Предлагаемое изобретение относится к сфере строительства, а именно к изготовлению полых бетонных и железобетонных изделий различного назначения, например, подземных и наземных резервуаров и емкостей.
Подобные сооружения используются в составе септиков, очистных сооружений сточных вод, канализационных сооружениях, в качестве резервуаров для воды и подземных и наземных резервуарах и емкостей для хранения иных веществ или жидкостей. Процесс, а также устройство для изготовления таких резервуаров должны обеспечивать высокую скорость производства, соответствие производимой продукции расчетным параметрам. Как правило, для изготовления изделий применяют метод формовки бетона в виброформу.
Из уровня техники были выявлены решения, позволяющие изготавливать такие резервуары, в частности, изобретение по патенту Южной Кореи на изобретение № 100937719 «Manufacturing method and manufacturing device of body for a concrete sewage disposal tank (Способ и устройство для производства корпуса для бетонного септика)» (МПК B28B7/10, B28B1/045, B28B1/087, B28B11/245, B28B7/0002, B28B7/30;  Р. Корея, з. № KR1020080123816A, 08.12.2008, публ. 20.01.2010). Согласно описанию, изобретение относится к подземным резервуарам и устройствам для его изготовления, содержит нижнее основание, боковые панели, которые располагаются вертикально от края нижнего основания к верхней части, образовывая отверстие. Для изготовления резервуара заливают бетон в отверстие, образуя, тем самым, пространство для формирования корпуса. Корпус содержит боковую раму и нижнее основание. Извлечение корпуса резервуара из формы осуществляется через пространство после определенного промежутка времени. Форма резервуара может быть сложной и включать перемычки, формирующиеся в каналах. Верхняя часть резервуара формируется отдельно и затем присоединяется к основной части резервуара. На боковых панелях формы установлены вибромоторы для вибрационного воздействия на бетон. Для распалубки предусмотрены подъемное средство и разделитель. В основании формируемого резервуара установлена пластина, предотвращающая протечку. Боковая рама резервуара может быть выполнена наклонной за счет использования проставок.
Р. Корея, з. № KR1020080123816A, 08.12.2008, публ. 20.01.2010). Согласно описанию, изобретение относится к подземным резервуарам и устройствам для его изготовления, содержит нижнее основание, боковые панели, которые располагаются вертикально от края нижнего основания к верхней части, образовывая отверстие. Для изготовления резервуара заливают бетон в отверстие, образуя, тем самым, пространство для формирования корпуса. Корпус содержит боковую раму и нижнее основание. Извлечение корпуса резервуара из формы осуществляется через пространство после определенного промежутка времени. Форма резервуара может быть сложной и включать перемычки, формирующиеся в каналах. Верхняя часть резервуара формируется отдельно и затем присоединяется к основной части резервуара. На боковых панелях формы установлены вибромоторы для вибрационного воздействия на бетон. Для распалубки предусмотрены подъемное средство и разделитель. В основании формируемого резервуара установлена пластина, предотвращающая протечку. Боковая рама резервуара может быть выполнена наклонной за счет использования проставок.
Однако, такое решение обладает рядом недостатков. К ним можно отнести повышенную сложность в изготовлении изделия, выраженную в отсутствии узла для кантования изделия, относительно низкое качества изделия вследствие отсутствия вибрационных устройств на основании, а также необходимость применения гидроцилиндров с системой синхронизации для извлечения заготовки с сердечника.
Некоторые из указанных недостатков преодолены в техническом решении по патенту КНР на изобретение № 108621296 «Manufacturing device of square concrete prefabricated pipe (Устройство для изготовления бетонной трубы)» (МПК B28B21/16, Bian Jiusong et al, КНР, з. № CN201810746033A, 09.07.2018, публ. 09.10.2018). Изобретение описывает устройство для изготовления бетонной сборной трубы, содержащего наружную форму, внутреннюю форму, нижнюю опору, коническую крышку, вибрационное устройство и верхнее прижимное кольцо, при этом наружная форма охватывает наружную сторону внутренней формы, а между наружной формой, внутренней формой и нижней опорой образована полость. Коническая крышка накрывает верхнюю часть внутренней формы, вибрационное устройство передает вибрацию на внутреннюю форму и коническую крышку, так, что сухой твердый бетон, поступающий через коническую крышку, естественным образом поступает в полость. Нижняя опора смонтирована на пружинах. Распалубка осуществляется посредством извлечения наружной формы через проушины посредством траверсы.
К недостаткам относятся невозможность изготовления иных изделий, кроме проходных элементов в виде квадратных труб, только методом вибропессования полусухими бетонными смесями. Отсутствие узла для кантования изделия на форме, процесс изготовления, не позволяющий производить частичную распалубку заготовки, а также осуществлять тепловую обработку заготовки на сердечнике формы. Для центрирования внешней формы необходимо применение дополнительного элемента в виде цанги и верхнего накладного кольца для формирования требуемой геометрии верхней поверхности.
Наиболее близким решением является изобретение по патенту Российской Федерации на полезную модель № 86137 «Виброустановка для скоростного производства железобетонных трубчатых элементов» (МПК B28B21/14, B28B13/06, ООО "НПК Металлооснастка" и др., РФ, з. № 2009118654/22, 19.05.2009, публ. 27.08.2009). Виброустановка содержит емкостной коробчатый фундамент, на котором закреплены столбовые опоры, с установленным на них виброустройством, сердечник и свободно охватывающую его опалубку в виде цилиндра. Сердечник жестко прикреплен к поддону виброустройства, на котором свободно установлена опалубка, причем указанное соединение опалубки с нижним кольцом выполнено быстроразъемным. Цилиндрическая опалубка неразъемно соединена в верхней части с оголовником, на котором выполнены грузозахватные проушины, а его внутренняя поверхность выполнена в виде конфузора, сужающегося в сторону полости между сердечником и цилиндром, причем высота сердечника превышает высоту цилиндра на величину фаски, к оголовнику через упругие втулки прикреплен плоский фартук со штифтами вставляемыми в соответствующие отверстия в настиле, затирочное устройство выполнено в виде плоской крестообразной траверсы с выступами, разнесенными по ее концам, к которым прикреплено указанное верхнее кольцо.
Впрочем, решение не лишено недостатков. К ним, в частности, относятся невозможность изготовления иных изделий, кроме трубчатых, отсутствие узла для кантования изделия на форме, процесс изготовления, не позволяющий производить частичную распалубку заготовки, а также осуществлять тепловую обработку заготовки на сердечнике формы. Кроме того, устройство вследствие конструктивных особенностей занимает большую площадь.
Устройства и способы, раскрытые в приведенном уровне техники не позволяют решить ряд технических проблем, в частности, создания устройства для изготовления бетонных изделий и связанного с ним способа, обеспечивающих повышенную скорость изготовления изделий посредством упрощения процесса производства, при обеспечении повышенного качества и точного соответствия заданным геометрическим параметрам изготавливаемой продукции, выраженного, в том числе, в соответствии изготавливаемого изделия разработанным требованиям. Дополнительным техническим результатом является снижение трудовых и временных затрат при сокращении производственной площади, необходимой для изготовления изделия. Дополнительным техническим результатом является повышение надежности устройства для изготовления бетонных и железобетонных изделий. Дополнительным техническим результатом является возможность изготавливать указанным способом при помощи указанного изделия верхнюю и нижнюю части полой бетонной конструкции, а также проходные элементы, используемые в горизонтальной и вертикальных плоскостях, увеличивающие объем полой бетонной конструкции.
Техническая задача решается следующим образом. Настоящим описанием предложено устройство для изготовления полых бетонных изделий. Содержащее установленный на основании сердечник (внутреннюю форму), свободно охватывающую сердечник, внешнюю форму, образующих между собой полость. По меньшей мере, одно вибрационное устройство, связанное с внутренней и/или внешней формой, и кантователи (узлы захвата), соединенные с боковой поверхностью внешней формы. Кантователи (узлы захвата), по существу, противоположно размещены вблизи осей, проходящих через центр масс внешней формы и выполнены таким образом, что имеют, по меньшей мере, две точки захвата, расположенные на разной высоте, а в нижней части наружной формы выполнен кольцевой выступ, охватывающий соответствующую часть внутренней формы.
Признаками, общими с аналогом, являются наличие установленной на основании внутренней формы, внешняя форма, свободно охватывающая внутреннюю форму с образованием между ними полости, одно или несколько вибрационных устройств, связанных с внутренней и/или внешней формами, узлы захвата, расположенные на боковой поверхности внешней формы.
Признаками, отличающими устройство от аналога, являются наличие кантователей (узлов захвата), по существу, противоположно расположенных на осях, проходящих через центр масс внешней формы или внешней формы с заготовкой. Выполнение узлов захвата таким образом, что они имеют, по меньшей мере, две точки захвата, расположенные на разной высоте. Выполнение в нижней части наружной формы кольцевого выступа, охватывающего сердечник (внутреннюю форму).
В первом частном случае устройство дополнительно характеризуется тем, что одна из точек захвата узла захвата снабжена проушиной, а дистальный конец нижней точки захвата расположен дальше от боковой поверхности внешней формы, чем дистальный конец верхней точки захвата.
Во втором частном случае устройство дополнительно характеризуется тем, что оно снабжено устройством подачи пара, причем внутренняя форма связана с устройством подачи пара таким образом, что при работе устройства подачи пара обеспечивается поступление пара во внутреннее пространство внутренней формы.
В третьем частном случае устройство дополнительно характеризуется тем, что устройство подачи пара выполнено в виде трубки, соединенной с источником пара.
В четвертом частном случае устройство отличается тем, что кольцевой выступ выполнен, по существу, перпендикулярно боковой поверхности наружной формы.
В пятом частном случае, устройство отличается тем, что внутренняя форма выполнена в виде усеченной конусообразной фигуры.
В первом уточнении пятого частного случая устройство отличается тем, что внешняя форма выполнена в виде цилиндрической поверхности, а внутренняя форма выполнена в виде усеченного конуса.
Во втором уточнении пятого частного случая устройство отличается тем, что внешняя форма выполнена в виде призматической поверхности, а внутренняя форма выполнена в виде усеченной пирамиды.
В шестом частном случае, устройство отличается тем, что внешняя форма выполнена раскрывающейся.
В седьмом частном случае, устройство отличается тем, что основание установлено на пружинных виброизоляторах.
В седьмом частном случае, устройство отличается тем, что внутренняя форма содержит элементы жесткости.
В восьмом частном случае устройство дополнительно характеризуется тем, что вибрационное устройство соединено с основанием.
В девятом частном случае, устройство отличается тем, что, по меньшей мере, одно вибрационное устройство установлено на боковой поверхности внешней формы.
В десятом частном случае, устройство отличается тем, что поверхность внутренней формы покрыта изнутри защитным слоем.
В одиннадцатом частном случае, устройство отличается тем, что высота установленной внешней формы превышает высоту внутренней формы.
В двенадцатом частном случае устройство дополнительно характеризуется тем, что внутренняя форма снабжена устройством снятия вакуума.
В уточнении двенадцатого частного случая устройство отличается тем, что устройство снятия вакуума выполнено в виде пневматической трубки, установленной в верхнем основании внутренней формы.
Устройство для изготовления бетонных изделий состоит из двух форм – внутренней и внешней, которые должны быть конгруэнтны между собой и могут иметь, например, цилиндрическую или призматическую форму. Это позволяет изготавливать полые бетонные изделия заливкой бетонной смеси в полость между формами. Внешняя форма, при помощи кольцевого выступа, свободно охватывает внутреннюю таким образом, что расстояние между формами обуславливает толщину стенки заготовки и впоследствии готового изделия. Использование такой технологии изготовления изделий позволяет стандартизировать процесс производства и в результате получить продукты, стандартизированные по геометрическим параметрам.
Вибрационное воздействие на заготовку, расположенную в полости между внутренней и внешней формами, через указанную внешнюю или внутреннюю форму позволяет получить однородное по структуре изделие. Одновременное вибрационное воздействие через внутреннюю и внешнюю формы способствует получению более однородной внутренней структуры, чем обеспечивается соответствие изготавливаемой конструкции условиям эксплуатации.
Кантователи (узлы захвата) позволяют перемещать внешнюю форму при помощи грузозахватных устройств, причем осуществить не только перемещение, но и переворот вместе с заготовкой, что способствует ускорению процесса производства и избавляет от дополнительных устройств для кантования заготовки не набравшей достаточной прочности для кантования иным способом, поскольку окончательный набор прочности происходит уже после снятия заготовки с внутренней формы. В это же время происходит подготовка внутренней формы для формовки следующего изделия. После снятия заготовки изделия вместе с внешней формой при помощи кантователей (узлов захвата), осуществляют переворот формы с заготовкой вокруг фронтальной оси. Поскольку в перевернутом положении заготовка опирается открытой торцевой частью на кольцевой выступ, она остается жестко зафиксированной во внешней форме.
Кольцевой выступ в нижней части внешней формы позволяет производить заливку бетонной смеси в полость, не допуская протечек, а также служит опорой для заготовки при ее снятии с внутренней формы. Кроме того, выступ непосредственно способствует ускорению производства изделий и повышению их качества, поскольку он служит центрирующим элементом при установке внешней формы на внутреннюю.
Конфигурация узла захвата выполнена таким образом, что он содержит две точки для присоединения грузозахватного устройства. Такая конструкция позволяет производить поворот как формы с заготовкой, так и пустой формы после распалубки. Выполнение указанных точек на разной высоте обусловлено разницей в положении центра масс пустой формы и формы с заготовкой.
Для зацепления грузозахватного устройства к точке захвата, последняя может быть снабжена проушиной, что упрощает процесс и увеличивает скорость строповки. Расположение дистальных концов точек захвата на разном расстоянии от боковой поверхности внешней формы обусловлено исключением пересечения строповочных цепей верхней осью.
Дополнительным фактором, снижающим время изготовления изделия и способствующим повышению качества, выступает снабжение внутренней формы устройством подачи пара, которое обеспечивает нагрев всей поверхности внутренней формы и обеспечивает ускорение процесса набора прочности бетонной смеси. Устройство состоит из трубопровода, который сообщается с устройством подачи пара.
Выполнение кольцевого выступа перпендикулярно боковой поверхности обусловлено опиранием заготовки на выступ, что позволяет производить раннее, по сравнению с известными аналогами, снятие заготовки с внутренней формы устройства.
Выполнение внутренней формы в виде конусообразной фигуры обеспечивает снятие грузоподъемным устройством внешней формы с заготовкой с внутренней формы за счет острого угла боковой поверхности внутренней формы относительно ее основания. Внешняя форма, при этом, может иметь цилиндрическую или призматическую боковую поверхность.
Раскрывающаяся внешняя форма позволяет осуществить распалубку заготовки.
Установка основания, соединенного с полом через пружинные опоры, позволяет осуществить вибрационное воздействие на внутреннюю форму посредством вибрационного устройства, установленного на основании.
Элементы жесткости, которыми снабжена внутренняя форма, позволяют усилить конструкцию устройства для восприятия нагрузок, возникающих в процессе изготовления изделия, в частности, при заливке бетонной смеси в полость.
Элементы жесткости, которыми снабжена внешняя форма, в частности кольцевой выступ (центрирующая юбка), позволяют исключить смещение внешней формы от центра на начальном этапе формовки заготовки в случае неравномерного давления бетонной смеси на ее боковую поверхность. Кольцевой выступ при этом несет в себе функцию усилителя и обеспечивает сохранение геометрической целостности формы на всем сроке эксплуатации.
Снабжение боковой поверхности внешней формы вибрационным устройством позволяет дополнительно улучшить качество изготавливаемого изделия за счет снижения количества и размеров каверн и раковин в бетоне при заливке бетонной смеси в полость.
Покрытие внутренней поверхности защитным слоем препятствует процессу разрушения материала внутренней формы под воздействием агрессивной среды, вызванной контактом указанной поверхности с паром. Состав и толщина защитного слоя должен быть выбран таким образом, чтобы препятствовать коррозии материала, из которого изготовлен сердечник. В частности, защитный слой может быть выполнен путем обработки внутренней поверхности формы термостойкой краской или иными подобными составами.
Превышение высоты внешней формы над высотой внутренней формы применительно к рабочему положению форм, определяет конфигурацию полости между ними и в этом случае позволяет производить заливку таким образом, что заготовка будет иметь форму цилиндрической или призматической поверхности с дном, причем, по меньшей мере, в части производственного процесса заготовка располагается дном вверх, препятствуя, таким образом, всплытию внутренней формы за счет давления дна заготовки на верхнее основание внутренней формы. Впрочем, такая конструкция позволяет изготавливать полое бетонное изделие цилиндрической или призматической формы и проходных элементов частей конструкций. При этом, боковая поверхность может иметь как цилиндрическую форму, так и форму призмы. Формовка бетонной смеси, в этом случае, производится до уровня, не превышающего высоту внутренней формы устройства, при этом, высота готового изделия может определяться уровнем заливки бетонной смеси.
Устройство для снятия вакуума обеспечивает техническую возможность снятия заготовки с внутренней формы, поскольку при формировании изделия основанием вверх между основанием заготовки и плоскостью внутренней формы при движении заготовки наверх образуется область разряженного воздуха, что значительно усложняет процесс снятия. Для решения этой проблемы, предложена реализация узла, позволяющего устранить или значительно снизить такое разряжение. Так, одним из вариантов выполнения является использование пневматической трубки, установленной в верхнем основании внутренней формы. В процессе снятия заготовки, в канале, сообщающимся с пневматической трубкой, создается средствами нагнетания воздуха, например, компрессором с ресивером, избыточное давление, позволяя, тем самым, снизить разряжение в пространстве между основаниями заготовки и внутренней формы, упрощая снятие.
Заявляемую группу изобретений составляет также способ изготовления полого бетонного изделия. Известные из уровня техники способы производства, в частности, бетонных резервуаров, предусматривают, в частности, отверждение изделия в форме до готового состояния, что увеличивает время производства. Устройство по патенту Российской Федерации на полезную модель № 86137 уже было упомянуто в описании в контексте перечисления аналогов для устройства для изготовления полых бетонных изделий. В описании к указанному патенту раскрыт также способ изготовления, трубообразного бетонного изделия. Бетонная смесь засыпается между цилиндром опалубки и сердечником с периодической вибрацией элементов формообразования изделия посредством виброустройства до заполнения пространства между цилиндром опалубки и сердечником. Для увеличения прочности изделия может использоваться арматура. По окончании формирования изделия опускается траверса затирочного устройства, которое вращает верхнее кольцо и делает на торцевой поверхности изготавливаемого элемента углубление на половину ширины кольца. То же самое происходит и на дне изделия от кольца на поддоне. В результате на готовом изделии получаются углубления, используемые для стыковки нескольких колец.
После формования поворотную раму откатывают на телах вращения, при помощи внешнего грузоподъемного устройства, поднимают опалубку с готовым трубчатым элементом, транспортируют на место складирования, где отсоединяют опалубку от нижнего торцевого кольца и поднимают опалубку, оставляя готовое изделие на нижнем торцевом кольце.
К недостаткам приведенного технического решения относится низкое качество поверхности изделия, отсутствие технической возможности изготовления полого изделия с дном, отсутствие возможности кантовать заготовку на ранней стадии набора прочности без применения специальных устройств, необходимость использования съемных кольцевых устройств для каждой заготовки до транспортировочного набора прочности, необходимость крепления кольцевых устройств перед следующим циклом формовки, термическая обработка при таком процессе производства требует дополнительной площади – пропарочных камер.
Предлагаемый способ позволяет преодолеть указанные недостатки, обеспечивая решение технической задачи, раскрытой при описании устройства для изготовления полых бетонных изделий, а именно повышение скорости изготовления изделий посредством упрощения процесса производства, снижение трудовых и временных затрат при сокращении производственной площади, необходимой для изготовления изделия.
Задача решается следующим образом. Способ изготовления полого бетонного изделия, включает заполнение полости между внутренней и наружной формами бетонной смесью с формированием заготовки изделия, первичный набор прочности заготовки, снятие внешней формы с заготовкой с внутренней формы, переворот внешней формы с заготовкой, находящейся на раннем этапе набора прочности вокруг фронтальной оси, снятие внешней формы с заготовки на участке сборки.
В первом частном случае выполнения способ дополнительно отличается тем, что снятие внешней формы с заготовкой с внутренней формы и их переворот производят в указанной последовательности: осуществляют зацепление грузозахватного устройства к точкам захвата узла захвата, поднимают внешнюю форму с заготовкой, перемещают и располагают над свободным участком, осуществляют переворот внешней формы с заготовкой вокруг фронтальной оси, размещают внешнюю форму с заготовкой на свободном участке.
Во втором частном случае выполнения способ дополнительно отличается тем, что заливку полости бетонной смесью производят таким образом, что полое бетонное изделие имеет форму цилиндрической поверхности с дном.
В третьем частном случае выполнения способ дополнительно отличается тем, что в процессе заливки и отверждения заготовки производят обработку паром через стенки внутренней формы.
В четвертом частном случае выполнения способ дополнительно отличается тем, что производят формирование каркаса в полости перед заполнением её бетонной смесью.
В пятом частном случае выполнения способ дополнительно отличается тем, что в процессе заливки заготовки осуществляют вибрационное воздействие на заготовку посредством вибрационных устройств.
Формирование заготовки изделия происходит при заливке полости между внутренней и внешней формами бетонной смесью при одновременном воздействии на смесь через стенки внутренней и/или внешней форм вибрационных устройств. После того как изделие не имеет видимых отклонений в геометрии поверхности при тестовом давлении на открытую часть заготовки, производят снятие заготовки вместе с внешней формой с внутренней формы посредством грузозахватного устройства. Ранее снятие заготовки позволяет ускорить процесс изготовления изделий, так как позволяет начать подготовку внутренней части формы к изготовлению следующей заготовки. В то же время, снятие заготовки совместно с внешней формой позволяет защитить ее от внешних воздействий и осуществить переворот заготовки с формой для завершения процесса отверждения и последующей распалубки на сборочной площадке, т.е. снятия внешней формы с изделия.
В процессе снятия и переворота заготовки осуществляется взаимодействие грузозахватного устройства с кантователями (узлами захвата), размещенными вблизи оси, пересекающей центр масс внешней формы с или без заготовки посредством операций снятия внешней формы с заготовкой с внутренней формы, перемещение заготовки на участок сборки, переворот по фронтальной оси заготовки вместе с внешней формой, снятие внешней формы с заготовки, причем указанные операции осуществляются без перестроповки грузозахватного устройства. Поскольку конструкция узла захвата предполагает наличие двух точек захвата, то для возврата внешней формы в рабочее положение осуществляют зацепление грузозахватного устройства к иной точке захвата, например, расположенном на иной оси центра тяжести отличной от первой точки захвата в рабочем положении внешней формы. Переворачивают форму относительно фронтальной оси – возвращают в исходное – рабочее положение и устанавливают обратно на внутреннюю форму. Это позволяет сократить количество операций в процессе изготовления заготовки, что, одновременно упрощает и ускоряет процесс производства.
Высота формовки бетонной смеси определяет форму готового изделия. Если формовка полости происходит выше уровня верхнего основания внутренней формы, готовой изделие будет иметь форму цилиндрической поверхности с дном.
При заливке и отверждении заготовки осуществляют обработку внутренней формы теплоносителем для ускорения процесса твердения заготовки, сокращении времени изготовления изделия.
Перед заливкой бетонной смесью в полости между внешней и внутренней формой устанавливают, предпочтительно, металлический каркас с закладными деталями. Закладные детали связанные с каркасом заготовки предназначены для дальнейшей сварки в процессе сборки заготовок для получения готового изделия. Это повышает прочность готового изделия.
Для повышения качества формовки изделия, при заполнении полости бетонной смесью осуществляют вибрационное воздействие на смесь через стенки внутренней и/или внешней формы посредством вибрационных устройств, расположенных на стенке внешней формы, а также на основании, где установлена внутренняя форма.
Заявленную группу изобретений также составляет полая бетонная конструкция, изготовленная в описанном устройстве описанным выше способом. Из уровня техники известны изделия аналогичной конструкции и назначения. Так, например, известно устройство по патенту Южной Кореи на изобретение № 100937719 «Manufacturing method and manufacturing device of body for a concrete sewage disposal tank (Способ и устройство для производства корпуса для бетонного септика)» (МПК B28B7/10, B28B1/045, B28B1/087, B28B11/245, B28B7/0002, B28B7/30;  Ю. Корея, з. № KR1020080123816A, 08.12.2008, публ. 20.01.2010). Описание изобретения в части устройства для изготовления было приведено выше. Изделие, которое изготавливается на указанном устройстве, представляет собой железобетонную емкость для подземного резервуара, состоящую из основной части призматической формы с одним основанием и крышки, содержащей отверстия, установленной в верхней части емкости. При этом, форма внутренней боковой поверхности емкости может иметь форму усеченной пирамиды.
Ю. Корея, з. № KR1020080123816A, 08.12.2008, публ. 20.01.2010). Описание изобретения в части устройства для изготовления было приведено выше. Изделие, которое изготавливается на указанном устройстве, представляет собой железобетонную емкость для подземного резервуара, состоящую из основной части призматической формы с одним основанием и крышки, содержащей отверстия, установленной в верхней части емкости. При этом, форма внутренней боковой поверхности емкости может иметь форму усеченной пирамиды.
К недостаткам указанного решения относятся: более трудоемкий процесс подготовки формы к заливке, более длительный технологический процесс производства готового изделия. Использование различных форм опалубки для изготовления основной части и крышки готового изделия. Невозможность увеличения объема конструкции. Невозможность кантования изделия на раннем наборе прочности без специальных устройств.
Конструкция, входящая в заявленную группу изобретений, позволяет преодолеть указанные недостатки. Задачей, на решение которой направлено изобретение, заключается в создании резервуара, обладающего высокой надежностью, соответствием проектным параметрам и точной геометрической формой.
Задача решается следующим образом. Настоящим описанием предложена полая бетонная конструкция, образованная соединением как минимум пары полых бетонных изделий, каждое из которых имеет одно основание, посредством сопряжения торцевых частей их боковых поверхностей, таким образом, что основания располагаются с противоположных сторон от плоскости соединения, причем внутренняя часть боковой поверхности изделий имеет конусообразную форму.
В первом частном случае выполнения конструкция дополнительно характеризуется тем, что одно из ее оснований содержит отверстие.
Во втором частном случае выполнения конструкция дополнительно характеризуется тем, ее наружная боковая поверхность имеет форму цилиндрической поверхности.
В третьем частном случае выполнения конструкция дополнительно характеризуется тем, наружная боковая поверхность имеет форму призматической поверхности.
В четвертом частном случае выполнения конструкция дополнительно характеризуется тем, соединение торцевых частей боковых поверхностей осуществлено посредством соединения закладных элементов, расположенных в месте контакта поверхностей частично внутри самих боковых поверхностей.
В пятом частном случае выполнения конструкция дополнительно характеризуется тем, соединение торцевых частей боковых поверхностей осуществлено через, по меньшей мере, один проходной элемент, конгруэнтный указанным боковым поверхностям.
В шестом частном случае выполнения конструкция дополнительно характеризуется тем, соединение торцевых боковых поверхностей может быть осуществлено через, по меньшей мере, один проходной элемент в горизонтальной плоскости.
Изделие образовано посредством соединения по меньшей мере, пары, по существу, идентичных емкостей, каждая из которых состоит из боковой поверхности, имеющей форму цилиндрического или призматического тела и одного основания, соответствующего по форме сечению боковой поверхности. Указанные устройства изготовлены с использованием изобретения и способа, которые раскрыты выше в описании. При этом, в соответствии с частным случаем реализации, одно или оба изделия могут иметь отверстия, выполненные в боковой поверхности или в основании. Указанные емкости соединяют путем сопряжения торцов так, что основания емкостей располагаются напротив плоскости соединения. Закрепляют соединение через закладные элементы путем сварки, частично вмонтированные в толщу боковой поверхности емкости, либо при помощи стяжки стандартными крепежными элементами, и затем контактные поверхности могут быть обработаны или оснащены эластичными элементами гидроизоляции.
Такое соединение изделий позволяет обеспечить большой внутренний объем готовой конструкции, сохранив, при этом, общую структурную жесткость.
При использовании, по существу, одинаковых изделий для изготовления конструкции повышается уровень стандартизации, повышение общего качества изделия, и, следовательно, повышения качества стыковки.
Готовое изделие содержит один поперечный шов, что позволяет добиться прочности и общей надежности конструкции, при сокращении количества операций для его изготовления.
Конусообразная или пирамидальная форма внутренней части боковой поверхности обусловлена конструктивными особенностями устройства для изготовления и способа изготовления емкости. Вместе с тем, такой уклон на внутренней форме позволяет извлечь готовое изделие с формы путем смещения вдоль вертикальной оси без разборки внутренней формы (сердечника). При таком способе на внутренней поверхности изделия отсутствуют какие-либо задиры или сколы.
Соединение торцевых поверхностей посредством закладных деталей позволяет обеспечить надежное соединение сопрягаемых поверхностей, увеличивая прочность изделия в месте соединения.
Для увеличения внутреннего объема устройства соединение двух емкостей может быть осуществлено через проходной элемент, который, соответственно, соединяется торцевыми частями к верхней и нижней емкостям при вертикальном расположении проходного элемента, и к боковым поверхностям при горизонтальном расположении емкостей. Проходной элемент также может содержать закладные детали для упрощения соединения и повышения прочности. Все части готового устройства – верхняя и нижняя части емкости, проходной элемент могут быть изготовлены на описанном устройстве описанным способом.
Предлагаемая группа изобретений поясняется следующими фигурами:
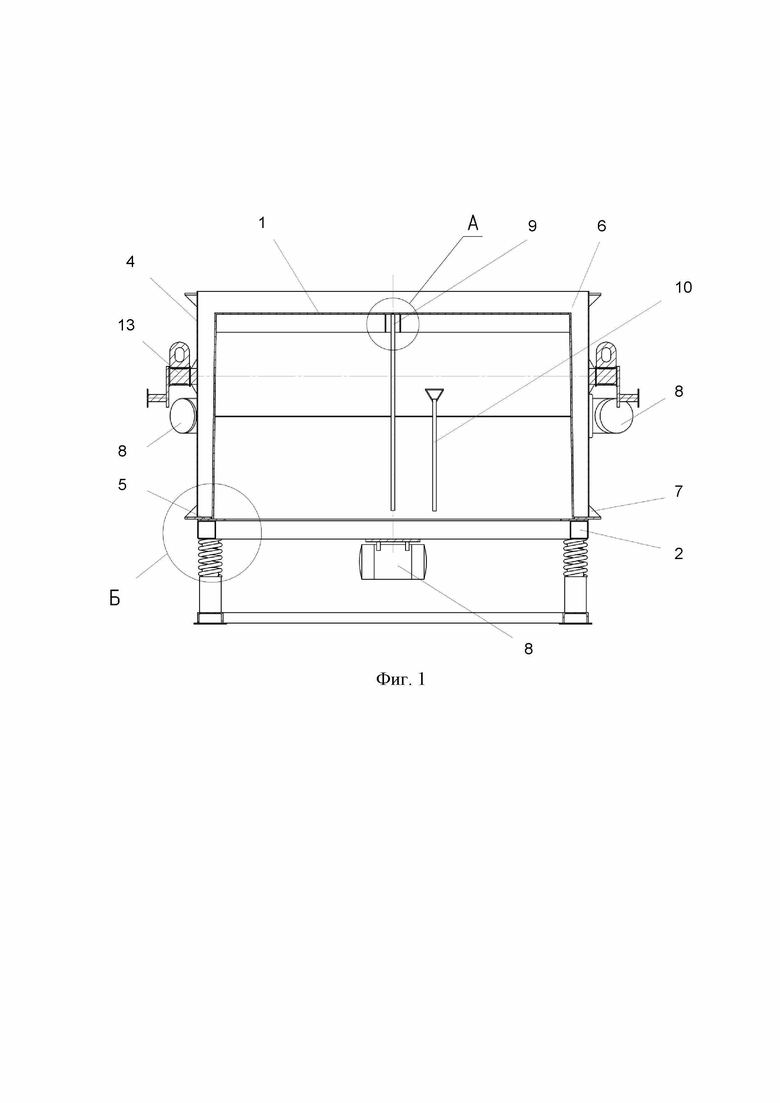
Фиг. 1 – Фронтальный разрез устройства для изготовления полых бетонных изделий;
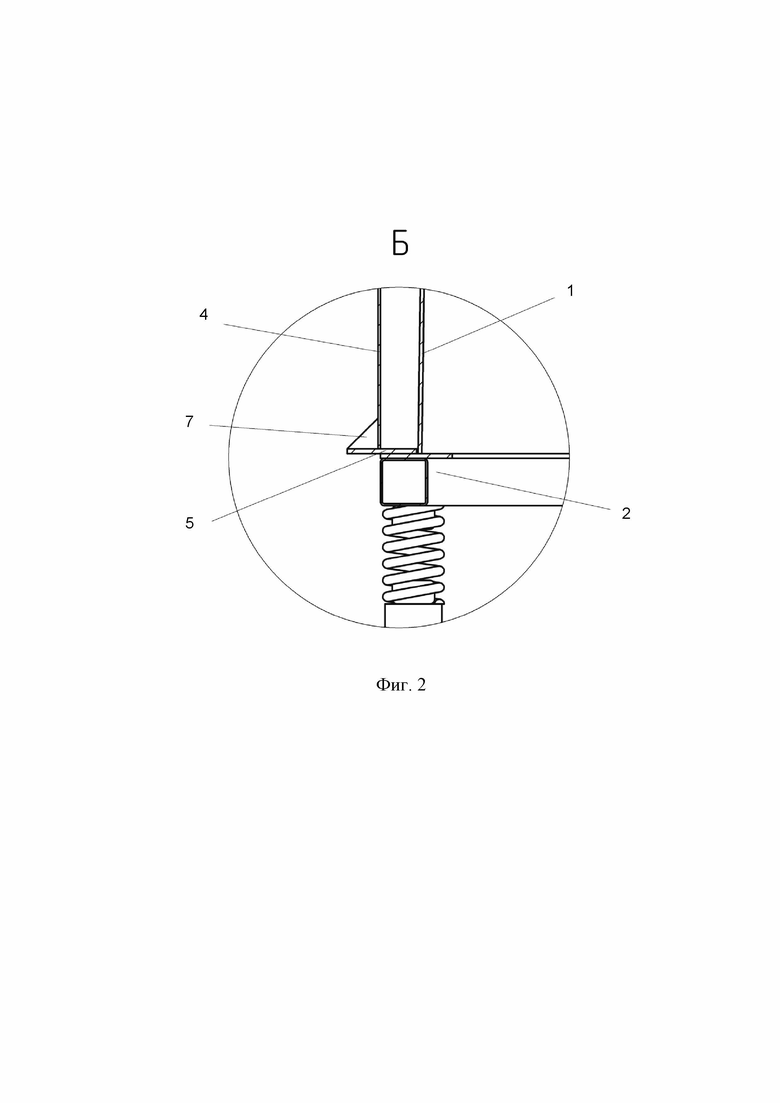
Фиг. 2 – Кольцевой выступ внешней формы, фронтальный разрез;
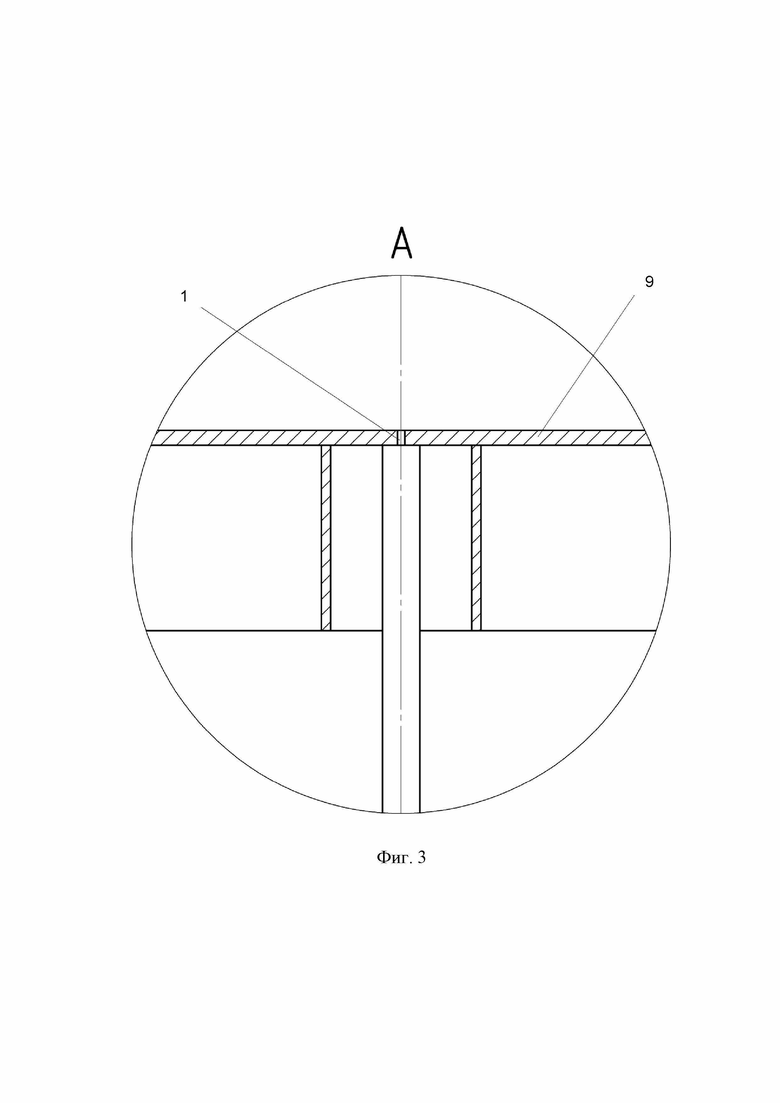
Фиг. 3 – Пневматическая трубка, фронтальный разрез;
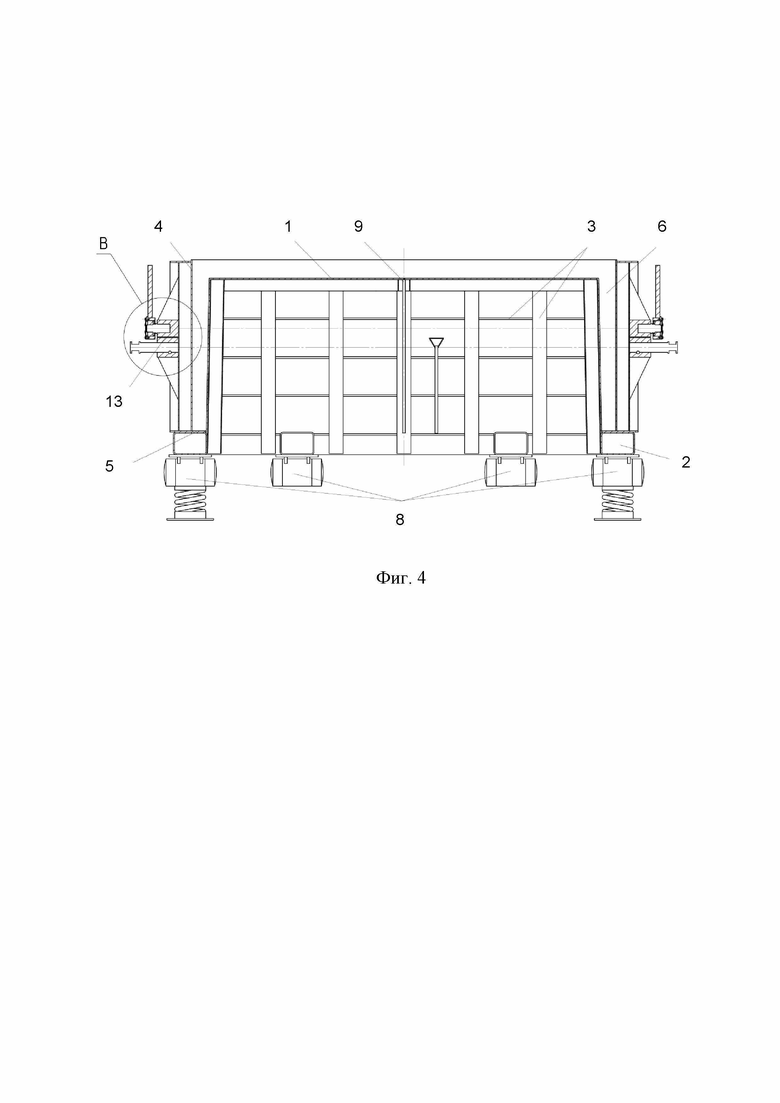
Фиг. 4 – Фронтальный разрез варианта реализации устройства для изготовления полых бетонных изделий;
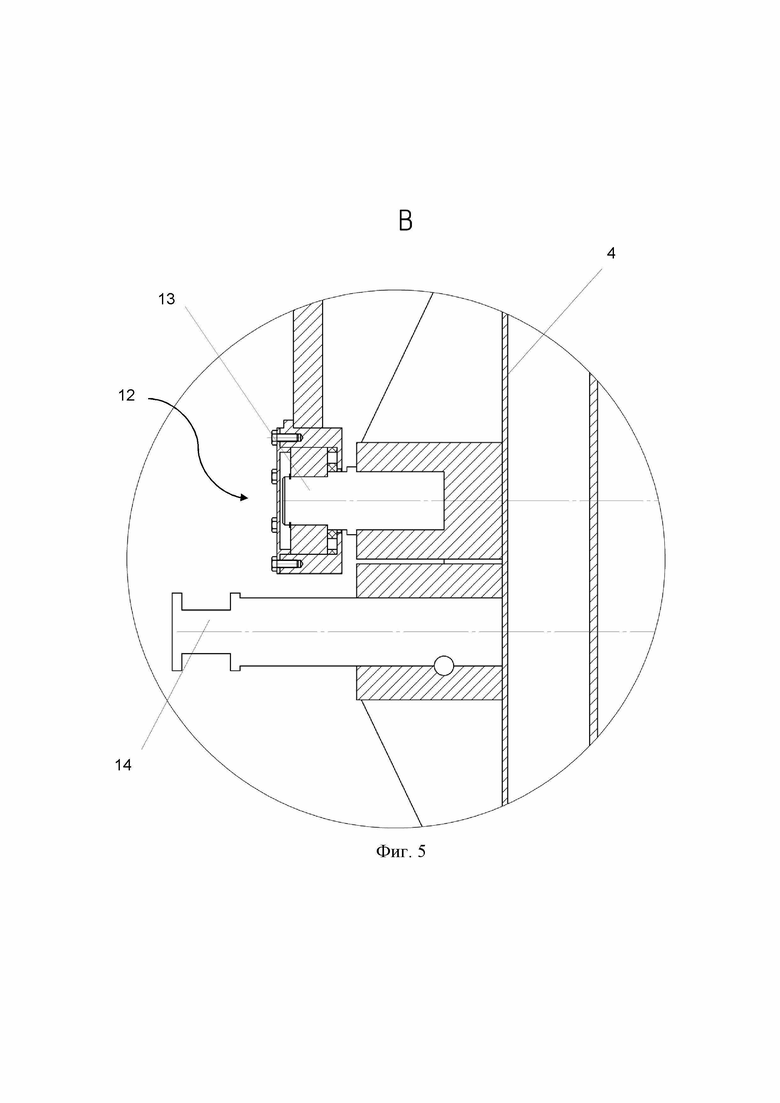
Фиг. 5 – Кантователь (узел захвата);
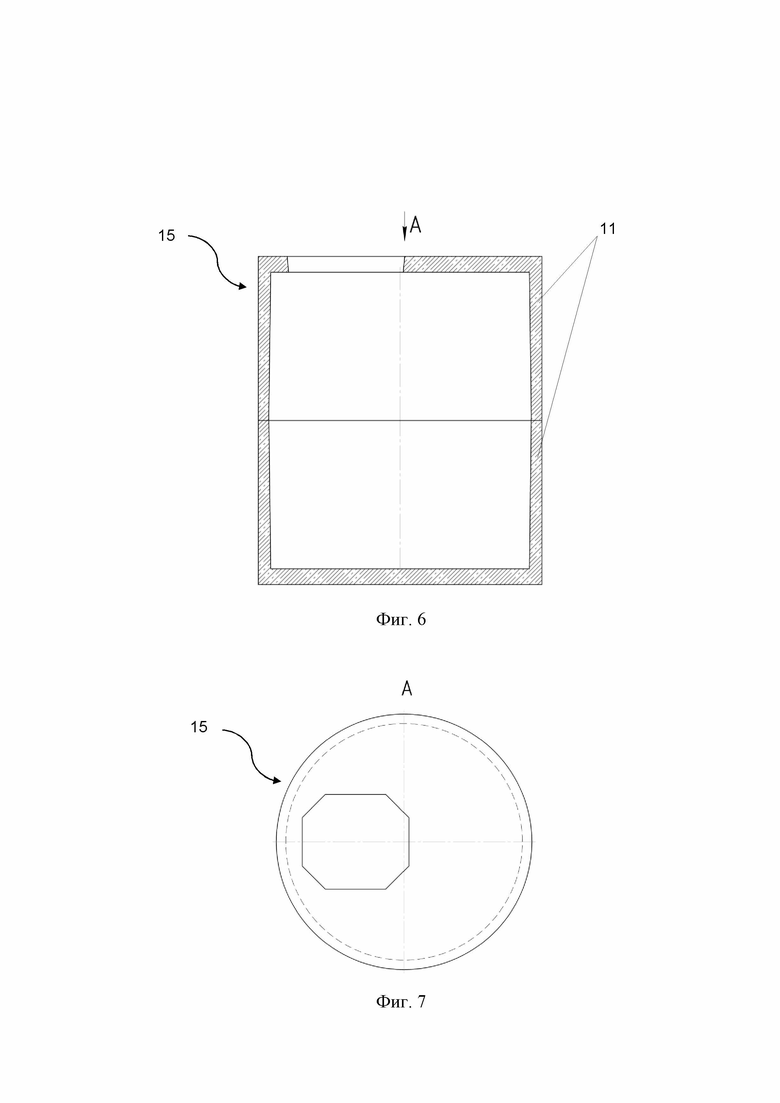
Фиг. 6 – Фронтальный разрез полой бетонной конструкции;
Фиг. 7 – Вид сверху полой бетонной конструкции;
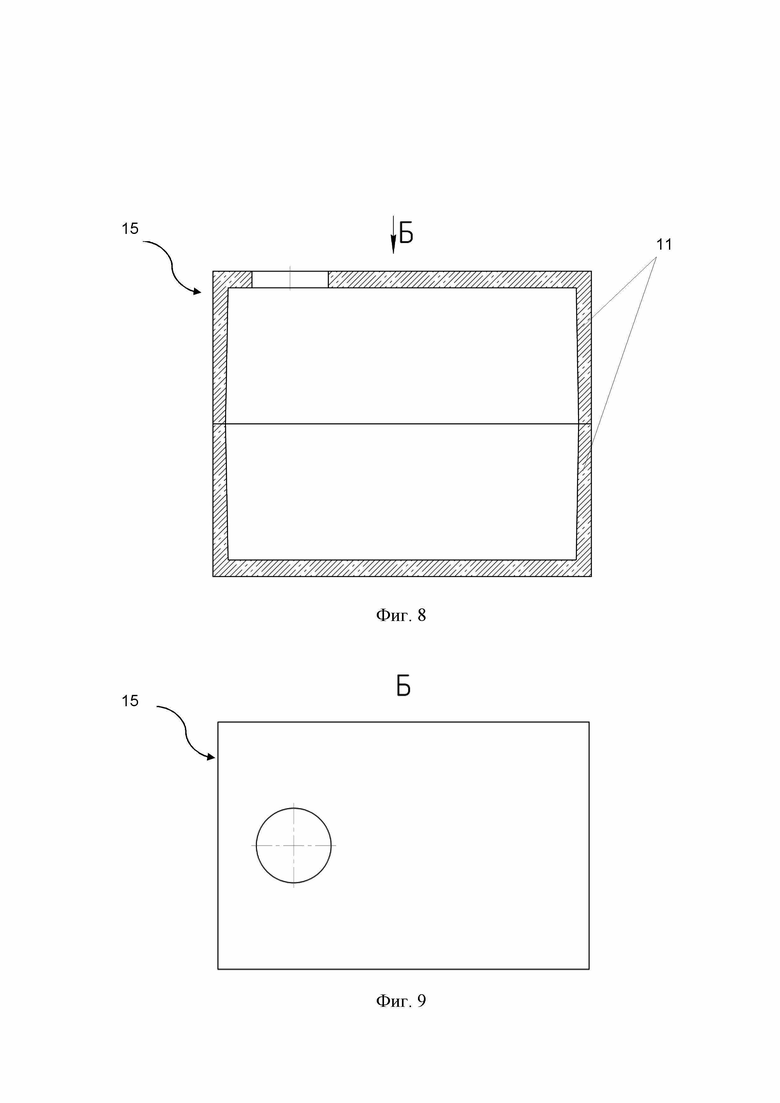
Фиг. 8 – Фронтальный разрез варианта полой бетонной конструкции;
Фиг. 9 – Вид сверху варианта полой бетонной конструкции.
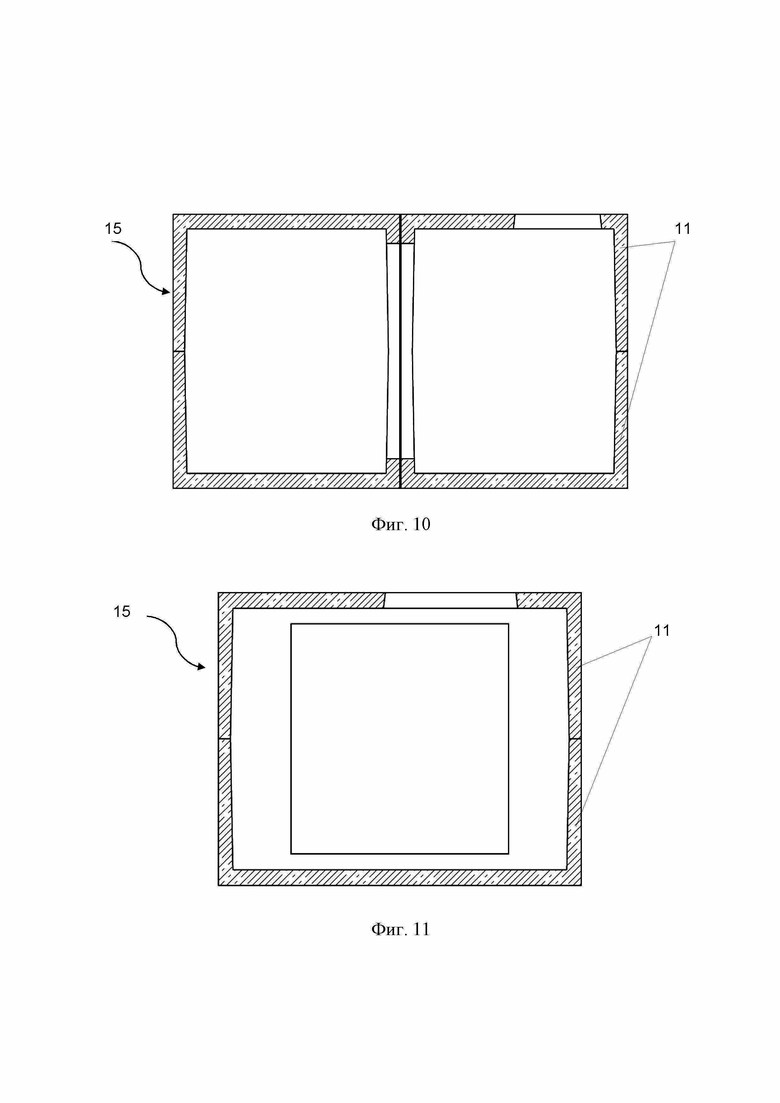
Фиг.10 - Фронтальный разрез полой бетонной конструкции с применением проходных элементов при горизонтальном расположении
Фиг. 11 – Разрез полой бетонной конструкции с применением проходных элементов при горизонтальном расположении, вид сбоку;
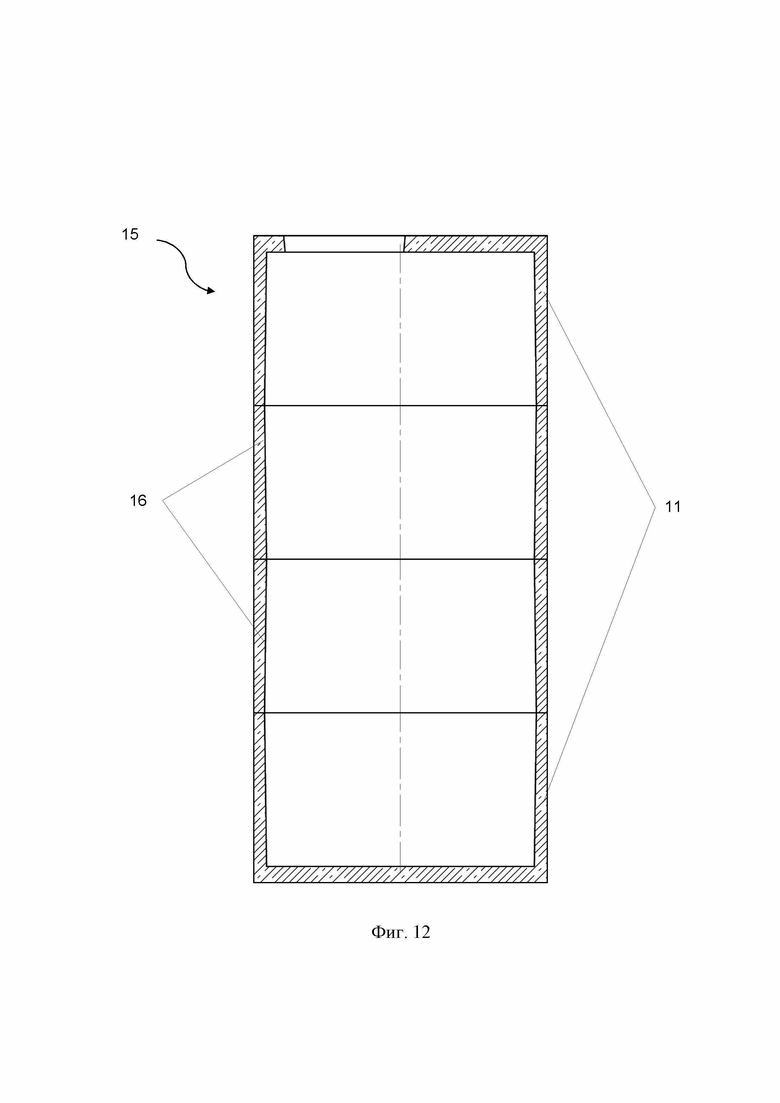
Фиг.12 - Фронтальный разрез полой бетонной конструкции с применением проходных элементов при вертикальном расположении;
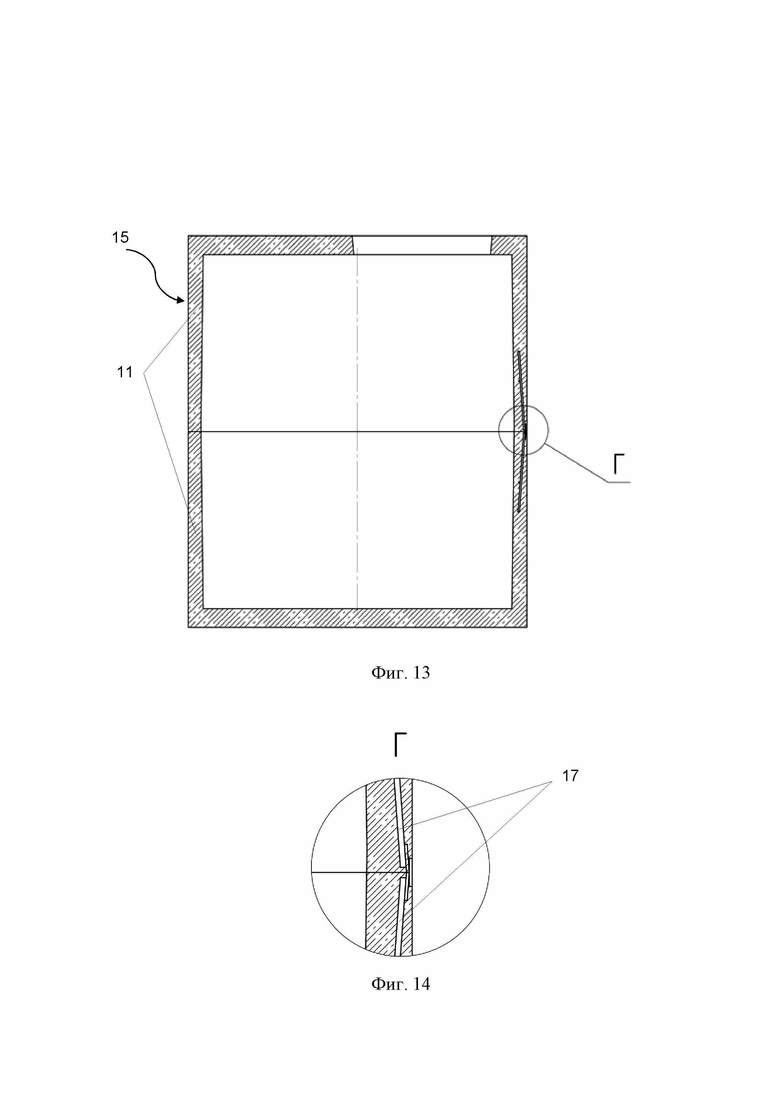
Фиг. 13 – Фронтальный разрез полой бетонной конструкции с закладными деталями;
Фиг. 14 – Увеличенный вид стыка полой бетонной конструкции с закладными деталями.
На фигурах обозначены следующие позиции:
1 – сердечник (внутренняя форма);
2 – основание;
3 – элементы жесткости внутренней формы;
4 – внешняя форма;
5 – кольцевой выступ;
6 – полость;
7 – усилитель области соединения кольцевого выступа;
8 – вибрационное устройство;
9 – пневматические трубки;
10 – устройство подачи пара;
11 – заготовка (изделие);
12 – кантователь (узел захвата);
13 – первая точка захвата;
14 – вторая точка захвата;
15 – полая бетонная конструкция;
16 – проходной элемент
17 – закладные детали;
Для понимания принципов работы и особенностей различных реализаций группы изобретений, ниже приведено описание фигур технического решения. Хотя в тексте описания подробно объясняются предпочтительные варианты реализации технического решения, необходимо понимать, что возможны и иные варианты реализации группы изобретений. Соответственно, нет необходимости в ограничении объема правовой охраны технического решения исключительно представленными реализациями и перечнями подсистем, узлов и компонентов. Изобретения в группе могут быть реализованы и иными способами. Вместе с тем, при описании предпочтительных вариантов технического решения, для ясности понимания основных принципов изобретения специалистом, необходимо уточнить термины, применяемые в описании.
Необходимо отметить, что используемые в единственном числе в описании и формуле узлы и детали устройства, также представляют собой и множественные формы, если прямо не сказано обратное. Например, указание на составной элемент устройства также означает указание на совокупность (множество) таких элементов. Использованные в описании и формуле термины сердечник (внутренняя форма) тождественны друг другу по смыслу. Использование в описании или формуле какого-либо из этих терминов в отдельности означает, что имеется в виду сердечник (внутренняя форма). Аналогичное справедливо и для случая кантователь (узел захвата).
Также, при описании предпочтительных вариантов выполнения, для обеспечения ясности понимания, используются специальные термины. Предполагается, что термин используется в самом широком смысле, в каком он может быть истолкован специалистами в данной области техники и включает все технические эквиваленты, используемые тем же образом и с той же целью. Так, в частности, термин «полое бетонное изделие» означает, как правило, емкость, содержащую армирующий каркас, предназначенную для хранения различных веществ. В ряде случаев, изделие может иметь трубообразную форму, то есть состоять, по существу, только из боковой поверхности. Форма изделий также может различаться: боковая поверхность может иметь цилиндрическую форму или форму призмы. Под внутренней формой понимают установленный или выполненный заодно с основанием сердечник, который определяет внутреннюю часть формы изделия, соответственно, под внешней формой понимают обечайку или опалубку, определяющую внешнюю часть формы готового изделия. Для характеристики взаимного расположения внешней и внутренней форм в их рабочем положении в описании использована фраза «свободно охватывающий», описывающая такое расположение внешней формы относительно внутренней, при котором она охватывает последнюю таким образом, что расстояние между ними больше, чем технологический зазор. Величина свободного охвата обеспечивается шириной кольцевого выступа, выполненного в нижней части внешней формы. Кроме того, толщина заготовки и самого изделия также определяется кольцевым выступом. Для характеристики размещения отдельных элементов устройства, а именно, расположения кантователя (узла зацепления) используются фраза «вблизи оси, проходящей через центр масс», которая определяется следующим образом: область боковой поверхности внешней формы, находящейся около оси, пересекающей центр масс внешней формы в направлении к ее краям. Причем, указанное справедливо и для случая, когда внешняя форма перемещается вместе с заготовкой, поскольку в этом случае, центр масс смещается. Для описания расположения кольцевого выступа, применена фраза «нижняя часть». Нижняя часть находится вблизи нижней торцевой поверхности внешней формы. Расположение кантователей (узлов захвата) охарактеризовано в описании с использованием термина «противоположно», описывающим, по существу, такое расположение узлов захвата, при котором они лежат на линии центра масс, как и описано выше. Впрочем, отклонение от указанной линии также допустимо, но в пределах удержания равновесия формой с заготовкой при подъеме при помощи грузозахватного устройства. Термин «выступ» используется для характеристики части внешней формы, имеющей форму замкнутого контура. Внутренний размер выступа, при этом, соответствует размеру большего основания внутренней формы, таким образом, что при приведении внешней формы в рабочее положение, выступ охватывает внутреннюю форму. Термин дистальный применяется для описания концевых частей узла захвата, расположенных дальше относительно боковой поверхности внешней формы. Проксимальный конец, при этом, непосредственно соединен с боковой поверхностью внешней формы. Для описания геометрии внутренней формы использованы термины «конусообразный/конус» и «пирамида». В контексте настоящего описания, термин «конусообразный/конус» является обобщающим для случая выполнения формы в виде пирамиды, поскольку в соответствии с определением, данным для конуса в методической литературе, в частности, на с. 253-254 «Математика в понятиях, определениях и терминах. ч. 1. Пособие для учителей» (под ред. Л. В. Сабинина. М., Просвещение, 1978. 320 с.) указано, что «пирамида есть частный случай К., когда его основание есть многоугольник» Также это известно из с. 143 источника «Стереометрия. Геометрия в пространстве» (А.Д. Александров, А.Л. Вернер, В.И. Рыжик, изд. ALFA, Висагинас, Литва, 1998 г.). Аналогичное справедливо и для пары терминов «цилиндрический/цилиндр» и «призматический», описывающих внешнюю форму. В это случае термин «цилиндрический также следует понимать как обобщающий для случаев выполнения внешней формы в виде цилиндра или призмы. Для описания узла устройства, обеспечивающего связь основания, к которому прикреплен сердечник (внутренняя форма), с поверхностью, использована фраза «пружинные виброизоляторы». По сути, указанный узел представляет собой несколько пружинных опор, обеспечивающих не жесткую связь основания с поверхностью, позволяющих установить на основание вибрационное устройство и передавать с его помощью вибрационное воздействие на внутреннюю форму устройства. Для описания узлов устройства, усиливающих структуру внутренней формы, использована фраза «элементы жесткости». Указанные элементы могут находиться в местах, подверженных большим нагрузкам, например, при заливке полости бетонной смесью и могут быть выполнены в форме металлических деталей, скрепляющих части формы между собой. Термин «защитный слой», использован для описания покрытия внутренней поверхности внутренней формы для защиты от коррозии при воздействии на нее пара. Защитный слой может быть получен путем нанесения покрытий на основе органических или неорганических материалов с соответствующими свойствами, в частности, лакокрасочных покрытий, газотермических покрытий, цинкованием и подобными методами. Для описания относительной высоты внутренней и внешней форм использовано слово «превышает», что в контексте описания настоящей группы изобретений означает, что при нахождении указанных элементов в рабочем положении, т.е. при котором внешняя форма свободно охватывает внутреннюю форму, установленную на основании, верхняя торцевая поверхность внешней формы расположена выше верхнего основания внутренней формы. Для характеристики процесса, проходящего при устранении разряжения воздуха, возникающего при подъеме заготовки с внешней формой использована фраза «снятие вакуума». В данном случае, следует понимать вакуум именно как пониженную по сравнению с окружающей средой плотность воздушной среды в пространстве между заготовкой и внутренней формой в процессе движения заготовки вверх. Термин «заготовка» использован для описания изделия в процессе его изготовления. Заготовкой называется изделие от момента заливки бетонной смеси в полость до ее отверждения. В то же время, раскрытое в настоящей группе изобретений полое бетонное изделие есть заготовка, прошедшая отверждение. Под «переворотом вокруг фронтальной оси» в описании изобретения понимается такое движение, в частности, заготовки с формой, при котором поворот вокруг фронтальной оси осуществляют на угол около 180°, т.е. переворачивают заготовку. Под «свободным участком» понимают поверхность, площадь и топология которой позволяют переместить на неё форму с заготовкой. В настоящем описании термин «формовка» означает ограниченный во времени процесс подачи бетонной смеси в полость между внутренней и внешней формами. В окончании процесса формовки формируется заготовка.
Слова «состоящий», «содержащий», «включающий» означают, что, по меньшей мере, указанный компонент, элемент, часть или шаг способа присутствует в композиции, предмете или способе, но не исключает присутствие иных компонентов, материалов, частей, шагов способа, даже если такой компонент, материал, часть, шаг способа выполняет ту же функцию, что и указанный.
Материалы, из которых изготовлены различные элементы настоящего изобретения, указанные ниже при описании примеров конкретного выполнения устройства, являются типичными, но не обязательными для применения. Указанные в настоящих примерах выполнения материалы, могут быть заменены многочисленными аналогами, выполняющими ту же функцию, что и приведенные в описании примеры материалов.
Обратимся к прилагаемым фигурам. Устройство для изготовления полых бетонных изделий пояснено с помощью чертежей фиг. 1 для цилиндрических изделий и фиг. 4 для призматических изделий. Устройство состоит из внутренней формы 1 установленной на основании 2, усиленного ребрами жесткости 3. Внутренняя форма 1 выполнена в виде усеченного конуса (Фиг. 1) или усеченной пирамиды (Фиг.4) с учетом уклона боковой поверхности для облегчения процесса снятия изделия с внутренней формы. Раскрывающаяся внешняя форма 4 с кольцевым выступом 5 опускается на внутреннюю форму сверху при помощи грузоподъемных механизмов, свободно её охватывая, образуя полость 6. На внешней форме 4 и на внутренней форме 1, а также в полости 6 устанавливают закладные детали, пазообразователи или фиксаторы муфт-патрубков, конструктивно не мешающие внешней форме раскрыться. Кольцевой выступ 5 внешней формы 4 устанавливается и центрируется на основании внутренней формы 1 с зазором, таким образом, кольцевой выступ 5 внешней формы 4 (Фиг.2) в процессе формования бетонного изделия исключает всплытие или смещение внешней формы 4. Бетонная смесь по мере заполнения полости между формами 1 и 4 оказывает давление на кольцевой выступ 5 внешней формы 4, создавая вертикальную нагрузку. Область соединения кольцевого выступа 5 укреплена металлическими элементами, например, косынками 7 (Фиг.2) служит мощным усилителем внешней формы, что способствует сохранению заданной геометрии формы на всем сроке эксплуатации.
Вибрационные устройства 8 установленные на основании 2 обеспечивают достаточную вибрацию заполняющей полость бетонной смеси через внутреннюю форму опалубки. Вибрационные устройства 8 на внешней форме осуществляют вибрационное воздействие на бетонную смесь у наружной стенки, способствующую увеличению класса поверхности заготовки.
Внутреннее пространство внутренней формы 1 оснащено пневматическими трубками 9 (Фиг.1, 3) для устранения разряжения воздуха при снятии внешней формы с заготовкой с внутренней формы, и устройством подачи пара 10.
Перед заполнением полости 6 бетонной смесью, в нее устанавливаются армирующий каркас (не показан) с закладными элементами 17 (Фиг. 14). После заполнения полости 6 бетонной смесью осуществляют подачу пара во внутреннее пространство внутренней формы. Параметры обработки выбираются в зависимости от технологической карты изделия. Внутренняя часть внутренней формы 1 покрыта защитным составом (не показан), предотвращающим коррозию металлических элементов опалубки. Пневматические трубки устройства подачи пара 10, подведенные ко дну внутренней формы, состоят из составных элементов, выдерживающих рабочее давление до 10 Бар. Трубка подачи пара комплектуется конденсатоотводчиком (не показан). Обе трубы выполнены из нержавеющей стали.
Кольцевой выступ 5 позволяет производить снятие заготовки 12 с внутренней формы 1 на ранней стадии набора прочности, так как заготовка 12 формуется на кольцевом выступе 5. Перед снятием внешней формы с заготовкой с внутренней формой в пневматическую систему 9 (Фиг. 1) подается рабочее давление. Для поднятия внешней формы 4 и заготовки 12 используется грузоподъемное оборудование в соответствии с технической картой изделия. Для подъема внешней формы на ней предусмотрены узлы захвата (кантователи) 12. Процесс частичной распалубки, а именно снятия заготовки, позволяет избежать сколов, выбоин, трещин и отслоений бетона, поскольку заготовка 12 опирается на кольцевой выступ 5 и поднимается вместе с внешней формой 4. Стыкуемые поверхности всегда имеют ровную поверхность, образованную в месте кольцевого выпуска, позволяющую стыковать изделия с минимальным зазором. Поверхность изделия на выходе из формы имеет минимальные отклонения от требуемых геометрических параметров. После первичного набора прочности и транспортировки изделия на свободный участок, внешнюю форму раскрывают и возвращают в рабочее положение.
Пневматический клапан так же применяемый при распалубке крупногабаритных изделий, используется для нагнетания воздуха принудительно через ресивер компрессора.
Кантователь (узел захвата) 12 на внешней форме 4 позволяет переворачивать относительно фронтальной оси заготовку 11 без ожидания окончательного набора прочности. После снятия заготовки с внутренней формы производят кантование, т.е. переворот формы с заготовкой относительно фронтальной оси. Узел 12 содержит две точки захвата: точка 13 для переворота формы 4 с заготовкой 11 и точка 14 для переворота формы 4 без заготовки 11 внутри. Это позволяет применять устройство для изготовления верхней и нижней частей полой бетонной конструкции. Узел захвата 12 внешней формы позволяет без изменения точки захвата снять внешнюю форму с заготовкой с внутренней формы на ранней стадии набора прочности, переместить заготовку на свободный участок, например, на участок последующей сборки, совершить переворот формы 4 с заготовкой 12 на той же стадии набора прочности, совершить распалубку распашной внешней формы 4, перецепить грузозахватное устройство на точку захвата 14, вернуть внешнюю форму 4 в исходное положение и установить в рабочее положение на внутреннюю форму 1. Установленный на линии, проходящей через центр масс, узел захвата 13 позволяет осуществлять переворот формы 4 вместе с заготовкой 12 без риска деформации последней.
Устройство работает согласно следующему способу, который также является объектом настоящей группы изобретений. Полость 6, образованную между внутренней формой 1 устройства и свободно охватывающей ее внешней формой 4 заполняют бетонной смесью, с параллельным вибрационным воздействием на поступающую смесь через стенки внутренней 1 и внешней 4 форм посредством вибрационных устройств 8. Заливку производят до образования заготовки 12 в виде цилиндрического или призматического тела с одним основанием. Соответственно, раствор заливают выше уровня верхнего основания внутренней формы на толщину основания заготовки 12. После частичного завершения процесса отверждения производят зацепление рабочего механизма грузозахватного устройства к узлу захвата 13. Поскольку боковая поверхность внешней формы 4 содержит два узла захвата 13 на противоположных сторонах, зацепление происходит к каждому из них. Устройством снятия вакуума 9 устраняют разряжение в пространстве между основанием заготовки 12 и внутренней формой 1 с одновременным движением внешней формы 4 с заготовкой 12 вверх. Транспортируют форму 4 с заготовкой 12 на свободный участок поверхности и осуществляют переворот формы 4 вокруг вертикальной оси, используя, при этом, узел захвата 13 и рабочий орган грузозахватного устройства. После набора прочности, осуществляют распалубку изделия, перецепляют рабочий орган грузозахватного устройства к точке захвата 14, линия которой проходит через центр масс пустой формы 4, переворачивают форму 4 в исходное положение и приводят ее в рабочее положение, устанавливая на основание 2.
Конструкция собирается посредством соединения торцов двух изделий таким образом, что их основания расположены с противоположных сторон от плоскости соединения. Соединение осуществляют через закладные детали 17, как показано на Фиг. 14, с последующей обработкой стыка раствором. При этом, одно из изделий может иметь отверстие в основании как показано на Фиг. 6-9. Изделия с применением проходных элементов 16 горизонтального расположения показаны на Фиг. 10, 11 и Фиг. 12 вертикального расположения соответственно.
Варианты реализации настоящей группы изобретений не ограничиваются приведенными выше примерами конкретного выполнения. Могут быть предложены и иные формы реализации технического решения, не отдаляясь от смысла изобретения.
Раскрытые выше примеры выполнения приведены с целью показать промышленную применимость устройства и дать общее впечатление о возможностях устройства, способа и изделия. Объем правовой охраны технического решения определяется формулой изобретения, а не представленным описанием, и все изменения, совершенные с применением эквивалентных признаков, подпадают под правовую охрану настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опалубка для изготовления бетонных блоков подпорных стенок | 2018 |
|
RU2681148C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Установка для изготовления пустотелых бетонных изделий | 1991 |
|
SU1796461A1 |
| Установка для изготовления изделий из бетонных смесей | 1990 |
|
SU1818239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ ЯЧЕИСТОГО БЕТОНА И ОПАЛУБКА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2005 |
|
RU2302943C1 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2562357C1 |
| СПОСОБ ЛИТЬЯ БЕТОНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2268141C2 |
| Способ изготовления полых изделий из гипса | 2019 |
|
RU2698384C1 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
Группа изобретений относится к сфере строительства, а именно к изготовлению полых бетонных и железобетонных изделий различного назначения, например подземных и наземных резервуаров и емкостей. Устройство для изготовления полых бетонных изделий содержит внутреннюю форму, установленную на основании, свободно охватывающую её внешнюю форму, образующие между собой полость, по меньшей мере одно вибрационное устройство, связанное с внутренней и/или внешней формой, и узлы захвата, соединенные с боковой поверхностью внешней формы. При этом узлы захвата противоположно размещены вблизи оси, проходящей через центр масс внешней формы, и выполнены таким образом, что имеют по меньшей мере две точки захвата, расположенные на разной высоте, а в нижней части наружной формы выполнен кольцевой выступ, охватывающий соответствующую часть внутренней формы. Способ изготовления полого бетонного изделия посредством указанного устройства включает заполнение полости между внутренней и наружной формами бетонной смесью с формированием заготовки изделия. Осуществляют отверждение заготовки, снятие внешней формы с заготовкой с внутренней формы посредством зацепления грузозахватного устройства к точкам захвата узла захвата, подъем внешней формы с заготовкой, перемещение и расположение над свободным участком поверхности. Переворачивают внешнюю форму с заготовкой вокруг фронтальной оси и снимают внешнюю форму с заготовки. Полая бетонная конструкция, изготовленная в указанном устройстве при помощи указанного способа, образована соединением пары полых бетонных изделий, каждое из которых имеет одно основание, посредством сопряжения торцевых частей таким образом, что основания располагаются с противоположных сторон от плоскости соединения. Причем внутренняя часть боковой поверхности изделий имеет конусообразную форму. Техническим результатом является повышение скорости изготовления изделий посредством упрощения процесса производства, при обеспечении повышенного качества и точного соответствия заданным геометрическим параметрам изготавливаемой продукции, повышение надежности устройства. 3 н. и 26 з.п. ф-лы, 14 ил.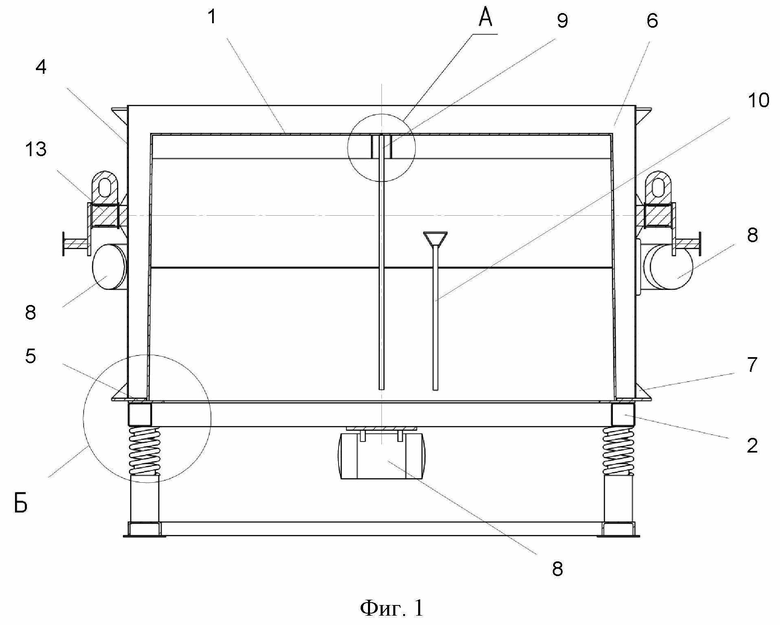
1. Устройство для изготовления полых бетонных изделий, содержащее внутреннюю форму, установленную на основании, свободно охватывающую её внешнюю форму, образующие между собой полость, по меньшей мере одно вибрационное устройство, связанное с внутренней и/или внешней формой, и узлы захвата, соединенные с боковой поверхностью внешней формы, отличающееся тем, что узлы захвата противоположно размещены вблизи оси, проходящей через центр масс внешней формы, и выполнены таким образом, что имеют по меньшей мере две точки захвата, расположенные на разной высоте, а в нижней части наружной формы выполнен кольцевой выступ, охватывающий соответствующую часть внутренней формы.
2. Устройство по п. 1, отличающееся тем, что по меньшей мере одна из точек захвата узла захвата снабжена проушиной, а дистальный конец нижней точки захвата расположен дальше от боковой поверхности внешней формы, чем дистальный конец верхней точки захвата.
3. Устройство по п. 1, отличающееся тем, что оно дополнительно снабжено устройством подачи пара, причем внутренняя форма связана с устройством подачи пара таким образом, что при работе устройства подачи пара обеспечивается поступление пара во внутреннее пространство внутренней формы.
4. Устройство по п. 3, отличающееся тем, что устройство подачи пара выполнено в виде трубки с конденсатоотводчиком, соединенной с источником пара.
5. Устройство по п. 1, отличающееся тем, что кольцевой выступ выполнен, по существу, перпендикулярно боковой поверхности наружной формы.
6. Устройство по п. 1, отличающееся тем, что внутренняя форма выполнена в виде усеченной конусообразной фигуры.
7. Устройство по пп. 1, 6, отличающееся тем, что внешняя форма выполнена в виде цилиндрической поверхности, а внутренняя форма выполнена в виде усеченного конуса.
8. Устройство по пп. 1, 6, отличающееся тем, что внешняя форма выполнена в виде призматической поверхности, а внутренняя форма выполнена в виде усеченной пирамиды.
9. Устройство по п. 1, отличающееся тем, что внешняя форма выполнена раскрывающейся.
10. Устройство по п. 1, отличающееся тем, что основание установлено на пружинных виброизоляторах.
11. Устройство по п. 1, отличающееся тем, что внутренняя форма содержит элементы жесткости.
12. Устройство по п. 1, отличающееся тем, что вибрационное устройство соединено с основанием.
13. Устройство по п. 1, отличающееся тем, что по меньшей мере одно вибрационное устройство установлено на боковой поверхности внешней формы.
14. Устройство по п. 1, отличающееся тем, что поверхность внутренней формы покрыта изнутри защитным слоем.
15. Устройство по п. 1, отличающееся тем, что высота установленной внешней формы превышает высоту внутренней формы.
16. Устройство по п. 1, отличающееся тем, что внутренняя форма снабжена устройством снятия вакуума.
17. Устройство по пп. 6, 16, отличающееся тем, что устройство снятия вакуума выполнено в виде пневматической трубки, установленной в верхнем основании внутренней формы.
18. Способ изготовления полого бетонного изделия посредством устройства для изготовления полых бетонных изделий по п. 1, включающий заполнение полости между внутренней и наружной формами бетонной смесью с формированием заготовки изделия, отверждение заготовки, снятие внешней формы с заготовкой с внутренней формы посредством зацепления грузозахватного устройства к точкам захвата узла захвата, подъема внешней формы с заготовкой, перемещение и расположение над свободным участком поверхности, переворот внешней формы с заготовкой вокруг фронтальной оси и снятие внешней формы с заготовки.
19. Способ по п. 18, отличающийся тем, что заливку полости бетонной смесью производят таким образом, что полое бетонное изделие имеет форму цилиндрической поверхности с дном.
20. Способ по п. 18, отличающийся тем, что в процессе заливки и отверждения заготовки производят обработку паром через стенки внутренней формы.
21. Способ по п. 18, отличающийся тем, что производят формирование каркаса в полости перед заполнением её бетонной смесью.
22. Способ по п. 18, отличающийся тем, что в процессе заливки заготовки осуществляют вибрационное воздействие на заготовку посредством вибрационных устройств.
23. Полая бетонная конструкция, изготовленная в устройстве для изготовления полых бетонных изделий по п. 1 при помощи способа изготовления полого бетонного изделия по п. 18, образованная соединением пары полых бетонных изделий, каждое из которых имеет одно основание, посредством сопряжения торцевых частей таким образом, что основания располагаются с противоположных сторон от плоскости соединения, причем внутренняя часть боковой поверхности изделий имеет конусообразную форму.
24. Конструкция по п. 23, отличающаяся тем, что одно из оснований полой бетонной конструкции содержит отверстие.
25. Конструкция по п. 23, отличающаяся тем, что наружная боковая поверхность имеет форму цилиндрической поверхности.
26. Конструкция по п. 23, отличающаяся тем, что наружная боковая поверхность имеет форму призматической поверхности.
27. Конструкция по п. 23, отличающаяся тем, что соединение торцевых частей осуществлено посредством соединения закладных элементов, расположенных в месте контакта поверхностей частично внутри боковых поверхностей.
28. Конструкция по п. 23, отличающаяся тем, что соединение торцевых частей осуществлено через по меньшей мере один проходной элемент, конгруэнтный указанным боковым поверхностям.
29. Конструкция по п. 23, отличающаяся тем, что соединение торцевых частей может быть осуществлено через по меньшей мере один проходной элемент в горизонтальной плоскости.
| Машина для резки половинок плодов на кубики | 1949 |
|
SU86137A1 |
| КОНСТРУКЦИЯ РЕЗЕРВУАРА | 2008 |
|
RU2452890C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВИБРОГИДРОПРЕССОВАННЫХ ТРУБ | 0 |
|
SU252897A1 |
| Бессварное стыковое соединение железобетонных элементов | 1978 |
|
SU771272A1 |
| US 4025265 А, 24.05.1977 | |||
| ЭКОНОМАЙЗЕР | 1927 |
|
SU8020A1 |
| Конструкции бетонные и железобетонные для колодцев канализационных, водопроводных и газопроводных сетей | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

