Область техники
Устройство относится к области металлургии, конкретно к технологии приготовления антифрикционных бронз, в том числе, оловянно-свинцовых, и может быть использовано для получения отливок методом непрерывного литья вверх, к которым предъявляются повышенные требования в части загрязнённости металла неметаллическими включениями и газовой пористости.
Уровень техники
Оловянно-свинцовые бронзы обладают хорошими антифрикционными свойствами, поэтому они часто применяются в авиакосмической промышленности, в частности, в деталях плунжерных насосов, которые представляют собой биметаллические изделия, получаемые диффузионной сваркой стали с бронзой, которые работают в парах трения бронза-сталь в среде гидравлических жидкостей. При этом качество биметаллических деталей сильно зависит от наличия в свариваемых бронзовых заготовках пористости, в т.ч. газовой. Наличие заметной газовой пористости ведёт к ухудшению качества диффузионной сварки бронзы со сталью. Появлению газовой пористости в отливке способствует большое количество газа, растворяющегося в сплаве оловянно-свинцовой бронзы в процессе плавки, поэтому качественная очистка бронзового сплава от растворённого газа перед литьём необходима.
Современная технология плавки оловянно-свинцовых бронз предполагает рафинирование жидкого металла от неметаллических включений и растворенного газа, в связи с чем возникает необходимость в использовании эффективных способов очистки. Одним из наиболее эффективных считается метод продувки сплава инертным или активным газом, хотя известны и другие способы очистки от растворённого газа, основанные на вводе химически активных элементов.
Например, известно фурменное устройство для продувки расплавов (SU 1583448 А1, 01.02.88), предназначенное для обработки черных сплавов, выполненное в форме прямоугольной или Т-образной рамы, образованной цилиндрическими поверхностями и состоящей из коаксиально расположенных труб, и снабжено соплами первичной и вторичной ступеней подачи дутья, которые расположены в два ряда. Недостатком такого устройства является его сложность и громоздкость, что не позволяет эффективно использовать его для продувки бронзовых сплавов, которые плавятся в относительно небольших, по сравнению с печами чёрной металлургии плавильных агрегатах.
Также известно устройство для продувки металла (SU 1330173 А1, 09.12.85). Устройство содержит размещённую в направляющих штангу, соединённую с подъёмным механизмом, и фурму, предназначенное для обработки черных сплавов. Недостатком данного устройства является его сложность и громоздкость, что не позволяет эффективно использовать его для обработки сплава бронзы.
Известно устройство для рафинирования жидкого металла (SU 1638190 A1, 11.01.88) представляющее собой перфорированную трубку, свёрнутую в виде спирали, прикреплённую в центр спирали к газораспределительной трубке и помещаемую на дно тигля, в которую газ подаётся под давлением 0,05-0,1 кгс/см2, при этом за счёт распределения отверстий по спиральной трубе достигается равномерное распределение газа в металле. Недостатком данного устройства является громоздкость, не позволяющая оперировать данным устройством вручную и помещать его в тигель без снятия крышки, а в случае непрерывного литья вверх, такое устройство не позволит одновременно проводить процесс непрерывного литья и продувку сплава.
Известно устройство для рафинирования жидкого магниевого сплава продувкой (RU 2745049 C1, 07.08.2020) (прототип), содержащее погружную трубку с отверстиями для подачи газов и устройство для автоматического регулирования подачи инертного газа или газовой смеси, при этом погружная трубка выполнена из углеродистой низколегированной стали и состоит из трубчатой рабочей части, трубчатой штанги и шланга для соединения с ёмкостью газа, при этом трубчатая рабочая часть выполнена с диаметром прохода 15-25 мм и имеет на стороне, не обращённой в сторону днища тигля, перфорированное окончание, изогнутое с возможностью размещения в рабочем положении параллельно днищу тигля плавильной печи, причём отверстия в перфорированном окончании выполнены диаметром не более 3 мм на расстоянии 5-10 мм друг от друга, трубчатая штанга выполнена из трубы диаметром одинаковым или близким к диаметру рабочей части и соединена с рабочей частью посредством крана для перекрытия подачи газа в рабочую часть и со шлангом для соединения с ёмкостью газа посредством устройства для автоматического регулирования подачи газов, выполненного в виде штуцера и регулятора с ротаметром для понижения и регулирования давления газа, поступающего в регулятор из ёмкости, и автоматического поддержания расхода газа на постоянном уровне. Недостатком такого устройства является сложность его использования для рафинирования медного сплава, поскольку материал, из которого оно выполняется, растворяется в медном сплаве, загрязняя его. Кроме того, под воздействием расплавленной бронзы геометрия устройства-прототипа будет деформироваться, что приведёт к невозможности его функционирования. Форма устройства не позволяет его использовать совместно с кристаллизатором при непрерывном литье вверх, поскольку не исключает попадания пузырьков газа в область кристаллизатора и захватывания их в отливку.
Конкретной областью исследования были устройства для продувки медного сплава инертными или активными газами, применяемые в плавильных и раздаточных печах. При этом конструкция устройства должна быть простой и обеспечивать обработку металла вручную силами одного рабочего.
Сущность изобретения
Технической задачей предлагаемого изобретения является создание конструкции устройства для рафинирования сплава антифрикционной бронзы продувкой, позволяющее получать литые заготовки из медных сплавов методом непрерывного литья вверх, свободные от газовых дефектов и имеющие минимальное количество неметаллических включений путем непрерывного рафинирования сплава от растворённых газов.
Техническим результатом является создание новой конструкции устройства для рафинирования сплава на основе меди, например, БрО10С2Н3, используемого для получения литых заготовок методом непрерывного литья вверх, предназначенных для диффузионной сварки со сталью и работающих в парах трения бронза-сталь в среде гидравлических жидкостей путём продувки сплава инертным газом или газовой смесью.
Технический результат достигается тем, что предложено устройство для рафинирования сплава антифрикционной бронзы продувкой, используемое в процессе получения заготовок методом непрерывного литья вверх, помещённое в тигель со сплавом, содержащее погружную рабочую часть с отверстиями для подачи газа диаметром не более 3 мм, соединённую с подводящей частью, при этом подводящая часть соединена с одним или более ёмкостями с инертным газом или газовой смесью при помощи шланга через устройства для автоматического регулирования подачи газов, выполненных в виде штуцеров и регуляторов с ротаметрами, отличающийся тем, что рабочая часть выполнена из огнеупорного материала, химически инертного по отношению к сплаву, и изогнута в виде кольца с возможностью размещения в рабочем положении параллельно днищу тигля, при этом отверстия для подачи газа размещены на расстоянии 3-25 мм друг от друга на стороне, не обращённой к днищу тигля.
Предпочтительно, что рабочая часть соединена с одним или более шлангов через кран перекрытия подачи газа и трубчатую штангу. В свою очередь трубчатая штанга выполнена из стальной трубы диаметром одинаковым или близким к диаметру рабочей части, что облегчает и удешевляет конструкцию устройства.
Важно, что рабочая часть выполнена из графита ввиду того, что данный материал химически не взаимодействует с расплавом бронзы.
Диаметр отверстия для подачи газа не более 3 мм обусловлен тем, что превышение этой величины допускает прорыв жидкого расплава из тигля внутрь устройства, что приведёт к выходу его из строя, а минимальная величина диаметра диктуется технологическими возможностями производственного оборудования.
Расстояние между отверстиями 3-25 мм друг от друга гарантирует достаточную плотность образующихся пузырьков газа или газовой смеси для полной проработки всего объёма металла в тигле и сохранение целостности конструкции в процессе изготовления и эксплуатации.
Особенностью предлагаемой конструкции устройства для рафинирования сплава бронзы, является использование составной системы подачи, совмещающей стальные и графитовые элементы, причём графитовые элементы предназначены для работы в контакте с очищаемым сплавом и обеспечивают распределённый, многоточечный подвод газа по периметру ванны сплава, что обеспечивает чистоту бронзового сплава от неметаллических включений и растворенных газов без применения сложных технических устройств на протяжении всего процесса непрерывного литья и позволяет пополнять убыль сплава путём перелива жидкого сплава из ковша в тигель раздаточной печи в процессе плавки без ухудшения его качества. Это позволяет использовать предлагаемое устройство для очистки сплава непосредственно в раздаточной печи, используемой в установках непрерывного литья вверх.
Описание иллюстраций
Изобретение поясняется иллюстрациями, где на фиг. 1. изображён общий вид конструкции устройства для рафинирования сплава оловянно-свинцовой бронзы путём продувки инертным газом или газовой смесью, где:
1 – подводящая часть; 2 – рабочая часть; 3 – тигель; 4 – трубчатая штанга; 5 – кран; 6 – шланг; 7 – штуцер; 8 – кристаллизатор; 9 – сплав; 10 – ёмкость; 11 – ротаметр; 12 – понижающий редуктор; 13 – манометр.
На фиг. 2 изображена конструкция устройства для рафинирования сплава, показанная на виде сверху, где:
1 – подводящая часть; 2 – рабочая часть; 3 – тигель; 8 – кристаллизатор; 9 – сплав.
Устройство состоит из подводящей части (1), представляющей собой трубу из углеродистой низколегированной стали с диаметром условного прохода 15-25 мм, что обеспечивает достаточный канал для прохождения необходимого объёма газа и, в то же время удобно для удержания руками рабочего, осуществляющего манипуляции с устройством, которая сопрягается с рабочей частью (2), представляющей собою трубу с перфорированным окончанием, выполненным в виде кольца или полукольца из графита, изогнутым таким образом, чтобы в рабочем положении находиться параллельно днищу тигля (3) печи по периметру тигля, в которой выполнены отверстия с рекомендуемым диаметром 1-1,5 мм, но не более 3 мм, на расстоянии 3-25 мм друг от друга, причём отверстия для подачи газа размещены на стороне, не обращённой к днищу тигля (3), при этом подводящая часть (1) соединена с трубчатой штангой (4), выполненной из той же или близкой по диаметру трубы через кран (5), позволяющий перекрыть подачу газа в рабочую часть устройства. При этом трубчатая штанга (4) соединена со шлангом (6) через штуцер (7) или аналогичное по функциональному назначению устройство. Устройство снабжено кристаллизатором (8) машины непрерывного литья вверх, расположенным в центре тигля (3) коаксиально рабочей части (2) (стрелкой показано направление вытяжения). Тигель (3) заполнен жидким сплавом (9) бронзы. Устройство оснащено одной или более ёмкостями (10) с инертным или другим газом. Расход газа контролируется посредством ротаметра (11), газ в который поступает через понижающий редуктор (12), снабжённый манометром (13).
Принцип работы изобретения
Принцип функционирования устройства для рафинирования сплава оловянно-свинцовой бронзы заключается в следующем: путём продувки сплава инертным газом или газовой смесью в тигле (3) плавильной печи, в которой устанавливают кристаллизатор (8) машины непрерывного литья вверх, рабочую часть (2) устройства помещают в жидкий сплав (9) бронзы, который продувают инертным газом или смесью инертных газов, которые поступают из одной или более ёмкостей (10) через один или более с одним или более ротаметр (11), подключённый к понижающему редуктору (12), снабжённому манометром (13), которые предназначены для понижения и регулирования давления газа, которые поступают к понижающему редуктору (12) из одной или более ёмкостей (10) и через гибкий шланг (6), который соединён с трубчатой штангой (4) устройства для рафинирования сплава (9), которой управляет рабочий-плавильщик, осуществляющий рафинирование сплава (9) путём регулирования подачи газа при помощи одного или нескольких ротаметров (11) с понижающими редукторами (12), снабжёнными манометрами (13) для полной проработки всего объёма сплава (9) в тигле (3) печи в течение необходимого времени, определяемого опытным путём, причём, продувка сплава (9) через устройство для рафинирования можно проводить непрерывно в течение всего периода литья и можно прекратить в любой момент путём перекрытия крана (5) рабочим-плавильщиком.
Пример:
Была получена литая заготовка диаметром 25 мм из сплава БрО10С2Н3 ОСТ 1 90054-72. Данная заготовка была получена методом непрерывного литья вверх в водоохлаждаемом кристаллизаторе. Расплавленный металл находился в графитошамотном тигле 70М и его масса составила примерно 50 кг.
Полученная литая заготовка не имела литейных поверхностных и внутренних дефектов, связанных с присутствием крупных неметаллических включений и газов.
Плавку металла осуществляли без применения флюсов для рафинирования жидкого металла от неметаллических включений и газов в индукционной тигельной печи с выемным графитошамотном тиглем вместимостью около 70 кг жидкого бронзового сплава без применения флюсов. Рафинирование сплава осуществляли путём его продувки через устройство для рафинирования жидкого сплава аргоном, которое в течение 10-15 мин при температуре сплава 1100°С, с расходом около 2,5 л/мин, устанавливали в тигле раздаточной печи. При этом в процессе продувки осуществляли одновременное перемешивание сплава за счёт барботажа. В процессе продувки рабочий-плавильщик, держа устройство за трубчатую штангу, располагал рабочую часть устройства параллельно днищу тигля на расстоянии 50-200 мм от днища, это обеспечивало обработку газом всего объёма металла в тигле, кроме придонной части, где скапливались крупные неметаллические включения, имеющие плотность выше, чем у бронзового сплава, а мелкие неметаллические включения и оксидные плены при этом выносились на поверхность сплава за счёт флотации и скапливались на поверхности в виде слоя шлака, который затем удаляли с поверхности сплава с помощью ложки-шумовки. При этом перфорированную рабочую часть устройства располагали по периметру тигля, не захватывая центральную область, в которой устанавливали кристаллизатор машины непрерывного литья вверх, обрабатывая газом весь сплав в тигле, кроме области, находящейся непосредственно под кристаллизатора. Все операции по рафинированию сплава осуществляли силами одного рабочего-плавильщика.
Таким образом, используя устройство для рафинирования сплава бронзы, возможно получать отливки методом непрерывного литья вверх, свободные от газовой пористости и имеющие низкую загрязнённость металла неметаллическими включениями, что заметно повышает качество биметаллических изделий, получаемых диффузионной сваркой стали с бронзой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рафинирования жидкого магниевого сплава продувкой | 2020 |
|
RU2745049C1 |
| Способ изготовления литых заготовок из антифрикционной бронзы | 2021 |
|
RU2762956C1 |
| СПОСОБ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2025523C1 |
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
| Способ обработки расплава в установках литья под низким давлением | 1978 |
|
SU697252A1 |
| СПОСОБ РАФИНИРОВАНИЯ МЕДНЫХ СПЛАВОВ | 1992 |
|
RU2087560C1 |
| Способ рафинирования сплавов на основе алюминия | 1981 |
|
SU1118703A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2403120C2 |
| Устройство для рафинирования металлов | 1979 |
|
SU846591A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |


Устройство относится к технологии приготовления антифрикционных бронз, в том числе оловянно-свинцовых, и может быть использовано для получения отливок методом непрерывного литья вверх. Устройство выполнено с возможностью его размещения в тигле с рафинируемым сплавом и содержит погружную рабочую часть с расположенными на стороне, не обращённой к днищу тигля, отверстиями для подачи газа диаметром не более 3 мм, изогнутую с возможностью размещения в рабочем положении параллельно днищу тигля и соединённую с подводящей частью, которая соединена с одной или более ёмкостями с инертным газом или газовой смесью при помощи шланга через устройства для автоматического регулирования подачи газов, выполненных в виде штуцеров и регуляторов с ротаметрами, отличается тем, что рабочая часть выполнена в виде кольца из огнеупорного материала, химически инертного по отношению к сплаву, в качестве которого используют графит, при этом отверстия для подачи газа размещены на расстоянии 3-25 мм друг от друга. Обеспечивается получение сплавов, свободных от газовых дефектов и с минимальным количеством неметаллических включений. 4 з.п. ф-лы, 2 ил., 1 пр.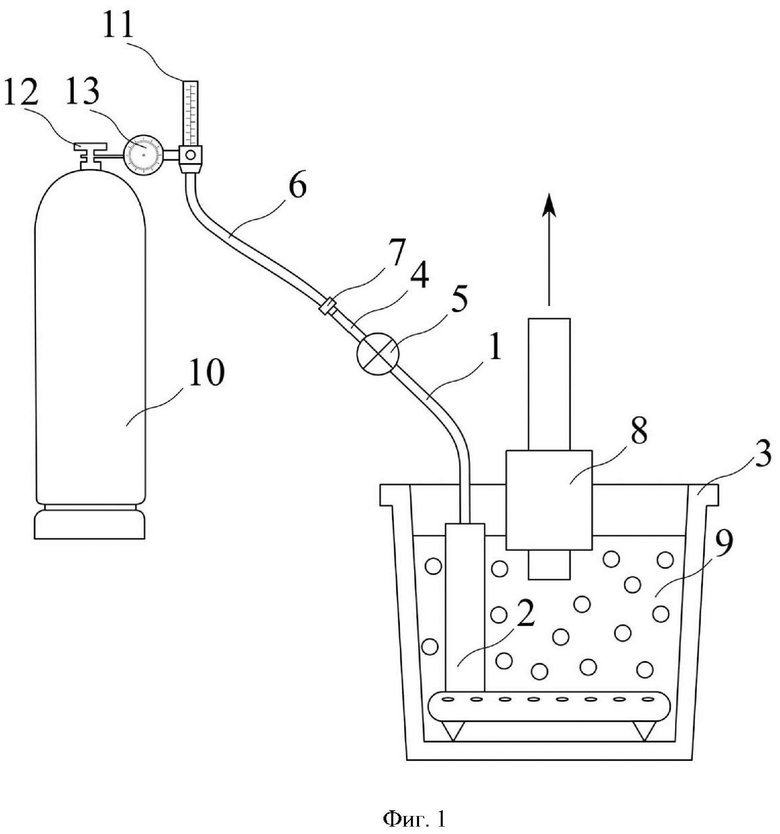
1. Устройство для рафинирования сплава антифрикционной бронзы продувкой, используемое в процессе получения заготовок методом непрерывного литья вверх, выполненное с возможностью его размещения в тигле с рафинируемым сплавом и содержащее погружную рабочую часть с расположенными на стороне, не обращённой к днищу тигля, отверстиями для подачи газа диаметром не более 3 мм, изогнутую с возможностью размещения в рабочем положении параллельно днищу тигля и соединённую с подводящей частью, которая соединена с одной или более ёмкостями с инертным газом или газовой смесью при помощи шланга через устройства для автоматического регулирования подачи газов, выполненных в виде штуцеров и регуляторов с ротаметрами, отличающееся тем, что рабочая часть выполнена в виде кольца из огнеупорного материала, химически инертного по отношению к сплаву, в качестве которого используют графит, при этом отверстия для подачи газа размещены на расстоянии 3-25 мм друг от друга.
2. Устройство по п. 1, отличающееся тем, что рабочая часть соединена с одним или более шлангами через кран перекрытия подачи газа.
3. Устройство по п. 1, отличающееся тем, что рабочая часть соединена с одним или более шлангами посредством трубчатой штанги.
4. Устройство по п. 3, отличающееся тем, что трубчатая штанга выполнена из стальной трубы диаметром, одинаковым или близким к диаметру рабочей части.
5. Устройство п. 1, отличающееся тем, что рабочая часть выполнена с возможностью расположения её коаксиально установленному в тигле кристаллизатору машины непрерывного литья вверх.
| Способ рафинирования медных сплавов | 1978 |
|
SU722977A1 |
| Устройство для рафинирования жидкого магниевого сплава продувкой | 2020 |
|
RU2745049C1 |
| СПОСОБ РАФИНИРОВАНИЯ МЕДНЫХ СПЛАВОВ | 1992 |
|
RU2087560C1 |
| US 7959708 B2, 14.06.2011. | |||

