Способ испытания высокотемпературной газовой коррозии, абразивной и температурной стойкости материалов и покрытий газотурбинных двигателей в высокоскоростных газовых потоках относится к области аэрокосмического и энергетического машиностроения и может использоваться для нанесения регламентированных коррозионных повреждений, одновременных испытаний коррозионной, абразивной и температурной стойкости материалов и сплавов в среде продуктов сгорания жидких и/или газовых топлив, загрязненных оксидами серы, углерода, азота, пылью, парами воды, хлористым водородом, солями и другими коррозионно-активными агентами.
Известны устройство и способ обнаружения питтинговой коррозии в газовых турбинах (Патент RU 2563606, МПК G01N 27/90, опубл. 20.09.2015), включающие датчик для обнаружения коррозии в одной или более лопатках газотурбинной установки содержащий: детекторную головку, индукционное устройство, приемное устройство, обрабатывающее сигнал устройство. Способ обнаружения коррозии в одной или более лопатках газотурбинной установки, включающий: обнаружение питтинговой коррозии вдоль осевого направления переходной секции лопатки газовой турбины посредством согласования обнаружения коррозии с геометрией поверхности переходной секции, создание первого магнитного поля в области переходной секции во время обнаружения коррозии, обнаружение сигнала, соответствующего второму магнитному полю, принимаемому из области переходной секции, которая подвергается воздействию созданного первого магнитного поля, причем второе магнитное поле генерируется в данной области токами, созданными первым магнитным полем, и обработку обнаруженного сигнала посредством корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области, при этом наличие питтинговой коррозии определяют без какого-либо демонтажа корпуса газотурбинной установки.
Недостатком способа является высокая сложность и отсутствие возможности установления площади и степени коррозионного повреждения, изменения механических характеристик объектов повреждения, прогнозирования ресурса работы поврежденных коррозией деталей.
Известен способ испытания турбинных лопаток газотурбинного двигателя и устройство для его осуществления (Изобретение RU 2024837, МПК G01M 15/00, G01N 17/00, опубл. 15.12.1994), которое может использоваться в технике для авиастроения, в частности в испытаниях на эрозионный износ деталей газотурбинных двигателей. Сущность изобретения: на испытательном стенде закрепляют на ободе лопатки, которые вращают с постоянной скоростью 15-20 об/мин. При этом абразивные частицы (20-50 мкм) подмешивают к потоку газа, отбираемого от камеры сгорания двигателя при изменении температуры от 650 до 850°С. Затем оценивают износ поверхности испытуемой детали по каждому изменению температуры и размеру частиц.
Недостатком способа является отсутствие сжигания жидкого топлива, моделирующего режим работы авиационного двигателя, состав продуктов сгорания топлива, отсутствие воздушного охлаждения и продувки образцов снаружи и по внутренним каналам, (для моделирования периодических циклов взлет-посадка и испытания лопаток турбин, охлаждаемых изнутри воздухом), отсутствие подачи солевых компонентов, моделирующей процесс коррозии при полетах над морской акваторией.
В качестве прототипа выбран способ, используемый в NASA для испытания высокотемпературной газовой коррозии материалов и покрытий авиационных двигателей и газотурбинных установок в высокоскоростных газовых потоках, описанная в отчете (NASA/TM-2011-216986. Mach 0.3 Burner Rig Facility at the NASA Glenn Materials Research Laboratory Dennis S. Fox, Robert A. Miller, Dongming Zhu, and Michael Perez Glenn Research Center, Cleveland, Ohio Michael D. Cuy ASRC Aerospace Corporation, Cleveland, Ohio R. Craig Robinson Jacobs Technology Inc., Cleveland, Ohio). Способ включает сжигание жидкого распыляемого реактивного топлива в реакторе, ввод в него солевого раствора, предварительный нагрев сжигаемого воздуха, измерение температуры пирометром, видеосъемку, размещение тестируемого образца материала в факел горения топлива.
Недостатком способа является отсутствие возможности сжигания газового топлива, которая необходима для создания высоких температур до 2350°С, отсутствие подачи пылевидных частиц для абразивного воздействия, отсутствие воздушного охлаждения и продувки образцов снаружи и по внутренним каналам, (для моделирования периодических циклов взлет-посадка и испытания лопаток турбин, охлаждаемых изнутри воздуха).
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании прототипа, является невозможность нанесения регламентированных коррозионных повреждений, одновременных испытаний коррозионной, абразивной и температурной стойкости образцов сплавов в диапазоне температур 500-2350°С.
Технической задачей предлагаемого изобретения является обеспечение возможностей нанесения регламентированных коррозионных повреждений, одновременных испытаний коррозионной, абразивной и температурной стойкости в диапазоне 500-2350°С образцов сплавов, в том числе лопаток газовых турбин, охлаждаемых по внутренним каналам воздухом, в среде высокоскоростных потоков продуктов сгорания жидких и/или газовых топлив, загрязненных оксидами серы, углерода, азота, пылью, парами воды, хлористым водородом, солями и другими коррозионно-активными агентами.
Техническая проблема решается за счет того, что в способе испытания высокотемпературной газовой коррозии, абразивной и температурной стойкости материалов и покрытий газотурбинных двигателей в высокоскоростных газовых потоках, включающем размещение исследуемых образцов во вращающейся кассете, которая вращается с заданной скоростью и снабжена коллектором ввода охлаждающего воздуха, подачу и регулирование расхода горючего газа в реакторе, подачу и регулирование расхода воздуха для охлаждения исследуемых образцов снаружи и по внутренним каналам посредством системы распределения сжатого воздуха, подающей воздух, необходимый для внутреннего охлаждения образцов, внутрь вращающейся кассеты, и холодный воздух на поверхность исследуемых образцов, ввод абразивных частиц в солевой раствор, который далее впрыскивают в реактор, ввод и вывод исследуемых образцов в факел пламени посредством серверного электродвигателя с приводом, размещенного на подвижной платформе, передвигающейся по рельсам, расположенным перпендикулярно потоку пламени, причем ход привода задан таким образом, чтобы исследуемые образцы в одном крайнем положении находились в зоне нагрева, а в другом, в зоне охлаждения. При этом для испытаний при высоких температурах в качестве горючего газа используют один из газов - пропан, водород или ацетилен, а абразивные частицы представляют собой измельченные порошки диоксида кремния и/или корунда и/или железа и/или вулканического пепла.
В предлагаемом изобретении в отличии от прототипа, выполнение подачи и регулирования расхода горючего газа и абразивных частиц в реакторе позволяет регулировать объем образующихся горючих газов, и, соответственно, скорость газового потока, концентрацию абразивных частиц в газовом потоке, который воздействуют на испытуемый образец.
Выполнение ввода тестируемых образцов в факел пламени и вывода из пламени позволяет проводить испытания, имитирующие циклическое температурное, коррозионное и абразивное воздействие.
Выполнение подачи и регулирования расхода воздуха для охлаждения тестируемых образцов по внутренним каналам позволяет проводить испытания образцов при одновременном нагреве и нанесении коррозионных и/или абразивных повреждений на внешнюю поверхность образцов и регулируемой скорости охлаждения образцов внутренним каналам.
Выполнение подачи и регулирования расхода воздуха для охлаждения тестируемых образцов снаружи позволяет проводить испытания образцов при резкой смене температуры при перемещении образцов в поток охлаждающего воздуха.
Использование в качестве горючего газа - пропана позволяет расширить возможности тестирования образцов сплавов, работающих в среде сгорания газового топлива. Использование в качестве горючего газа водорода или ацетилена позволяет расширить температурный диапазон проведения испытаний до 2350°С.
Предварительный ввод абразивных частиц в солевой раствор, который далее впрыскивают в реактор позволяет точно дозировать содержание абразивных частиц в составе газового потока и, тем самым, обеспечивать высокую воспроизводимость параметров испытаний.
Размещение тестируемых образцов во вращающейся кассете позволяет проводить равномерное нанесение коррозионных и/или абразивных повреждений на поверхность тестируемых образцов.
Применение ввода охлаждающего воздуха позволяет проводить охлаждение трубчатых образцов по внутренним каналам при одновременном нагреве и нанесении коррозионных и/или абразивных повреждений на внешнюю поверхность образцов.
Выполнение серверного электродвигателя с приводом обеспечивает возможность перемещения тестируемых образцов из факела горения в зону охлаждения и обратно для проведения циклических испытаний.
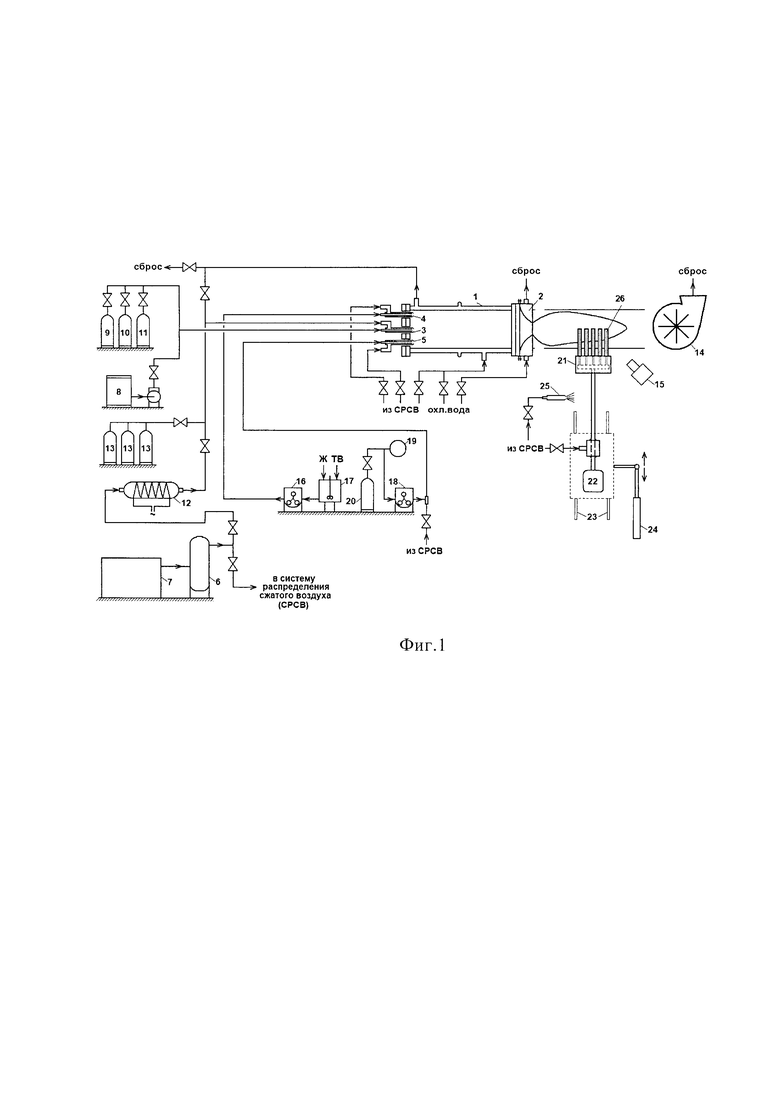
На фиг. 1 - приведена принципиальная схема установки для испытания способа высокотемпературной газовой коррозии, абразивной и температурной стойкости материалов и покрытий газотурбинных двигателей в высокоскоростных газовых потоках.
Основу установки для испытания высокотемпературной газовой коррозии, абразивной и температурной стойкости материалов и покрытий газотурбинных двигателей в высокоскоростных газовых потоках составляет реактор (1) для сжигания распыляемого топлива со штуцерами (без позиции). В зависимости от режимов работы реактора (1), он может комплектоваться и работать со съемной системой охлаждения сопла (2), в которой сопло (25) охлаждается подачей жидкости, и, кроме того, внутренняя футеровка реактора (1) может охлаждаться как воздухом, так и жидкостью. В случае необходимости горячий воздух может подаваться на сжигание, либо на сброс. Впрыск топлива на сжигание производится через форсунку (3). С помощью устройства ввода в реактор происходит подача раствора жидких и суспензии твердых загрязнителей - через форсунку (4), а газовых загрязнителей - через форсунку (5). Требуемый режим распыла потоков и защиты форсунок (3, 4, 5) от разрушения обеспечивается подачей воздуха из системы распределения сжатого воздуха (СРСВ), в которую воздух подается из ресивера (6), наполнение которого сжатым воздухом производится компрессором (7).
Система подачи и регулирования расхода в реактор горючего газа позволяет выбирать вид используемого топлива и его количество, поступающего в реактор. Установка может работать на жидком топливе, например, авиационном керосине, поставляемом в бочках (8), или на газовом топливе, поставляемом в баллонах: сжиженный или сжатый углеводородный газ (9), водород (10), ацетилен (11), или их смесях. В качестве окислителя может использоваться сжатый воздух, подогретый в воздухоподогревателе (12), кислород из баллонов (13) или их смеси. Дымовые газы из сопла (25) подаются с заданной скоростью на испытуемые образцы (26) и удаляются посредством дымососа (14). Температура образцов (26) в положении нагрева контролируется с помощью пирометра (15), а время нагрева и режимы работы установки контролируются с помощью автоматизированной системы управления технологическим процессом (АСУТП), включающей датчики, контроллеры, исполнительные механизмы.
Устройство ввода (без позиции) в реактор (1) солевого раствора позволяет производить подачу в реактор (1) коррозионных и/или абразивных загрязнителей. Подачи жидких загрязнителей или суспензии твердых загрязнителей происходит через форсунку (4) дозирующим насосом (16) из смесителя (17), в котором происходит непрерывное перемешивание суспензии твердых частиц загрязнителя (ТВ) в жидкости (Ж). Подача газовых загрязнителей обеспечивается через форсунку (5) дозирующим насосом (18) из ресивера загрязняющего газа (19), куда газ периодически подается из баллона (20).
Для проведения испытаний, исследуемые образцы (26) размещают во вращающейся кассете (21), которая с заданной скоростью вращается с помощью серверного электродвигателя (22). Система подачи и регулирования расхода воздуха для охлаждения тестируемого образца снаружи и по внутренним каналам состоит из системы распределения сжатого воздуха (СРСВ), воздуховодов, задвижек. Воздух, необходимый для внутреннего охлаждения образцов может подаваться внутрь вращающейся кассеты (21) и образцов (26), соответственно, через полый вал из системы распределения сжатого воздуха (СРСВ). Система ввода тестируемых образцов в факел пламени и вывода из пламени включает серверный электродвигатель (22) с приводом, вал (без позиции) и вращающуюся кассету (21), размещенные на подвижной платформе, передвигающейся по рельсам (23), расположенным перпендикулярно потоку пламени, посредством привода (24). Ход привода (24) задан таким образом, чтобы испытуемые образцы (26) в одном крайнем положении находились в зоне нагрева, а в другом, для ускоренного охлаждения, попадали в поток охлаждающего воздуха из сопла (25), поступающего из СРСВ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ, АБРАЗИВНОЙ И ТЕМПЕРАТУРНОЙ СТОЙКОСТИ МАТЕРИАЛОВ И ПОКРЫТИЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ПОД МЕХАНИЧЕСКОЙ НАГРУЗКОЙ В ВЫСОКОСКОРОСТНЫХ ГАЗОВЫХ ПОТОКАХ | 2023 |
|
RU2800157C1 |
| ИСПЫТАТЕЛЬНАЯ СИСТЕМА ДЛЯ ИМИТАЦИОННЫХ ИСПЫТАНИЙ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ ТУРБИННОЙ ЛОПАТКИ В РЕЖИМЕ ЭКСПЛУАТАЦИИ | 2019 |
|
RU2761778C1 |
| Способ защиты технологического оборудования нефтехимического производства | 2016 |
|
RU2636211C2 |
| Способ нанесения износостойкого покрытия на детали газотурбинной установки | 2023 |
|
RU2813538C1 |
| СПОСОБ ИСПЫТАНИЯ ТУРБИННЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024837C1 |
| УСТРОЙСТВО И СПОСОБ ФОРМИРОВАНИЯ АМОРФНОЙ ПОКРЫВАЮЩЕЙ ПЛЕНКИ | 2010 |
|
RU2525948C2 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ВОСПЛАМЕНЕНИЯ И ВЗРЫВА ПРИ ТРАНСПОРТИРОВАНИИ И ХРАНЕНИИ МАТЕРИАЛОВ, ВЫДЕЛЯЮЩИХ ВОДОРОД ИЛИ ВОДОРОДОСОДЕРЖАЩУЮ ГАЗОВУЮ СМЕСЬ | 2009 |
|
RU2409403C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2009 |
|
RU2404286C1 |
| СПОСОБ ГАЗОВОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2016 |
|
RU2639755C1 |
Способ испытания высокотемпературной газовой коррозии, абразивной и температурной стойкости материалов и покрытий газотурбинных двигателей в высокоскоростных газовых потоках относится к области аэрокосмического и энергетического машиностроения и может использоваться для нанесения регламентированных коррозионных повреждений, одновременных испытаний коррозионной, абразивной и температурной стойкости материалов и сплавов в среде продуктов сгорания жидких и/или газовых топлив, загрязненных оксидами серы, углерода, азота, пылью, парами воды, хлористым водородом, солями и другими коррозионно-активными агентами. Предложен способ испытания высокотемпературной газовой коррозии, абразивной и температурной стойкости материалов и покрытий газотурбинных двигателей в высокоскоростных газовых потоках, включающий размещение исследуемых образцов во вращающейся кассете, которая вращается с заданной скоростью и снабжена коллектором ввода охлаждающего воздуха, подачу и регулирование расхода горючего газа в реакторе, подачу и регулирование расхода воздуха для охлаждения исследуемых образцов снаружи и по внутренним каналам посредством системы распределения сжатого воздуха, подающей воздух, необходимый для внутреннего охлаждения образцов, внутрь вращающейся кассеты, и холодный воздух на поверхность исследуемых образцов, ввод абразивных частиц в солевой раствор, который далее впрыскивают в реактор, ввод и вывод исследуемых образцов в факел пламени посредством серверного электродвигателя с приводом, размещенного на подвижной платформе, передвигающейся по рельсам, расположенным перпендикулярно потоку пламени. Причем ход привода задан таким образом, чтобы исследуемые образцы в одном крайнем положении находились в зоне нагрева, а в другом - в зоне охлаждения. При этом для испытаний при высоких температурах в качестве горючего газа используют один из газов - пропан, водород или ацетилен, а абразивные частицы представляют собой измельченные порошки диоксида кремния и/или корунда и/или железа и/или вулканического пепла. Технический результат - обеспечение возможностей нанесения регламентированных коррозионных повреждений, одновременных испытаний коррозионной, абразивной и температурной стойкости в диапазоне 500-2350°С образцов сплавов, в том числе лопаток газовых турбин, охлаждаемых по внутренним каналам воздухом, в среде высокоскоростных потоков продуктов сгорания жидких и/или газовых топлив, загрязненных оксидами серы, углерода, азота, пылью, парами воды, хлористым водородом, солями и другими коррозионно-активными агентами. 2 з.п. ф-лы, 1 ил.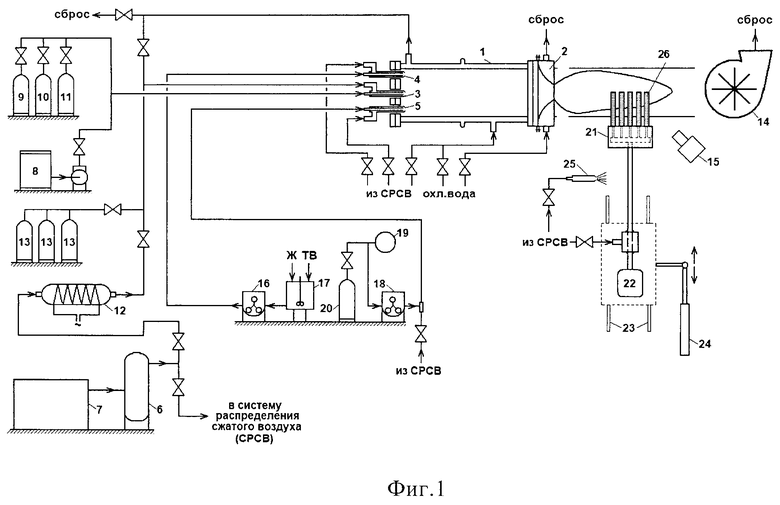
1. Способ испытания высокотемпературной газовой коррозии, абразивной и температурной стойкости материалов и покрытий газотурбинных двигателей в высокоскоростных газовых потоках, включающий размещение исследуемых образцов во вращающейся кассете, которая вращается с заданной скоростью и снабжена коллектором ввода охлаждающего воздуха, подачу и регулирование расхода горючего газа в реакторе, подачу и регулирование расхода воздуха для охлаждения исследуемых образцов снаружи и по внутренним каналам посредством системы распределения сжатого воздуха, подающей воздух, необходимый для внутреннего охлаждения образцов, внутрь вращающейся кассеты и холодный воздух на поверхность исследуемых образцов, ввод абразивных частиц в солевой раствор, который далее впрыскивают в реактор, ввод и вывод исследуемых образцов в факел пламени посредством серверного электродвигателя с приводом, размещенного на подвижной платформе, передвигающейся по рельсам, расположенным перпендикулярно потоку пламени, причем ход привода задан таким образом, чтобы исследуемые образцы в одном крайнем положении находились в зоне нагрева, а в другом - в зоне охлаждения.
2. Способ по п. 1, отличающийся тем, что для испытаний при высоких температурах в качестве горючего газа используют один из газов - пропан, водород или ацетилен.
3. Способ по п. 1, отличающийся тем, что абразивные частицы представляют собой тонко измельченные порошки диоксида кремния и/или корунда и/или оксида железа и/или вулканического пепла.
| US 20190292992 A1, 26.09.2019 | |||
| СПОСОБ ИСПЫТАНИЯ ТУРБИННЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024837C1 |
| Шлаковая амбразура для доменных печей | 1938 |
|
SU57903A1 |
| US 7574904 B1, 18.08.2009 | |||
| US 20070089548 A1, 26.04.2007 | |||
| Установка для коррозионно-механических испытаний трубчатых образцов | 1986 |
|
SU1747994A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОЗАЩИТНЫХ СВОЙСТВ ВЫСОКОТЕМПЕРАТУРНЫХ ПОКРЫТИЙ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2284514C1 |

