1
Изобретение относится к сварке давлением, преимущественно к соединениям стержневых деталей (шпилек, стоек, трубок и др.) с корпусными деталями, используемым во многих отраслях промышленности и является дополнительным к авт.св. № 772771.
Целью изобретения является повышение прочности соединения за счет увеличения степени развальцовки торца ввариваемой детали.
На чертеже представлена схема реализации предлагаемого способа..
В углубление корпусной детали 1 помещен шарик 2 и торец с коническим отверстием стержневой детали 3, который развальцовывается в процессе сварки трением. За счет использования ша13233012
без него при оборотах шпинделя 1000 об/мин, усилии нагрева (4-4,2) кН
в течение 10 с, усилии при осадке (6 - 6,2) кН в течение 3 с.
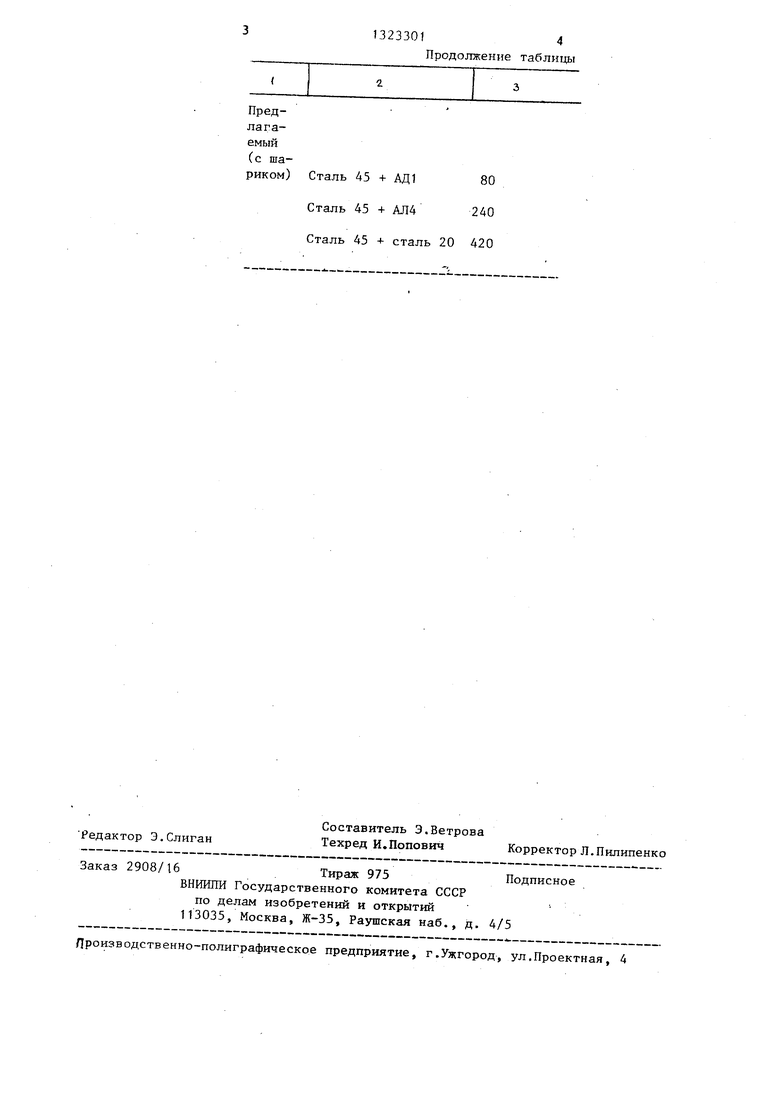
5 Результаты механических испытаний на разрыв представлены в таблице.
Как .видно из данных таблицы, конструктивная прочность соединений, полученных по предлагаемому способу,
fO выше, чем прочность соединений, выполненных по основному изобретению. Металлографические исследования соединений показывают, что развальцовка происходит во всех случаях при
5 применении предлагаемого способа, и только для алюминиевых сплавов - при применении способа по основному изобретению.
Использование изобретения обесперика, диаметры которого определены экспериментально, обеспечивается раз- чивает более высокую конструктивную )эальцовка торца стержневой детали прочность соединений стержневых дета- практически от соотношений пластических характеристик материалов соединяемых деталей. Сам шарик при этом также сваривается с соединяемыми деталями. В качестве шарика используют шарик от шарикоподшипника, а коничес25
лей с корпусньши и расширяет область применения основного изобретения.
Формула изобретения
Способ сварки трением деталей из разнородных металлов по авт. св. № 772771 , отличающийся тем, что, с целью повьш1ения прочности соединения за счет увеличения степени развальцовки торца детали из твердого металла, в цилиндрическое углубление детали из пластичного ме- 35 тапла перед сваркой помещают шарик из металла, более твердого, чем металл свариваемых деталей, диаметром 0,7-0,9 от диаметра детали из твердого металла.
кое отверстие в стержневой детали выполняют стандартным центровочным снерлом соответствующего типоразмера.
П р им ер. Приводят сварку стержня из стали 45 10 мм с углублениО
ем в торце под углом при вершине 60 , выполненным центровочным сверлом, с цилиндрами 0 30 мм из алюминиевых сплавов АД1, АП4 и стали 20 с отверстием 0 10 мм глубиной 12 мм.
Сварка проводится с использованием стального закаленного шарика jZ 8 мм и
Сталь 45 + АД1
60
Сталь 45 + АЛ4 160 Сталь 45 + сталь 20 200
в течение 10 с, усилии при осадке (6 - 6,2) кН в течение 3 с.
Результаты механических испытаний на разрыв представлены в таблице.
Как .видно из данных таблицы, конструктивная прочность соединений, полученных по предлагаемому способу,
выше, чем прочность соединений, выполненных по основному изобретению. Металлографические исследования соединений показывают, что развальцовка происходит во всех случаях при
применении предлагаемого способа, и только для алюминиевых сплавов - при применении способа по основному изобретению.
Использование изобретения обеспечивает более высокую конструктивную прочность соединений стержневых дета-
чивает более высокую конструктивную прочность соединений стержневых дета-
25
лей с корпусньши и расширяет область применения основного изобретения.
Формула изобретения
чивает более высокую конструктивную прочность соединений стержневых дета-
Способ сварки трением деталей из разнородных металлов по авт. св. № 772771 , отличающийся тем, что, с целью повьш1ения прочности соединения за счет увеличения степени развальцовки торца детали из твердого металла, в цилиндрическое углубление детали из пластичного ме- тапла перед сваркой помещают шарик з металла, более твердого, чем металл свариваемых деталей, диаметром 0,7-0,9 от диаметра детали из тверого металла.
Сталь 45 + АД1 80
Сталь 45 + АЛ4 240 Сталь 45 + сталь 20 420
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением деталей из разнородных металлов | 1979 |
|
SU772771A1 |
| Способ сварки трением деталей изРАзНОРОдНыХ МЕТАллОВ | 1979 |
|
SU814626A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Способ диффузионной сварки изделий из стали и алюминия | 2020 |
|
RU2754134C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| Способ сварки трением разнородных металлов | 1986 |
|
SU1386407A1 |
| Способ контактной сварки деталей из разнородных металлов | 1987 |
|
SU1489946A1 |
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
| Способ заварки отверстия в детали | 1977 |
|
SU745620A1 |
Изобретение относится к сварке давлением и используется для соединения стержневых деталей из твердого металла с корпусными деталями из мягкого металла. Целью изобретения является повьшение прочности соединения за счет увеличения степени развальцовки торца детали из твердого металла. В углубление, выполненное в корпусной детали 1, помещают, шарик 2 из твердого металла. Затем в углубление корпусной детали 1 устанавливают стержневую деталь 3, на торце которой вьшолнено коническое отверстие, и сваривают методом сварки трением. При этом шарик 2 способствует развальцовке кромок торца стержневой детали 3 и внедрению их в более пластичную корпусную деталь 1. Изобретение обеспечивает более высокую конструктивную прочность соединения. 1 ил,, 1 табл. С б (Л 14)
| Способ сварки трением деталей из разнородных металлов | 1979 |
|
SU772771A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
