Изобретение относится к области производства железобетонных напорных труб.
Известна форма для изготовления железобетонных виброгидропрессованных труб, содержащая наружную цилиндрическую опалубку и внутреННий сердечник.
Недостатком этой формы является то, что внутренний сердечник имеет открытую полость сверху и снизу, в результате при тепловой обработке создается высокая запаренность и большой расход пара.
Цель изобретения - сокращение цикла тепловой обработки и уменьшение расхода пара. Достигается это тем, .что внутренний сердечник выполнен с приваренными в верхней и нижней частях его крышками, образующими герметическую полость, в нижней части которой смонтированы патрубки для подачи иара и отвода конденсата.
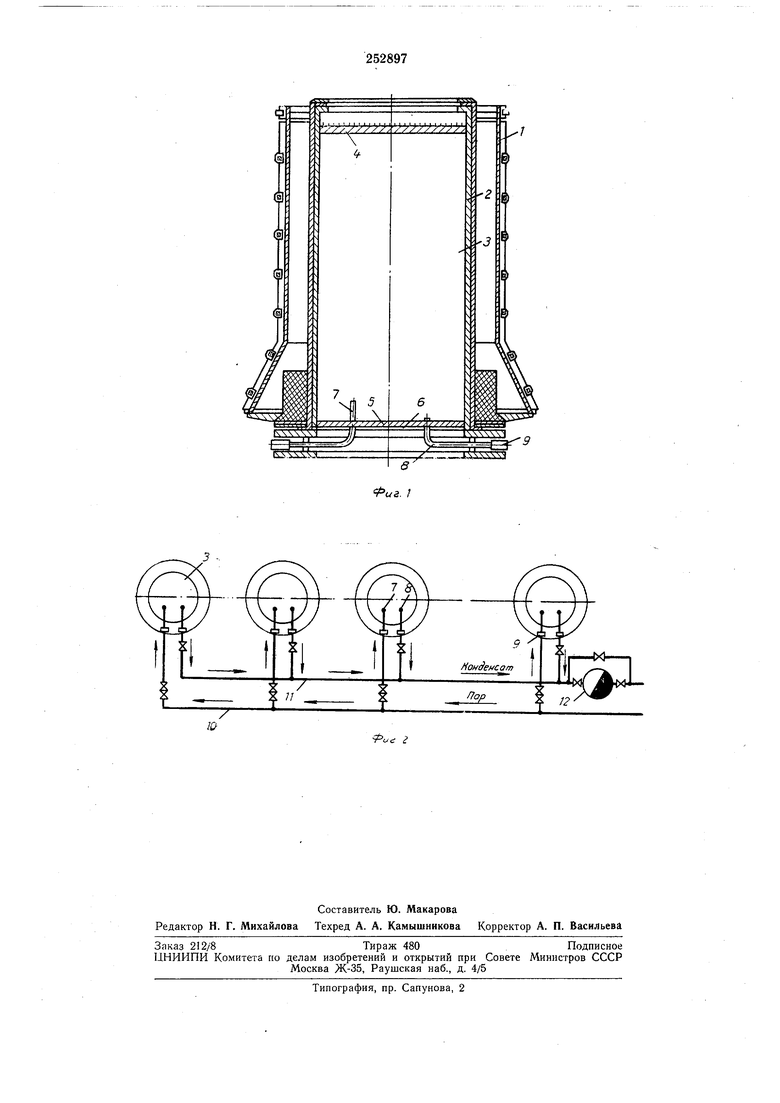
На фиг. 1 изображена предлагаемая форма Б продольном разрезе; на фиг. 2 -схема тепловой обработки при использовании формы.
Форма состоит из наружной части / и внутренней части-сердечника 2. Полость 3 сердечника сверху и снизу герметично закрывается днищами 4 и 5, изготавливаемыми из листовой стали. Днища привариваются к внутренней .поверхности сердечника сплошным шво-м о. В днище 5 вварены патрубки 7 и 8 соответственно для 1подачи лара и отвода конденсата.
Патрубок 7 выводится на высоту 100-150 мм над уровнем днища 5 внутрь ПОлости сердечника 2, а патрубок 8 приваривается заподлицо с днищем 5. Концы патрубков 7 и 8 вьшолнеиы с Приспособлением 9 для присоединения их с помощью гибких шлангов к паровой 10 и коиденсатной 11 магистралям. Причем магистраль 11 оканчивается конден-сатоотводчиком 12.
Процесс термообработки осуществляется следующим образом.
Сердечник 2 присоединяется к паровой и коиденсатной магистралям. Из магистрали 11 пар поступает в полость сердечника 2,
где пар находится под давлением, температура его выше 100С. Это создает возможность повысить температуру бетона и сократить время тепловой обработки.
Пред мет изобретения
Форма для изготовления железобетонных виброгидропрессованных труб, содержащая наружную цилиндрическую опалубку и внутренний сердечник, отличающаяся тем, что, с
целью сокращения цикла тепловой обработки и уменьщения расхода пара, внутренний сердечник выполнен с приваренными в верхней и нижней частях его крышками, образующими герметическую полость, в нижней части кото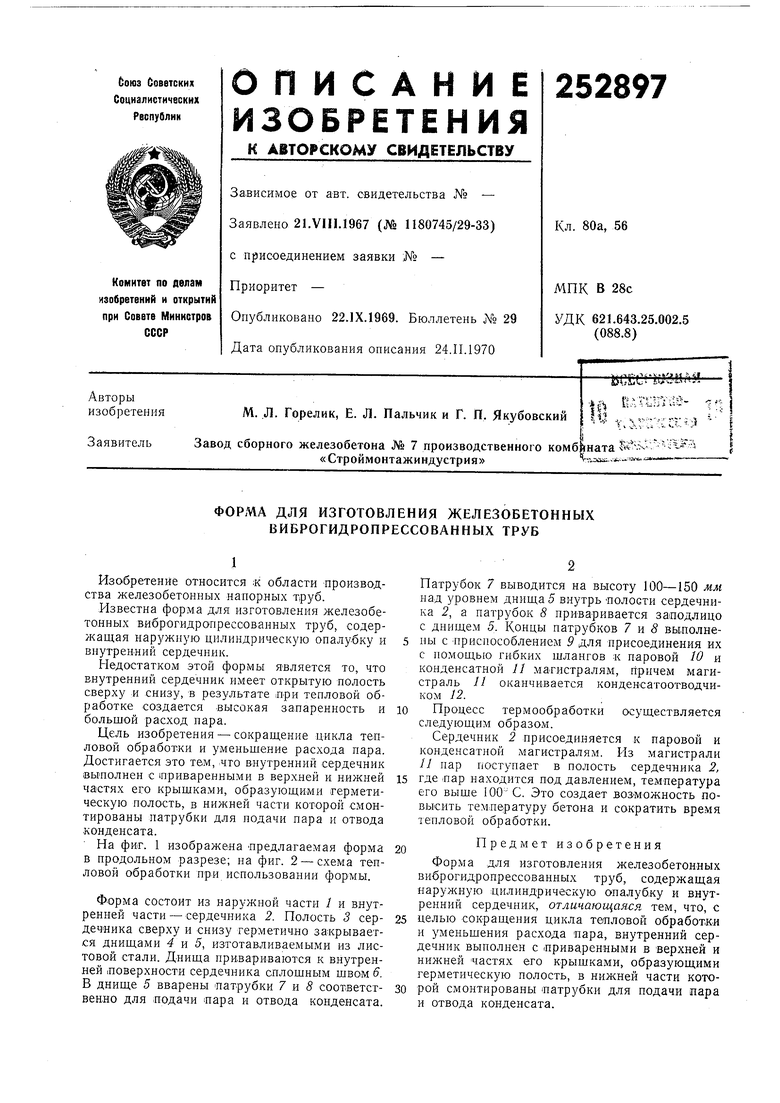
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки железобетонных виброгидропрессованных труб | 1979 |
|
SU772873A1 |
| Форма для изготовления железобетонных виброгидропрессованных труб | 1972 |
|
SU477850A1 |
| Устройство для изготовления железобетонных виброгидропрессованных труб | 1978 |
|
SU766868A1 |
| Устройство для тепловой обработки железобетонных труб | 1978 |
|
SU765244A1 |
| Устройство для тепловой обработки раструбных железобетонных трубчатых изделий | 1990 |
|
SU1787798A1 |
| Устройство для термообработки железобетонных труб | 1976 |
|
SU628140A1 |
| Установка для одновременного изготовления нескольких бетонных изделий | 1985 |
|
SU1362626A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1981 |
|
SU973374A1 |
| Форма для изготовления железобетонных виброгидропрессованных труб | 1975 |
|
SU582967A1 |
| Способ тепловой обработки железобетонных виброгидропрессованных труб | 1977 |
|
SU734169A1 |