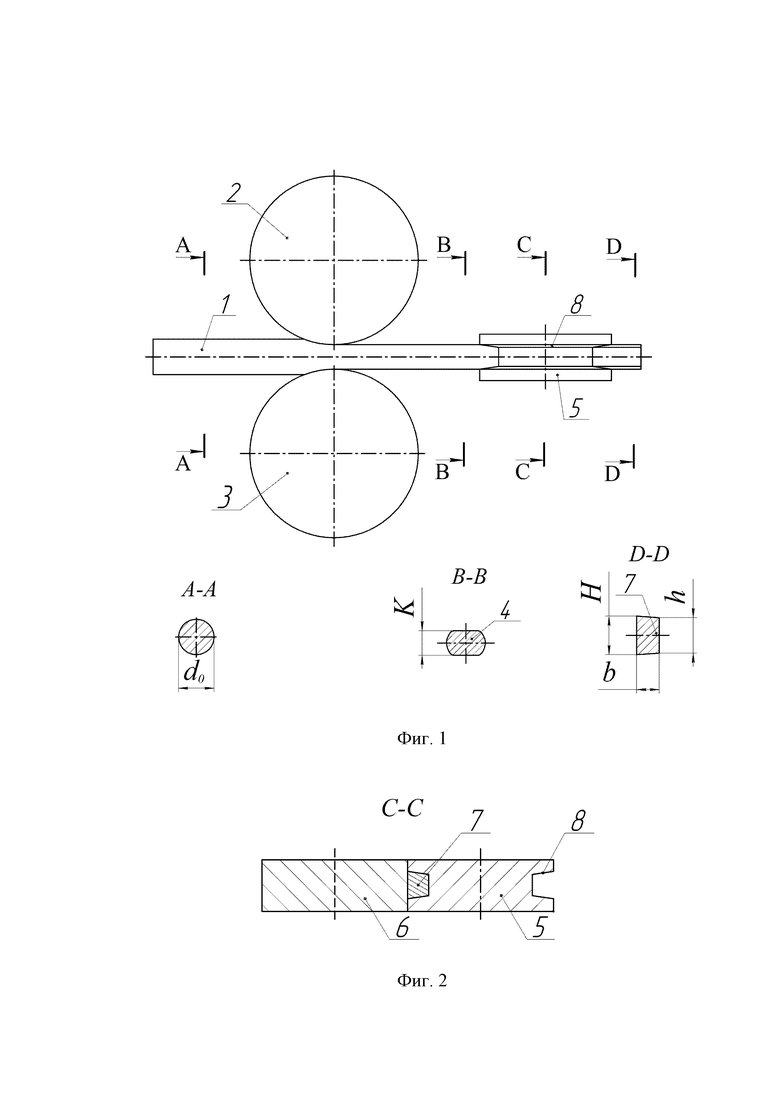
- на фиг.1 представлена схема процесса волочения проволоки трапециевидного профиля из заготовки круглого сечения с поперечными сечениями проволоки в процессе деформирования (A-A, B-B, D-D);
- на фиг.2 - сечение (C-C) по плоскости, проходящей через оси вращения второй пары роликов.
Способ осуществляют следующим образом. Передний конец калиброванной заготовки 1 (фиг.1) круглого сечения диаметром d0 заостряется и пропускается последовательно через две пары роликов. После чего захватывается тянущим устройством волочильного стана и наматывается на барабан (на фиг. не показан). При этом процесс волочения осуществляется за два перехода деформирования.
Заготовка круглого сечения 1 диметром d0 пропускается через первую пару роликов 2, 3 (фиг. 1), имеющих гладкие рабочие поверхности, где осуществляется бескалибровое волочение с образованием профиля бочкообразного сечения 4 (фиг. 1).
На втором переходе в роликах 5 и 6 (фиг. 1, фиг. 2), повернутых на 90° относительно первой пары роликов 2, 3, формируют окончательный трапециевидный профиль 7 (фиг. 1, фиг. 2).
При этом процесс волочения на первом переходе в валках 2, 3 осуществляют из исходной заготовки диаметром
 ,
,
где А - площадь поперечного сечения окончательно сформированной трапеции, а высота бочкообразного профиля К должна составлять (0,95÷1,05) средней линии трапеции 
Рабочая поверхность ролика 6 (фиг. 2) выполнена гладкой, а на рабочей поверхности ролика 5 выполнена кольцевая канавка трапециевидной
формы 8 (фиг. 1, фиг. 2).
Разработанный способ реализован при изготовлении трапециевидного профиля № 10 по ГОСТ 11850-72 «Проволока стальная для пружинных клемм» из стали 40С2А. Размеры профиля: 


В случае формирования на первом переходе бочкообразного профиля высотой К менее 0,95 средней линии трапеции
Таким образом, заявляемое техническое решение позволяет повысить качество готовой продукции за счет высокой точности геометрии поперечного сечения формируемой проволоки путем более полного заполнения металлом всех углов трапециевидного профиля при минимальных усилиях волочения и энергозатратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ В РОЛИКОВОЙ ВОЛОКЕ | 2005 |
|
RU2297293C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| Способ и устройство для волочения квадратной проволоки в роликовой волоке из круглой заготовки | 2021 |
|
RU2761840C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВОЙ ПРУЖИНЫ, ВИНТОВАЯ ПРУЖИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2739737C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2286223C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННОГО ШЕСТИГРАННОГО ПРОФИЛЯ | 2003 |
|
RU2235614C1 |
| Роликовая волока | 2021 |
|
RU2786256C1 |
Изобретение относится к области обработки металлов давлением при изготовлении прутков и проволоки трапециевидного сечения. Способ включает волочение заготовки за два перехода в двух двухроликовых волоках, установленных со смещением по оси волочения с повернутыми на 90° парами вертикальных и горизонтальных роликов, причем на первом переходе осуществляют бескалибровое волочение с формированием бочкообразного сечения в первой паре роликов с гладкими рабочими поверхностями, а на втором переходе формируют окончательный трапециевидный профиль во второй паре роликов, у которой один ролик имеет гладкую рабочую поверхность, а у второго на рабочей поверхности выполнена кольцевая канавка трапециевидной формы. Возможность повышения точности геометрии сечения изготавливаемой проволоки путем увеличения заполнения всех углов профиля металлом обеспечивается за счет того, что волочение осуществляют из исходной заготовки регламентированного диаметра, при этом на первом переходе формируют бочкообразный профиль, высота которого составляет (0,95-1,05) средней линии трапеции окончательно сформированного трапециевидного профиля. 2 ил.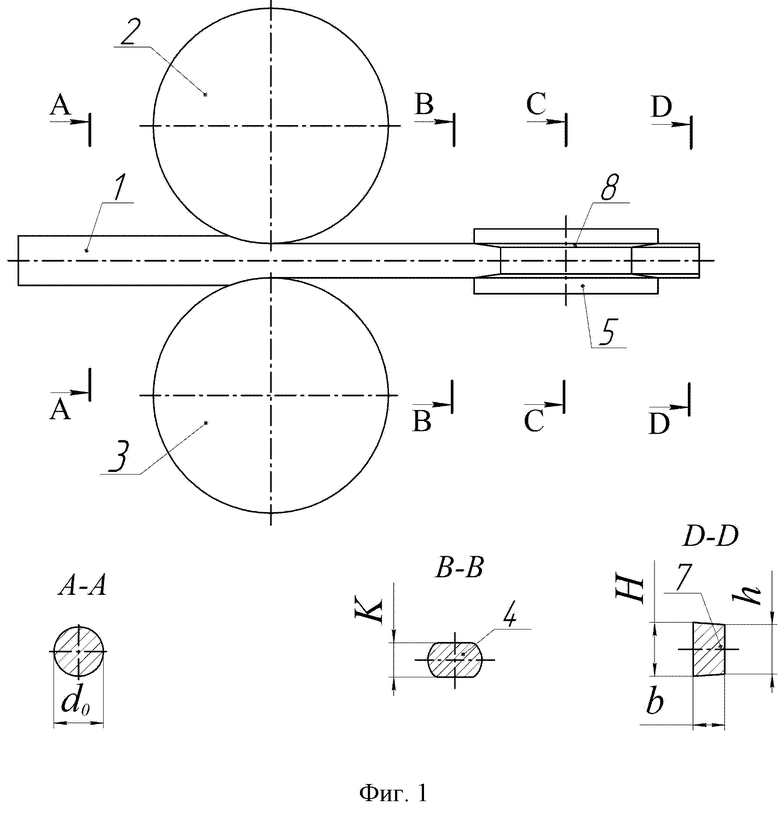
Способ волочения проволоки трапециевидного профиля из заготовки круглого сечения, включающий волочение заготовки за два перехода в двух двухроликовых волоках, установленных со смещением по оси волочения с повернутыми на 90° парами вертикальных и горизонтальных роликов, причем на первом переходе осуществляют бескалибровое волочение с формированием бочкообразного сечения в первой паре роликов с гладкими рабочими поверхностями, а на втором переходе формируют окончательный трапециевидный профиль во второй паре роликов, у которой один ролик имеет гладкую рабочую поверхность, а у второго на рабочей поверхности выполнена кольцевая канавка трапециевидной формы, отличающийся тем, что осуществляют волочение исходной заготовки диаметром 
| Способ суперфиниширования цилиндрических изделий | 1960 |
|
SU147933A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ В РОЛИКОВОЙ ВОЛОКЕ | 2005 |
|
RU2297293C1 |
| Способ волочения | 1984 |
|
SU1260056A1 |
| Зажимной челнок | 1976 |
|
SU578381A1 |

