Изобретение относится к вакуумной технологии очистки поверхности и нанесения упрочняющих покрытий на изделия из кварцевого стекла, преимущественно марки КВ, космических аппаратов в условиях космического пространства.
Известно устройство очистки остекления иллюминаторов с внешней стороны космических объектов для использования космонавтом в скафандре в условиях невесомости (патент РФ 2648654, МПК B64G 4/00, 27.03.2018). Однако данное изобретение не пригодно для восстановления прочностных характеристик стекол иллюминаторов, имеющих на поверхности кратеры и другие механические повреждения, сформированные в результате столкновений с высокоскоростными микрочастицами в условиях космического пространства.
Способов последовательного восстановления оптических и прочностных характеристик элементов остекления космических аппаратов в условиях космического пространства, а также в условиях его имитации, авторами настоящего изобретения не выявлено.
Задачей настоящего изобретения является разработка способа очистки поверхности изделия из кварцевого стекла, преимущественно марки КВ (стекол иллюминаторов), от загрязнений, образующихся при длительной непрерывной эксплуатации космических аппаратов и содержащих известные основные элементы (остатки ракетного топлива, продукты сгорания, продукты газовыделения материалов внешних поверхностей), путем распыления пучком ускоренных ионов и последующего ионно-плазменного нанесения на очищенную поверхность, имеющую повреждения (кратеры), сформированные в результате ударного воздействия микрочастиц, прозрачного упрочняющего неорганического покрытия с высокой адгезией к поверхности для использования на космических аппаратах в условиях космического пространства.
Технический результат изобретения заключается в восстановлении оптических и прочностных характеристик изделий из кварцевого стекла, преимущественно марки КВ (стекол иллюминаторов), используемых в космических аппаратах в наземных условиях, приближенных к условиям космического пространства.
Поставленная задача решается тем, что для моделирования восстановления оптических и прочностных характеристик изделия из кварцевого стекла, преимущественно марки КВ, используемого в космических аппаратах, в наземных условиях, приближенных к условиям космического пространства осуществляют очистку поверхности изделия пучком ускоренных ионов инертного газа и последующее нанесение на очищенную поверхность изделия прозрачного неорганического упрочняющего покрытия путем ионно-лучевого распыления мишени из кварцевого стекла марки КВ пучком ускоренных ионов этого же газа, при этом для имитации условий космического пространства очистку поверхности изделия из кварцевого стекла и нанесение упрочняющего неорганического покрытия с высокой адгезией к поверхности выполняют в вакууме при температуре изделия от минус 150°С до плюс 150°С.
Кроме того, в качестве инертного газа используют аргон или криптон.
Кроме того, прозрачное упрочняющее неорганическое покрытие выполняется толщиной не менее 10 мкм и не более 15 мкм.
Кроме того, предварительно, перед восстановлением упомянутых характеристик изделия из кварцевого стекла проводят его подготовку, имитирующую результат ударного воздействия микрочастиц и загрязнение поверхности стекла.
В данном изобретении использована технология получения покрытий, включающая:
- обработку загрязненной поверхности изделия пучком ускоренных ионов газа для его очистки и восстановления оптических характеристик за счет эмиссии атомов пленки, состоящей из продуктов загрязнений;
- ионно-лучевое распыление на очищенную поверхность прозрачного упрочняющего неорганического покрытия того же состава, что и материал обрабатываемого изделия.
Выбранная комбинация материалов упрочняющего покрытия и основы позволяет в широком температурном диапазоне наносить покрытие с высокой адгезией к поверхности из-за равенства температурных коэффициентов линейного расширения, а также обеспечивает снятие термических напряжений возникающих в системе «покрытие - основа» в условиях постоянной смены высоких и низких температур при эксплуатации изделия. При этом улучшение прочностных свойств изделия, обрабатываемого данным способом, связано с релаксацией напряжений, возникающих в результате дефектов поверхности и приводящих к хрупкому разрушению. Частичное залечивание микротрещин, либо перерождение микротрещин в микропоры, останавливает развитие трещин, что увеличивает прочность изделия в целом.
Увеличение прочности изделия определяется толщиной покрытия и линейно возрастает с увеличением толщины. Однако при осаждении покрытия толщиной более 10 ÷ 15 мкм наблюдается его частичное разрушение. Это связано с возникновением внутренних напряжений, которые накапливаются по мере увеличения суммарной толщины покрытия.
Температурный диапазон обработки поверхности изделия и нанесения покрытия был выбран исходя из диапазона рабочих температур при эксплуатации изделия в условиях космического пространства.
Изобретение иллюстрируется графическими материалами.
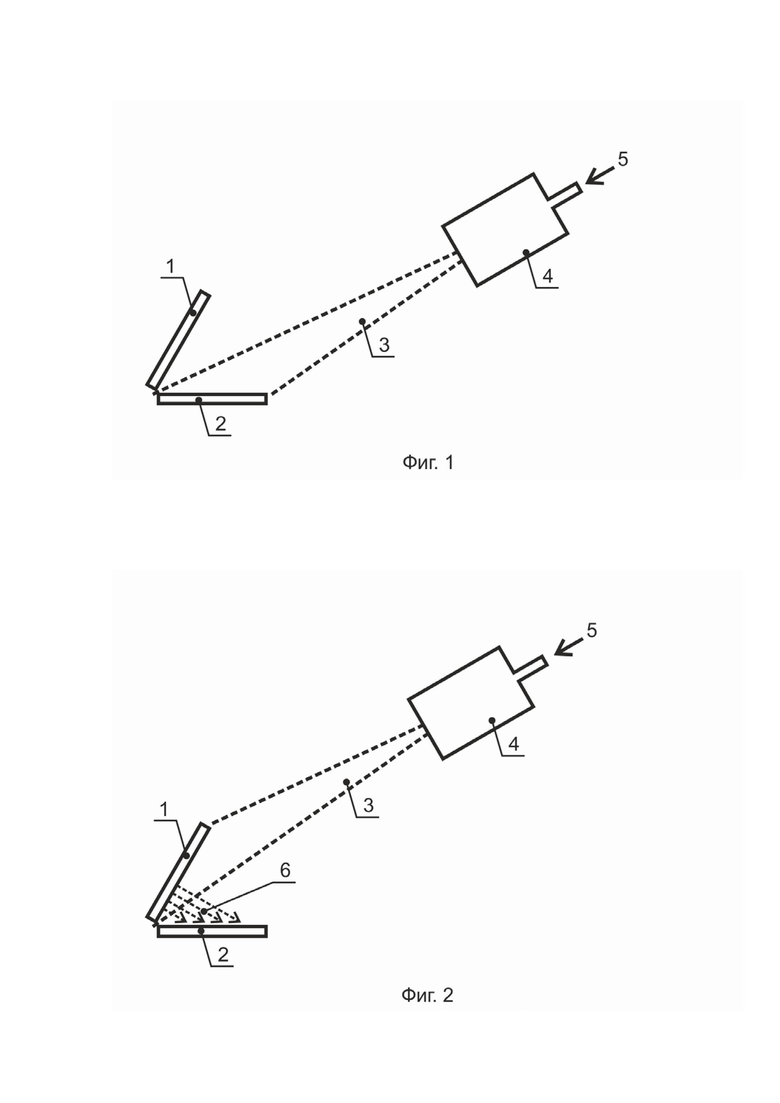
Фиг. 1 схематично иллюстрирует процесс очистки поверхности образца источником ускоренных ионов: 1 - мишень, 2 - образец, 3 - пучок ускоренных ионов, 4 - источник ускоренных ионов, 5 - рабочий газ.
Фиг. 2 схематично иллюстрирует процесс осаждения прозрачного упрочняющего покрытия на поверхность образца: 1 - мишень, 2 - образец, 3 - пучок ускоренных ионов, 4 - источник ускоренных ионов, 5 - рабочий газ, 6 - осаждение материала мишени.
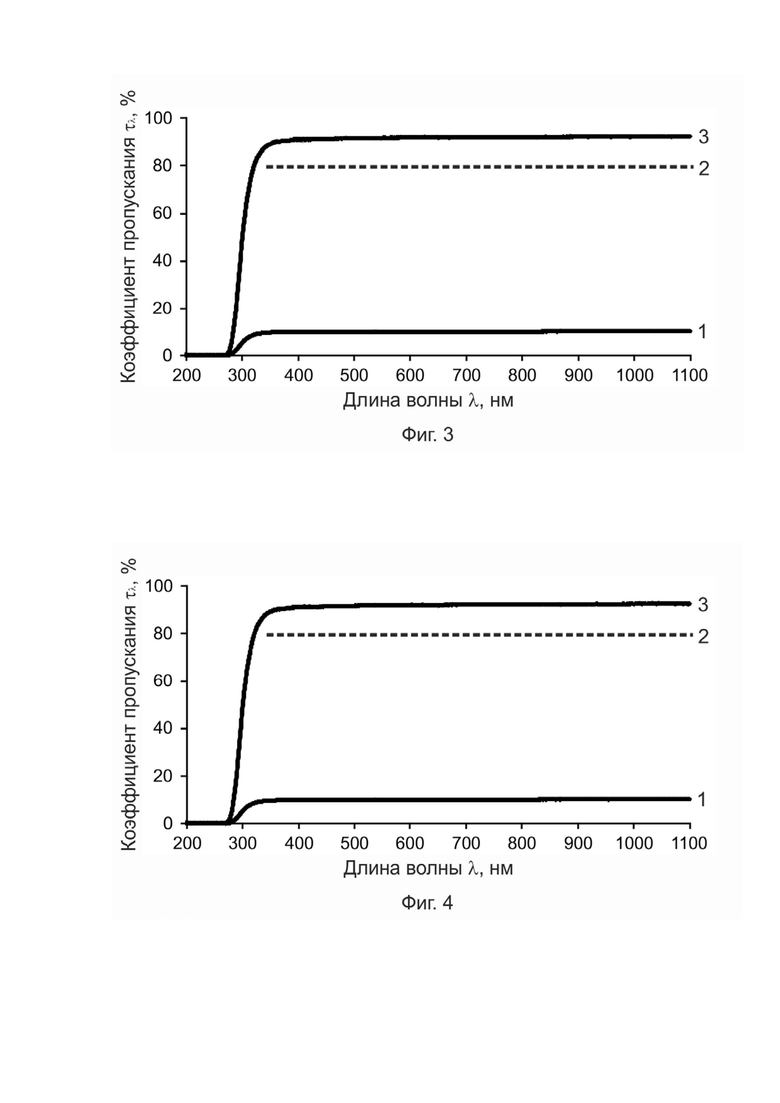
На фиг. 3 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 1, где 1 - коэффициент пропускания света образца до обработки, 2 - предельно допустимое значение коэффициента пропускания света τλ = 81%, 3 - коэффициент пропускания света образца после обработки.
На фиг. 4 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 2, где 1 - коэффициент пропускания света образца до обработки, 2 - предельно допустимое значение коэффициента пропускания света τλ = 81%, 3 - коэффициент пропускания света образца после обработки.
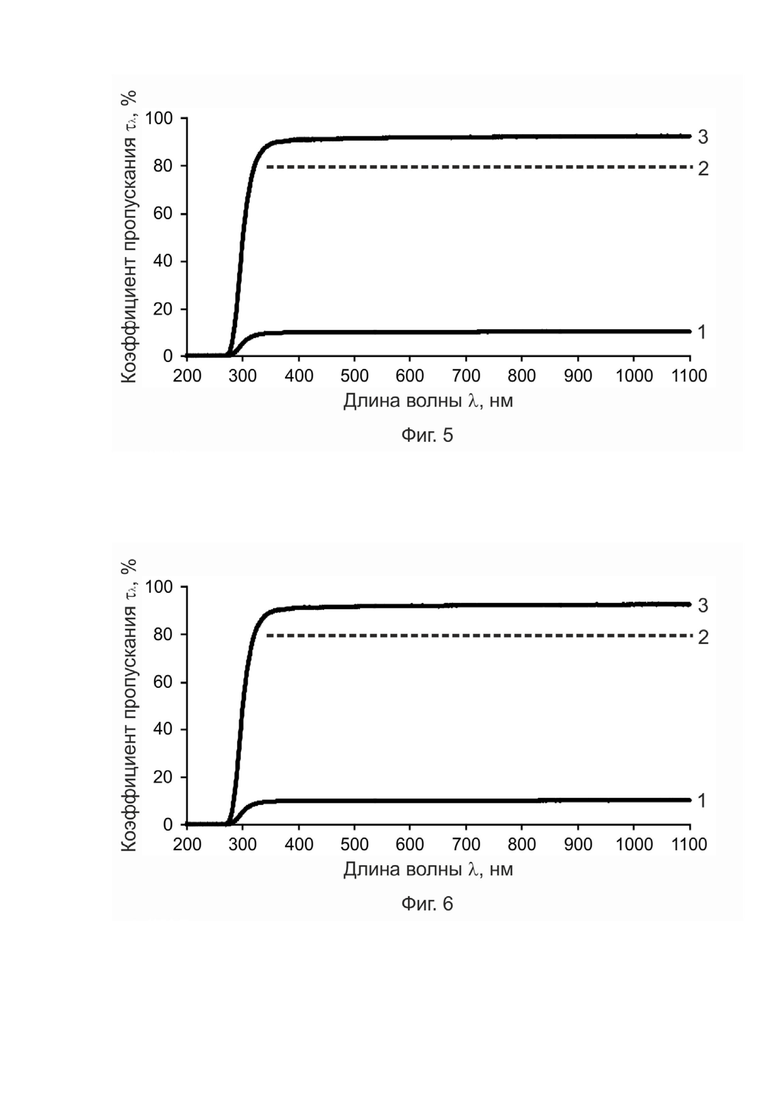
На фиг. 5 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 3, где 1 - коэффициент пропускания света образца до обработки, 2 - предельно допустимое значение коэффициента пропускания света τλ = 81%, 3 - коэффициент пропускания света образца после обработки.
На фиг. 6 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 4, где 1 - коэффициент пропускания света образца до обработки, 2 - предельно допустимое значение коэффициента пропускания света τλ = 81%, 3 - коэффициент пропускания света образца после обработки.
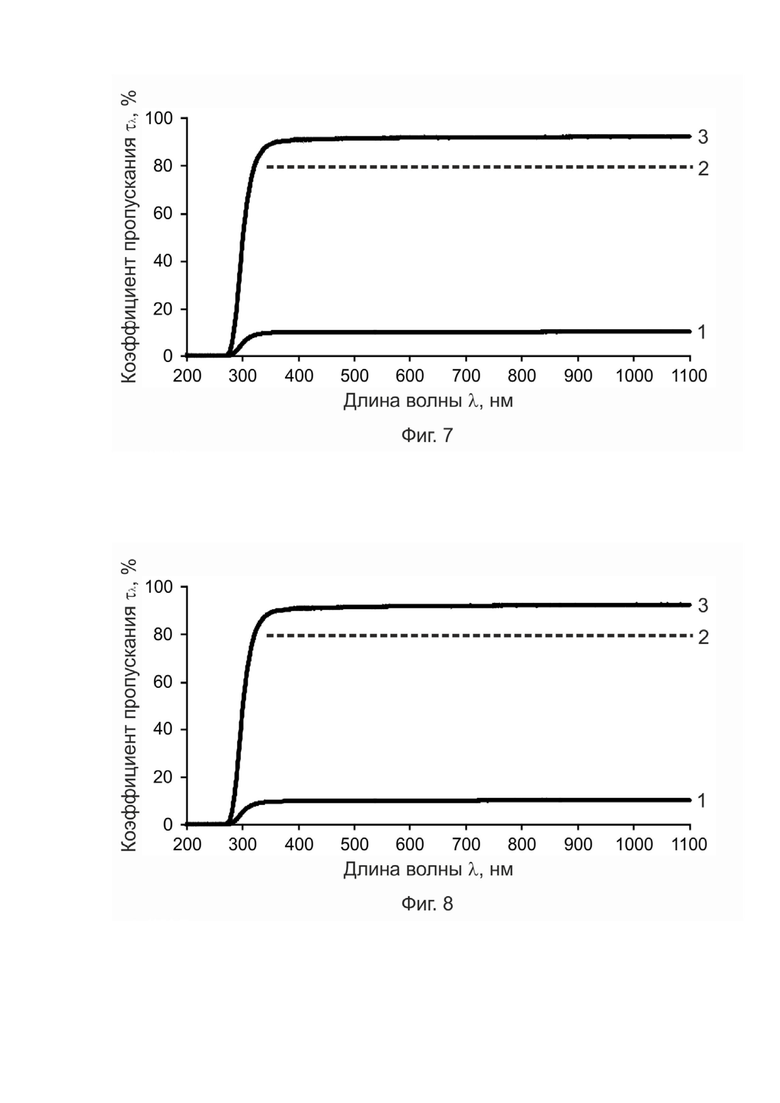
На фиг. 7 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 5, где 1 - коэффициент пропускания света образца до обработки, 2 - предельно допустимое значение коэффициента пропускания света τλ = 81%, 3 - коэффициент пропускания света образца после обработки.
На фиг. 8 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 6, где 1 - коэффициент пропускания света образца до обработки, 2 - предельно допустимое значение коэффициента пропускания света τλ = 81%, 3 - коэффициент пропускания света образца после обработки.
В дальнейшем изобретение поясняется примерами конкретного его выполнения.
Обрабатывали по предлагаемому способу экспериментальные образцы из кварцевого стекла марки КВ диаметром 66 мм и толщиной 6 мм.
Перед обработкой проводили предварительную подготовку образцов, имитирующую результат ударного воздействия микрочастиц и загрязнение поверхности стекла. Для создания на поверхности образцов механических повреждений (кратеров) использовали легкогазовую пушку (Khristenko Y.F., Zelepugin S.A. and Gerasimov A.V. New light-gas guns for the high-velocity throwing of mechanical particles.ARPN Journal of Engineering and Applied Sciences. 2017. V. 12. № 22. P. 6606-6610). Обстрел образцов выполняли микрочастицами железа, ускоренными до 4 ÷ 5 км/с. Далее для имитации загрязнения на поврежденную поверхность образцов методом магнетронного распыления наносили покрытие углерода толщиной 3 мкм. Осаждение покрытия осуществляли на установке вакуумного ионно-магнетронного напыления нанокристаллических покрытий «КВАНТ» (Сергеев В.П., Яновский В.П., Параев Ю.Н., Сергеев О.В., Козлов Д.В., Журавлев С.А. Установка ионно-магнетронного напыления нанокристаллических покрытий (КВАНТ), Физ. мезомех., Т. 7., № Спец 2, 2004).
Восстановление оптических и прочностных характеристик предварительно подготовленных образцов выполняли на установке вакуумного ионно-магнетронного напыления нанокристаллических покрытий «КВАНТ», оборудованной источником ускоренных ионов с анодным слоем (с замкнутым дрейфом электронов) (Zhurin V.V., Kaufman H.R. and Robinson R.S. Physics of closed drift thrusters (Review article). Plasma Sources Science Technologies. 1999. V. 8. R1-R20. DOI: 10.1088/0963-0252/8/1/021). Источник ускоренных ионов размещали в вакуумной камере на вращающемся столе, с помощью которого можно было переводить источник без развакуумирования в положение напротив образца (фиг. 1) для очистки его поверхности, либо в положение напротив мишени (фиг. 2) для осаждения прозрачного упрочняющего покрытия на поверхность образца.
Основными критериями, определяющими восстановление оптических и прочностных характеристик, служили коэффициент пропускания света и предел прочности образцов.
Пример 1. Предварительно подготовленный образец размещали в вакуумной камере установки ионно-магнетронного напыления и при температуре образца плюс 25°С проводили распыление в вакууме пучком ускоренных ионов аргона покрытия углерода, нанесенного на поверхность образца. При этом условия обработки были следующие: ускоряющее напряжение - 3,5 кВ, потребляемая мощность источника ускоренных ионов - 350 Вт, длительность обработки - 100 часов.
Далее, согласно предлагаемому способу, пучок ускоренных ионов аргона направляли на мишень, состоящую из кварцевого стекла марки КВ, с которой происходило распыление материала мишени на образец.
При достижении толщины упрочняющего покрытия 10 мкм процесс прекращали.
На фиг. 3 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 1.
Пример 2. Предварительно подготовленный образец размещали в вакуумной камере установки ионно-магнетронного напыления и охлаждали до температуры минус 150°С.
Далее, при температуре образца минус 150°С, в условиях, приведенных в примере 1, осуществляли в вакууме очистку поверхности образца и осаждение упрочняющего покрытия.
На фиг. 4 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 2.
Пример 3. Предварительно подготовленный образец размещали в вакуумной камере установки ионно-магнетронного напыления и нагревали до температуры плюс 150°С.
Далее, при температуре образца плюс 150°С, в условиях, приведенных в примере 1, осуществляли в вакууме очистку поверхности образца и осаждение упрочняющего покрытия.
На фиг. 5 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 3.
Пример 4. Предварительно подготовленный образец размещали в вакуумной камере установки ионно-магнетронного напыления и при температуре образца плюс 25°С проводили распыление в вакууме пучком ускоренных ионов криптона покрытия углерода, нанесенного на поверхность образца. При этом условия обработки были следующие: ускоряющее напряжение - 3,5 кВ, потребляемая мощность источника ускоренных ионов - 150 Вт, длительность обработки - 200 часов.
Далее, согласно предлагаемому способу, пучок ускоренных ионов криптона направляли на мишень, состоящую из кварцевого стекла марки КВ, с которой происходило распыление материала мишени на образец.
При достижении толщины упрочняющего покрытия 10 мкм процесс прекращали.
На фиг. 6 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 4.
Пример 5. Предварительно подготовленный образец размещали в вакуумной камере установки ионно-магнетронного напыления и охлаждали до температуры минус 150°С.
Далее, при температуре образца минус 150°С, в условиях, приведенных в примере 4, осуществляли в вакууме очистку поверхности образца и осаждение упрочняющего покрытия.
На фиг. 7 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 5.
Пример 6. Предварительно подготовленный образец размещали в вакуумной камере установки ионно-магнетронного напыления и нагревали до температуры плюс 150°С.
Далее, при температуре образца плюс 150°С, в условиях, приведенных в примере 4, осуществляли в вакууме очистку поверхности образца и осаждение упрочняющего покрытия.
На фиг. 8 приведены спектральные кривые коэффициентов пропускания света, полученные до и после обработки предварительно подготовленного образца по примеру 6.
Спектральные кривые коэффициентов пропускания света получали с помощью спектрофотометра UVIKON 943, Kontron Instruments.
Предел прочности образцов определяли методом симметричного изгиба с помощью машины для испытания на сжатие типа ИП-1. Значения пределов прочности приведены в табл. 1.
Таблица 1
На основании результатов, приведенных в примерах, фигурах и таблице, видно, что предлагаемое изобретение решает задачу восстановления оптических и прочностных характеристик изделий из кварцевого стекла, преимущественно марки КВ, космических аппаратов в условиях космического пространства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛО С ОПТИЧЕСКИ ПРОЗРАЧНЫМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2608858C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОПРОВОДЯЩЕГО ТВЕРДОСМАЗОЧНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА КИНЕМАТИЧЕСКИЕ КОНТАКТНЫЕ ПАРЫ ИЗ МЕДНЫХ СПЛАВОВ | 2021 |
|
RU2767922C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛООТРАЖАЮЩЕГО ПОКРЫТИЯ НА СТЕКЛЕ | 1999 |
|
RU2165998C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОКАТАЛИТИЧЕСКИ АКТИВНОГО ПОКРЫТИЯ | 2010 |
|
RU2447190C2 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2011 |
|
RU2467878C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2709069C1 |
| Способ получения кальцийфосфатного покрытия на образце | 2019 |
|
RU2715055C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |
Изобретение относится к вакуумной технологии очистки поверхности и нанесения упрочняющих покрытий на изделия из кварцевого стекла, преимущественно марки КВ, указанная технология может быть использована в космических аппаратах в условиях космического пространства. Предложен способ восстановления прозрачного упрочняющего неорганического покрытия из кварцевого стекла марки КВ на поверхности изделия из кварцевого стекла, используемого в космическом аппарате, осуществляемый в имитируемых условиях космического пространства. Для осуществления способа проводят очистку поверхности изделия пучком ускоренных ионов инертного газа и последующее нанесение на очищенную поверхность изделия прозрачного неорганического упрочняющего покрытия путем ионно-лучевого распыления мишени из кварцевого стекла марки КВ пучком ускоренных ионов упомянутого инертного газа. Для имитации условий космического пространства очистку поверхности изделия из кварцевого стекла и нанесение упрочняющего неорганического покрытия выполняют в вакууме при температуре изделия от -150°С до 150°С. Обеспечивается восстановление оптических и прочностных характеристик изделий из кварцевого стекла в наземных условиях, приближенных к условиям космического пространства. 4 з.п. ф-лы, 8 ил., 1 табл., 6 пр.
1. Способ восстановления прозрачного упрочняющего неорганического покрытия из кварцевого стекла марки КВ на поверхности изделия из кварцевого стекла, используемого в космическом аппарате, осуществляемый в имитируемых условиях космического пространства, характеризующийся тем, что проводят очистку поверхности изделия пучком ускоренных ионов инертного газа и последующее нанесение на очищенную поверхность изделия прозрачного неорганического упрочняющего покрытия путем ионно-лучевого распыления мишени из кварцевого стекла марки КВ пучком ускоренных ионов упомянутого инертного газа, при этом для имитации условий космического пространства очистку поверхности изделия из кварцевого стекла и нанесение упрочняющего неорганического покрытия выполняют в вакууме при температуре изделия от -150°С до 150°С.
2. Способ по п. 1, отличающийся тем, что в качестве инертного газа используют аргон или криптон.
3. Способ по п. 1, отличающийся тем, что прозрачное упрочняющее неорганическое покрытие выполняют толщиной не менее 10 мкм и не более 15 мкм.
4. Способ по любому из пп. 1-3, отличающийся тем, что предварительно осуществляют подготовку изделия из кварцевого стекла, имитирующую результат ударного воздействия микрочастиц и загрязнение поверхности стекла в условиях космического пространства.
5. Способ по любому из пп. 1-4, отличающийся тем, что используют изделие из кварцевого стекла марки КВ.
| JP2018095488 A, 21.06.2018 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОКИСНЫХ ПЛЕНОК | 1991 |
|
RU2110604C1 |
| МНОГОСЛОЙНОЕ ПОКРЫТИЕ | 2003 |
|
RU2269146C2 |
| CN 108642444 B, 01.05.2020. | |||

