Предложенный способ и устройства, основанные на этом способе измерения, относятся к области техники для измерения нано- и микрошероховатости, регулярного рельефа (текстуры) поверхности, адгезии покрытий, триботехнических характеристик и механических свойств материала функциональных поверхностей изделий машиностроения, в частности к бесконтактным системам измерения волнистости триангуляционным методом. Шероховатость и волнистость являются важными характеристиками поверхностного слоя материалов, которые в совокупности определяют качество обработки поверхности материалов, зависящее от твердости, остаточных напряжений, физико-химических свойств по глубине. Также для ряда технологических процессов обработки поверхности важно иметь информацию о морфологии поверхности до начала обработки (например, для лазерного деструктурирования с переплавлением, для которого сигнал модуляции мощности лазерного излучения зависит от исходной морфологии поверхности).
Известно много устройств измерения параметром профиля поверхности бесконтакным способом. Так, известен способ измерения и устройство, в которых для диагностирования параметров шероховатости и исследования физико-механические свойств изделий применен метод измерения участка рельефа поверхности материала при механическом воздействии на поверхность материала [Патент РФ на полезную модель 164739. МПК G01B 21/30]. В этом способе решается задача измерения параметров нано-, микрошероховатости и текстуры (регулярного микрорельефа) поверхности, а также исследования адгезии покрытий, триботехнических характеристик и механических свойств материала плоских и цилиндрических поверхностей изделий. Устройство предполагает использование трех независимых модулей, каждый из которых предназначен для отдельного вида измерений. Для измерения характеристик шероховатости используется модуль определения шероховатости, поверхности изделий, который выполнен в виде массивного основания с установленными на нем твердомером, позиционерами с приводами, стойку с держателем изделий, комплект сменных инденторов, а также содержащий блок управления, включающий компьютер с программным обеспечением, контроллерами и датчиками перемещения детали в трех пространственных координатах X, Y и Z
Однако такое оборудование является лабораторным и не пригодно для измерения морфологии поверхности в условиях работы устройства на технологической установке. Также к недостаткам относится то, что такие измерения относятся к разрушающим видам исследований, в которых одновременно с процессом снятия показаний осуществляют внедрение индентора в поверхность материала, что оказывает влияние на конечный результат, как и в других методах разрушающего контроля.
Также известен способ бесконтактного измерения параметров шероховатости поверхности (Патент РФ 2380655, МПК G01B 11/00), заключающийся в том, что задают максимальный размер L пятна на измеряемой поверхности, направляют на нее пучок зондирующего излучения, формируют пятно, измеряют характеристики отраженного излучения, по которым определяют среднее квадратическое значение шероховатости Rq. Кроме того, изменяют размер пятна х на измеряемой поверхности в диапазоне от 0 до L, определяют функцию зависимости Rq(x) и ее производную Rq'x (х). Среднее арифметическое отклонение профиля поверхности Ra определяют по формуле:

К недостаткам данного способа можно отнести получение только данных о шероховатости поверхности без получения информации о морфологии поверхности, то есть о ее профиле.
Прототипом предлагаемого устройства может служить прибор для определения направления микронеровностей поверхности и параметров шероховатости (Патент РФ 60219, МПК G01N 17/00, G01B 11/30). Прибор для определения направления микронеровностей поверхности и параметров шероховатости, содержит источник направленного излучения, фотоприемники, электронный коммутатор, интерфейс, микропроцессор и устройство отображения информации. При этом приемники излучения установлены по базовой окружности с установленным радиусом, большим ширины линии отражения в плоскости, перпендикулярной отраженному лучу, а угол направления регулярной шероховатости определяется по математической формуле, учитывающей, что направление микронеровностей и дефектов поверхности перпендикулярно оси симметрии линии отражения. В качестве приемников излучения может быть использована матрица с постоянной зарядовой связью, установленная в оптическом объективе или цифровая телекамера. Если ширина линии отражения больше расстояния между приемниками излучения, то координаты X и Y находятся как математические ожидания соответствующих координат смежных точек пересечения окружности с линией отражения. При расположении в зоне падения луча нескольких протяженных дефектов направление каждого из них находится по диаметрально расположенным точкам окружности в местах ее пересечения с линией отражения. В случае необходимости определения стандартных параметров шероховатости применяются тарировочные кривые, с использованием ширины линии отражения и соотношений яркости и освещенности смежных точек окружности в местах ее пересечения с линией отражения.
К недостаткам прототипа следует отнести невозможность регистрации профиля поверхности, а также возможность работы только с направленной шероховатостью.
С целью повышения эффективности технологии получения информации о топографии поверхности, а также расширения возможности определения профиля непосредственно на технологических установках для поверхностной обработки предлагается способ измерения параметров волнистости поверхности материалов, включающий облучение лазерным лучом измеряемого участка поверхности материала, снятие показаний лучевого потока в процессе измерения и последующую компьютерную обработку полученных данных. Облучение производят лазерным лучом диаметром 250-350 мкм длиной волны 500-700 нм под углом 5-20° от нормали к поверхности измеряемого участка материала и одновременном перемещении луча под этим углом относительно измеряемой поверхности, при этом осуществляют прием отраженного от поверхности луча на полупрозрачном экране, расположенном на расстоянии 100-400 мм от поверхности при обеспечении постоянства нормали к оптической оси отраженного луча от воображаемой идеальной неволнистой поверхности, причем на установленном экране фиксируют положение пятна луча на экране в процессе измерения при непрерывной связи с перемещением луча на поверхности материала, а по координатам центра пятна луча на экране выполняют фиксацию и обработку параметров отклонения луча от исходного положения с помощью средств видео- и вычислительной техники с программным обеспечением, в основу которой применена нижеприведенная формула, и графически создают топограмму поверхности измеряемой детали:
где α - угол наклона структуры относительно поверхности,
Δ - отклонение центра отраженного луча (фиг. 1, поз. II) от нулевой точки на экране (нулевая точка: поз. I - исходная),
L - расстояние от точки измерения до экрана (высота структуры h<<L),
причем приращение высоты структуры Δh вычисляется по следующей формуле:

где Δх - расстояние, которое пройдет система измерения между кадрами видеопотока,
V - скорость движения системы инструмента относительно поверхности детали,
f - частота съемки кадров видеокамерой.
при этом интегрируя приращение структуры, восстанавливают профиль h поверхности детали:
hN-hN-1+ΔhN,
где hN - высота структуры на шаге N,
hN-1 - высота структуры на шаге N-1,
ΔhN - приращение высоты структуры, вычисленное на шаге N; в начале интегрирования высота структуры h0=0.
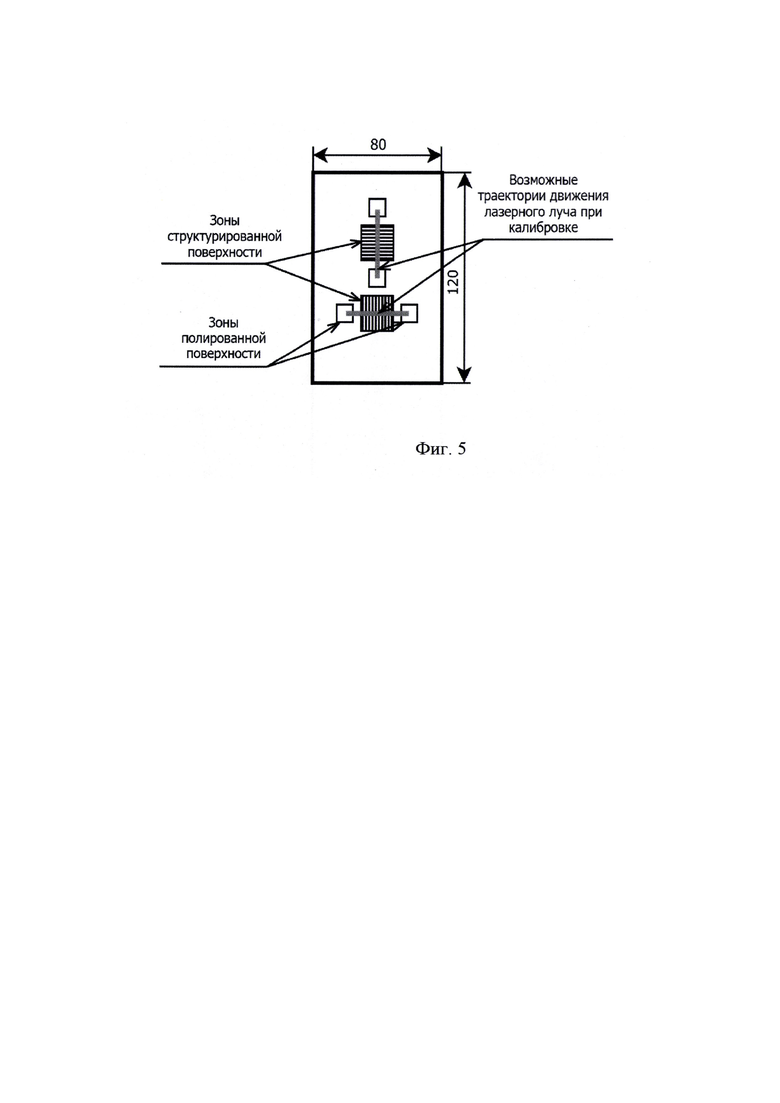
На основании математически обработанных данных выполняется графическое построение топограммы в координатах Z(X), где Z - вертикальная координата, Х - горизонтальная координата (фиг. 4).
Измерение волнистости поверхности материала возможно производить в условиях изоляции детали при ее расположении в изолирующей камере, у которой крышка выполнена прозрачной для длины волны излучения, через которую может проходить падающий и отраженный луч, в этом случае все средства измерения находятся снаружи камеры.
Для определения скорости движения системы инструмента относительно поверхности детали V используется акселерометр. Акселерометр закреплен на подвижной части системы измерения. Если происходит линейное перемещение детали, а стапель с стойку с держателем источника лазерного излучения, источником лазерного излучения, видеокамерой с объективом и держателем, полупрозрачным экран с держателем неподвижен, то акселерометр крепится к базе детали. Если деталь неподвижна, то акселерометр крепится к стойке с держателем источника лазерного излучения.
Акселерометром измеряется ускорение перемещения системы измерения относительно детали (вне зависимости от того, что двигается на самом деле относительно наблюдателя: деталь или система измерения).
Данные об ускорении передаются в разрабатываемое программное обеспечение, где происходит дискретный расчет текущей скорости на шаге N VN по формуле:

где VN - скорость движения системы инструмента относительно поверхности детали на i-том шаге вычислений,
VN-1 - скорость движения системы инструмента относительно поверхности детали на N-ном шаге вычислений,
а - ускорение, вычисляемое акселерометром,
Δt - период времени между дискретами измерения,
V0 - скорость движения системы инструмента относительно поверхности детали в начале измерения.
Скорость движения системы инструмента относительно поверхности детали требуется для вычисления расстояния, которое пройдет система измерения между кадрами видеопотока.
Также, когда при разгоне сигнал акселерометра превысил пороговое значение, это свидетельствует о начале движения системы измерения, а значит и о начале измерений по отдельной линии. Соответственно, когда при торможении падение сигнала опустилось ниже порогового значения, это свидетельствует об обстановке системы измерения, а значит, о конце измерений по отдельной линии.
Перед проведением измерения волнистости следует выполнить юстировку устройства путем регистрации отклонений лазерного луча от юстировочной пластины (фиг. 5), на которой выполнены полированные и структурированные участки в виде продольных и поперечных поверхностных структур с известным профилем структуры, при этом сначала устанавливают пластину в плоскости горизонта, производят определение исходной точки измерения на полированном участке пластины, а затем производят измерение юстировочного профиля на структурированном участке пластины и определяют в системе координат видеокамеры направление движения лазерного луча относительно пластины.
Также при юстировке проводится измерение расстояния от измеряемой поверхности до экрана, а также вычисление размера экрана в пикселях на изображении (размер экрана в миллиметрах заранее известен).
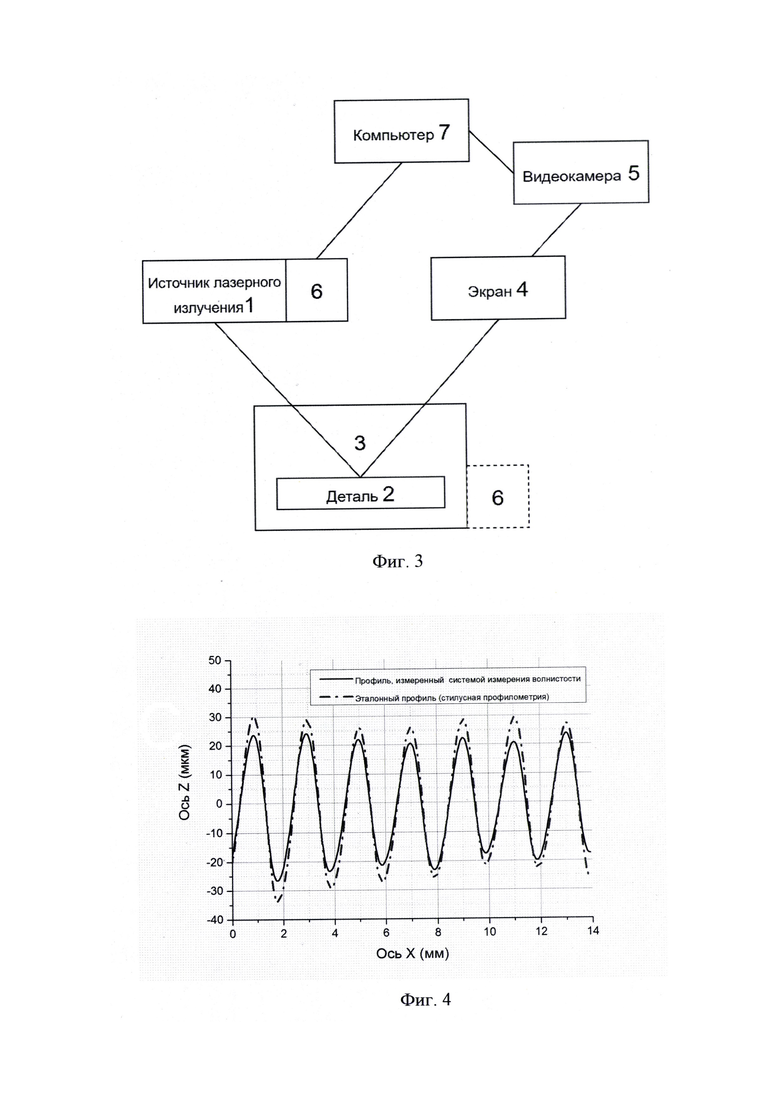
Схема проведения измерения волнистости представлена на фиг.
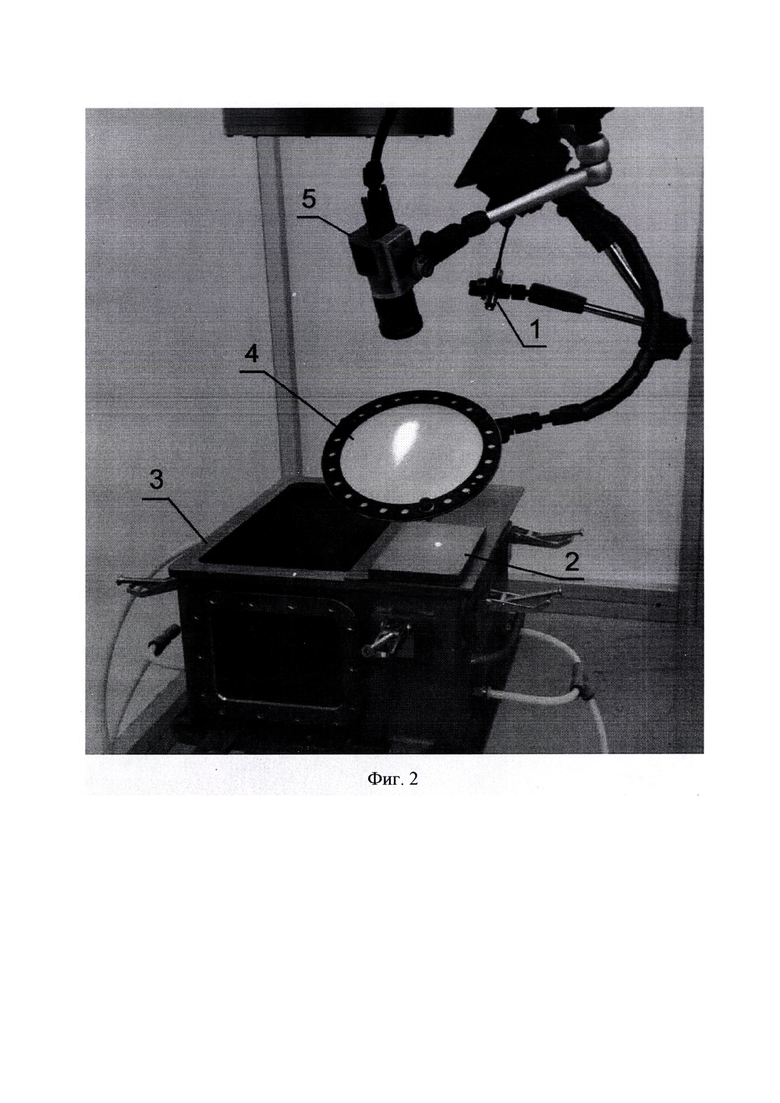
На Фиг. устройство, в котором реализован предложенный способ;
Фиг. 3 - блок-схема устройства;
Фиг. 4 - топограмма волнистости участка поверхности;
Фиг. 5 - котировочная пластина.
Предлагается устройство для измерения параметров волнистости поверхности деталей, в котором реализован заявляемый способ, содержащее источник лазерного излучения 1 с держателем, для облучения детали 2, которая может располагаться в изолирующей камере 3, полупрозрачный экран 4 с держателем, видеокамеру 5 с объективом и держателем, акселерометр 6, а также блок обработки, включающий компьютер 7 с программным обеспечением. Установленные в штативах с держателями источник лазерного излучения 1 и полупрозрачный экран 4 с закрепленным на нем с тыльной стороны видеокамерой 5 с возможностью регулировки их рабочего положения таким образом, чтобы направленный из источника 1 лазерный луч после отражения от измеряемой поверхности детали 2 направлялся на экран 4, причем лазерный излучатель 1, видеокамера 5 и акселерометр 6 составляют единую сеть с общим блоком компьютерного управления и обработки результатов измерения (компьютером) 7. Элементы устройства крепятся на технологическую установку для обработки поверхности (например, на установку для лазерного деструктурирования) с помощью держателей. Приводами технологической установки осуществляется перемещение лазерного луча относительно поверхности. В этом устройстве предлагается использовать котировочную металлическую пластину с полированной поверхностью, на которую нанесены продольные и поперечные метки в количестве 10-12 линий с шагом 1-2 мм. Лабораторная установка показана на фиг. 2
Устройство работает следующим образом.
Перед проведением измерений волнистости исследуемых поверхностей производится монтаж оборудования устройства, настройка рабочего положения излучателя лазерного луча, полупрозрачного экрана и видеокамеры относительно детали или какой-либо другой поверхности, подлежащей измерению волнистости таким образом, чтобы направленный из источника 1 лазерный луч после отражения от измеряемой поверхности детали 2 направлялся на экран 4, а видеокамера 5 регулируется и крепится в положение, когда ее объектив направлен на центр экрана. Также осуществляется монтаж и проверка функционирования всех комплектующих элементов в соответствии со блок-схемой. После монтажных работ проводится юстировка отраженного лазерного луча от поверхности на экране, для чего вместо детали на технологической установке крепится юстировочная пластина. При включенном лазерном излучателе и равномерном перемещении пластины осуществляется фиксация положения центра луча на экране. При перемещении каретки технологической установки, на которой крепится устройство, траектория центра пятна луча должна проходить как через продольные, так и поперечные метки.
Измерение топограммы поверхности происходит по следующему алгоритму:
a. Оператор установки располагает систему измерения так, чтобы лазерный луч располагался в начале участка измерения.
b. Оператор нажимает кнопку «Начать измерение» в программном обеспечении устройства.
c. Оператор запускает программу движения установки, на которой смонтировано устройство, по заданной траектории с заданной скоростью.
d. Устройство на основе данных акселерометра 6 вычисляет текущую скорость движения (допустимая скорость определяется исходя из требуемой точности в латеральном направлении и максимальной частоты кадров видеокамеры, обычно составляет 50-200 мм/с).
e. В процессе движения в компьютер 7 отправляются кадры видеопотока с изображением пятна отраженного лазерного луча на экране 4, которые с помощью разработанного программного обеспечения обрабатываются и вычисляется профиль линии.
f. При остановке движения измерения прекращаются, остановка движения свидетельствует о конце линии.
g. В случае необходимости измерений по площади происходит перемещение на новую линию с заданным смещением. Параметр смещения задается в программе движения установки и вводится в программное обеспечение устройства.
h. Пункты a-g повторяются, пока не будет измерен весь требуемый участок поверхности.
i. По завершению измерения оператор нажимает кнопку «Завершить измерение» в программном обеспечении устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2005 |
|
RU2302675C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НОРМАЛЬНЫХ ПЕРЕМЕЩЕНИЙ ПОВЕРХНОСТИ ТЕЛА | 2007 |
|
RU2359221C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 2013 |
|
RU2535519C2 |
| СПОСОБ ИЗМЕРЕНИЯ И КОНТРОЛЯ ПАРАМЕТРОВ СЛОЕВ МИКРОСХЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2006985C1 |
| Способ контроля отклонения формы поверхности деталей сложной формы | 1982 |
|
SU1065683A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ И ВОЛНИСТОСТИ ПОВЕРХНОСТИ ПРИ ФИКСИРОВАННЫХ ЗНАЧЕНИЯХ БАЗОВОЙ ДЛИНЫ | 1992 |
|
RU2036416C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЙ ДЕФЕКТОВ НА АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ОПТИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2015 |
|
RU2612918C9 |
| Устройство для определения параметров шероховатости оптических поверхностей методом дифференциального светорассеяния | 1988 |
|
SU1663423A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2006 |
|
RU2333474C1 |

Предложенные способ и устройство относятся к области техники для измерения нано- и микрошероховатости, регулярного рельефа (текстуры) поверхности, адгезии покрытий, триботехнических характеристик и механических свойств материала функциональных поверхностей. Техническим результатом является повышение эффективности технологии получения информации о топографии поверхности, а также расширение возможности определения профиля непосредственно на технологических установках для поверхностной обработки. Устройство для измерения параметров волнистости поверхности деталей содержит стапель для крепления и линейного перемещения детали, закрепленные на отдельных стойках со штативами, источник лазерного излучения, полупрозрачный экран, видеокамеру с объективом, а также блок управления и обработки измерений, при этом источник лазерного излучения и полупрозрачный экран с закрепленным на нем с тыльной стороны видеокамерой установлены на расстоянии 100-400 мм от поверхности детали с возможностью регулировки их рабочего положения таким образом, чтобы направленный из источника лазерный луч под углом 5-20° к измеряемой поверхности детали после отражения направлялся в центр экрана, причем на подвижной части устройства размещен акселерометр. 2 н. и 3 з.п. ф-лы, 5 ил.
1. Способ измерения параметров волнистости поверхности материалов, включающий облучение лазерным лучом измеряемого участка поверхности материала, снятие показаний лучевого потока в процессе измерения и последующую компьютерную обработку полученных данных, отличающийся тем, что облучение производят лазерным лучом диаметром в зоне измерения 250..350 мкм, длиной волны 500..700 нм под углом 5..20° от нормали к поверхности измеряемого участка материала при одновременном перемещении луча под этим углом относительно измеряемой поверхности, при этом осуществляют прием отраженного от поверхности луча на полупрозрачном экране, расположенном на расстоянии 100..400 мм от поверхности при обеспечении постоянства нормали к оптической оси отраженного луча, при этом на экране фиксируют координаты центра пятна луча на экране в период проведения измерения в непрерывной связи с перемещением луча на поверхности материала, после чего по координатам центра пятна луча выполняют обработку параметров отклонения луча от исходного положения с помощью средств видео- и вычислительной техники с программным обеспечением, в основу которой применены нижеприведенные формулы, и графически создают топограмму поверхности материала:

где Δ - отклонение центра отраженного луча (поз. II) от нулевой точки на экране (нулевая точка: поз. I - исходная),
L - расстояние от точки измерения до экрана (высота структуры h << L), причем приращение высоты структуры Δh вычисляется по следующей формуле:

где Δх - расстояние, которое пройдет система измерения между кадрами видеопотока,
V - скорость движения системы инструмента относительно поверхности детали,
ƒ - частота съемки кадров видеокамерой.
при этом интегрируя приращение структуры, восстанавливают профиль h поверхности детали:
где hN - высота структуры на шаге N,
hN-1 - высота структуры на шаге N-1,
ΔhN - приращение высоты структуры, вычисленное на шаге N; в начале интегрирования высота структуры h0 = 0.
2. Способ по п. 1, отличающийся тем, что измерение волнистости поверхности материала производится при расположении материала в изолирующей камере, крышка которой выполнена прозрачной для длины волны излучения и через которую может проходить падающий и отраженный луч, причем все средства измерения находятся снаружи камеры.
3. Способ по п. 1, отличающийся тем, что в нем до проведения измерений волнистости производится юстировка путем регистрации отклонений лазерного луча от юстировочной пластины, на которой расположены полированные и структурированные участки, при этом сначала устанавливают пластину в плоскости горизонта, производят определение исходной точки измерения на полированном участке пластины, производят измерение юстировочного профиля на структурированном участке пластины и определяют в системе координат камеры направление движения лазерного луча относительно пластины.
4. Устройство для измерения параметров волнистости поверхности деталей по способу п. 1, содержащее стапель для крепления и линейного перемещения детали, закрепленные на отдельных стойках со штативами источник лазерного излучения, полупрозрачный экран, видеокамера с объективом, а также блок управления и обработки измерений, включающий компьютер с программным обеспечением, отличающееся тем, что в нем источник лазерного излучения и полупрозрачный экран с закрепленным на нем с тыльной стороны видеокамерой установлены на расстоянии 100-400 мм от поверхности детали с возможностью регулировки их рабочего положения таким образом, чтобы направленный из источника лазерный луч под углом 5-20° к измеряемой поверхности детали после отражения направлялся в центр экрана, причем на подвижной части устройства размещен акселерометр для получения и передачи данных об ускорении и текущей скорости перемещения детали, при этом лазерный излучатель, видеокамера, акселерометр составляют единую сеть, соединенные с общим блоком компьютерного управления и обработки результатов измерения.
5. Устройство по п. 4, отличающееся тем, что в нем использована юстировочная металлическая пластина с полированной поверхностью, на которую нанесены продольные и поперечные метки в количестве 10-12 линий с шагом 1-2 мм
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЙ ДЕФЕКТОВ НА АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ОПТИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2015 |
|
RU2612918C9 |
| ЭЛЕКТРОВОЗДУХОРАСПРЕДЕЛИТЕЛЬ | 0 |
|
SU193572A1 |
| Воздухораспределитель для автоматического воздушного тормоза с двухкамерным тормозным цилиндром | 1928 |
|
SU22075A1 |
| KR 101806102 B1, 07.12.2017 | |||
| KR 101175595 B1, 24.08.2012. | |||

