Изобретение относится к ремонту деталей сельскохозяйственной техники, в частности, к способам и оборудованию для упрочнения рабочих поверхностей сегментных ножей зерноуборочных и кормоуборочных комбайнов, а также косилок, и может быть использовано в отрасли обслуживания сельского хозяйства и машиностроении.
Наиболее близким по технической сущности, выбранным в качестве прототипа является способ термической обработки стальных деталей [Патент РФ №2061089, С23С 8/42, опубликовано 27.05.1996 г.], включающий нагрев до 830-1190 К, анодную поляризацию током плотностью от 0,1 до 25,0 А/дм2 в солевом расплаве со вспомогательным электродом в течение 1,5-3,0 ч и охлаждение. В результате известной термообработки на наружной поверхности детали образуется равномерный слой толщиной 80-150 мкм с повышенными микротвердостью и износостойкостью.
Как известно, износостойкость сегментных ножей повышается при упрочнении их рабочих поверхностей (тыльной стороны и режущих кромок) более эффективно, чем при равномерном упрочнении всех поверхностей, а также при увеличении толщины упрочненного слоя [Крупин А.Е. Повышение износостойкости рабочих органов уборочных сельскохозяйственных машин электролитическим хромированием их поверхностей: автореферат диссертации кандидата технических наук: 05.20.03 / Крупин Александр Евгеньевич. - Княгинино, 2015. С. 16-17.].
Известной причиной, препятствующей достижению технического результата, обеспечиваемого предлагаемым изобретением, является недостаточная толщина упрочненного слоя на рабочих поверхностях сегментных ножей, что не обеспечивает длительного ресурса упрочняемых деталей.
Для реализации способа электродиффузионного упрочнения рабочих поверхностей сегментных ножей необходима разработка установки обеспечивающей направленный диффузионный поток углерода и легирующих элементов из сердцевины в рабочие поверхности сегментных ножей.
Наиболее близким по технической сущности, выбранным в качестве прототипа, является установка для термоэлектрической обработки [Патент РФ на полезную модель №40320, С23С 8/42, опубликовано 10.09.2004 г.], которая содержит печь сопротивления с силитовыми нагревателями, внутри которой установлен высокотемпературный корундизовый тигель конической формы служащий емкостью для электролита, источник поляризующего тока. Недостатками установки являются отсутствие фиксации упрочняемых деталей в требуемом пространственном положении, а также малое количество одновременно упрочняемых деталей.
Технической задачей изобретения является создание способа электродиффузионного упрочнения рабочих поверхностей сегментных ножей для увеличения их ресурса.
При осуществлении изобретения поставленная задача решается за счет достижения технического результата, который заключается в повышении микротвердости и увеличении толщины упрочненного слоя на рабочих поверхностях сегментных ножей.
Указанный технический результат достигается тем, что в способе электродиффузионного упрочнения рабочих поверхностей сегментных ножей включающем нагрев деталей до температуры 830-1190 К, анодную поляризацию током плотностью 0,1 до 25,0 А/дм2, охлаждение, при этом предварительно производят сборку рабочего электрода и помещают его внутрь вспомогательного электрода заполненного электролитом, анодной поляризацией в течение 1-2 ч создают направленный диффузионный поток углерода и легирующих элементов из сердцевины в рабочие поверхности сегментных ножей, а после охлаждения разбирают рабочий электрод и удаляют остатки электролита с упрочненных сегментных ножей.
Другой технической задачей изобретения является создание установки, обеспечивающей направленный диффузионный поток углерода и легирующих элементов из сердцевины в рабочие поверхности сегментных ножей, а также повышение ее производительности.
При осуществлении изобретения поставленные задачи решаются за счет достижения технического результата в установке электродиффузионного упрочнения рабочих поверхностей сегментных ножей, который заключается в фиксации положения сегментных ножей с ориентацией их рабочих поверхностей на внутреннюю поверхность вспомогательного электрода и увеличении количества одновременно упрочняемых деталей.
Для осуществления способа в известной установке для электродиффузионного упрочнения рабочих поверхностей сегментных ножей, содержащей шахтную электропечь с рабочей камерой, источник питания постоянного тока соединенный кабелем через резьбовые разъемы с рабочим и вспомогательным электродами, при этом в рабочем электроде упрочняемые сегментные ножи размещены друг над другом горизонтально тыльной стороной вниз соединением с натягом на U-образном токоподводе, который проходит через монтажные отверстия ножей, а вспомогательный электрод выполнен из полого металлического цилиндра с приваренными к основанию плоским днищем и его наружной боковой поверхности вертикальным токоподводом.
Между заявленным техническим результатом и существенными признаками изобретения существует следующая причинно-следственная связь: повышение микротвердости и увеличение толщины упрочненного слоя на рабочих поверхностях сегментных ножей обеспечивается требуемой сборкой рабочего электрода и помещением его внутрь вспомогательного электрода с электролитом, анодной поляризацией упрочняемых деталей током плотностью от 0,1 до 25,0 А/дм2 в течение 1-2 ч при температуре 830-1190 К с созданием направленного диффузионного потока углерода и легирующих элементов в рабочие поверхности сегментных ножей из сердцевины детали.
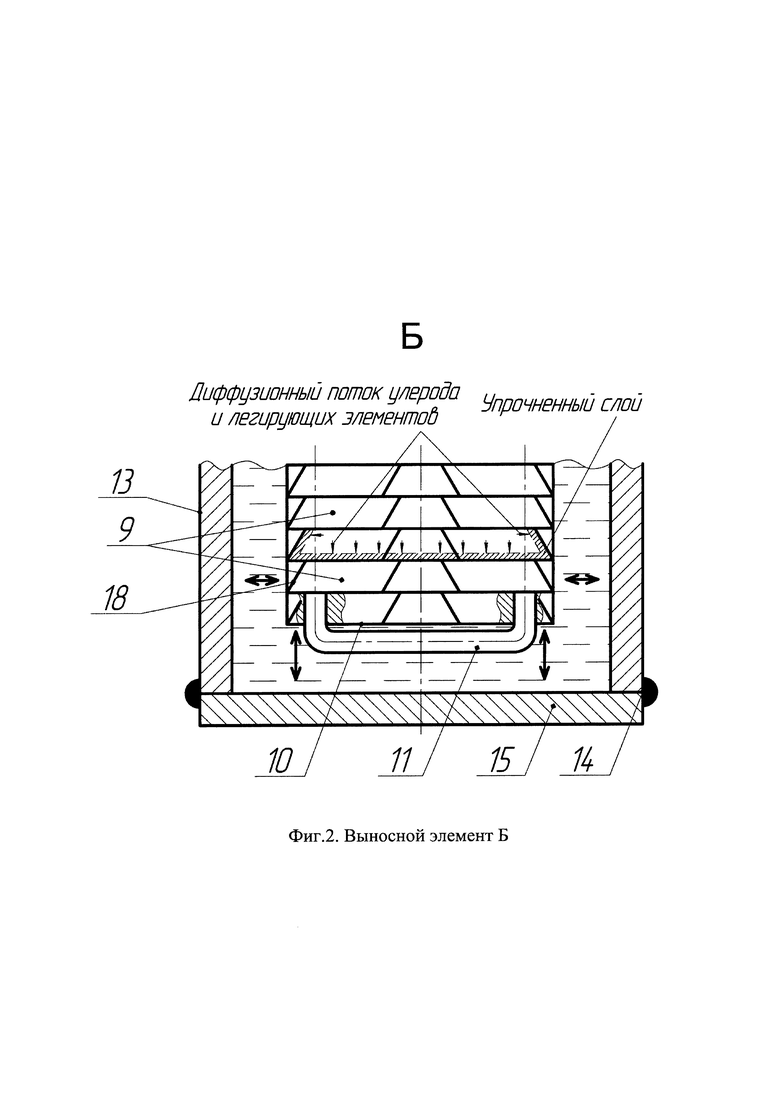
Причиной электродиффузионного упрочнения рабочих поверхностей сегментных ножей является повышение концентрации углерода и легирующих элементов в рабочих поверхностях. Увеличение толщины упрочненного слоя рабочих поверхностей сегментных ножей обусловлено направлением диффузионного потока с сегрегацией углерода и легирующих элементов именно в рабочих поверхностях сегментных ножей.
При осуществлении предлагаемого способа продолжительность обработки в 1-2 часа оказывается достаточной для получения упрочненного слоя толщиной 250-350 мкм на рабочих поверхностях сегментных ножей. Продолжительность обработки более 2 часов не приводит к существенному увеличению толщины упрочненного слоя, вызывает необоснованное повышение энергозатрат на осуществление процесса.
Разборка рабочего электрода обеспечивает доступность всех поверхностей сегментных ножей для удаления остатков электролита. Наличие остатков электролита на упрочненных деталях приведет к налипанию загрязнений и сокращению ресурса сегментных ножей.
Фиксация положения сегментных ножей с ориентацией их рабочих поверхностей на внутреннюю поверхность вспомогательного электрода обеспечивается размещением сегментных ножей друг над другом горизонтально тыльной стороной вниз соединением с натягом на U-образном токоподводе внутри вспомогательного электрода. Форма U-образного токоподвода, проходящего через монтажные отверстия сегментных ножей, исключает падение упрочняемых ножей вниз с рабочего электрода, смещение ножей друг относительно друга, а также замыкание рабочего и вспомогательного электродов. Соединение с натягом U-образного токоподвода с упрочняемыми сегментными ножами необходимо для обеспечения надежного контакта, обеспечивающего прохождение поляризующего тока через все упрочняемые детали. Причем, соединение с натягом является разъемным, что исключает образование каких-либо повреждений упрочняемых ножей при сборке и разборке рабочего электрода, в отличие от соединения сваркой или пайкой.
Повышение производительности установки обеспечивается увеличением количества одновременно упрочняемых сегментных ножей, размещаемых друг над другом горизонтально тыльной стороной вниз на U-образном токоподводе рабочего электрода, форма которого обеспечивает вертикальное размещение внутри вспомогательного электрода большого количества сегментных ножей через их монтажные отверстия. Благодаря фиксации и размещению сегментных ножей горизонтально тыльной стороной вниз внутри вспомогательного электрода, обеспечивается электродиффузионное упрочнение рабочих поверхностей сегментных ножей.
Применение во вспомогательном электроде полого металлического цилиндра обеспечивает наличие электропроводящей поверхности по его внутреннему диаметру на одинаковом расстоянии от оси симметрии вспомогательного электрода, а также минимальное расстояние между упрочняемыми деталями и внутренней поверхностью цилиндра. Форма полого цилиндра обеспечивает равномерное размещение в его внутреннем объеме большого количества упрочняемых сегментных ножей. Приваренное к основанию полого цилиндра плоское днище обеспечивает стабильное расстояние между ним и упрочняемыми сегментными ножами, являющимися плоскими, а также герметичность вспомогательного электрода для предотвращения вытекания электролита.
Вертикальный токоподвод приваренный к наружной боковой поверхности цилиндра обеспечивает надежное прохождение электрического тока через соединение при высоких температурах обработки, а отсутствие вспомогательных деталей и сварочных швов внутри цилиндра предотвращает возможное замыкание электродов. Кроме этого, вертикальный токоподвод делает возможным выход его верхнего торца из рабочей камеры шахтной печи при высоких температурах обработки, что обеспечивает надежность соединения резьбовых разъемов с кабелем и предотвращает его перегрев.
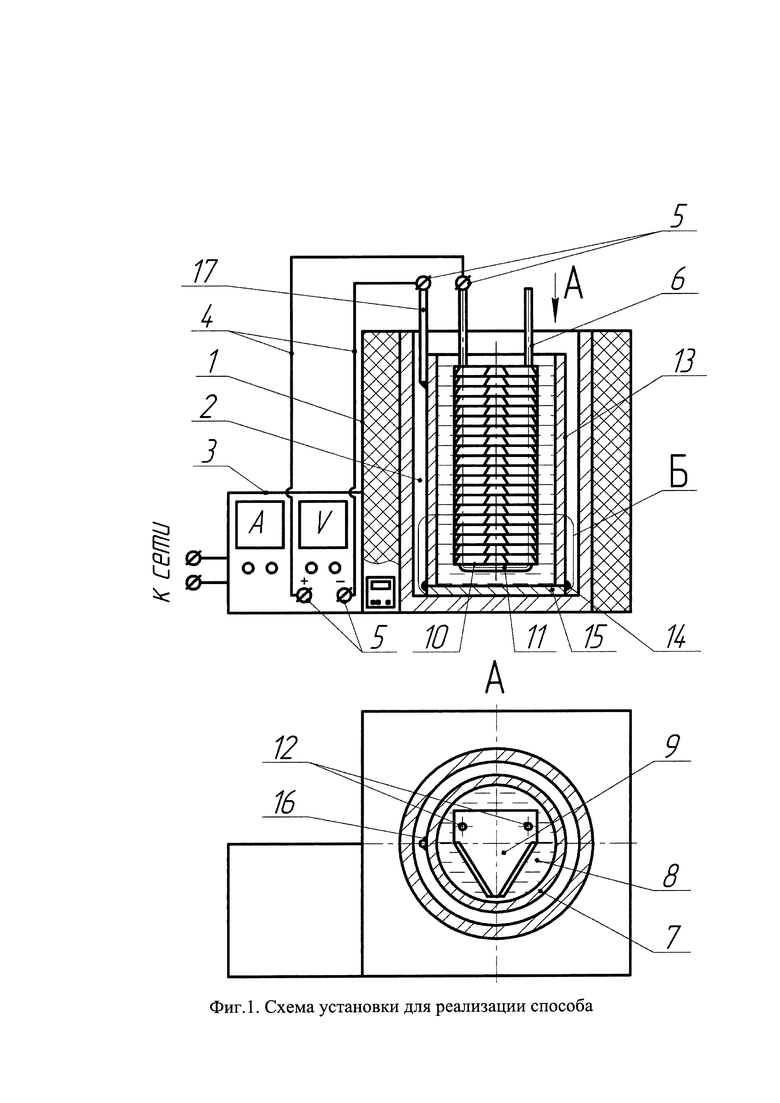
Сущность предлагаемого технического решения будет понятна из следующего описания и приложенного к нему графического материала. На фиг. 1 приведена схема установки для реализации способа; на фиг. 2 - выносной элемент Б.
Установка содержит (фиг. 1, фиг. 2) шахтную электропечь 1 с рабочей камерой 2, источник питания постоянного тока 3 соединенный кабелем 4 через резьбовые разъемы 5 с рабочим электродом 6 и вспомогательным электродом 7, заполненным слабоокислительным электролитом 8. В рабочем электроде упрочняемые сегментные ножи 9 размещены друг над другом горизонтально тыльной стороной 10 вниз соединением с натягом на U-образном токоподводе 11, который проходит через монтажные отверстия 12 ножей. Вспомогательный электрод выполнен из полого металлического цилиндра 13, к основанию которого наружным сварным соединением 14 герметично закреплено плоское днище 15, а к наружной боковой поверхности цилиндра сварным соединением 16 приварен вертикальный токоподвод 17. Тыльная сторона 10 сегментных ножей 9 ориентирована  на плоское днище 15 (фиг. 2), а режущие кромки 18 сегментных ножей 9 ориентированы
на плоское днище 15 (фиг. 2), а режущие кромки 18 сегментных ножей 9 ориентированы  на внутреннюю поверхность полого металлического цилиндра 13 вспомогательного электрода.
на внутреннюю поверхность полого металлического цилиндра 13 вспомогательного электрода.
Пример осуществления способа.
Предварительно производили сборку рабочего электрода 6 с размещением сегментных ножей 9 друг над другом горизонтально тыльной стороной 10 вниз соединением с натягом на U-образном токоподводе 11, который проходил через монтажные отверстия 12 ножей. Загружали внутрь вспомогательного электрода 7 слабоокислительный электролит 8, помещали в рабочую камеру 2 шахтной электропечи 1 и включали ее нагрев. Вертикальный токоподвод 17 вспомогательного электрода 7 соединяли кабелем 4 через резьбовые разъемы 5 с отрицательной клеммой «-» источника питания постоянного тока 3. После достижения в рабочей камере 2 шахтной электропечи 1 температуры обработки 830-1190 К соединяли U-образный токоподвод 11 кабелем 4 через резьбовые разъемы 5 с положительной клеммой «+» источника питания постоянного тока 3. Помещали рабочий электрод 6 с зазором внутрь вспомогательного электрода 7 заполненного слабоокислительным электролитом 8, в качестве которого использовали расплав тетрабората натрия с добавкой 0,2-0,5 мас. % оксида железа (II). Включали источник питания постоянного тока 3 и устанавливали требуемый электрический режим процесса обработки вращением регуляторов грубой и точной настройки тока и напряжения. Проводили анодную поляризацию током плотностью от 0,1 до 25,0 А/дм2 в течение 1-3 ч с созданием направленного диффузионного потока углерода и легирующих элементов из сердцевины в рабочие поверхности сегментных ножей. Контролировали процесс поляризации с помощью цифровых амперметра и вольтметра источника питания постоянного тока 3. В случае отклонения регуляторами точной настройки тока и напряжения устанавливали требуемые параметры поляризации. По истечении времени обработки отключали источник питания постоянного тока 3, извлекали рабочий электрод 6 из вспомогательного электрода 7 и охлаждали. После чего разбирали рабочий электрод 6, снимая упрочненные сегментные ножи 9 с U-образного токоподвода 11. Остатки электролита с упрочненных сегментных ножей удаляли кипячением их в воде в течение 5-7 минут. В упрочненном слое рабочих поверхностей сегментных ножей после обработки концентрация углерода повысилась 1,4-1,9 раза, хрома в 1,8-2,4 раза, кремния в 1,7-2,5 раза.
Ресурс упрочненных сегментных ножей по предлагаемой технологии и технологии прототипа определяли при эксплуатационных испытаниях в одинаковых условиях работы. Режимы и результаты осуществления предлагаемого способа приведены в таблице.
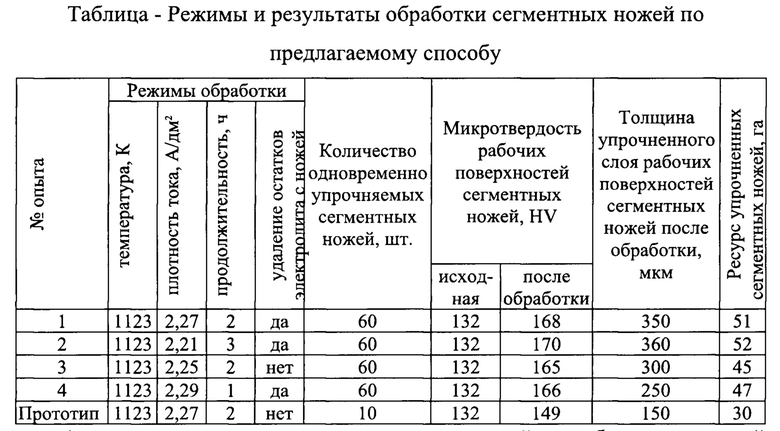
Анализ результатов показал, что предложенный способ, реализованный на предложенной установке, позволил осуществить упрочнение рабочих поверхностей сегментных ножей с повышением их микротвердости в 1,25-1,29 раза. При этом толщина упрочненного слоя рабочих поверхностей сегментных ножей по сравнению с прототипом увеличилась в 1,6-2,3 раза, а ресурс возрос в 1,5-1,7 раза. Производительность предлагаемой установки повысилась в 6 раз в связи с увеличением количества одновременно упрочняемых сегментных ножей по сравнению с прототипом.
Продолжительность обработки в 3 часа (опыт №2) не привела к существенному увеличению толщины упрочненного слоя по сравнению с 2 часами обработки (опыт №1). Наличие остатков электролита на упрочненных деталях привело к налипанию загрязнений на сегментные ножи при эксплуатационных испытаниях и снижению их ресурса (опыт №3).
Предлагаемый способ может быть применен для увеличения ресурса как бывших в эксплуатации сегментных ножей, так и новых при их изготовлении.
Предлагаемая конструкция установки обеспечивает реализацию способа электродиффузионного упрочнения рабочих поверхностей сегментных ножей и достижение технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДИФФУЗИОННОЙ ТЕРМООБРАБОТКИ ПОЛОЙ ДЕТАЛИ ИЗ СТАЛИ | 2010 |
|
RU2450084C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 2003 |
|
RU2241783C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2061089C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ИЗНОШЕННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2383420C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2005810C1 |
| Способ обработки стальных деталей | 1981 |
|
SU998542A1 |
| Способ химико-термической обработки стальных изделий | 1990 |
|
SU1788083A1 |
| Способ термической обработки стали, легированной хромом и/или алюминием, и окислительная среда для его осуществления | 1990 |
|
SU1761812A1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
| Способ обработки титана и его сплавов | 2023 |
|
RU2813428C1 |
Изобретение относится к ремонту деталей сельскохозяйственной техники, в частности к способам и оборудованию для упрочнения рабочих поверхностей сегментных ножей зерноуборочных и кормоуборочных комбайнов, и может быть использовано в отрасли обслуживания сельского хозяйства и машиностроении. Способ включает нагрев деталей до температуры 830-1190 К, анодную поляризацию током плотностью 0,1 до 25,0 А/дм2, охлаждение, при этом предварительно производят сборку рабочего электрода и помещают его внутрь вспомогательного электрода, заполненного электролитом, анодной поляризацией в течение 1-2 ч создают направленный диффузионный поток углерода и легирующих элементов из сердцевины в рабочие поверхности сегментных ножей. В рабочем электроде упрочняемые сегментные ножи размещены друг над другом горизонтально тыльной стороной вниз соединением с натягом на U-образном токоподводе, который проходит через монтажные отверстия ножей, а вспомогательный электрод выполнен из полого металлического цилиндра с приваренными к основанию плоским днищем и к его наружной боковой поверхности вертикальным токоподводом. Изобретение направлено на увеличение ресурса как бывших в эксплуатации сегментных ножей, так и новых при их изготовлении. 2 н.п. ф-лы, 1 пр., 1 табл., 2 ил.
1. Способ электродиффузионного упрочнения рабочих поверхностей сегментных ножей, включающий нагрев деталей до температуры 830-1190 К, анодную поляризацию током плотностью 0,1 до 25,0 А/дм2, охлаждение, отличающийся тем, что предварительно производят сборку рабочего электрода и помещают его внутрь вспомогательного электрода, заполненного электролитом, при этом анодной поляризацией в течение 1-2 ч создают направленный диффузионный поток углерода и легирующих элементов из сердцевины в рабочие поверхности сегментных ножей, а после охлаждения разбирают рабочий электрод и удаляют остатки электролита с упрочненных сегментных ножей.
2. Установка для электродиффузионного упрочнения рабочих поверхностей сегментных ножей, содержащая шахтную электропечь с рабочей камерой, источник питания постоянного тока, соединенный кабелем через резьбовые разъемы с рабочим и вспомогательным электродами, отличающаяся тем, что в рабочем электроде упрочняемые сегментные ножи размещены друг над другом горизонтально тыльной стороной вниз соединением с натягом на U-образном токоподводе, который проходит через монтажные отверстия ножей, а вспомогательный электрод выполнен из полого металлического цилиндра с приваренными к основанию плоским днищем и к его наружной боковой поверхности вертикальным токоподводом.
| КРУПИН А.Е | |||
| Повышение износостойкости рабочих органов уборочных сельскохозяйственных машин электролитическим хромированием их поверхностей | |||
| Автореферат диссертации кандидата технических наук | |||
| Княгинино, 2015, с.16-17 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2061089C1 |
| Способ вулканизации искусственной кожи | 1934 |
|
SU40320A1 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| SU 491731 А1, 02.02.1976 | |||
| US 4537793 A1, 27.08.1985. | |||

