Отсылка к родственной заявке
В настоящей заявке испрашивается приоритет согласно заявке на патент Китая № 2019111455094, поданной 21 ноября 2019 г. в Патентное ведомство Китая и озаглавленной «Медная плита кристаллизатора и кристаллизатор непрерывного литья», содержание которой во всей полноте включено в настоящую заявку посредством ссылки.
Область техники, к которой относится изобретение
Настоящее раскрытие относится к области кристаллизаторов непрерывного литья и, в частности, к медной плите кристаллизатора (к медной плите для кристаллизатора) и к кристаллизатору непрерывного литья.
Уровень техники
Медная плита кристаллизатора обычно выполнена либо с охлаждающими канавками плотного расположения, либо с одноканальной охлаждающей канавкой. Охлаждающие канавки плотного расположения включают в себя относительно узкие канавки охлаждающей среды, но относительно широкие охлаждающие ребра, в связи с чем некоторое количество охлаждающей среды контактирует с относительно малой эффективной поверхностью охлаждения, результатом чего являются относительно низкая охлаждающая способность и относительно низкая скорость непрерывного литья. Одноканальная охлаждающая канавка имеет меньшую общую площадь теплообмена из-за отсутствия охлаждающих ребер. В последнем случае скорость непрерывного литья выше, чем в случае с охлаждающими канавками плотного расположения, но все же не соответствует потребностям современного промышленного производства.
С учетом вышесказанного, предложено настоящее изобретение.
Раскрытие сущности изобретения
Задача настоящего изобретения включает в себя, например, создание медной плиты кристаллизатора с повышенной охлаждающей способностью.
Задача настоящего изобретения также включает в себя, например, создание кристаллизатора непрерывного литья, способного обеспечить более равномерное охлаждение и преимущества, состоящие в уменьшении растрескивания медной плиты кристаллизатора из-за термической усталости и продлении срока службы медной плиты кристаллизатора.
Указанные технические задачи согласно настоящему изобретению решены следующим образом.
Согласно первому аспекту, в настоящем раскрытии предложена медная плита кристаллизатора, содержащая поверхность матрицы для непрерывного литья металлов и стационарную поверхность для оборотного охлаждения, причем стационарная поверхность снабжена крепежными винтовыми отверстиями и утолщениями, причем крепежные винтовые отверстия в вертикальных столбцах соединены со стационарным водяным баком или адаптерной опорной плитой, причем утолщения сформированы вокруг винтовых отверстий. Между множеством утолщений в каждом вертикальном столбце прикреплены ребра жесткости. Ниже стационарной поверхности между любыми двумя соседними столбцами крепежных винтовых отверстий выполнен канал охлаждения. Вдоль середины менисковой области канала охлаждения выполнено делящее поток охлаждающее ребро. По меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра выполнен в виде конического угла для изменения направления движения охлаждающей среды.
В одном или нескольких вариантах осуществления медная плита кристаллизатора выполнена в форме кубовидной пластинчатой конструкции.
В одном или нескольких вариантах осуществления крепежные винтовые отверстия представляют собой раззенкованные отверстия.
В одном или нескольких вариантах осуществления крепежные винтовые отверстия представляют собой раззенкованные отверстия с резьбой.
В одном или нескольких вариантах осуществления медная плита кристаллизатора также содержит противоположные друг другу верхнюю поверхность и нижнюю поверхность и две противоположные боковые поверхности.
В одном или нескольких вариантах осуществления в медной плите кристаллизатора выполнено отверстие в положении вблизи верхней поверхности или нижней поверхности, соответствующем водовпуску стационарного водяного бака или адаптерной опорной плиты, при этом в медной плите кристаллизатора выполнено отверстие в положении вблизи нижней поверхности или верхней поверхности, соответствующем водовыпуску стационарного водяного бака или адаптерной опорной плиты.
В одном или нескольких вариантах осуществления второе в направлении сверху вниз крепежное винтовое отверстие в любом столбце служит в качестве зонального отверстия, при этом линия, соединяющая центр зонального отверстия с вершиной конического угла, частично расположена на конической поверхности конического угла.
В одном или нескольких вариантах осуществления угол конического угла составляет от 60 до 90°.
В одном или нескольких вариантах осуществления делящее поток охлаждающее ребро выполнено в форме прямой полосы.
В одном или нескольких вариантах осуществления ширина делящего поток охлаждающего ребра составляет от 6 до 10 мм.
В одном или нескольких вариантах осуществления дно канала охлаждения расположено ниже стационарной поверхности на 5-15 мм.
В одном или нескольких вариантах осуществления крепежные винтовые отверстия и утолщения расположены на той же горизонтальной плоскости, что и стационарная поверхность.
В одном или нескольких вариантах осуществления ширина ребра жесткости составляет от 5 до 8 мм.
В одном или нескольких вариантах осуществления ширина ребра жесткости меньше ширины делящего поток охлаждающего ребра.
Согласно второму аспекту, в настоящем раскрытии предложен кристаллизатор непрерывного литья, содержащий медную плиту кристаллизатора по любому из раскрытых выше вариантов осуществления.
Настоящее раскрытие обеспечивает следующие полезные эффекты. Например, согласно настоящему раскрытию, делящее поток охлаждающее ребро расположено вдоль середины менисковой области канала охлаждения. Наличие охлаждающих ребер способствует увеличению площади поверхности охлаждения менисковых областей, уменьшению площади поперечного сечения каналов охлаждения, повышению скорости потока охлаждающей воды и повышению охлаждающей способности, что, в свою очередь, способствует снижению температуры медной плиты в менисковой области, позволяет обеспечить более равномерное охлаждение в менисковой области, способствует уменьшению термического усталостного растрескивания медной плиты в менисковой области и продлению срока службы медной плиты кристаллизатора. При перемещении охлаждающей среды, текущей в канале охлаждения, в менисковую область, водный проток становится уже благодаря наличию делящего поток охлаждающего ребра, вода течет с большей скоростью, увеличивается площадь поверхности теплообмена и возрастает охлаждающая способность, что способствует снижению температуры медной плиты в менисковой области, позволяет обеспечить более равномерное охлаждение в менисковой области и способствует уменьшению термического усталостного растрескивания медной плиты в менисковой области. Согласно настоящему раскрытию, по меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра выполнен в виде конического угла. Благодаря этому, при столкновении потока воды с коническим углом поток воды может изменить свое направление, в результате чего поток воды устремляется ко второму в направлении сверху вниз крепежному винтовому отверстию и утолщению, окружающему винтовое отверстие, в связи с чем там возникает завихрение, что усиливает эффект охлаждения в данной зоне. Возрастает охлаждающая способность, а охлаждение медной плиты кристаллизатора происходит с относительно равномерным распределением охлаждения. Охлаждение отлитой заготовки может происходить с высокой производительностью и равномерностью, с низким напряжением в корочке заготовки, при этом скорость непрерывного литья может быть соответственно увеличена. Кроме того, наличие ребер жесткости согласно настоящему раскрытию, с одной стороны, повышает прочность между утолщениями, а с другой стороны может повысить производительность по теплообмену. Они также создают эффект сужения водного протока стационарной поверхности и повышения расхода для усиления эффекта охлаждения. Кроме того, кристаллизатор непрерывного литья по настоящему раскрытию может обеспечить более равномерное охлаждение, что обеспечивает преимущества, состоящие в уменьшении термического усталостного растрескивания медной плиты кристаллизатора и продлении срока службы медной плиты кристаллизатора.
Краткое описание чертежей
Для создания более ясного представления о технических решениях вариантов осуществления по настоящему раскрытию, ниже будут кратко описаны прилагаемые чертежи, предназначенные для применения в вариантах осуществления. Следует понимать, что нижеследующие прилагаемые чертежи изображают только некоторые варианты осуществления настоящего раскрытия и поэтому не должны рассматриваться как ограничивающие его объем. Средние специалисты в данной области техники смогут создать другие соответствующие чертежи с учетом прилагаемых чертежей без каких-либо изобретательских усилий.
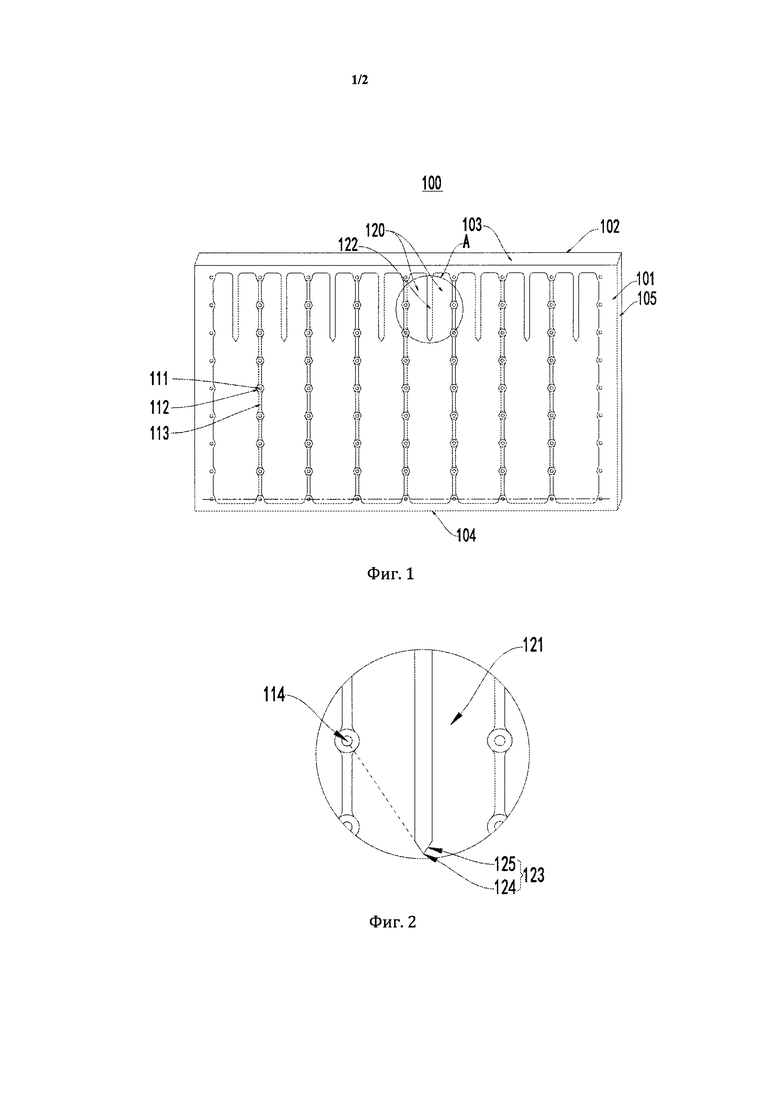
ФИГ. 1 - схематический вид конструкции медной плиты кристаллизатора по варианту осуществления настоящего раскрытия;
ФИГ. 2 - частичный вид в увеличенном масштабе фрагмента А на ФИГ. 1;
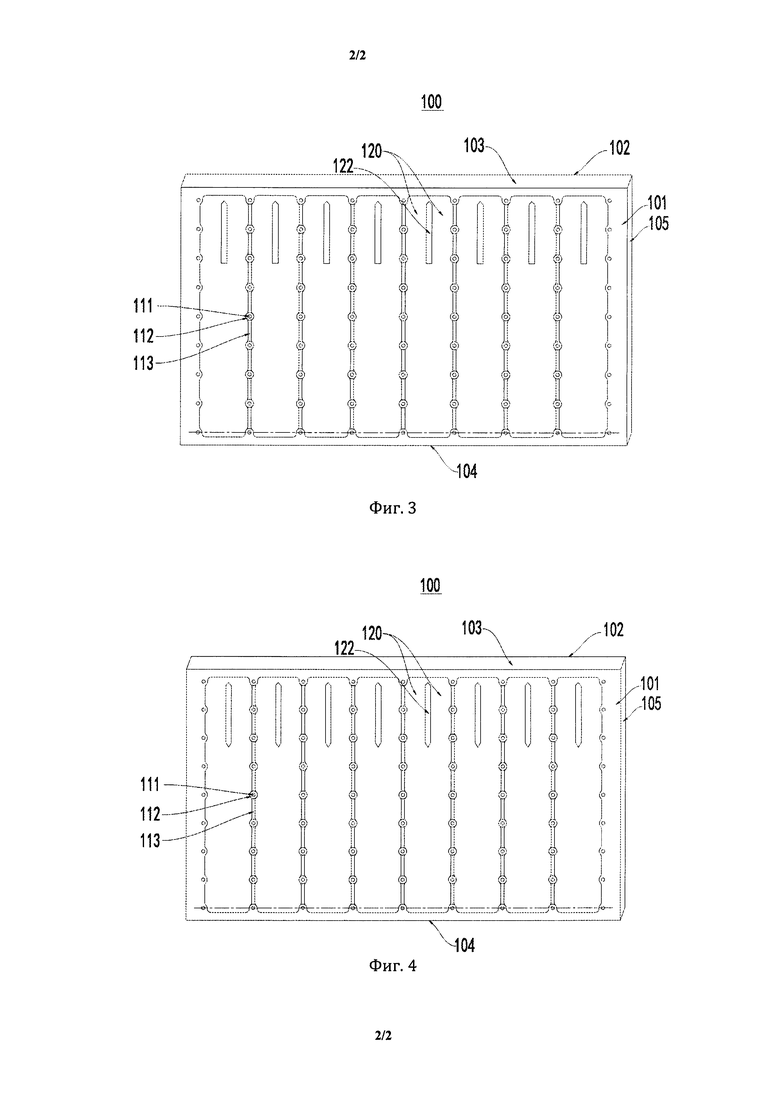
ФИГ. 3 - схематический вид конструкции медной плиты кристаллизатора по варианту осуществления настоящего раскрытия; и
ФИГ. 4 - схематический вид конструкции медной плиты кристаллизатора по варианту осуществления настоящего раскрытия.
Номера позиций: 100 - медная плита кристаллизатора; 101 - стационарная поверхность; 102 - поверхность матрицы; 103 - верхняя поверхность; 104 - нижняя поверхность; 105 - боковая поверхность; 111 - крепежное винтовое отверстие; 112 - утолщение; 113 - ребро жесткости; 114 - зональное отверстие; 120 - канал охлаждения; 121 - менисковая область; 122 - делящее поток охлаждающее ребро; 123 - конический угол; 124 - вершина; 125 - коническая поверхность.
Осуществление изобретения
Для дополнительного разъяснения целей, технических решений и преимуществ вариантов осуществления настоящего раскрытия, технические решения в вариантах осуществления настоящего раскрытия будут ясно и полно раскрыты ниже на примерах прилагаемых чертежей вариантов осуществления настоящего раскрытия. Разумеется, описываемые варианты осуществления являются только некоторыми, но не всеми, вариантами осуществления настоящего раскрытия. В общем случае, компоненты раскрываемых и изображенных на чертежах вариантов осуществления настоящего раскрытия могут быть расположены и конструктивно выполнены в нескольких других конфигурациях.
С учетом вышесказанного, нижеследующее описание вариантов осуществления настоящего раскрытия, представленных на прилагаемых чертежах, не предназначено для ограничения объема притязаний по настоящему раскрытию, а представляет не более чем избранные варианты его осуществления. Все прочие варианты осуществления, созданные средними специалистами в данной области техники на основе данных вариантов осуществления настоящего раскрытия без изобретательских усилий, входят в объем притязаний по настоящему раскрытию.
Следует отметить, что аналогичные числовые и буквенные номера позиций обозначают аналогичные позиции на прилагаемых чертежах. Поэтому после того, как та или иная позиция будет охарактеризована на одном чертеже, она может не быть дополнительно охарактеризована и разъяснена на последующих чертежах.
Следует отметить, что в настоящем раскрытии взаимная ориентация или расположение, обозначаемые словами «верхний», «нижний», «внутренний», «наружный» и т.п., при их наличии, указаны исходя из взаимной ориентации или расположения на прилагаемых чертежах или взаимной ориентации или расположения во время эксплуатации изделия по изобретению исключительно для упрощения описания, но не указывают и не предполагают того, что соответствующие устройства или элементы должны быть ориентированы, выполнены или эксплуатироваться в какой-либо конкретной ориентации, в связи с чем их не следует толковать как ограничивающие настоящее раскрытие. При этом понятия «первый», «второй» и т.п., при их наличии, служат исключительно для проведения различия в описании, но не должны толковаться как указывающие или предполагающие относительную важность.
Кроме того, понятия «горизонтальный», «вертикальный», «свисающий» и т.п. не означают, что компонент должен быть расположен абсолютно по горизонтали или свисающим, при этом он может быть расположен с небольшим наклоном. Например, понятие «горизонтальный» может означать, что он направлен больше по горизонтали, чем по вертикали, но не означает, что конструкция должна быть полностью горизонтальной, при этом она может быть расположена с небольшим наклоном.
Следует отметить, что если в тексте настоящего раскрытия явным образом не указано и не определено иное, слова «выполнять», «снабжать», «устанавливать», «связывать» и «соединять» следует понимать в широком смысле. Например, соединение может быть стационарным, разъемным или выполненным за одно целое, может быть механическим или электрическим, может представлять собой непосредственное или опосредованное соединение через промежуточное средство или внутреннюю связь между двумя компонентами. Средние специалисты в данной области техники смогут понять конкретный смысл вышеуказанных понятий в настоящем раскрытии в зависимости от контекста.
Следует отметить, что, при отсутствии противоречий, признаки вариантов осуществления настоящего раскрытия можно комбинировать друг с другом.
В примерах на ФИГ. 1 и ФИГ. 2 по настоящему раскрытию предложена медная плита 100 кристаллизатора, представляющая собой кубовидную пластинчатую конструкцию и содержащая противоположные друг другу стационарную поверхность 101 и поверхность 102 матрицы, противоположные друг другу верхнюю поверхность 103 и нижнюю поверхность 104 и две противоположные боковые поверхности 105.
В данном случае стационарная поверхность 101 выполнена с возможностью соединения со стационарным водяным баком или адаптерной опорной плитой для обеспечения оборотного охлаждения, а поверхность 102 матрицы выполнена с возможностью осуществления непрерывного литья металла.
Стационарная поверхность 101 снабжена множеством столбцов крепежных винтовых отверстий 111, выполненных для соединения с внешним стационарным водяным баком или адаптерной опорной плитой, и утолщениями 112, образующими окружающие элементы винтовых отверстий, причем крепежные винтовые отверстия 111 и утолщения 112 расположены на той же горизонтальной плоскости, что и стационарная поверхность 101. Иными словами, крепежные винтовые отверстия 111 по настоящему раскрытию представляют собой раззенкованные отверстия. В частности, крепежные винтовые отверстия 111 по настоящему раскрытию представляют собой раззенкованные отверстия с резьбой (т.е. резьбовые отверстия). Наличие раззенкованных отверстий позволяет обеспечить более плотное соединение стационарной поверхности 101 со стационарным водяным баком или адаптерной опорной плитой. Кроме того, когда медную плиту 100 кристаллизатора нужно удалить или заменить, стационарную поверхность 101 можно легко отсоединить от стационарного водяного бака или адаптерной опорной плиты через раззенкованные отверстия с резьбой, что облегчает техобслуживание или ремонт медной плиты 100 кристаллизатора.
Ребра 113 жесткости опционально прикреплены между множеством крепежных винтовых отверстий 111 в каждом вертикальном столбце. В частности, ребро 113 жесткости прикреплено между любыми двумя соседними крепежными винтовыми отверстиями 111 из множества крепежных винтовых отверстий 111 в каждом вертикальном столбце, при этом соединение между ребром 113 жесткости и двумя крепежными винтовыми отверстиями 111 представляет собой, без каких-либо ограничений, постоянное соединение, например, сварное или паяное, или разъемное соединение. В данном варианте осуществления ширина ребра 113 жесткости составляет от 5 до 8 мм. При этом наличие ребер 113 жесткости повышает прочность между утолщениями 112, благодаря чему стационарная поверхность 101 более плотно соединена со стационарным водяным баком или адаптерной опорной плитой. Оно также позволяет повысить производительность по теплообмену. Ребра также служат для сужения водного протока стационарной поверхности 101, тем самым повышая расход для усиления эффекта охлаждения. В частности, когда охлаждающая среда течет в канале охлаждения, водный проток становится уже благодаря наличию ребер 113 жесткости, возрастает расход потока воды, а также увеличивается площадь поверхности теплообмена, что повышает охлаждающую способность.
Канал 120 охлаждения выполнен между любыми двумя соседними столбцами крепежных винтовых отверстий 111. Канал 120 охлаждения согласно настоящему раскрытию заглублен в стационарной поверхности 101. В частности, дно канала 120 охлаждения расположено приблизительно на 5 - 15 мм ниже стационарной поверхности 101. Канал 120 охлаждения служит для пропуска через него потока охлаждающей среды. В частном примере в медной плите 100 кристаллизатора вблизи верхней поверхности 103 или нижней поверхности 104 выполнено отверстие в положении, соответствующем водовпуску стационарного водяного бака или адаптерной опорной плиты, при этом в медной плите 100 кристаллизатора вблизи нижней поверхности 104 или верхней поверхности 103 выполнено отверстие в положении, соответствующем водовыпуску стационарного водяного бака или адаптерной опорной плиты. Это обеспечивает возможность подачи воды в отверстие медной плиты 100 кристаллизатора вблизи верхней поверхности 103 или нижней поверхности 104, соответствующее водовпуску стационарного водяного бака или адаптерной опорной плиты, и, соответственно, возможность выпуска воды из отверстия вблизи нижней поверхности 104 или верхней поверхности 103, соответствующего водовыпуску стационарного водяного бака или адаптерной опорной плиты, с образованием оборотной воды для охлаждения.
В канале 120 охлаждения предусмотрена менисковая область 121. Область медной плиты 100 кристаллизатора, где расположен второй ряд крепежных винтовых отверстий 111 и утолщений 112 в направлении от верхней поверхности 103 к нижней поверхности 104 обычно называют «менисковая область» 121. Начальная кристаллизация расплавленной стали в менисковой области 121 является ключевым фактором, определяющим качество поверхности и качество макроструктуры литой заготовки. Поэтому менисковая область 121 нуждается в достаточном и равномерном охлаждении.
В частности, согласно настоящему раскрытию, менисковая область 121 снабжена делящим поток охлаждающим ребром 122. По меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра 122 выполнен в виде конического угла 123 для изменения направления перемещения охлаждающей среды.
Делящее поток охлаждающее ребро 122 представляет собой прямую полосовую конструкцию. Прямая полосовая конструкция выполнена так, что после поворота охлаждающей среды (например, воды) у конического угла 123, делящее поток охлаждающее ребро 122 перестает влиять на ее последующее перемещение. Кроме того, согласно настоящему раскрытию, ширина делящего поток охлаждающего ребра 122 составляет от 6 до 10 мм, а ширина ребра 113 жесткости меньше ширины делящего поток охлаждающего ребра 122. Таким образом, область водного протока канала 120 охлаждения может быть увеличена в максимально возможной степени без изменения размера стационарной поверхности 101, тем самым увеличив площадь поверхности охлаждения потоком воды так, чтобы в других областях канала 120 охлаждения (т.е. областях, не являющихся менисковой областью 121) расход потока воды был ниже, а в менисковой области 121 расход потока воды был выше. Согласно настоящему раскрытию, расположение делящего поток охлаждающего ребра 122 только в менисковой области 121, но не в других областях канала 120 охлаждения (т.е. областях, не являющихся менисковой областью 121), позволяет сузить водный проток в менисковой области 121, благодаря чему возрастает расход потока воды, увеличивается площадь поверхности теплообмена и возрастает охлаждающая способность. Это способствует снижению температуры медной плиты в менисковой области 121, позволяет обеспечить более равномерное охлаждение в менисковой области 121 и уменьшить термическое усталостное растрескивание медной плиты в менисковой области 121. Согласно настоящему раскрытию, по меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра 122 конструктивно выполнен в виде конического угла 123. При столкновении потока воды с коническим углом 123, поток воды может изменить свое направление, тем самым создавая беспорядочное завихрение, в котором происходит перемешивание потоков воды друг с другом, усиливающее эффект охлаждения.
В частности, делящее поток охлаждающее ребро 122, выполненное в менисковой области 121, может сузить водный проток в менисковой области 121, в результате чего при протекании охлаждающей среды (например, воды) через менисковую область 121 возрастает расход охлаждающей среды, что повышает охлаждающую способность и усиливает эффект охлаждения. Кроме того, наличие делящего поток охлаждающего ребра 122 позволяет эффективно увеличить площадь поверхности теплообмена, что дополнительно повышает охлаждающую способность и делает охлаждение более равномерным. Быстрое и равномерное охлаждение позволяет уменьшить термическое усталостное растрескивание медной плиты в менисковой области 121.
Кроме того, по меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра 122 конструктивно выполнен в виде конического угла 123. Иными словами, один конец делящего поток охлаждающего ребра 122 вблизи верхней поверхности 103 выполнен в виде конического угла 123, или один конец делящего поток охлаждающего ребра 122 вблизи нижней поверхности 104 выполнен в виде конического угла 123, или оба конца делящего поток охлаждающего ребра 122 выполнены в виде конических углов 123. При протекании охлаждающей среды (например, воды) через менисковую область 121, после столкновения охлаждающей среды с коническим углом 123, возрастает ее расход, и происходит изменение направления потока с упорядоченного на неупорядоченное, в результате чего может возникнуть завихрение (т.е. турбулентный поток) в менисковой области 121, дополнительно повышающее скорость охлаждения и усиливающее эффект охлаждения.
Согласно настоящему раскрытию, второе в направлении сверху вниз крепежное винтовое отверстие 111 в любом столбце определено в качестве зонального отверстия 114. Линия, соединяющая центр зонального отверстия 114 с вершиной 124 конического угла 123, частично расположена на конической поверхности 125 конического угла 123 (как показано пунктирной линией на ФИГ. 2). В частности, угол конического угла 123 согласно настоящему раскрытию составляет от 60 до 90°. Данный угол обеспечивает возможность течения потока воды вдоль конической поверхности 125 конического угла 123 с последующим ударением об утолщение 112, соответствующее зональному отверстию 114. Ограничив формы зонального отверстия 114 и конического угла 123, можно гарантировать, что когда поток воды столкнется с коническим углом 123, поток воды изменит свое направление и ударится об утолщение 112 зонального отверстия 114, в результате чего возникнет завихрение, что позволит эффективно повысить охлаждающую способность утолщения 112, соответствующего зональному отверстию 114, для обеспечения более равномерного охлаждения менисковой области 121 и усиления эффекта охлаждения. Происходит снижение температуры горячей поверхности медной плиты 100 кристаллизатора в менисковой области 121, что уменьшает или исключает термическое усталостное растрескивание медной плиты в менисковой области 121 и, как следствие, продлевает срок службы медной плиты 100 кристаллизатора и увеличивает ее способность выдерживать более высокую скорость непрерывного литья.
В настоящем раскрытии также предложен кристаллизатор непрерывного литья, содержащий раскрытую выше медную плиту 100 кристаллизатора. Он способен обеспечить более равномерное охлаждение, обеспечивающее преимущества, состоящие в уменьшении термического усталостного растрескивания медной плиты 100 кристаллизатора и продлении срока службы медной плиты 100 кристаллизатора.
Принцип работы медной плиты 100 кристаллизатора по настоящему раскрытию изложен ниже. Медную плиту 100 кристаллизатора прикрепляют путем соединения крепежных винтовых отверстий 111 в стационарной поверхности 101 и утолщений 112, образующих окружающие элементы винтовых отверстий, с внешним стационарным водяным баком или адаптерной опорной плитой, после чего наружный периметр стационарной поверхности 101 уплотняют с помощью уплотнительного кольца для эффективного предотвращения утечки охлаждающей среды. Наличие ребер 113 жесткости согласно настоящему раскрытию позволяет не только повысить прочность между утолщениями 112, но и повысить производительность по теплообмену и усилить эффект охлаждения. Далее охлаждающую среду вводят в канал 120 охлаждения, и охлаждающая среда течет в канале 120 охлаждения. При ее перемещении в менисковую область 121, водный проток становится уже, благодаря наличию делящего поток охлаждающего ребра 122, расход потока воды возрастает, увеличивается площадь поверхности теплообмена и возрастает охлаждающая способность. Таким образом, наличие делящего поток охлаждающего ребра 122 позволяет снизить температуру медной плиты в менисковой области 121, позволяет обеспечить более равномерное охлаждение в менисковой области 121 и способствует уменьшению термического усталостного растрескивания медной плиты в менисковой области 121. Согласно настоящему раскрытию, по меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра 122 конструктивно выполнен в виде конического угла 123. При столкновении потока воды с коническим углом 123, поток воды может изменить свое направление, в результате чего поток воды устремляется ко второму в направлении сверху вниз крепежному винтовому отверстию 111 и к утолщению 112, образующему окружающий элемент винтового отверстия, и там возникает завихрение, что усиливает эффект охлаждения в данной зоне. Это обеспечивает повышение охлаждающей способности для медной плиты 100 кристаллизатора и позволяет обеспечить относительно равномерное охлаждение. Кроме того, охлаждение отлитой заготовки может происходить с высокой производительностью и равномерностью, с низким напряжением в корочке заготовки, при этом скорость непрерывного литья может быть соответственно увеличена.
Далее будут раскрыты частные варианты осуществления. В варианте осуществления на ФИГ. 1 предложена медная плита 100 кристаллизатора, выполненная в форме кубовидной пластинчатой конструкции, содержащая противоположные друг другу стационарную поверхность 101 и поверхность 102 матрицы, противоположные друг другу верхнюю поверхность 103 и нижнюю поверхность 104 и две противоположные боковые поверхности 105.
В данном случае стационарная поверхность 101 снабжена множеством столбцов крепежных винтовых отверстий 111 и утолщениями 112, образующими окружающие элементы винтовых отверстий, при этом крепежные винтовые отверстия 111 и утолщения 112 расположены на той же горизонтальной плоскости, что и стационарная поверхность 101. Ребра 113 жесткости прикреплены между множеством крепежных винтовых отверстий 111 в каждом вертикальном столбце. В данном варианте осуществления ширина ребра 113 жесткости составляет 5 мм.
Канал 120 охлаждения, заглубленный в стационарной поверхности 101, выполнен между любыми двумя соседними столбцами крепежных винтовых отверстий 111. Дно канала 120 охлаждения расположено ниже стационарной поверхности 101 приблизительно на 8 мм. Охлаждающая среда поступает в отверстие медной плиты 100 кристаллизатора вблизи нижней поверхности 104, соответствующее водовпуску стационарного водяного бака или адаптерной опорной плиты, течет по каналу 120 охлаждения, а затем выходит из отверстия вблизи верхней поверхности 103, соответствующего водовыпуску стационарного водяного бака или адаптерной опорной плиты. Менисковая область 121 выполнена в канале 120 охлаждения, при этом на части канала 120 охлаждения, соответствующей менисковой области 121, выполнено делящее поток охлаждающее ребро 122 в форме прямой полосы шириной 7 мм. Нижний конец делящего поток охлаждающего ребра 122 выполнен в виде конического угла 123 с углом 60°, выступающим вдоль аксиального направления делящего поток охлаждающего ребра 122. Согласно настоящему раскрытию, второе в направлении сверху вниз крепежное винтовое отверстие 111 в любом столбце определено в качестве зонального отверстия 114, при этом линия, соединяющая центр зонального отверстия 114 с вершиной 124 конического угла 123, частично расположена на конической поверхности 125 конического угла 123.
При протекании охлаждающей среды в канале 120 охлаждения, конический угол 123 вынуждает поток воды изменить направление его течения, в результате чего происходит ударение потока об утолщение 112 зонального отверстия 114 с возникновением там завихрения, эффективно повышающего охлаждающую способность утолщения 112, соответствующего зональному отверстию 114, что обеспечивает более равномерное охлаждение в менисковой области 121. Происходит снижение температуры горячей поверхности медной плиты 100 кристаллизатора в менисковой области 121, что уменьшает или исключает термическое усталостное растрескивание медной плиты в менисковой области 121 и, как следствие, продлевает срок службы медной плиты 100 кристаллизатора и увеличивает ее способность выдерживать более высокую скорость непрерывного литья. Далее, в варианте осуществления на ФИГ. 3, предложена медная плита 100 кристаллизатора, представляющая собой кубовидную пластинчатую конструкцию, содержащая противоположные друг другу стационарную поверхность 101 и поверхность 102 матрицы, противоположные друг другу верхнюю поверхность 103 и нижнюю поверхность 104 и две противоположные боковые поверхности 105.
В данном случае стационарная поверхность 101 снабжена множеством столбцов крепежных винтовых отверстий 111 и утолщениями 112, образующими окружающие элементы винтовых отверстий, при этом крепежные винтовые отверстия 111 и утолщения 112 расположены на той же горизонтальной плоскости, что и стационарная поверхность 101. Ребра 113 жесткости прикреплены между множеством крепежных винтовых отверстий 111 в каждом вертикальном столбце. В данном варианте осуществления ширина ребра 113 жесткости составляет 8 мм.
Канал 120 охлаждения, заглубленный в стационарной поверхности 101, выполнен между любыми двумя соседними столбцами крепежных винтовых отверстий 111. Дно канала 120 охлаждения расположено ниже стационарной поверхности 101 приблизительно на 15 мм. Охлаждающая среда поступает в отверстие медной плиты 100 кристаллизатора вблизи верхней поверхности 103, соответствующее водовпуску стационарного водяного бака или адаптерной опорной плиты, течет по каналу 120 охлаждения, а затем выходит из отверстия вблизи нижней поверхности 104, соответствующего водовыпуску стационарного водяного бака или адаптерной опорной плиты. Менисковая область 121 выполнена в канале 120 охлаждения, при этом на части канала 120 охлаждения, соответствующей менисковой области 121, выполнено делящее поток охлаждающее ребро 122 в форме прямой полосы шириной 10 мм. Верхний конец делящего поток охлаждающего ребра 122 выполнен в виде конического угла 123 с углом 90°, выступающим вдоль аксиального направления делящего поток охлаждающего ребра 122. Согласно настоящему раскрытию, второе в направлении сверху вниз крепежное винтовое отверстие 111 в любом столбце определено в качестве зонального отверстия 114, при этом линия, соединяющая центр зонального отверстия 114 с вершиной 124 конического угла 123 частично расположена на конической поверхности 125 конического угла 123.
При протекании охлаждающей среды в канале 120 охлаждения, конический угол 123 вынуждает поток воды изменить направление его течения, в результате чего происходит ударение потока об утолщение 112 зонального отверстия 114 с возникновением там завихрения, эффективно повышающего охлаждающую способность утолщения 112, соответствующего зональному отверстию 114, что обеспечивает более равномерное охлаждение в менисковой области 121. Происходит снижение температуры горячей поверхности медной плиты 100 кристаллизатора в менисковой области 121, что уменьшает или исключает термическое усталостное растрескивание медной плиты в менисковой области 121, и, как следствие, продлевает срок службы медной плиты 100 кристаллизатора и увеличивает ее способность выдерживать более высокую скорость непрерывного литья. В варианте осуществления на ФИГ. 4 предложена медная плита 100 кристаллизатора, представляющая собой кубовидную пластинчатую конструкцию, содержащая противоположные друг другу стационарную поверхность 101 и поверхность 102 матрицы, противоположные друг другу верхнюю поверхность 103 и нижнюю поверхность 104 и две противоположные боковые поверхности 105.
В данном случае стационарная поверхность 101 снабжена множеством столбцов крепежных винтовых отверстий 111 и утолщениями 112, образующими окружающие элементы винтовых отверстий, при этом крепежные винтовые отверстия 111 и утолщения 112 расположены на той же горизонтальной плоскости, что и стационарная поверхность 101. Ребра 113 жесткости прикреплены между множеством крепежных винтовых отверстий 111 в каждом вертикальном столбце. В данном варианте осуществления ширина ребра 113 жесткости составляет 6 мм.
Канал 120 охлаждения, заглубленный в стационарной поверхности 101, выполнен между любыми двумя соседними столбцами крепежных винтовых отверстий 111. Дно канала 120 охлаждения расположено ниже стационарной поверхности 101 приблизительно на 12 мм. Охлаждающая среда поступает в отверстие медной плиты 100 кристаллизатора вблизи нижней поверхности 104, соответствующее водовпуску стационарного водяного бака или адаптерной опорной плиты, течет по каналу 120 охлаждения, а затем выходит из отверстия вблизи верхней поверхности 103, соответствующего водовыпуску стационарного водяного бака или адаптерной опорной плиты. Менисковая область 121 выполнена в канале 120 охлаждения, при этом на части канала 120 охлаждения, соответствующей менисковой области 121, выполнено делящее поток охлаждающее ребро 122 в форме прямой полосы шириной 8 мм. И нижний конец, и верхний конец делящего поток охлаждающего ребра 122 выполнены в виде конических углов 123 с углом 80°, выступающих вдоль аксиального направления делящего поток охлаждающего ребра 122. Согласно настоящему раскрытию, второе в направлении сверху вниз крепежное винтовое отверстие 111 в любом столбце определено в качестве зонального отверстия 114, при этом линия, соединяющая центр зонального отверстия 114 с вершиной 124 конического угла 123, частично расположена на конической поверхности 125 конического угла 123.
При протекании охлаждающей среды в канале 120 охлаждения, конический угол 123 вынуждает поток воды изменить направление его течения, в результате чего происходит ударение потока об утолщение 112 зонального отверстия 114 с возникновением там завихрения, эффективно повышающего охлаждающую способность утолщения 112, соответствующего зональному отверстию 114, что обеспечивает более равномерное охлаждение в менисковой области 121. Происходит снижение температуры горячей поверхности медной плиты 100 кристаллизатора в менисковой области 121, что уменьшает или исключает термическое усталостное растрескивание медной плиты в менисковой области 121, и, как следствие, продлевает срок службы медной плиты 100 кристаллизатора и увеличивает ее способность выдерживать более высокую скорость непрерывного литья.
В завершение, согласно настоящему раскрытию, медную плиту 100 кристаллизатора прикрепляют путем соединения крепежных винтовых отверстий 111 в стационарной поверхности 101 и утолщений 112, образующих окружающие элементы винтовых отверстий, с внешним стационарным водяным баком или адаптерной опорной плитой, после чего наружный периметр стационарной поверхности 101 уплотняют с помощью уплотнительного кольца для эффективного предотвращения утечки охлаждающей среды. Наличие ребер 113 жесткости согласно настоящему раскрытию позволяет не только повысить прочность между утолщениями 112, но и повысить производительность по теплообмену и усилить эффект охлаждения. Далее охлаждающую среду вводят в канал 120 охлаждения, и охлаждающая среда течет в канале 120 охлаждения. При ее перемещении в менисковую область 121, водный проток становится уже благодаря наличию делящего поток охлаждающего ребра 122, расход потока воды возрастает, увеличивается площадь поверхности теплообмена и возрастает охлаждающая способность. Это позволяет увеличить площадь поверхности охлаждения менисковых областей 121, уменьшить площадь поперечного сечения канала 120 охлаждения, увеличить скорость потока охлаждающей воды и повысить охлаждающую способность. Таким образом, наличие делящего поток охлаждающего ребра 122 позволяет снизить температуру медной плиты в менисковой области 121, позволяет обеспечить более равномерное охлаждение в менисковой области 121, способствует уменьшению термического усталостного растрескивания медной плиты в менисковой области 121 и продлевает срок службы медной плиты 100 кристаллизатора. Согласно настоящему раскрытию, по меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра 122 выполнен в виде конического угла 123. При столкновении потока воды с коническим углом 123, поток воды может изменить свое направление, в результате чего поток воды устремляется ко второму в направлении сверху вниз крепежному винтовому отверстию 111 и к утолщению, образующему окружающий элемент винтового отверстия, с возникновением там завихрения, усиливающего эффект охлаждения в данной зоне. Это обеспечивает повышение охлаждающей способности для медной плиты 100 кристаллизатора и позволяет обеспечить относительно равномерное охлаждение. Кроме того, охлаждение литой заготовки может происходить с высокой производительностью и равномерностью, с низким напряжением в корочке заготовки, при этом скорость непрерывного литья может быть соответственно увеличена.
Приведенное выше описание предназначено исключительно для того, что проиллюстрировать частные варианты осуществления настоящего раскрытия, при этом оно не ограничивает объем охраны по настоящему раскрытию. Любые изменения или замены, которые могут легко прийти на ум специалистам в данной области техники без отступления от технического объема настоящего раскрытия, следует рассматривать как входящие в объем охраны по настоящему раскрытию.
Промышленная применимость
Медная плита кристаллизатора по настоящему раскрытию снабжена делящим поток охлаждающим ребром, расположенным вдоль середины менисковой области канала охлаждения, которое позволяет увеличить площадь поверхности охлаждения менисковой области, уменьшить площадь поперечного сечения канала охлаждения, повысить скорость потока охлаждающей воды и повысить охлаждающую способность. Это позволяет снизить температуру медной плиты в менисковой области, позволяет обеспечить более равномерное охлаждение в менисковой области, способствует уменьшению термического усталостного растрескивания медной плиты в менисковой области и продлению срока службы медной плиты кристаллизатора. Кроме того, кристаллизатор непрерывного литья по настоящему раскрытию способен обеспечить более равномерное охлаждение, что обеспечивает преимущества, состоящие в уменьшении термического усталостного растрескивания медной плиты кристаллизатора и продлении срока службы медной плиты кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛИТА КРИСТАЛЛИЗАТОРА | 2019 |
|
RU2742999C1 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 1999 |
|
RU2240892C2 |
| КРИСТАЛЛИЗАТОР С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2006 |
|
RU2393049C2 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2008 |
|
RU2477194C2 |
| СТЕНКА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2239517C1 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР, ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ | 1997 |
|
RU2182058C2 |
| ТРУБЧАТЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 2004 |
|
RU2316409C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2120347C1 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2316408C2 |
Изобретение относится к непрерывной разливке. Медная плита кристаллизатора (100) содержит поверхность (102) матрицы и заднюю стационарную поверхность (101) охлаждения. На поверхности (101) вертикальными столбцами выполнены крепежные винтовые отверстия (111), соединенные с водяным баком или адаптерной опорной плитой, и утолщения (112), образующие окружающие эти отверстия элементы. Между утолщениями в каждом столбце установлены ребра (113) жесткости. Ниже стационарной поверхности между двумя соседними столбцами крепежных винтовых отверстий выполнены каналы (120) охлаждения. Посередине менисковых областей каналов (120) охлаждения выполнены отклоняющие поток охлаждающие ребра (122). Верхний или нижний конец охлаждающего ребра (122) выполнен в виде конического угла и обеспечивает изменения направления движения охлаждающей среды. Ребра охлаждения увеличивают площадь поверхности охлаждения менисковых областей и уменьшают площади поперечного сечения каналов охлаждения, что увеличивает скорость потока охлаждающей среды. Конический угол создает завихрения в потоке охлаждающей среды при столкновении с ней. Обеспечивается усиление эффекта охлаждения и повышение охлаждающей способности. 2 н. и 13 з.п. ф-лы, 4 ил.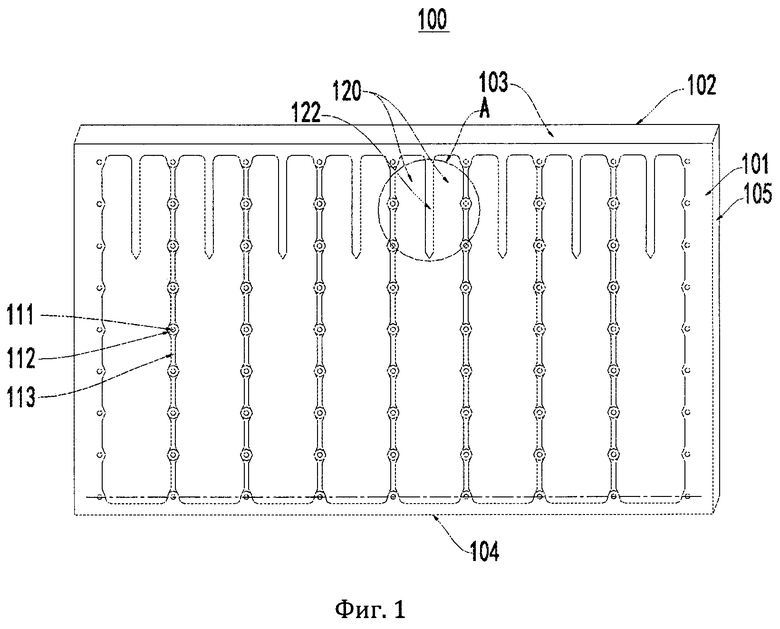
1. Медная плита кристаллизатора, содержащая поверхность матрицы для непрерывного литья металлов и стационарную поверхность для оборотного охлаждения, причем стационарная поверхность снабжена крепежными винтовыми отверстиями и утолщениями, причем крепежные винтовые отверстия в вертикальных столбцах соединены со стационарным водяным баком или адаптерной опорной плитой, при этом утолщения сформированы вокруг указанных винтовых отверстий, причем между множеством утолщений в каждом столбце прикреплены ребра жесткости, при этом ниже стационарной поверхности между любыми двумя соседними столбцами крепежных винтовых отверстий выполнен канал охлаждения, при этом вдоль середины менисковой области канала охлаждения выполнено делящее поток охлаждающее ребро, при этом по меньшей мере один из верхнего конца и нижнего конца делящего поток охлаждающего ребра выполнен в виде конического угла для изменения направления движения охлаждающей среды.
2. Медная плита кристаллизатора по п. 1, выполненная в форме кубовидной пластинчатой конструкции.
3. Медная плита кристаллизатора по п. 1 или 2, в которой крепежные винтовые отверстия представляют собой раззенкованные отверстия.
4. Медная плита кристаллизатора по любому из пп. 1-3, в которой крепежные винтовые отверстия представляют собой раззенкованные отверстия с резьбой.
5. Медная плита кристаллизатора по любому из пп. 1-4, дополнительно содержащая противоположные друг другу верхнюю поверхность и нижнюю поверхность и две противоположные боковые поверхности.
6. Медная плита кристаллизатора по п. 5, в которой выполнено отверстие в положении вблизи верхней поверхности или нижней поверхности, соответствующем водовпуску стационарного водяного бака или адаптерной опорной плиты, и отверстие в положении вблизи нижней поверхности или верхней поверхности, соответствующем водовыпуску стационарного водяного бака или адаптерной опорной плиты.
7. Медная плита кристаллизатора по любому из пп. 1-6, в которой второе в направлении сверху вниз крепежное винтовое отверстие в любом столбце служит в качестве зонального отверстия, при этом линия, соединяющая центр зонального отверстия с вершиной конического угла, частично расположена на конической поверхности конического угла.
8. Медная плита кристаллизатора по любому из пп. 1-7, в которой угол конического угла составляет от 60 до 90°.
9. Медная плита кристаллизатора по любому из пп. 1-8, в которой делящее поток охлаждающее ребро выполнено в форме прямой полосы.
10. Медная плита кристаллизатора по любому из пп. 1-9, в которой ширина делящего поток охлаждающего ребра составляет от 6 до 10 мм.
11. Медная плита кристаллизатора по любому из пп. 1-10, в которой дно канала охлаждения расположено ниже стационарной поверхности на 5-15 мм.
12. Медная плита кристаллизатора по любому из пп. 1-11, в которой крепежные винтовые отверстия и утолщения расположены на той же горизонтальной плоскости, что и стационарная поверхность.
13. Медная плита кристаллизатора по любому из пп. 1-12, в которой ширина ребра жесткости составляет от 5 до 8 мм.
14. Медная плита кристаллизатора по любому из пп. 1-13, в которой ширина ребра жесткости меньше ширины делящего поток охлаждающего ребра.
15. Кристаллизатор непрерывного литья, содержащий медную плиту кристаллизатора по любому из пп. 1-14.
| CN 209477242 U, 11.10.2019 | |||
| CN 1876275 B, 11.01.2012 | |||
| DE 102016124801 B3, 14.12.2017 | |||
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2316408C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2415731C2 |

