Область техники
Настоящее изобретение в общем относится к области печати трехмерных объектов (далее обозначенной термином «3D печать» для краткости) и, в частности, относится к способу отделки поверхности изделий/объектов (далее также обозначенных термином «детали»), полученных с помощью процессов 3D печати, особенно включающих использование полимерных материалов для изготовления деталей. Настоящее изобретение также относится к устройству для отделки поверхности деталей, полученных с помощью 3D печати.
Уровень техники
Как известно, процессы 3D печати позволяют воспроизводить трехмерные объекты из соответствующих моделей, созданных с помощью программного обеспечения для 3D моделирования. Количество установок, устройств и целых систем, основанных на таких процессах, все быстрее растет на рынке также благодаря снижению их стоимости и все более разнообразному выбору продуктов, поступающих на рынок, от профессиональных и/или промышленных устройств до настольных, офисных и бытовых установок.
Использование 3D принтеров быстро распространилось от быстрого прототипирования до множества других применений в разнообразных областях, от архитектуры до развлечений, от биомедицинского сектора до аэрокосмического сектора, и многих других.
В общем, процессы 3D печати включают послойное нанесение подходящего материала для получения объекта в трех измерениях. Более распространенной технологией, в основном благодаря ее низкой стоимости, является печать путем осаждения или FFM/FDM (Производство способом наплавления нитей/Моделирование методом послойного наплавления), где полимерную нить нагревают до температуры плавления и пропускают через сопло, управляемое программным обеспечением, которое при перемещении наносит материал, формируя перекрывающие друг друга слои. В этом типе технологии наиболее часто используются такие материалы как ABS (акрилонитрил-бутадиен-стирол) и PLA (полимолочная кислота). Согласно другим технологиям используются порошкообразные полимерные или металлические материалы или жидкие полимерные материалы.
Толщина слоя обычно составляет 50-100 микрон, но может быть получена толщина в диапазоне 10 микрон, однако это увеличивает время производства. Качество отделки очевидно лучше при уменьшении толщины слоев, но, тем не менее, поверхность объекта имеет относительно заметные полосы, неровность и пористость, при этом объекты могут либо демонстрировать нежелательные свойства (например, их может пропитать жидкость) или иметь внешний вид, не подходящий для их окончательного назначения (например, в случае декоративных объектов). В других случаях неровность поверхности не соответствует желаемым требованиям и/или допустимым отклонениям размеров (например, если объект, изготовленный с помощью 3D печати, является литейной формой). Во всех этих случаях и других, не упомянутых применительно к качеству изготовленной детали, должны использоваться методы отделки поверхности.
Известный способ отделки поверхности изделий из пластикового материала, полученных, например, путем литья методом впрыска, включает погружение изделия в растворитель, совместимый с пластиковым материалом или подвергание изделия воздействию паров растворителя в течение предопределенного времени для того, чтобы вызвать ограниченную растворимость поверхности пластикового материала, который может течь на поверхности изделия в достаточной степени, чтобы сгладить любую шероховатость, присутствующую на ней (см., например, US5448838).
Этот способ также распространили на отделку поверхности изделий, изготовленных из пластикового материала и полученных с помощью 3D печати. Для информации на эту тему, см. WO03/089218, WO2007/044007, WO2008/088761 и WO2010/002643. 3D детали после изготовления в 3D принтере подвергают воздействию паров подходящего растворителя, совместимого с пластиковым материалом. При контакте с деталью пары конденсируются на ней и размягчают материал для того, чтобы заставить материал течь на поверхности, таким образом сглаживая поверхность. Деталь постепенно нагревают до тех пор, пока поверхность не достигнет температуры кипения растворителя, и постоянно покрывают растворителем, который конденсируется на ее поверхности, пока не будет достигнута указанная температура. Деталь остается под воздействием паров растворителя, конденсирующихся на ней, до тех пор, пока не будет получена желаемая степень ее отделки, и затем ее извлекают из паров для того, чтобы позволить ей высохнуть посредством повторного испарения растворителя.
Время воздействия определяют путем наблюдения за конденсацией паров растворителя на детали, и деталь можно извлечь из испарительной камеры, когда конденсация заканчивается, что указывает на достижение поверхностью детали температуры кипения растворителя. Кроме этого, время воздействия учитывает тип растворителя и материала, характеристики формы детали и концентрацию паров растворителя.
Этот способ включает в себя конденсацию растворителя на поверхности детали в качестве ключевого условия. Тем не менее, длительное воздействие конденсированного растворителя, помимо замедления проникновению паров в поверхность, может приводить к эрозии и стеканию поверхности с потерей материала, и более того, поскольку капли конденсата могут иметь предпочтительные траектории потока из-за формы детали, стекание также может происходить неравномерным образом, приводя к локализованному накоплению конденсата. Кроме того, с помощью вышеописанного известного способа невозможно регулировать глубину проникновения растворителя в поверхность детали.
В качестве растворителя, подходящего для этого применения, были предложены галогенированные растворители, такие как трихлорэтилен, фторуглероды и их смеси, кетоны, такие как ацетон, метилэтилкетон и т.п., которые выбирают в соответствии с пластиковым материалом и рабочими условиями.
Устройство для отделки поверхности деталей, полученных с помощью 3D печати, также раскрыто в WO2010002643. Устройство включает воздействие на изделие паров растворителя с целью устранения шероховатости и пористости поверхности и получения гладкой, блестящей поверхности. Устройство состоит из металлической конструкции в виде ящика с крышкой, проницаемой для воздуха, где находится нагревательная камера. В указанной камере сначала испаряется растворитель и затем размещается 3D деталь, которую необходимо обработать. Деталь является холодной или, возможно, предварительно охлажденной. Конструкция в виде ящика также вмещает сушильную камеру, отделенную от нагревательной камеры, в которую перемещают 3D деталь по завершении обработки растворителем для удаления с нее растворителя. Температуру в сушильной камере поддерживают ниже комнатной температуры для ускорения процесса удаления растворителя. Над нагревательной камерой расположен охлаждающий змеевик для конденсации паров растворителя, который пропускают через водяной сепаратор перед отправкой в резервуар для сбора растворителя с целью повторного использования.
Устройство согласно вышеописанной патентной заявке работает при атмосферном давлении и нагревательную камеру держат открытой во время обработки детали для того, чтобы позволить оператору поддерживать деталь погруженной в атмосферу паров растворителя на протяжении всей обработки и регулировать результат обработки. В качестве растворителя используют фторуглерод.
Последовательность рабочих этапов включает в себя первоначальное нагревание камеры, в которую уже запущен жидкий растворитель, для образования паров растворителя, и последующее погружение детали в атмосферу паров растворителя. Пары растворителя имеют рабочую температуру, в то время как деталь вначале имеет комнатную температуру, при этом пар обязательно конденсируется на ней и постепенно нагревает ее, пока не будет достигнуто состояние теплового равновесия между рабочей температурой и температурой поверхности детали. В этом состоянии прекращается конденсация пара на детали и обработка завершается. Обычно, длительность обработки (которую можно повторить, если результаты неудовлетворительные) составляет менее нескольких минут, в некоторых случаях – порядка 30 секунд.
Вышеописанное устройство является очень сложным и дорогостоящим и использует очень дорогой растворитель; следовательно, оно может представлять интерес только для специальных промышленных применений. Кроме того, поскольку на дне камеры, где испаряется растворитель, необходимо поддерживать минимальный уровень растворителя, равный 0,5 дюйма, прогнозируемое необходимое количество растворителя является довольно большим, порядка нескольких литров. Тем не менее, необходимость проведения обработки с помощью открытой испарительной камеры, приводит к риску загрязнения окружающей среды, а также к возможным рискам для здоровья оператора, держащего деталь, погруженную в испарительную камеру, из-за чего необходимо обеспечивать подходящие аспирационные системы. Наконец, перенос детали в сушильную камеру усложняет работу, даже учитывая частично текучее состояние поверхности детали в конце периода воздействия растворителем.
Следовательно, очень ощущается потребность в осуществлении отделки поверхности деталей, изготовленных из пластикового материала, полученных с помощью 3D печати, эффективным, быстрым и безопасным образом и достаточно дешевым даже для использования дома или в офисе.
Описание изобретения
Следовательно, цель настоящего изобретения заключается в предоставлении способа для отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D печати, который позволяет достичь степени и качества отделки, по меньшей мере сравнимых с теми, которые получают с помощью известных способов и не сталкиваясь с неудобствами, связанными с образованием конденсата на поверхности детали.
Одна конкретная цель настоящего изобретения заключается в предоставлении способа, относящегося к вышеупомянутому типу, который позволяет изменять интенсивность обработки согласно потребностям, в частности, для регулировки глубины проникновения паров, воздействующих на деталь.
Другая важная цель настоящего изобретения заключается в предоставлении устройства для отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D печати, способного работать в соответствии с вышеупомянутым способом и который обладал бы небольшим размером, в соответствии с рабочим пространством большинства 3D принтеров.
Другая цель настоящего изобретения заключается в предоставлении устройства, относящегося к вышеупомянутому типу, которое легко использовать как профессионалу (архитектору, дизайнеру, дизайнерским компаниям и т.п.), так и частному лицу и энтузиасту 3D печати даже без достаточного технического навыка в технологиях отделки поверхностей.
Дальнейшая цель настоящего изобретения заключается в предоставлении устройства, относящегося к вышеупомянутому типу, которое не требует смещения детали на промежуточном этапе обработки.
Другая цель настоящего изобретения заключается в предоставлении устройства, относящегося к вышеупомянутому типу, которое можно использовать без потребности в дополнительном оборудовании для его использования (например, вытяжных устройств).
Еще одна цель настоящего изобретения заключается в предоставлении устройства, относящегося к вышеупомянутому типу, которое может безопасно использоваться оператором и которое не нужно размещать в непосредственном контакте с используемым в процессе материалом, который имеет форму жидкости или пара.
Дальнейшая цель настоящего изобретения заключается в предоставлении устройства, относящегося к вышеупомянутому типу, которое может управляться и программироваться пользователем удаленно.
Этих целей достигают с помощью способа и устройства для отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D печати, согласно настоящему изобретению ключевые признаки которых изложены в пунктах 1 и 12 формулы изобретения. Другие важные признаки изложены в зависимых пунктах формулы изобретения.
Согласно важному признаку способа согласно настоящему изобретению деталь (или детали), полученную с помощью 3D печати, помещают в герметично закрываемую камеру, оснащенную нагревательными элементами. В указанную камеру подают регулируемое количество используемого в процессе жидкого пластификатора, который собирается в нижней области камеры. При активации нагревательных элементов, жидкий пластификатор нагревается и в указанной камере образуется смесь воздуха и паров указанного используемого в процессе пластификатора, причем обеспечивают циркуляцию указанной смеси для получения равномерного распределения по всей камере и равномерного контакта с поверхностью детали, которую постепенно нагревают до тех пор, пока не будет достигнута рабочая температура, которая ниже температуры кипения указанного используемого в процессе пластификатора. Деталь держат в контакте с парами используемого в процессе пластификатора в течение предопределенного времени для того, чтобы позволить парам впитаться в поверхность детали на желаемую глубину, связанную с временем контакта и получением соответствующего размягчения пластикового материала, при этом рабочая температура слегка выше температуры стеклования смеси между пластиковым материалом и парами используемого в процессе пластификатора, впитанными в него. По истечении предопределенного периода времени, смесь воздуха/паров отправляют в разделительный блок, расположенный снаружи указанной камеры, для отделения используемого в процессе пластификатора от смеси воздуха/пара путем конденсации. В конце этапа разделения обработанную деталь извлекают из камеры.
Благодаря такому образу работы, а именно поддержанию состояния с по существу равными температурами поверхности детали и смеси воздуха/пара, контактирующей с ней, также называемого состоянием теплового равновесия, избегают конденсации пара и, следовательно, размягчения, вызванного растворимостью поверхностного слоя детали, и способствуют поглощению паров и, следовательно, размягчению, вызванному пластификацией поверхности.
Согласно одному предпочтительному варианту осуществления способа согласно настоящему изобретению рабочая температура не более чем на 10°C выше температуры стеклования указанной смеси, предпочтительно не более чем на 5°C выше, и время воздействия на деталь паров используемого в процессе пластификатора находится в диапазоне от 20 до 80 минут.
Согласно другому признаку способа согласно настоящему изобретению используемый в процессе пластификатор подают в предварительно упакованных дозах, объем которых соответствует объему камеры обработки. Согласно конкретным вариантам осуществления настоящего изобретения объем используемого в процессе пластификатора находится в диапазоне от 2 до 10 мл на один литр объема камеры, предпочтительно от 2 до 5 мл.
Согласно другому важному признаку настоящего изобретения устройство содержит:
a) герметично закрываемую камеру для размещения в ней по меньшей мере одной детали, нуждающейся в такой обработке;
b) средство подачи регулируемого количества используемого в процессе жидкого пластификатора в нижнюю часть указанной камеры;
c) нагревательные элементы, расположенные по меньшей мере в указанной нижней части указанной камеры для нагревания указанного используемого в процессе жидкого пластификатора, тем самым образуя смесь воздуха и паров указанного используемого в процессе пластификатора, и для повышения температуры указанной смеси воздуха/паров до рабочей температуры, которая ниже температуры кипения указанного используемого в процессе пластификатора и чуть выше температуры стеклования указанного пластикового материала;
d) средство поддержания равномерной циркуляции указанной смеси воздуха/паров в указанной камере, во время этапа нагревания и во время поддержания при указанной рабочей температуре в течение предопределенного времени, достаточного для обеспечения непосредственного контакта паров указанного пластификатора с поверхностью указанной детали и впитывания указанных паров на желаемую глубину ниже поверхности детали;
e) средство отделения указанных паров используемого в процессе пластификатора от указанной смеси воздуха/паров путем конденсации, при этом указанное разделительное средство находится снаружи указанной камеры и может сообщаться с указанной камерой по истечении предопределенного времени контакта.
В предпочтительном варианте осуществления устройства согласно настоящему изобретению предоставлено подающее приспособление для заранее упакованных доз используемого в процессе пластификатора, имеющих форму прокалываемых капсул, при этом приспособление содержит кожух с одной стороны камеры обработки, и средство для разрезания или прокалывания капсулы в нижней части кожуха и выпуска ее содержимого в камеру по каналу. Предпочтительно, предусмотрены средства обнаружения для того, чтобы позволить прорезать или прокалывать капсулу. Предпочтительно, средства обнаружения относятся к оптическому типу. Таким образом, операция подачи используемого в процессе пластификатора максимально упрощена, тем самым предотвращается контакт с пользователем и достигается очень компактная конструкция устройства.
Согласно предпочтительному варианту осуществления устройства настоящего изобретения конденсатор термоэлектрического типа, использующий элементы Пельтье, применяют для отделения используемого в процессе пластификатора от смеси воздуха/паров, поступающей из камеры обработки, в конце этапа нагревания. Охлаждение элементов Пельтье может быть осуществлено либо путем использования охлаждающей текучей среды в замкнутом контуре, либо с помощью воздуха. Структура конденсационной группы является чрезвычайно компактной и, кроме этого, предотвращается любой риск утечек в окружающую среду, поскольку корпус конденсатора можно сделать герметично закрытым.
В другом конкретном варианте осуществления настоящего изобретения конденсатор на элементах Пельтье непосредственно сообщается с камерой обработки посредством по меньшей мере одного впускного отверстия для смеси, насыщенной парами используемого в процессе пластификатора, и по меньшей мере одного возвратного отверстия для смеси с низким содержанием паров используемого в процессе пластификатора, обращенного к камере изнутри, и предусмотрены средства обеспечения циркуляции смеси через конденсатор у по меньшей мере одного из отверстий. Преимущественным образом, такие же средства обеспечения циркуляции также предусмотрены для поддержания равномерной циркуляции смеси воздуха/паров в камере во время обработки детали, когда конденсатор не работает.
Согласно еще одному признаку устройства согласно настоящему изобретению все его компоненты (камера обработки, блок подачи используемого в процессе пластификатора, конденсаторная группа и контур охлаждающей текучей среды, а также блок отфильтровывания остаточной смеси) содержатся во внешнем кожухе сравнительно небольшого размера, сравнимого с размером обычного 3D принтера, и внутреннее пространство кожуха легкодоступно посредством верхнего отверстия, герметично закрываемого крышкой.
Краткое описание графических материалов
Дальнейшие характеристики и преимущества способа и устройства для отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D печати, станут очевидны из следующего иллюстративного и неограничивающего описания вариантов осуществления, приведенных со ссылкой на сопроводительные графические материалы, на которых:
на фиг. 1 показан перспективный вид устройства согласно настоящему изобретению;
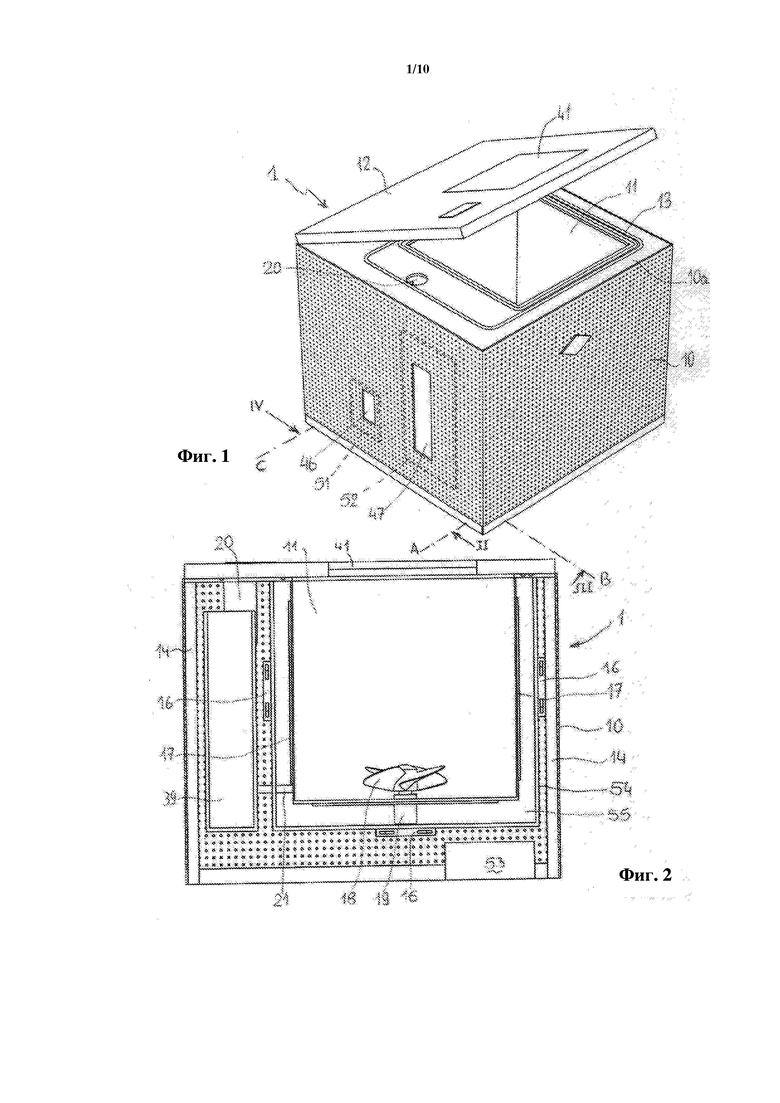
на фиг. 2 показан вид в поперечном разрезе устройства, выполненном вдоль вертикальной плоскости по линии A на фиг. 1 и в направлении, указанном стрелкой II, причем этот разрез называют фронтальным разрезом;
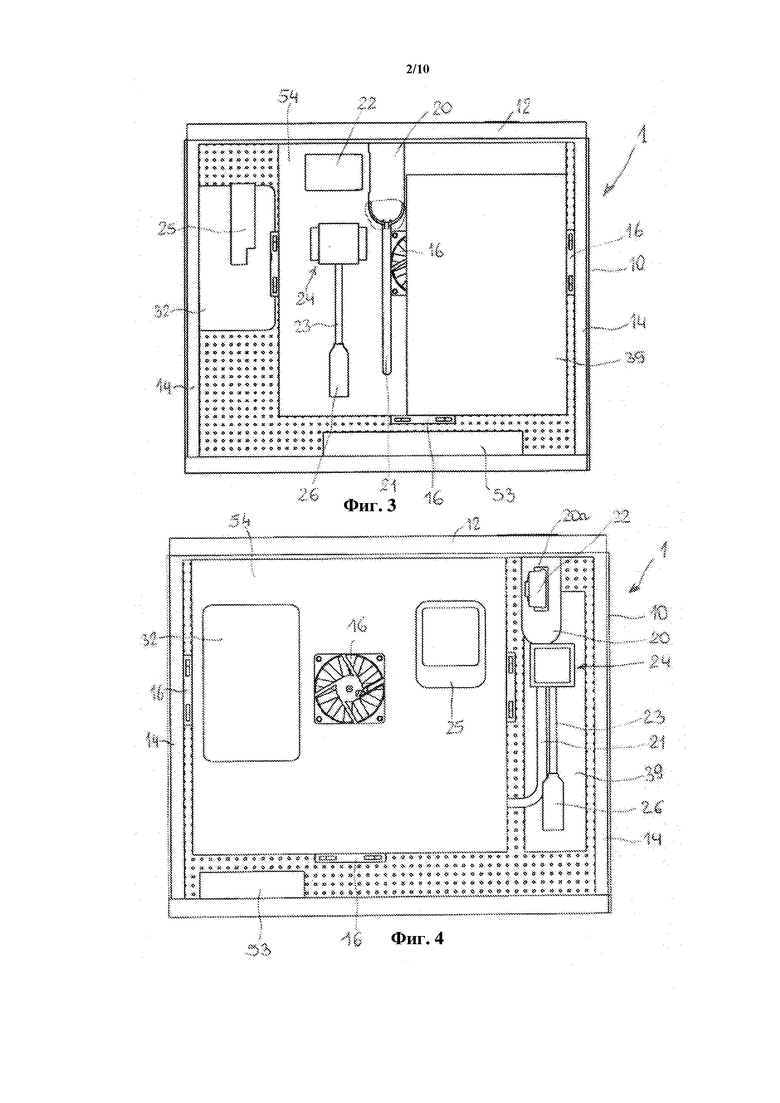
на фиг. 3 показан вид в поперечном разрезе устройства, выполненном вдоль вертикальной плоскости по линии B на фиг. 1 и в направлении, указанном стрелкой III, причем этот разрез называют боковым разрезом;
на фиг. 4 показан вид в поперечном разрезе устройства, выполненном вдоль вертикальной плоскости по линии C на фиг. 1 и в направлении, указанном стрелкой IV, причем этот разрез называют задним разрезом;
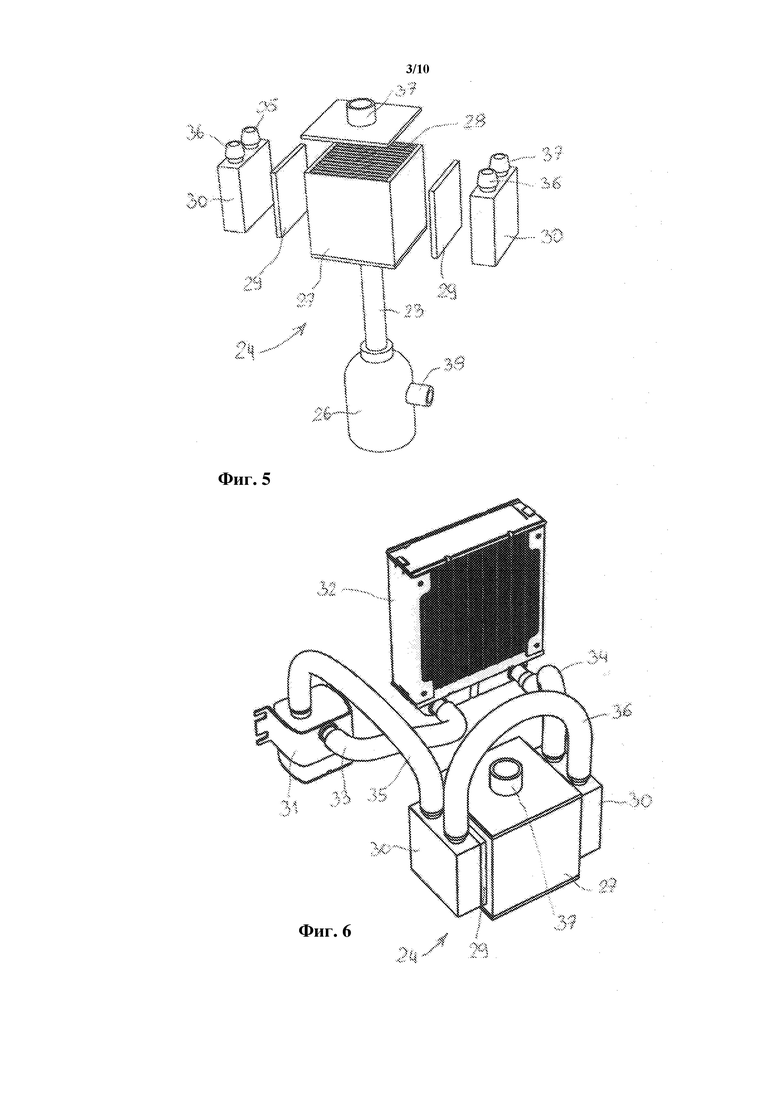
на фиг. 5 показан увеличенный перспективный вид в разобранном состоянии конденсаторного блока внутри устройства согласно настоящему изобретению;
на фиг. 6 показан перспективный вид в сборе конденсаторного блока по фиг. 5;
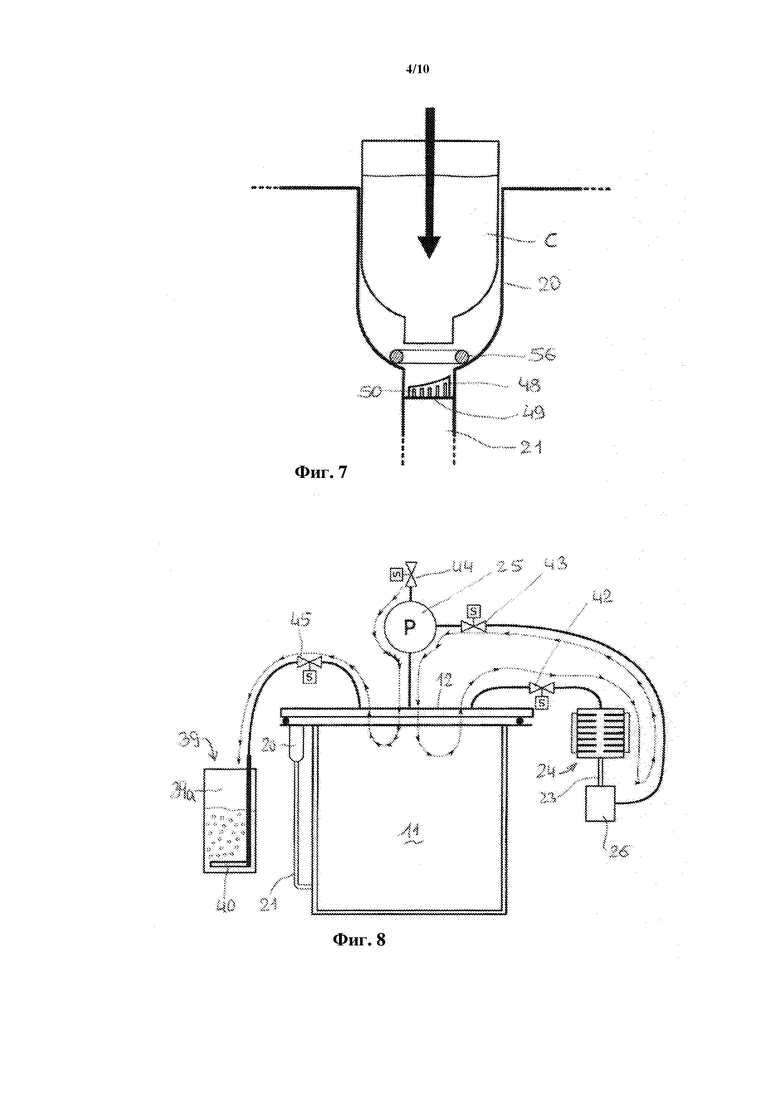
на фиг. 7 показан увеличенный вид устройства для подачи капсул используемого в процессе пластификатора согласно иллюстративному варианту осуществления настоящего изобретения;
на фиг. 8 схематически показан цикл используемого в процессе пластификатора в устройстве согласно настоящему изобретению;
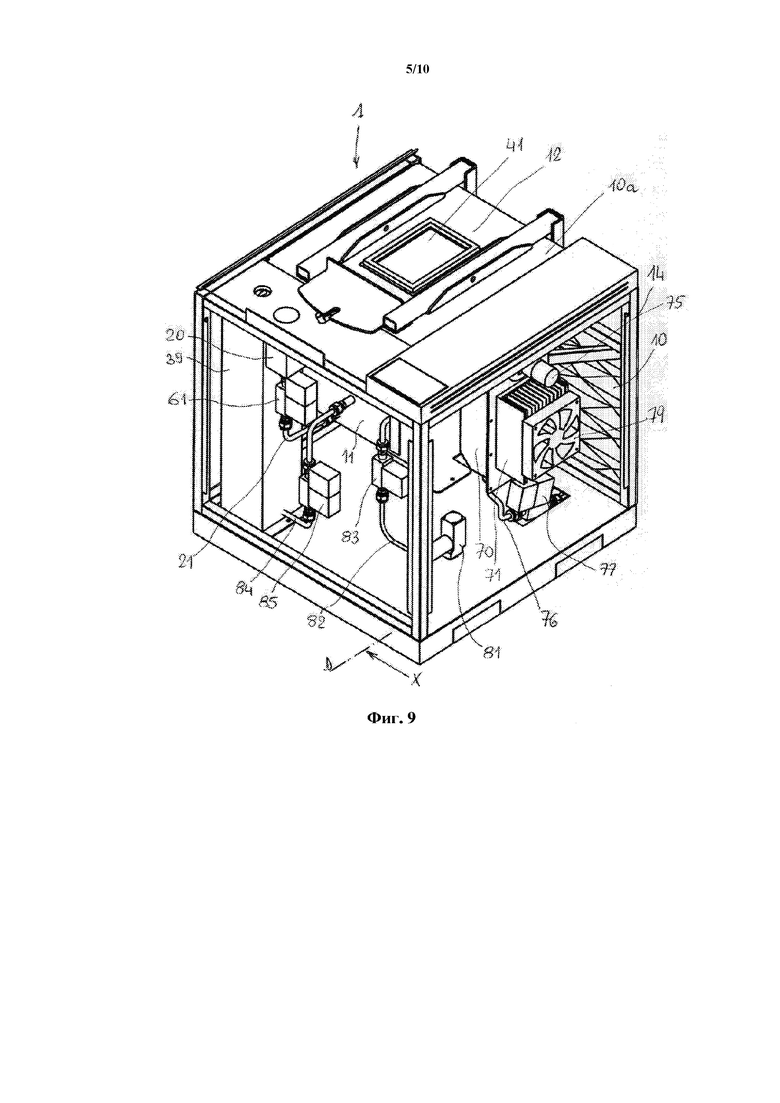
на фиг. 9 показан перспективный вид другого варианта осуществления устройства согласно настоящему изобретению, причем внешний кожух частично удален для демонстрации внутренних компонентов;
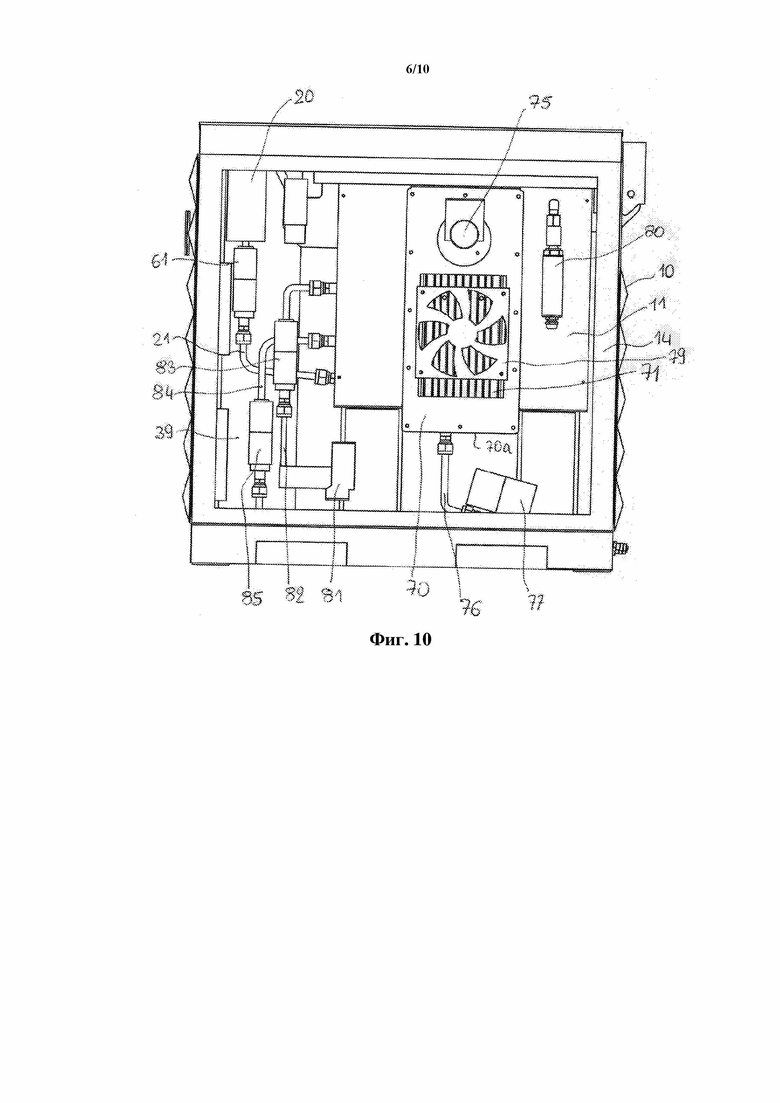
на фиг. 10 показан вид в поперечном разрезе устройства по фиг. 9, выполненном в вертикальной плоскости по линии D на фиг. 9 и в направлении, указанном стрелкой X;
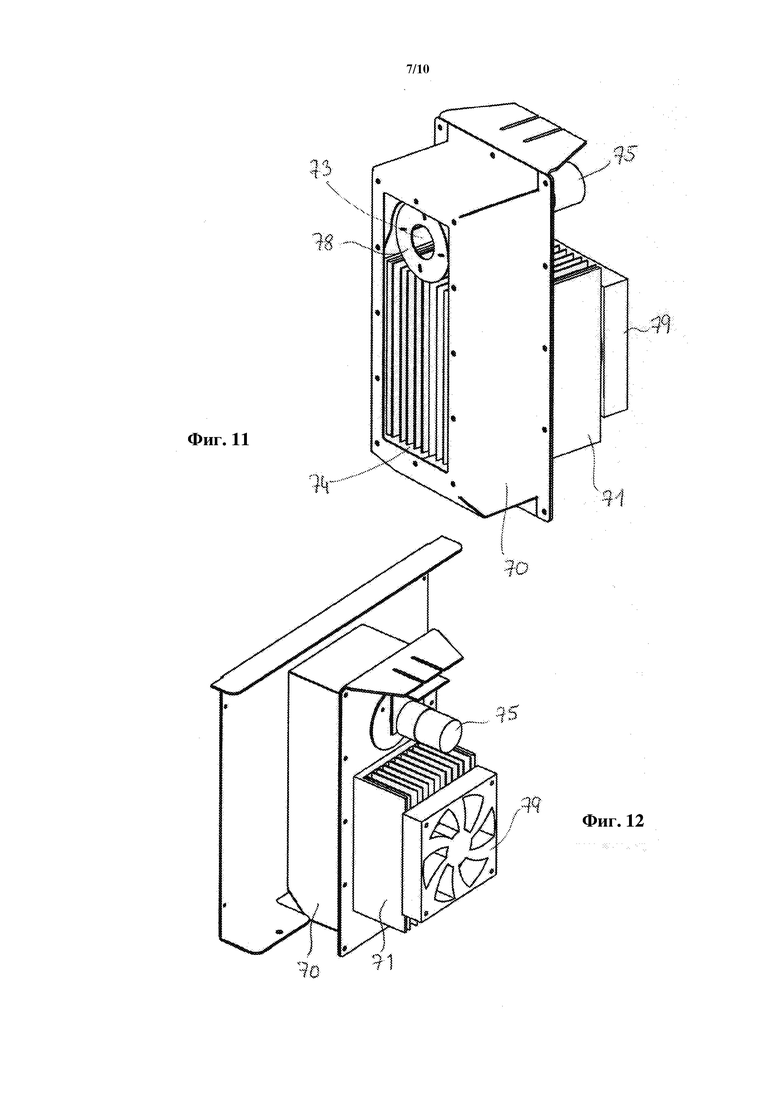
на фиг. 11 показан перспективный вид конденсаторного блока при рассмотрении с внутренней стороны камеры;
на фиг. 12 показан перспективный вид конденсаторного блока при рассмотрении с внешней стороны, а именно, со стороны, противоположной стороне по фиг. 11;
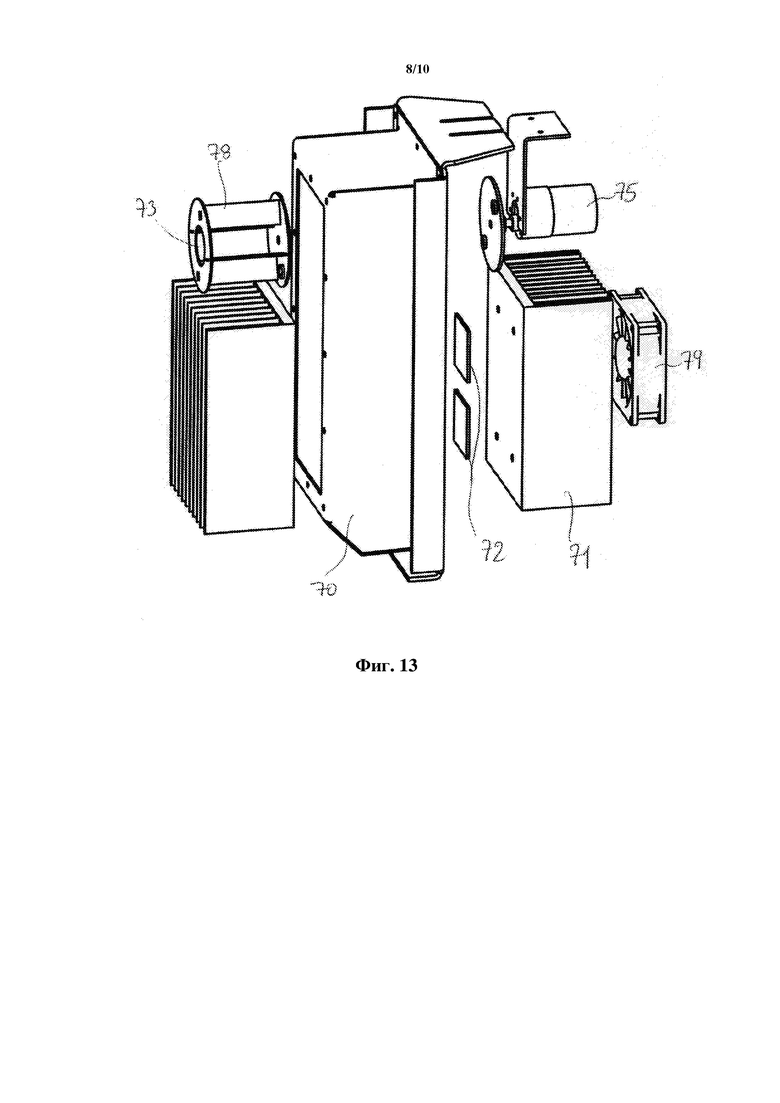
на фиг. 13 показан перспективный вид в разобранном состоянии конденсаторного блока по фиг. 11 и 12;
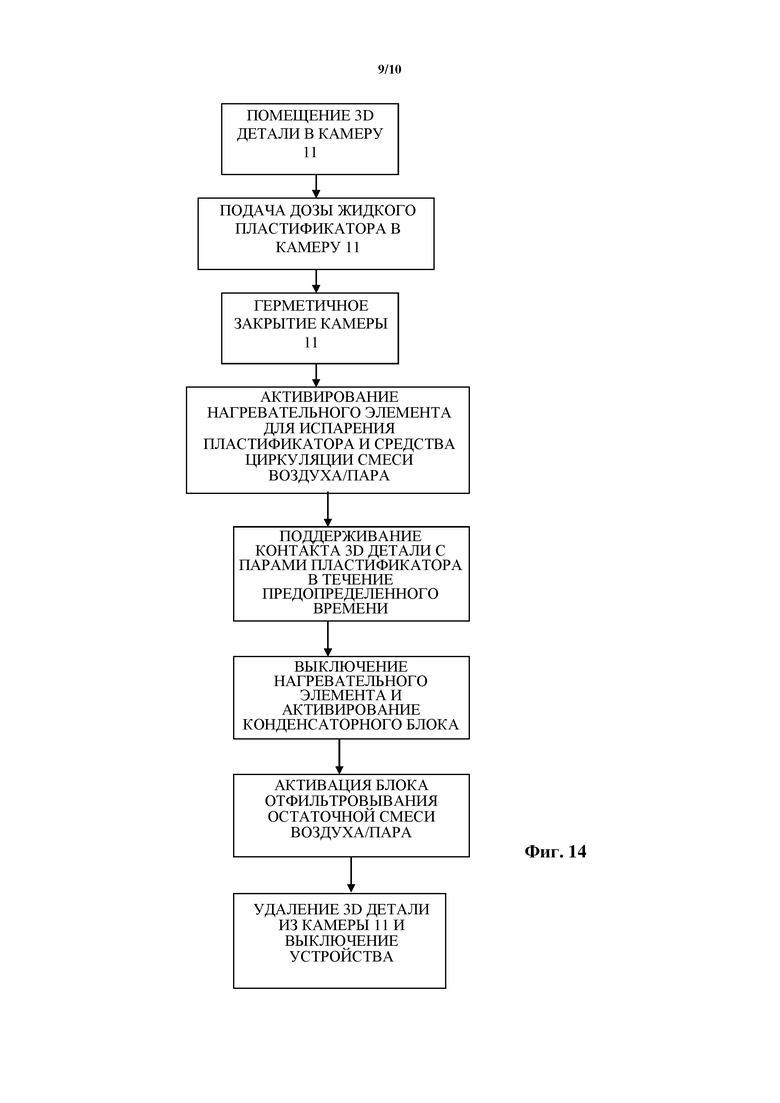
на фиг. 14 показана блок-схема, изображающая способ согласно настоящему изобретению;
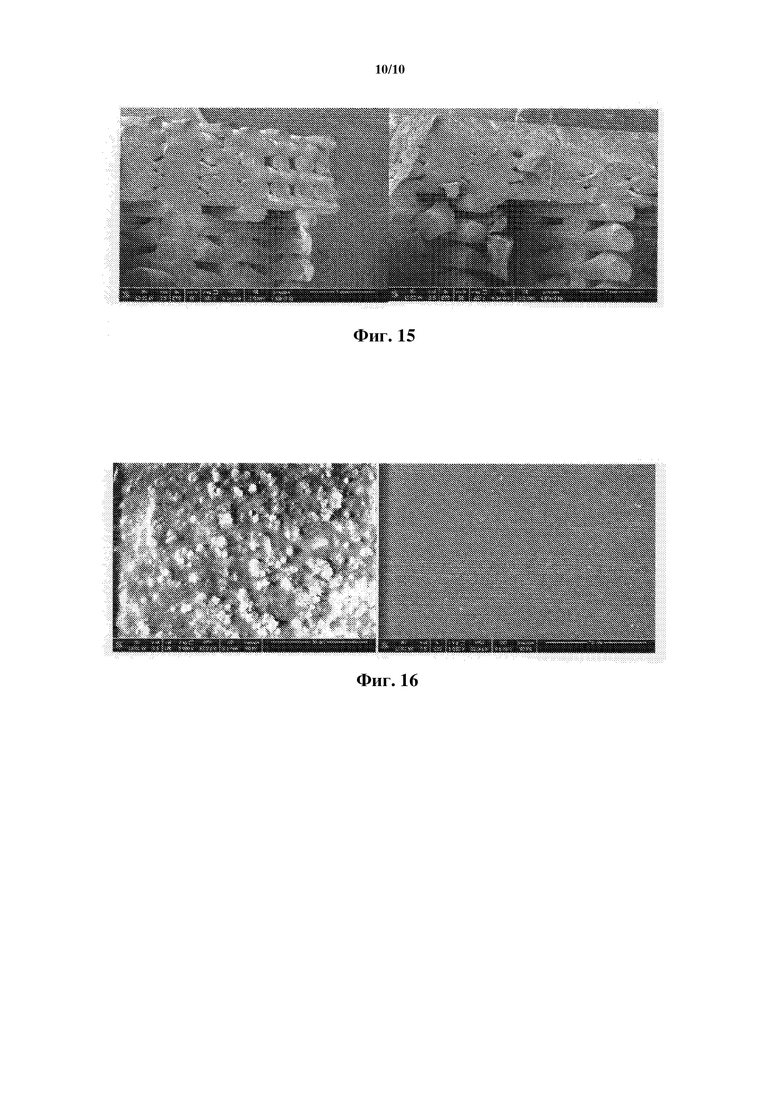
на фиг. 15 показаны два изображения, полученные растровым электронным микроскопом, секции образца, изготовленной из ABS пластика посредством 3D печати, с трещинами, образованными с помощью жидкого азота, до и после обработки в соответствии со способом согласно настоящему изобретению;
на фиг. 16 показаны два изображения, полученные растровым электронным микроскопом, демонстрирующие вид спереди поверхности того же образца, до и после обработки в соответствии со способом согласно настоящему изобретению.
Подробное описание изобретения
Способ согласно настоящему изобретению может использоваться для обработки объектов или деталей, изготовленных из пластикового материала и полученных с помощью 3D печати (далее обозначенных терминами «3D детали» или «детали»), в частности путем использования вышеупомянутого процесса печати, известного как FFF/FDM, где полимерную нить нагревают до температуры плавления и пропускают через сопло, управляемое программным обеспечением, которое, при перемещении, наносит материал, формируя последовательные перекрывающие друг друга слои, для формирования желаемого объекта. Объект, изготовленный таким образом, характеризуется по существу ступенчатым, складчатым и полосатым внешним видом своей поверхности и это в общем является дефектом с эстетической и/или функциональной точки зрения, который необходимо устранить.
С этой целью, согласно настоящему изобретению, 3D деталь подвешивают или размещают любым другим образом в герметично закрываемой камере, в которую также подают используемый в процессе пластификатор, совместимый с пластиковым материалом, из которого состоит 3D деталь.
Термин «используемый в процессе пластификатор», в контексте настоящего изобретения и прилагаемой формулы изобретения, обозначает испаряемое вещество, которое может впитываться в виде пара в пластиковый материал и образовывать с ним однородную смесь для снижения его температуры стеклования (TG) до такой степени, чтобы вызвать размягчение поверхностных слоев 3D детали, и чтобы высвобождаться при охлаждении 3D детали после испарения с ее поверхности. Чтобы не ограничиваться любым конкретным механизмом действий, считается, что используемый в процессе пластификатор не имеет химической связи с полимерным материалом, но он образует однородную смесь с указанным материалом или одним из его компонентов для снижения TG. Размягчение поверхностных слоев 3D детали приводит к изменению структуры, что, в зависимости от глубины проникновения, может привести к желаемому сглаживанию поверхности, а также к изменению структуры внутренних слоев, способствуя их взаимному проникновению и обеспечению однородной структуры 3D детали.
Очевидно, что для каждого типа полимерного материала, аморфного или полукристаллического, из которого состоит 3D деталь, может существовать несколько веществ, которые можно применять в качестве используемого в процессе пластификатора, и среди них некоторые будут предпочтительными. Например, в случае 3D детали, изготовленной из ABS, вещества, относящиеся к вышеупомянутому типу, могут представлять собой кетоны с низкой температурой кипения, такие как ацетон и метилэтилкетон, или даже галогенированные соединения, такие как дихлорметан и фторуглероды, даже если кетоны являются предпочтительными в способе согласно настоящему изобретению по меньшей мере благодаря своей способности растворяться в воде.
Термин «отделка поверхности», в контексте настоящего описания и прилагаемой формулы изобретения, обозначает обработку, осуществляемую парами используемого в процессе пластификатора, совместимого с материалом, из которого состоит 3D деталь, которую можно расширить на слои материала, лежащие под поверхностным слоем, на глубину обычно до 3 мм или даже больше, если это будет необходимо, таким образом получая, помимо требуемой гладкой поверхности, улучшение механического сопротивления поверхности.
После того как обрабатываемую деталь разместят в камере и используемый в процессе пластификатор подадут внутрь в жидком состоянии, камеру герметично закрывают и внутрь камеры подают тепло для нагревания 3D детали и используемого в процессе пластификатора до достижения рабочей температуры, которая целесообразно ниже температуры кипения используемого в процессе пластификатора при рабочем давлении. Рабочее давление по существу равно сумме атмосферного давления и давления пара используемого в процессе пластификатора при рабочей температуре. Важное условие, которое необходимо обеспечить, заключается в том, чтобы нагрев 3D детали и повышение температуры используемого в процессе пластификатора происходили с одинаковой скоростью, и чтобы температура внутри камеры была максимально однородной как на этапе нагревания, так и по достижении рабочей температуры для обеспечения по существу теплового равновесия между поверхностью обрабатываемой детали и смесью воздуха/пара.
Рабочими параметрами являются рабочая температура и длительность обработки, а именно, время воздействия на 3D деталь паров используемого в процессе пластификатора. На протяжении всего времени воздействия на 3D деталь паров используемого в процессе пластификатора, 3D деталь должна оставаться в тепловом равновесии с этими парами и ее необходимо поддерживать при такой температуре для предотвращения конденсации используемого в процессе пластификатора на ее поверхности.
Рабочая температура зависит от материала, из которого состоит 3D деталь, в частности от его температуры стеклования и от температуры стеклования жидкости, применяемой в качестве используемого в процессе пластификатора, а также весового соотношения полимера и впитанного используемого в процессе пластификатора.
В частности, рабочая температура (Tes) должна быть больше температуры стеклования пластифицированного полимера, а именно смеси, состоящей из полимера и используемого в процессе пластификатора, впитанного в него, и следовательно, также зависит от весовой концентрации используемого в процессе пластификатора в указанной смеси. Существуют эмпирические формулы, хорошо известные специалистам в данной области, например уравнение Фокса (1/Tmis = wp/Tp + wpl/Tpl, где Tmis, Tp и Tpl являются температурами стеклования пластифицированного полимера, чистого полимера и, соответственно, используемого в процессе пластификатора; wp и wpi являются весовыми долями чистого полимера и впитанного используемого в процессе пластификатора; и, wp + wpi = 1), для получения приблизительной оценки температуры стеклования полимерной смеси.
В целях настоящего изобретения, а именно для поддержания такого размягчения поверхности детали во время обработки с целью обеспечения структурного изменения поверхностных слоев детали достаточно, чтобы рабочая температура Tes была чуть выше, т.е. на несколько градусов °C выше температуры стеклования Tmis смеси полимера и используемого в процессе пластификатора, но в целом не более чем на 10°C, и на практике предпочтительно не более чем на 5°C.
В отличие от процесса растворения поверхностного слоя 3D детали, происходящего согласно известным способам под действием растворителя, сконденсированного на ее поверхности, впитывание паров используемого в процессе пластификатора согласно настоящему изобретению является относительно медленным процессом, и глубина проникновения используемого в процессе пластификатора в полимер и, таким образом, глубина эффекта размягчения, определяется длительностью воздействия паров при рабочей температуре, которая находится в диапазоне от 20 до 80 минут.
В иллюстративном варианте осуществления настоящего изобретения, в котором материалом, из которого состоит 3D деталь, является ABS и используемым в процессе пластификатором является ацетон, рабочая температура составляет от 30 до 40°C и длительность воздействия на 3D деталь паров ацетона находится в диапазоне от 20 до 60 минут, предпочтительно от 30 до 50 минут, в то время как рабочее давление находится в диапазоне от 125 до 150 кПа.
Длительность воздействия на 3D деталь паров используемого в процессе пластификатора определяет, как уже было указано, глубину проникновения паров и, следовательно, эффекты, полученные от обработки. В качестве указания в вышеупомянутом варианте осуществления результатом относительно небольшого времени воздействия, порядка 20-30 минут, является глубина
100-200 мкм, в то время как при относительно длительном времени воздействия, порядка 50-60 минут, глубина проникновения может достигать 2-3 мм. В обоих случаях эффекты отличаются. В первом случае поверхностный слой 3D детали вынужденно размягчается и в результате материал на поверхности начинает течь, таким образом получая желаемый эффект сглаживания неровности поверхности (ступенчатости, пористости, полос и т.п.). Во втором случае в дополнение к эффекту сглаживания поверхности происходит относительно глубокое размягчение и течение материала, затрагивающее слои под поверхностью, на глубине, связанной с временем воздействия паров. В этом случае затронутые слои становятся мягче и взаимно проникают друг в друга, образуя один слой, таким образом повышая механическое сопротивление поверхности 3D детали.
Благодаря этому признаку способа согласно настоящему изобретению можно изменять длительность воздействия на 3D деталь паров используемого в процессе пластификатора и, в результате, можно выбирать желаемый тип отделки поверхности – от простого сглаживания и полировки поверхности при относительно небольшом времени воздействия до дополнительного увеличения механического сопротивления 3D детали при относительно более длительном времени обработки. В этой связи стоит отметить, что с помощью известных способов было бы невозможно работать с такой длительностью воздействия, поскольку длительное воздействие конденсированного растворителя на поверхность 3D детали привело бы к недопустимому стеканию материала.
Необходимое количество используемого в процессе пластификатора предпочтительно предоставляют в виде заранее упакованных доз. Объем таких доз используемого в процессе пластификатора, необходимого в способе согласно настоящему изобретению, соответствует объему камеры, где осуществляется рабочий цикл. В качестве примера, доза ацетона, составляющая 60-80 мл, является достаточной для камеры обработки объемом 27 литров, содержащей обрабатываемую 3D деталь, изготовленную из ABS. В общем, от 2 до 10 мл, предпочтительно от 2 до 5 мл используемого в процессе пластификатора на один литр объема камеры будет необходимо для получения желаемой отделки поверхности детали.
По истечении заданного времени воздействия паров используемого в процессе пластификатора нагревание прекращают и, не извлекая обработанную деталь из камеры, начинают этап циркуляции смеси воздуха/пара между камерой обработки и блоком отделения воздуха от паров. В блоке отделения большая часть паров используемого в процессе пластификатора, присутствующих в смеси воздуха/пара, отделяют путем конденсации, в то время как деталь в камере обработки охлаждается, высвобождая впитанные пары используемого в процессе пластификатора. Остаточную часть используемого в процессе пластификатора, которая не может конденсироваться, удаляют путем фильтрации или барботированием обедненной смеси воздуха/пара в жидком средстве, обеспечивающем ее впитывание или нейтрализацию, в зависимости от химических свойств используемого в процессе пластификатора.
В равноценном альтернативном варианте осуществления способа согласно настоящему изобретению 3D деталь и используемый в процессе пластификатор в жидкой форме, присутствующий в камере обработки, быстро нагревают до температуры, которая выше рабочей температуры (в случае ABS/ацетона, до температуры выше 50°C, предпочтительно не выше 70-80°C, для предотвращения любого риска повреждения обрабатываемой 3D детали) и затем позволяют ей остыть естественным путем до рабочей температуры или удаляют тепло средством охлаждения для ускорения процесса. Также в этом случае важно поддерживать максимально равномерную температуру внутри камеры путем непрерывной циркуляции смеси, образованной воздухом и парами используемого в процессе пластификатора.
В дальнейшем варианте осуществления настоящего изобретения отделка поверхности 3D детали может осуществляться в инертной атмосфере, такой как атмосфера CO2 или N2. Это решение может быть преимущественным, когда необходимо полностью убедиться в том, что реакция горения физически не может произойти.
Также согласно другому варианту осуществления способа по настоящему изобретению отделку поверхности 3D детали можно проводить при рабочем давлении, которое меньше атмосферного давления. Это может быть необходимо, когда пластиковый материал, из которого состоит 3D деталь, требует наличия или совместим с используемым в процессе пластификатором, имеющим низкое давление пара и/или относительно высокую температуру кипения при атмосферном давлении, при этом будут необходимы соответственно высокие рабочие температуры. Например, в случае 3D детали, изготовленной из полимолочной кислоты, может быть преимущественным применение 1,2-дихлорэтана в качестве используемого в процессе пластификатора, который при атмосферном давлении кипит при 84°C и при рабочей температуре 30-40°C имеет слишком низкое давление пара для создания смеси воздуха и паров
2,2-дихлорэтана, подходящей для достижения размягчения поверхности детали. Напротив, такую рабочую температуру можно применять во время работы при пониженном давлении около 270 мм рт.ст.
Согласно настоящему изобретению также предоставлено устройство для отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D печати [«3D деталь (детали)»]. Как изображено на фиг. 1 и 2, устройство согласно настоящему изобретению, в общем обозначенное номером 1, содержит внешний кожух 10, в общем имеющий форму параллелепипеда и изготовленный из металла или любого другого подходящего жесткого материала, в котором расположена камера 11 в форме резервуара, герметично закрываемая крышкой 12, шарнирно прикрепленной к краю кожуха 10. В частности, кожух 10 имеет верхнюю поверхность 10a, обеспечивающую доступ к резервуару 1, и крышка 12 шарнирно прикреплена к одной стороне поверхности 10a. Воздухонепроницаемое уплотнение между крышкой 12 и резервуаром 11 обеспечивают уплотнения 13, например в виде кольцевых прокладок, расположенных по краю резервуара 11.
Резервуар 11 спроектирован таким образом, чтобы вмещать одну деталь или больше деталей, полученных в результате процесса 3D печати и требующих отделки поверхности посредством воздействия паров подходящего используемого в процессе пластификатора, как описано выше. Резервуар 11 изготовлен из материала, способного выдерживать контакт с парами указанного используемого в процессе пластификатора в условиях температуры и давления обработки, и предпочтительно изготовлен из стали.
Внешний кожух 10 служит защитным контейнером для резервуара 11 и других компонентов устройства, расположенных в зазоре между кожухом 10 и резервуаром 11, и содержит внутреннюю структуру, удерживающую резервуар 11 и эти компоненты. В частности, структура, обозначенная номером 14 на фиг. 2, 3 и 4, образована металлическим каркасом, определяющим внутренние края кожуха 10, при этом резервуар 11 и другие компоненты опираются на его поперечины и консоли, которые не показаны.
Как показано на фиг. 2, нагревательный элемент 15 прикреплен к внешней стороне дна резервуара 11, а охлаждающие вентиляторы 16 расположены на каждой из боковых стенок и на дне внутреннего кожуха 54 резервуара 11, ограничивающего изолирующее пространство 55 вокруг резервуара 11. Необязательно дополнительные нагревательные элементы 17 могут быть расположены даже на боковых стенках резервуара 11.
На дне резервуара 11 расположен внутренний вентилятор 18, приводимый в действие двигателем 19, который служит для обеспечения однородного рассеивания смеси, образованной воздухом и парами используемого в процессе пластификатора (в настоящем описании и прилагаемой формуле изобретения также называемой термином «смесь воздуха/пара») внутри резервуара 11, в частности для того, чтобы избежать наслаивания паров в его нижней части и способствовать равномерной температуре смеси внутри резервуара.
В особенно предпочтительном варианте осуществления настоящего изобретения предоставлена система подачи используемого в процессе пластификатора, использующая небольшие дозированные количества пластификатора в форме заранее упакованных доз. Система подачи пластификатора, схематически изображенная на фиг. 3, расположена рядом с резервуаром 11 снаружи внутреннего кожуха 54. Система подачи используемого в процессе пластификатора содержит кожух 20 для капсулы C, содержащей пластификатор, доступный путем поднятия крышки 12. После размещения капсулы C в кожухе 20, при закрытии крышки 12 подходящий прокалывающий механизм прокалывает капсулу, посредством чего пластификатор, содержащийся в ней, выходит наружу и течет по каналу 21 из нижней части кожуха 20 внутрь резервуара 11 возле его дна.
На фиг. 7 показан увеличенный осевой вид в сечении системы подачи используемого в процессе пластификатора. На дне кожуха 20 находится уплотнение 56, расположенное между капсулой C и нижней стенкой кожуха 20 вокруг впускного отверстия канала 21 для предотвращения утечки паров используемого в процессе пластификатора во время обработки. На фиг. 7 также изображен вариант осуществления механизма для прокалывания капсулы C, содержащей дозу используемого в процессе пластификатора, которым оснащено устройство согласно настоящему изобретению. Прокалывающий механизм содержит лезвие 48 круглой или полукруглой формы, расположенное на одной оси с каналом 21, проходя в нижней части кожуха 20 для капсулы от перфорированной пластины 49, расположенной поперек у впускного отверстия канала 21. Поверхность лезвия содержит упоры или утолщения 50, расположенные параллельно оси канала 21, для того, чтобы толкать вверх покровную фольгу капсулы C после того, как ее разрезали, таким образом помогая используемому в процессе пластификатору быстро вытекать из капсулы C. Очевидно, что в качестве альтернативы могут использоваться другие эквивалентные прокалывающие системы, известные в данной области.
Система подачи дополнительно содержит систему распознавания капсул, спроектированную с возможностью идентификации капсулы как новой и имеющей сертифицированное происхождение, и содержащую оптическое считывающее устройство 22 для считывания штрих-кода или метки RFID, напечатанных, нанесенных или иным способом расположенных на капсуле. Оптическое считывающее устройство 22 расположено рядом с кожухом 20 и может считывать код или метку на капсуле, когда капсулу размещают в кожухе 20, через окна 20a, выполненные в стенке кожуха 20. Положительный результат считывания позволяет закрытие крышки 12.
Устройство дополнительно содержит систему улавливания испаренного используемого в процессе пластификатора путем конденсации, которую применяют в конце цикла обработки. В частности, система улавливания используемого в процессе пластификатора содержит конденсатор 24 пластификатора, в который подают смесь воздуха/пара, поступающую из резервуара 11 по взрывобезопасному насосу 25 для подачи смеси воздуха/пара, и резервуар 26 для сбора использованного пластификатора, принимающий конденсированный используемый в процессе пластификатор по каналу 23, в то время как тот же насос 25 втягивает воздух и возвращает его в резервуар 11.
Как показано на фиг. 5, в настоящем варианте осуществления настоящего изобретения конденсатор 24 представляет собой конденсатор термоэлектрического типа, содержащий полый корпус 27 в форме прямоугольной призмы, в частности с квадратным основанием, изготовленный из металла, с расположенными внутри ребрами 28, выполненными из того же металлического материала, что и корпус 27. Смесь воздуха/пара циркулирует в корпусе 27 и используемый в процессе пластификатор конденсируется в нем. Корпус 27 герметично изолирован от внешней среды во избежание любого риска утечки паров используемого в процессе пластификатора. Ребра 28 находятся в контакте с внутренней поверхностью корпуса 27 для того, чтобы обеспечить теплопроводность, и равномерно занимают объем корпуса 27. Два элемента 29 Пельтье, чья холодная сторона обращена к корпусу 27, расположены на двух соответственно противоположных сторонах корпуса 27. Контакт между холодной стороной элементов 29 Пельтье и соответствующими сторонами корпуса 27 заставляет ребра 28 охлаждаться. Металлические змеевики 30, в которых циркулирует охлаждающая текучая среда, находятся в контакте с горячей стороной элементов Пельтье для отведения тепла, образованного горячей стороной элементов Пельтье.
Как показано на фиг. 6, охлаждающая текучая среда циркулирует в замкнутом контуре, содержащем циркуляционный насос 31, радиатор 32 для рассеивания тепла, переносимого охлаждающей текучей средой, и каналы 33, 34, 35, соответственно, между насосом 31 и радиатором 32, радиатором 32 и первым змеевиком 30 и другим змеевиком 30 и насосом 31. Два змеевика 30 соединены последовательно посредством еще одного канала 36. Радиатор 32 выводит наружу образованный горячий воздух посредством вентилятора (не показан) и через сетку (также не показана), образованную на задней поверхности внешнего кожуха 10.
В дальнейшем варианте осуществления настоящего изобретения могут быть предоставлены два дополнительных элемента Пельтье (не показаны) на двух других противоположных сторонах корпуса 27 с соответствующими охлаждающими змеевиками для увеличения охлаждающей способности конденсатора 24.
Два соединительных элемента 37 (на фиг. 5 виден только один), которые проходят от верхней поверхности и нижней поверхности корпуса 27, предусмотрены для канала, соединяющего конденсатор 24 с резервуаром 11, и для канала 23, соединяющего конденсатор 24 с резервуаром 26 для сбора используемого в процессе пластификатора. В другом варианте осуществления настоящего изобретения конденсированный используемый в процессе пластификатор остается на дне конденсатора до окончания этапа конденсации и затем его выпускают, открывая специальный клапан.
Резервуар 26 для сбора используемого в процессе пластификатора содержит соединение 38 для канала (не показано), сообщающегося с насосом 25 для втягивания смеси воздуха и не конденсированного пластификатора и ее переработки в резервуаре 11 для последующего прохождения в конденсатор 24 до те пор, пока содержание используемого в процессе пластификатора не достигнет предопределенной величины (например, 70% количества, введенного с капсулой).
В конце этапа конденсации некоторая часть используемого в процессе пластификатора в паровой фазе, смешанного с воздухом, все еще присутствует в резервуаре 11. Для дальнейшего уменьшения количества используемого в процессе пластификатора до уровня, который слабо обнаруживается обонянием, воздух, содержащий небольшие количества паров используемого в процессе пластификатора, присутствующих в резервуаре 11, втягивается насосом 25 и пропускается через фильтр, содержащий жидкость, способную впитывать или нейтрализовывать остаточный используемый в процессе пластификатор, например водяной фильтр 39, схематически изображенный на фиг. 2, 3 и 4, когда используемым в процессе пластификатором является ацетон или другое вещество, растворимое в воде.
Как также изображено на фиг. 8, водяной фильтр 39 содержит заполненную водой емкость 39a, где втянутый воздух барботируют с помощью аэратора 40, относящегося к серийно выпускаемому типу (например, минеральный пористый камень, труба с микроперфорацией и т.п.), способного создавать максимально мелкие пузырьки воздуха, при этом очевидно, что эффективность фильтрации непосредственно зависит от этого фактора, а также от траектории пузырька воздуха в воде. Обработанный таким образом воздух имеет такое содержание используемого в процессе пластификатора, которое позволяет выпускать его в атмосферу, а также такой уровень концентрации пластификатора в фильтрующей воде, который позволяет выливать его в канализацию. Очевидно, что вышеописанная промывочная система применима только в случае, когда используемый в процессе пластификатор может растворяться в воде.
На фиг. 9–13 изображен другой вариант осуществления устройства для отделки поверхности изделий, полученных с помощью 3D печати, в котором может быть осуществлен способ согласно настоящему изобретению. Этот вариант осуществления спроектирован для дальнейшего повышения компактности устройства. На фиг. 9–12 и на фиг. 1–7 одинаковые компоненты обозначены одинаковыми ссылочными номерами.
Как изображено на фиг. 9 и 10, устройство согласно настоящему изобретению, обозначенное в общем номером 1, содержит внешний кожух 10, который на фигурах частично не показан для ясности, имеющий в общем форму параллелепипеда, изготовленный из металла или другого подходящего жесткого материала, и камеру 11 в форме резервуара, герметично закрываемую крышкой 12, шарнирно прикрепленной к краю кожуха 10. В частности, кожух 10 имеет верхнюю поверхность 10a, обеспечивающую доступ к резервуару 11, и крышка 12 шарнирно прикреплена к одной стороне поверхности 10a. Воздухонепроницаемую изоляцию между крышкой 12 и резервуаром 11 обеспечивают невидимые уплотнения, например кольцевого типа, расположенные по краю резервуара 11. Прозрачное окно 41 расположено на крышке 12 для осуществления визуального контроля над обрабатываемой деталью.
Внешний кожух 10 служит защитным контейнером для резервуара 11 и других компонентов устройства, расположенных в зазоре между кожухом 10 и резервуаром 11, и содержит структуру 14, удерживающую резервуар 11 и указанные компоненты.
Как и в варианте осуществления, описанном со ссылкой на фиг. 1–7, резервуар 11 оснащен нагревательным элементом, расположенным на дне (не показан), и другие необязательные нагревательные элементы могут быть расположены на боковых стенках резервуара 11.
Подобным образом, предоставлена система подачи используемого в процессе пластификатора, использующая дозированные количества пластификатора в форме заранее упакованных капсул. На фиг. 9 и 10 показаны кожух 20 для капсулы, содержащей жидкий пластификатор, система распознавания капсул и соответствующий прокалывающий механизм, который прокалывает капсулу, посредством чего пластификатор, содержащийся в капсуле, выходит наружу и течет по каналу 21, проходящему от дна кожуха 20 внутрь резервуара 11 у его дна. Электромагнитный клапан 61 установлен на канале 21 и позволяет, находясь в открытом состоянии, жидкости течь к резервуару 11 и обеспечивает, находясь в закрытом состоянии, создание повышенного давления в резервуаре 11. В качестве прокалывающего механизма используют механизм, уже описанный со ссылкой на фиг. 7, но в качестве альтернативы может использоваться любая эквивалентная перфорирующая система, известная в данной области техники.
Устройство дополнительно содержит блок регенерации испаренного используемого в процессе пластификатора путем конденсации, который начинает работать в конце воздействия на деталь паров используемого в процессе пластификатора в резервуаре 11. В настоящем варианте осуществления данного изобретения блок не отделен от резервуара 11, но и не соединен с ним с помощью труб и посредством потока пара, подаваемого насосом, а припаян к резервуару 11 через свой конденсатор. Как изображено на фиг. 11, 12 и 13, блок содержит конденсатор 70 пара, относящийся к термоэлектрическому типу, и теплообменник 71 для отвода тепла, образованного конденсацией. Также в этом случае термоэлектрический конденсатор оснащен элементами 72 Пельтье, изображенными на фиг. 13. Элементы 72 Пельтье установлены между конденсатором 70 и теплообменником 71 и точнее, на внешней стороне конденсатора 70, в то время как его внутренняя сторона, противоположная внешней стороне, обращена внутрь резервуара 11. Холодная сторона элементов 72 Пельтье обращена к конденсатору 70, в то время как горячая сторона обращена к теплообменнику 71. Конденсатор 70 имеет внутренние ребра и сообщается с резервуаром 11 посредством по меньшей мере двух отверстий 73 и 74, образованных в его внутренней стороне, для впуска обогащенной смеси паров, используемого в процессе пластификатора и для выпуска обедненной смеси паров используемого в процессе пластификатора, которую возвращают в резервуар 11. Циркуляция смеси воздуха/пара по конденсатору 70 управляется вентилятором 78 с магнитным приводом и соответствующим двигателем 75. Вентилятор 78 расположен внутри конденсатора 70 над его ребристой частью, выровненной относительно оси с отверстием 73, и втягивает смесь воздуха/пара из резервуара 11 через отверстие 73, подавая ее между внутренними ребрами конденсатора, охлаждаемого элементами Пельтье, и к выпускному отверстию 74. При контакте с ребрами часть паров используемого в процессе пластификатора конденсируются и падают под действием силы тяжести на дно 70a корпуса конденсатора, где они остаются до конца рабочего цикла. Выпускная труба 76, проходящая от дна конденсатора, оснащена электромагнитным клапаном 77, который открывают для выпуска конденсированного используемого в процессе пластификатора в контейнер (не показан).
Горячая сторона элементов Пельтье охлаждается воздухом посредством ребристого теплообменника 71 с помощью вентилятора 79, приводимого в действие двигателем и изображенного на фиг. 13.
В конце этапа конденсации некоторая часть используемого в процессе пластификатора в паровой фазе, смешанного с воздухом, все еще присутствует в резервуаре 11. Для дальнейшего уменьшения количества используемого в процессе пластификатора до уровня, который слабо обнаруживается обонянием, воздух, содержащий небольшие количества паров используемого в процессе пластификатора, присутствующих в резервуаре 11, втягивается насосом 81 и пропускается через фильтрующий блок 39. Фильтрующий блок 39 аналогичен уже описанному в варианте осуществления по фиг. 1–7 и здесь приведена ссылка на полное его описание. Фильтрующий блок 39 содержит жидкость, способную впитывать или нейтрализовывать остаточный используемый в процессе пластификатор, например водяной фильтр, когда используемым в процессе пластификатором является ацетон или другое вещество, растворимое в воде. Насос 81 всасывает воздух из окружающей среды и подает ее в резервуар 11 по трубе 82, оснащенной электромагнитным клапаном 83. Смесь воздуха и пара, содержащая остаточные пары, выходит из резервуара 11 по трубе 84, оснащенной электромагнитным клапаном 85, и подается в фильтрующий блок 39.
Следует отметить, что в настоящем варианте осуществления устройства согласно настоящему изобретению насос 81 работает только для фильтрующего блока 39 и даже не для конденсаторного блока для регенерации используемого в процессе пластификатора, как делает насос 25 из ранее описанного варианта осуществления. С одной стороны это приводит к упрощению системы, а с другой стороны – к возможности использовать стандартный насос, и в результате, к менее дорогостоящему и более компактному устройству.
Также следует отметить, что в настоящем варианте осуществления настоящего изобретения ключевую функцию, заключающуюся в поддержании движения горячей смеси воздуха/пара внутри резервуара 11, выполняет не специальный вентилятор 18, расположенный на дне резервуара 11, а вентилятор 78 конденсатора 70, который работает при необходимости на более высокой скорости, даже когда конденсаторный блок не работает, тогда как элементы Пельтье отключены или, возможно, поддерживаются во включенном состоянии, но с противоположной полярностью, с тем чтобы нагревать ребра конденсатора для предотвращения конденсации используемого в процессе пластификатора во время цикла обработки. Следовательно, дальнейшим преимуществом этого варианта осуществления является отсутствие циркуляционного вентилятора внутри резервуара 11 и соответствующего двигателя, что не оказывает негативного влияния на рабочие характеристики устройства.
Далее будет описана работа устройства со ссылками на цикл используемого в процессе пластификатора, схематически изображенный на фиг. 8, и блок-схему, изображенную на фиг. 14.
Рабочий процесс по существу содержит четыре основных этапа работы. Эти этапы включают в себя:
♣ испарение используемого в процессе пластификатора: на этом этапе (начало цикла обработки 3D детали, размещенной ранее в резервуаре 11) нагревательный элемент 15 повышает температуру используемого в процессе пластификатора в жидкой фазе, (также ранее загруженного в резервуар 11), таким образом соответственно увеличивая количество паров пластификатора в смеси воздуха/пара, присутствующей в резервуаре 11. Смесь воздуха/пара, которую непрерывно перемещает в резервуаре 11 вентилятор 18 или вентилятор 78, контактирует с обрабатываемой деталью, нагревая ее для создания состояния теплового равновесия с ней.
♣ Впитывание молекул паров используемого в процессе пластификатора в 3D деталь во время обработки после достижения рабочей температуры равновесия, которую поддерживает источник тепла, и поддержание однородной температуры в резервуаре 11 благодаря действию вентилятора 18 или вентилятора 78.
♣ Регенерацию используемого в процессе пластификатора: по завершении этапа воздействия используемого в процессе пластификатора, последний циркулирует по конденсаторному блоку и затем преобразуется в жидкость. На этом этапе можно преобразовать в жидкость только определенный процент используемого в процессе пластификатора, но не 100% его, из-за физических и технологических ограничений.
♣ Фильтрацию: используемый в процессе пластификатор, все еще присутствующий в паровой фазе в смеси воздуха/пара, отфильтровывают, в частности с помощью водяного фильтра 39, для удаления из него любых остаточных количеств используемого в процессе пластификатора.
В устройстве согласно варианту осуществления настоящего изобретения, изображенному на фиг. 1–7, цикл используемого в процессе пластификатора подробно изображен на фиг. 8
Устройство работает с перерывами. После размещения обрабатываемой детали (деталей) в резервуаре 11, где расположены подходящие опоры для детали, которые не показаны, используемый в процессе пластификатор подают в предопределенной дозе, соответствующей объему резервуара 11. Преимущественным образом, предопределенная доза используемого в процессе пластификатора содержится в картридже или капсуле C из металлического материала (например, алюминия) или пластикового материала или материала, совместимого с пластификатором, оснащенной крышкой или секцией, предназначенной для прокалывания. Неоткрытую капсулу C помещают в кожух 20 и идентифицируют с помощью оптического считывающего устройства 23, что позволяет герметично закрывать крышку 12. При закрывании крышка 12 прижимает капсулу C к прокалывающему элементу 48 на дне кожуха 20, при этом капсула открывается и ее содержимое вытекает в резервуар 11 по каналу 21. Следует отметить, что для предотвращения какой-либо утечки паров используемого в процессе пластификатора из кожуха 20, уплотнение 56 размещено между крышкой 12 и впускным отверстием кожуха 20, или двухпозиционный электромагнитный клапан 61 может быть расположен в канале 21 на выпускной стороне кожуха 20, либо на впускной стороне резервуара 11, как изображено на фиг. 10.
Используемый в процессе пластификатор в резервуаре 11 нагревают путем подачи тепла посредством нагревательного элемента 15, расположенного на дне резервуара 11. Вентилятор 18, или вентилятор 78 в варианте осуществления по фиг. 9–13, поддерживают в работающем состоянии для способствования равномерному рассеиванию паров используемого в процессе пластификатора по объему резервуара 11 и для поддержания равномерной температуры во внутренней атмосфере резервуара 11. При контакте с поверхностью обрабатываемой 3D детали, имеющей температуру, которая по существу равна температуре паро-воздушной смеси, окружающей деталь, пары используемого в процессе пластификатора, содержащиеся в циркулирующей смеси воздуха/пара, впитываются и проникают в поверхность 3D детали, образуя однородную смесь с полимерным материалом или его компонентом и, таким образом, снижая TG материала. Нагревательные элементы 17, расположенные на боковых стенках резервуара 11, поддерживают эти стенки теплыми, таким образом предотвращая любую конденсацию растворителя, контактирующего с ними.
За результатом обработки можно следить через прозрачное окно 41, расположенное на крышке 12, для того, чтобы оператор мог проверить, является ли полученный эффект отделки желаемым, и решить, необходимо ли продлевать время обработки или изменить какой-либо рабочий параметр, или повторить весь цикл согласно потребностям, перед переходом к этапу регенерации используемого в процессе пластификатора.
В конце этапа обработки 3D детали, а именно, когда поверхность 3D детали достигает желаемой степени отделки, смесь воздуха и паров используемого в процессе пластификатора, а также жидкий пластификатор присутствуют в резервуаре 11. Для того, чтобы предотвратить контакт оператора с парами пластификатора при открытии крышки 12 или парами пластификатора, рассеянными в рабочей среде, перед открытием активируют конденсатор 24. Как показано на схеме, изображенной на фиг. 8, два электромагнитных клапана 42 и 43, расположенных соответственно в канале между резервуаром 11 и конденсатором 24 и между конденсатором 24 и насосом 25, открывают и включают насос 25, таким образом начиная циркуляцию концентрированной смеси воздуха/пара между резервуаром 11 и конденсатором 24 и циркуляцию в резервуар 11 разбавленной смеси, в то же время постепенно конденсирующийся пластификатор собирают в емкость 26.
Рабочая температура конденсатора составляет около -15°C на холодной стороне каждого элемента Пельтье, причем указанной температуры достигают в течение около 5 минут после начала работы элемента. Устройство согласно фиг. 9–13 работает подобным образом, но за исключением того, что насос 81 служит лишь для подачи смеси воздуха/пара с низким содержанием паров в конечный водяной фильтр.
Когда около 70% паров пластификатора сконденсированы, два электромагнитных клапана 42 и 43 закрывают и открывают два электромагнитных клапана 44 и 45, соответственно на стороне насоса 25, с которой он втягивает воздух из окружающей среды, выпускаемый в резервуар 11, и в канале, передающем разбавленную смесь воздуха/пара в барботажное устройство 39a из резервуара 11. Аэратор 40, присутствующий на дне барботажного устройства 39a, разбивает поток смеси на маленькие пузырьки, поднимающиеся к поверхности воды, присутствующей в барботажном устройстве. На этом пути все еще присутствующий используемый в процессе пластификатор растворяется, образуя водный раствор пластификатора, который по существу не имеет запаха и очень разбавлен (<5%). В конце этапа фильтрации, когда насос 25 выключен и все клапаны перекрыты, можно поднять крышку 12 и извлечь готовую 3D деталь. Предусмотрено вентиляционное отверстие для выпуска воздуха, содержащего только следы пластификатора.
Конденсированный используемый в процессе пластификатор, собранный в емкости 26, утилизируют путем получения доступа к емкости 26 через люк 46 доступа для того, чтобы извлечь и опустошить ее, в то время как второй люк 47 доступа позволяет извлекать барботажное устройство 39a с целью его опустошения. Два люка, изображенные прерывистой линией на фиг. 1, расположены на боковой поверхности внешнего кожуха 10 устройства 1 и содержат смотровые окна 51 и 52.
Работой вышеописанного устройства управляет программа, выполняемая микропроцессором, расположенным на электронной плате 53, которая управляет началом и окончанием этапов работы и длительностью каждого этапа, которую задают в начале каждой обработки и определяют на основании формы деталей и других критериев. В общем, большинство рабочих параметров являются фиксированными и предустановлены в программе независимо от формы обрабатываемых деталей, так что пользователю нужно только выбрать из двух или трех уровней обработки (которые пропорциональны времени воздействия паров пластификатора). Очевидно, что доступна функция настройки для выбора различных рабочих параметров на основании особых потребностей или опыта работы с 3D деталями особой формы.
Программа, управляющая рабочим циклом устройства согласно настоящему изобретению, получает сигналы о давлении и температуре от подходящих датчиков, расположенных в резервуаре 11 (например, датчика 80 давления, изображенного на фиг. 10) и соответствующим образом регулирует поток тепла от нагревательного элемента 15 и боковых нагревательных элементов 17 с помощью охлаждающих вентиляторов 16 (при необходимости и если они установлены). Программа также регулирует интенсивность потока охлаждающей жидкости и длительность этапа конденсации посредством температурных датчиков, расположенных в блоке регенерации пластификатора.
Следует понимать, что при рабочих условиях способа согласно настоящему изобретению предотвращается формирование конденсированного используемого в процессе пластификатора на поверхности обрабатываемой детали. Это может быть в основном из-за поддержания постоянного теплового равновесия между поверхностью детали и смесью воздуха/пара, циркулирующей в резервуаре 11. Таким образом обеспечивают, чтобы пары пластификатора контактировали только с поверхностью детали и проникали в нее. Процесс проникновения является относительно медленным и не может происходить, когда растворитель конденсируется на детали, например как в процессе согласно документу WO2010002643, при этом наличие конденсированного растворителя на поверхность детали, помимо препятствования контакту с паром, приводит к быстрой растворимости поверхности, также усиленной фактом использования фторуглеродного растворителя, который, в случае детали из ABS, также растворяет полибутадиеновую фазу полимера.
В следующих примерах также изображены рабочие характеристики устройства, работающего согласно способу отделки поверхности деталей, полученных с помощью 3D печати. Каждый образец в этих испытаниях был напечатан с помощью 3D принтера Zortrax M200, использующего специальную нить Z-ABS, за исключением случаев, где указано иначе. Используемая опция печати предустановлена в программном обеспечении Z-suite в режиме «Mesh» на значении 20%, за исключением случаев, где указано иначе. Обработка согласно способу настоящего изобретения была проведена с оптимизированными параметрами: время воздействия паров используемого в процессе пластификатора: 50 минут; рабочая температура: 35°C.
Пример 1
Была исследована зависимость между проникновением используемого в процессе пластификатора (в частности, ацетона) в полимер, которое сильно связано с временем воздействия, а также механические и эстетические свойства. Образцы (4 объемных параллелепипеда, изготовленных из ABS Zortrax, размером 80x10x4 мм), напечатанные с максимальным заполнением с помощью Zortrax M200, обрабатывали в течение разных промежутков времени (30, 60 и 90 минут). После обработки в устройстве, работающем в соответствии со способом согласно настоящему изобретению, с помощью растрового электронного микроскопа были получены изображения части, которая стала видна после осуществления криогенного разлома образца. Таким образом было обнаружено проникновение ацетона на глубину 1,5 мм (испытание длительностью 90 минут). В основном, с течением времени ацетон проникает на все большую глубину, таким образом формируя еще больший концентрационный градиент (под которым подразумевается количество ацетона в полимере) вдоль оси проникновения.
Результаты испытаний представлены в следующей Таблице 1.
Таблица 1
Изображения образцов, полученные с помощью растрового электронного микроскопа, демонстрируют значительное уменьшение шероховатости после обработки образцов из ABS. Рассмотрим фиг. 15 (увеличение в 100 крат) и фиг. 16 (увеличение в 5000 крат), демонстрирующих секцию разлома, полученного с помощью жидкого азота, и, соответственно, вид спереди части поверхности параллелепипеда до и после обработки. Шероховатость хорошо видна на изображениях левой стороны и незначительна на изображениях правой стороны.
Пример 2
Для испытания механических характеристик образцов, обработанных в устройстве, работающем в соответствии со способом согласно настоящему изобретению, были проведены испытания по Изоду, приняв в качестве стандарта простые напечатанные образцы. Полученные результаты показаны в Таблице 2. В этом испытании используются две нити – Zortrax и Makerbot. Все образцы были напечатаны с помощью Zortrax M200.
Таблица 2
Важно отметить, что ориентация печати влияет на ударную прочность и в общем на механические свойства напечатанных заготовок. Посредством ЯМР-анализа было обнаружено, что Makerbot ABS имеет более высокое содержание бутадиена (50% стирольной фазы в Zortrax и только 35% стирольной фазы в Makerbot) и это объясняет, почему обработка имеет менее значительное влияние на улучшение механических свойств заготовки Makerbot. Фактически, пластификатор, используемый при обработке согласно настоящему изобретению, взаимодействует со стирольной фазой ABS и в то же время остается инертным по отношению к бутадиеновой фазе.
Испытание по Изоду также проводили на образцах с такими же значениями длительности обработки, которые использовались для изучения проникновения вышеуказанного пластификатора. Результаты, полученные после проведения трех испытаний для каждого образца, изображены в следующей Таблице 3.
Таблица 3

Из вышеуказанного описания ясно видно, что устройство и способ согласно настоящему изобретению полностью достигают поставленных целей.
В общем, описанное устройство обладает преимуществом по сравнению с другими устройствами, выполняющими отделку поверхности, заключающимся в отсутствии добавления или удаления материала с деталей. Отделка поверхности в соответствии с процессом согласно настоящему изобретению во всех смыслах представляет собой перестройку поверхностного слоя обработанных деталей. Устраняется неровность и поверхность становится более однородной. По сравнению с таким технологиями как пескоструйная обработка, обработка во вращающемся барабане и т.п., отсутствует удаление материала. По сравнению с покраской и т.п., отсутствует добавление материала.
По сравнению с устройствами, осуществляющими химическую отделку поверхности, благодаря по существу отсутствию формирования конденсата во время обработки 3D детали, достигают более точного управления процессом отделки, без потери пластикового материала из-за стекания и/или скопления конденсата и, кроме этого, можно добиться повышения механического сопротивления поверхности 3D детали благодаря возможности регулировки глубины проникновения паров используемого в процессе пластификатора.
По сравнению с устройствами для отделки поверхности 3D деталей согласно известному уровню техники, устройство согласно настоящему изобретению обладает преимуществом, заключающимся в относительно малом размере и весе и в его автоматизации и безопасном использовании даже вне промышленных применений. С точки зрения пользователя, важным преимуществом является простота использования и почти полное отсутствие контакта с используемым в процессе пластификатором, как в жидкой форме на этапе подготовки к обработке, так и в паровой форме во время обработки и после нее.
Компактность устройства также является результатом использования термоэлектрического конденсатора. По сравнению с конденсаторами, такими как используемые в процессе дистилляции, преимуществом этого решения является тип охлаждения, обеспечиваемый термоэлектрическим элементом, а не жидкостью, контактирующей с поверхностью, где происходит конденсация. Это позволяет использовать более компактную конструкцию, также благодаря отсутствию необходимости в охлаждении жидкости с температурой конденсации. По сравнению с термоэлектрическими конденсаторами, такими как используемые в осушителях, характерным признаком конденсатора, используемого в настоящем изобретении, является полная внешняя изоляция и воздухонепроницаемость для того, чтобы он не выпускал пар в окружающую среду в процессе конденсации.
Другое преимущество конденсатора, используемого в устройстве согласно настоящему изобретению, заключается в том, что используемый материал является металлом, а также теплопроводящим и электропроводящим, что позволяет быстро охлаждать элементы Пельтье и в то же время препятствовать накоплению электростатического заряда, способного воспламенить горючие пары.
Наконец, стоит отметить, что хотя настоящее изобретение содержит ссылки на детали, изготовленные из пластикового материала и полученные посредством 3D печати, предполагается, что базовые идеи настоящего изобретения также можно применить к объектам, изделиям и продуктам, которые изготовлены с помощью других технологий, но имеют те же проблемы и могут быть обработаны совместимым используемым в процессе пластификатором (в том значении, которое используется в настоящем документе) для получения лучшей отделки поверхности и повышения механического сопротивления поверхности.
Хотя была приведена ссылка на предпочтительную систему подачи используемого в процессе пластификатора, которая использует заранее упакованные дозы в форме прокалываемых капсул, будет очевидно, что подача регулируемых доз используемого в процессе пластификатора может быть осуществлена традиционным способом, с помощью дозирующего насоса и соответствующего резервуара для пластификатора.
Эти и другие варианты и/или модификации способа и устройства для отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D печати, могут быть осуществлены в пределах объема настоящего изобретения, как изложено в прилагаемой формуле изобретения.
Изобретение относится к способу и устройству для отделки поверхности деталей, полученных с помощью 3D-печати. Согласно способу обрабатываемую деталь и используемый в процессе жидкий пластификатор нагревают вместе в герметично закрытой камере обработки до рабочей температуры, которая ниже температуры кипения используемого в процессе пластификатора. Паровоздушную смесь поддерживают в постоянной циркуляции в камере для сохранения равномерной температуры и концентрации и для обеспечения контакта детали со смесью воздуха/пара во избежание образования конденсата на поверхности детали и для того, чтобы позволить парам используемого в процессе пластификатора впитываться в поверхность детали без образования конденсата. Время воздействия паров является фиксированным в зависимости от желаемой глубины проникновения. Устройство содержит камеру с нагревательными элементами, средством обеспечения циркуляции смеси воздуха/пара в камере для поддержания в ней однородной температуры и концентрации и блок отделения паров используемого в процессе пластификатора от смеси воздуха/пара путем конденсации. Изобретение обеспечивает упрощение способа отделки деталей. 2 н. и 25 з.п. ф-лы, 16 ил., 3 табл.
1. Способ отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D-печати, отличающийся тем, что он включает следующие этапы:
a) помещение по меньшей мере одной детали, которая нуждается в такой обработке, в герметично закрываемую камеру, оснащенную нагревательными элементами;
b) подачу регулируемого количества используемого в процессе жидкого пластификатора в указанную камеру;
c) после выполнения этапов a) и b) герметичное закрывание указанной камеры и активирование указанных нагревательных элементов для повышения температуры в указанной камере до рабочей температуры, которая ниже температуры кипения указанного используемого в процессе пластификатора, тем самым образующее смесь из воздуха и паров указанного используемого в процессе пластификатора в указанной камере;
d) поддерживание непрерывной циркуляции указанной смеси воздуха/паров в указанной камере, поскольку указанные нагревательные элементы активированы для равномерного поддержания температуры и концентрации паров используемого в процессе пластификатора в указанной камере и для обеспечения одновременного нагревания указанной детали, так что температура ее поверхности по существу равна температуре указанной смеси и на указанной поверхности не происходит конденсация паров используемого в процессе пластификатора;
e) поддерживание указанной рабочей температуры указанной детали в течение предопределенного времени, достаточного для обеспечения непосредственного контакта между указанными парами используемого в процессе пластификатора и поверхностью указанной детали и впитывания указанных паров на желаемую глубину под поверхностью детали, при этом указанная рабочая температура не более чем на 10°C выше температуры стеклования смеси пластикового материала и впитанных паров используемого в процессе пластификатора;
f) по истечении указанного предопределенного времени прекращение указанного нагревания и, не удаляя обработанную деталь из камеры, активирование циркуляции смеси воздуха/паров между камерой обработки и средством отделения пара, где большую часть паров используемого в процессе пластификатора, присутствующих в смеси воздуха/пара, отделяют путем конденсации, в то время как деталь в камере обработки охлаждается, высвобождая пары используемого в процессе пластификатора, а остаточную неконденсирующуюся часть используемого в процессе пластификатора удаляют путем фильтрации;
g) удаление обработанной детали из указанной камеры.
2. Способ по п. 1, отличающийся тем, что указанная рабочая температура не более чем на 5°C выше температуры стеклования указанной смеси пластикового материала и используемого в процессе пластификатора.
3. Способ по п. 1 или 2, отличающийся тем, что деталь подвергают воздействию паров используемого в процессе пластификатора на время в диапазоне от 20 до 80 минут.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что используемый в процессе пластификатор подают в виде упакованных доз с объемом, соответствующим объему камеры обработки, причем объем указанного используемого в процессе пластификатора находится в диапазоне от 2 до 10 мл на литр объема указанной камеры, предпочтительно от 2 до 5 мл.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что после этапа отделения используемого в процессе пластификатора путем конденсации остаточную смесь воздуха/паров отфильтровывают в жидкости, способной впитывать или нейтрализовывать остаточный используемый в процессе пластификатор.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что инертный газ, смешанный с указанными парами используемого в процессе пластификатора, содержится в указанной камере.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что рабочее давление в указанной камере обработки составляет от 125 до 150 кПа.
8. Способ по любому из пп. 1–6, отличающийся тем, что рабочее давление в указанной камере обработки ниже атмосферного давления.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что температуру в указанной камере обработки повышают выше рабочей температуры и затем дают ей снизиться до указанной рабочей температуры.
10. Способ по любому из предыдущих пунктов, отличающийся тем, что указанная обрабатываемая деталь изготовлена из ABS и указанным используемым в процессе пластификатором является ацетон, при этом указанная рабочая температура составляет от 30 до 40°C.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что время обработки составляет от 30 до 50 минут.
12. Устройство для отделки поверхности деталей, изготовленных из пластикового материала и полученных с помощью 3D-печати, содержащее:
камеру (11) для размещения в ней по меньшей мере одной детали, нуждающейся в такой обработке;
средства (20, 22) подачи регулируемого количества используемого в процессе жидкого пластификатора в нижнюю часть указанной камеры;
нагревательные элементы (15, 17), расположенные по меньшей мере в указанной нижней части указанной камеры,
отличающееся тем, что
указанная камера герметично закрывается, в результате чего при герметичном закрытии указанной камеры и активировании указанных нагревательных элементов образуется смесь воздуха и паров указанного используемого в процессе пластификатора, и температуру указанной смеси воздуха/паров повышают до рабочей температуры, которая ниже температуры кипения указанного используемого в процессе пластификатора;
средство (18) поддержания равномерной циркуляции указанной смеси воздуха/паров в указанной камере (11) во время этапа нагревания и во время этапа поддерживания при указанной рабочей температуре в течение предопределенного времени, достаточного для обеспечения непосредственного контакта паров указанного пластификатора с поверхностью указанной детали и впитывания указанных паров на желаемую глубину под поверхностью изделия;
средство (24) отделения указанных паров используемого в процессе пластификатора от указанной смеси воздуха/паров, которое может сообщаться с указанной герметично закрываемой камерой по истечении указанного предопределенного времени воздействия.
13. Устройство по п. 12, отличающееся тем, что указанные средства подачи регулируемого количества используемого в процессе пластификатора содержат кожух (20) для упакованной дозы указанного используемого в процессе пластификатора и канал (21) для обеспечения сообщения указанного кожуха (20) с указанной камерой (11).
14. Устройство по п. 12, отличающееся тем, что указанная упакованная доза имеет форму прокалываемой капсулы (C), причем средство прокалывания указанной капсулы (48) расположено в нижней части указанного кожуха (20) для того, чтобы позволить ее содержимому вытекать в указанную камеру по указанному каналу (21).
15. Устройство по п. 14, отличающееся тем, что средства (22) оптического обнаружения предусмотрены для обнаружения предопределенной идентифицирующей метки на указанной капсуле для того, чтобы обеспечить прокалывание капсулы.
16. Устройство по любому из пп. 12–15, отличающееся тем, что в указанной камере (11) предоставлен вентилятор (18), приводимый в действие внешним устройством типа двигателя (19) для создания циркуляции смеси воздуха/пара и равномерного распределения указанной смеси в указанной камере.
17. Устройство по любому из пп. 12–16, отличающееся тем, что указанное средство (24) отделения указанных паров используемого в процессе пластификатора от указанной смеси воздуха/пара содержит термоэлектрический конденсатор.
18. Устройство по п. 17, отличающееся тем, что указанный термоэлектрический конденсатор относится к типу конденсаторов с элементами Пельтье, охлаждаемых охлаждающей текучей средой в замкнутом контуре.
19. Устройство по п. 17 или 18, отличающееся тем, что содержит корпус (27), имеющий герметично закрытую внутреннюю часть, содержащую ребра (28), имеющие тепловое соединение с горячей стороной указанных элементов Пельтье, причем указанная внутренняя часть выполнена с возможностью сообщения с указанной камерой (11) посредством насоса (25) для того, чтобы позволить указанной смеси воздуха/паров циркулировать во внутренней части указанного корпуса (27).
20. Устройство по п. 17, отличающееся тем, что указанный конденсатор (70) представляет собой конденсатор (72) с элементами Пельтье, и который непосредственно сообщается с указанной камерой (11) посредством отверстий (73, 74), образованных на одной из его сторон внутри указанной камеры, причем противоположная сторона контактирует с холодной стороной элементов (72) Пельтье, при этом средство (78) обеспечения циркуляции указанной смеси воздуха/пара в указанном конденсаторе расположено в одном из указанных отверстий (73), а горячая сторона элементов Пельтье контактирует со средством (71) теплообмена для отвода производимого тепла.
21. Устройство по п. 20, отличающееся тем, что указанное средство (78) обеспечения циркуляции указанной смеси воздуха/пара в указанном конденсаторе также служит в качестве средства обеспечения циркуляции смеси воздуха/пара в указанной камере (11), когда указанный конденсатор не работает, во время этапа нагревания используемого в процессе пластификатора и во время этапа поддерживания неизменной указанной рабочей температуры, когда деталь подвергают воздействию паров используемого в процессе пластификатора.
22. Устройство по любому из пп. 12–21, отличающееся тем, что дополнительные нагревательные элементы (17) расположены на боковых стенках указанной камеры (11).
23. Устройство по любому из пп. 12–22, отличающееся тем, что дополнительно содержит средство (39) фильтрации, выполненное с возможностью сообщения с указанной камерой после обработки смеси воздуха/паров в указанном средстве (24) отделения.
24. Устройство по п. 23, отличающееся тем, что указанное средство фильтрации содержит барботажное устройство (40), погруженное в жидкость, способную впитывать или нейтрализовывать остаточный используемый в процессе пластификатор, содержащийся в указанной смеси воздуха/паров после обработки в указанном средстве (24) отделения.
25. Устройство по любому из пп. 12–24, отличающееся тем, что дополнительно содержит установленное снаружи средство (16) охлаждения для охлаждения указанной камеры (11).
26. Устройство по любому из пп. 12–25, отличающееся тем, что указанная камера имеет форму резервуара (11), расположенного внутри внешнего кожуха (10), содержащего и поддерживающего указанный резервуар, причем указанный резервуар может герметично закрываться крышкой (12), при этом в указанном внешнем кожухе (10) расположен изолирующий внутренний кожух (54), ограничивающий зазор (55) с указанным резервуаром (11), причем указанные средства (20, 22) подачи регулируемого количества указанного используемого в процессе пластификатора в указанные средства (24, 70) отделения указанной смеси воздуха/паров расположены в указанном внешнем кожухе (10).
27. Устройство по любому из пп. 12–26, отличающееся тем, что дополнительно содержит микропроцессор (53) для управления работой устройства.
| WO 2010002643 A1, 07.01.2010 | |||
| Механическая рука | 1960 |
|
SU138467A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СУХОЙ ХИМИЧЕСКОЙ ЧИСТКИ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ СИЛОКСАНОВОГО РАСТВОРИТЕЛЯ (ВАРИАНТЫ) | 2000 |
|
RU2265093C2 |
| WO 2016201614 A1, 22.12.2016 | |||
| US 2005173838 A1, 11.08.2005. | |||

