Изобретение относится к области металлургии, а именно к пластической деформации стали, в частности марки ЭИ-961Ш (хим. состав, aт.%: 0,1 -0,16 C; до 0,6 Si; до 0,6 Mn; 1,5 -1,8 Ni; 10,5 -12 Cr; 0,35 -0,5 Mo; 1,6-2,0 W; 0,18-0,3 V; не более 0,03 S; не более 0,03 P; остальное Fe), в сочетании с термической обработкой, и может быть использовано при получении заготовок с улучшенными физико-механическими свойствами для изготовления изделий, предназначенных для эксплуатации при повышенных температурах вплоть до 600°С в различных областях промышленности, в том числе авиастроении и машиностроении.
В настоящее время нашли применение технологические приемы, обеспечивающие получение высоких прочностных характеристик материала за счет изменения его структурных составляющих.
Известен способ термомеханической обработки (ТМО) аустенитных сталей, включающий интенсивную пластическую деформацию (ИПД) методом прокатки заготовки, которую предварительно подвергают гомогенизационному отжигу при t=1273-1373К с последующим охлаждением в воде. Прокатку проводят в два этапа: первый этап при t=673-973К до истинной степени деформации 0,5-1 с последующим отжигом при t=673-873К, второй этап при t=673-773К до истинной степени деформации 2 с последующим охлаждением на воздухе (патент RU 2525006, МПК С21D 8/00, опубл. 10.08.2014).
Известны способы ТМО, при которых увеличение прочностных характеристик сталей достигается за счет повышения однородности деформации по объему заготовки, приводящее к однородности свойств и соответственно повышению качества изделий из таких заготовок. Производят нагружение нагретой заготовки путем интенсивной пластической деформации при температурно-скоростных режимах, обеспечивающих развитие динамической рекристаллизации, измельчение вторичных фаз и создание мелкозернистой структуры. В соответствии с первым вариантом способа заготовку нагружают путем кручения и растяжения или кручения и сжатия. Нагрев осуществляют локально с перемещением зоны нагрева вдоль оси заготовки. Нагружение производят после нагрева каждой зоны. Этот способ реализуют на токарном станке. Заготовку закрепляют в патроне шпинделя и патроне-захвате, смонтированном без вращения в задней бабке станка. Заготовку нагревают посредством сменного кольцевого индуктора, который закрепляют на подвижном суппорте станка. В соответствии со вторым вариантом нагружение осуществляют путем ковки заготовки по проходам с изменением оси деформации путем поворота на угол 5-90°. Степень деформации составляет не менее 20 % за один проход (патент RU 2528296, МПК В21J 5/06, B21J 13/00, C21D 7/13, опубл.10.09.2014).
Известен способ комбинированной обработки заготовок, включающий равноканальное угловое прессование (РКУП) цилиндрической заготовки, разрезание ее на диски и последующую деформацию кручением, которую проводят при комнатной температуре под давлением 4-6 ГПа при количестве оборотов бойков n≤2 (патент RU 2529604, МПК B21J 5/06, C22F 1/18, B82B 3/00, опубл. 27.09.2014).
Известен способ (патент RU 2547984, МПК B21J 5/06, C22F 1/18, B82B 3/00, опубл. 10.04.2015), включающий осадку и последующее кручение заготовки с обеспечением деформации сдвига. Деформирование заготовки проводят на бойках Бриджмена с приложением удельного давления 3-6 ГПа. Затем производят вращение подвижного бойка относительно своей оси со скоростью 0,02-1,5 об/мин. В процессе вращения бойка осуществляют циклическое изменение удельного давления на 10-20% от текущего значения с частотой 0,1-1,5 от установленной скорости вращения бойка.
Каждый из этих способов имеет свои достоинства, но общим недостатком является высокая трудоемкость и энергоемкость вследствие применения интенсивной пластической деформации с высокой степенью накопленной деформации и отжигов, а также то, что они пригодны только для маломерных заготовок.
В качестве прототипа по технической сущности выбран способ производства высокопрочных стальных полуфабрикатов (хим. состав мас. %: 0,3-0,6 С; 0,6-1,4 Мn; 0,1-0,3 Si; 1,0-1,4 Сr; 0,6-2,8 Ni; 0,03-0,85 Сu; 0,3-0,6 Мо; 0,10-0,16 V; 0,05-0,10 Nb; 0,01-0,08 Ti; 0,02-0,08 Al; 0,002-0,010 В; не более 0,010 S; не более 0,015 Р; остальное Fe), включающий пластическое деформирование заготовки в температурном интервале от 1150°С до 850°С, закалку от 850-950°С, отпуск при 400-600°С (патент RU 2442830, МПК C21D 8/00, C21D 8/02, С22С 38/44, С22С 38/54, опубл. 20.02.2012). Недостатком этого способа являются ограниченные функциональные возможности в связи с необходимостью регламентации стали по химическому составу.
Между тем, существует большой класс изделий из ферритно-мартенситных сталей, диапазон рабочих температур которых составляет 400-600°С.
Задачей изобретения является разработка способа упрочнения сталей ферритно-мартенситного класса, обеспечивающего сочетание высоких значений предела прочности более 1380 МПа, при сохранении пластичности на уровне 17%, а также высокие значения предела выносливости.
Поставленная задача решается способом обработки заготовок из высокопрочных сталей, включающем термическую обработку, пластическую деформацию и закалку, в котором в отличие от прототипа, перед пластической деформацией проводят предварительную термообработку путем нагрева до температуры 1050 °С, закалку в масло и высокотемпературный отпуск, после пластической деформации осуществляют нагрев заготовки выше температуры фазового перехода феррит/аустенит на 10-20°С, с выдержкой в течение 30 минут и последующую закалу в масло.
Согласно изобретению пластическую деформацию ферритно-мартенситной стали после предварительной термообработки можно проводить методом равноканального углового прессования (РКУП) до эквивалентной степени деформации равной 6.
Согласно изобретению пластическую деформацию ферритно-мартенситной стали после предварительной термообработки можно проводить прокаткой при комнатной температуре до истиной степени деформации 0,6-0,8.
В результате проведения предложенной комбинированной обработки ферритно-мартенситной стали образуется однородная структура с равномерным распределениям частиц карбидов и карбонитридов и увеличенной долей границ специального типа (∑3, ∑11), что обеспечивает высокий уровень физико-механических свойств, и позволяет использовать его для получения ответственных изделий в авиастроении и машиностроении.
Традиционно для изготовления изделий из ферритно-мартенситной стали ЭИ-96Ш используется подход, основанный на термической обработке стали. Однако при этом в процессе закалки происходит неравномерное распределение частиц карбидов и карбонитридов, что ведет к снижению предела выносливости. Проведенные авторами исследования показали, что значительно увеличить предел выносливости можно за счет формирования структуры с равномерным распределением частиц карбидов и карбонитридов и увеличенной долей специальных границ, что обеспечивается дополнительной закалкой, включающей нагрев заготовки выше температуры фазового перехода феррит/аустенит
на 10-20 °С, с выдержкой в течение 30 минут и последующую закалку в масло.
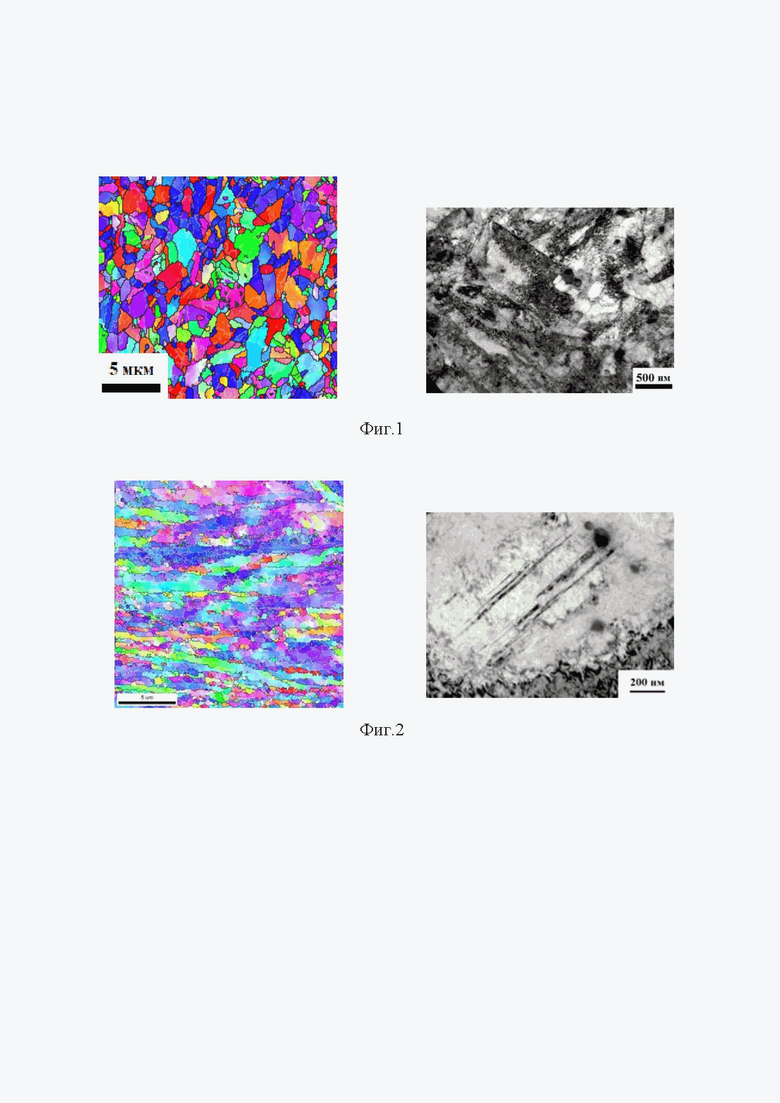
Изобретение иллюстрируется следующими фотографиями микроструктуры:
Фиг. 1. Микроструктура стали ЭИ-961 после комбинированной обработки, включающей РКУП и последующую закалку.
а- EBSD карта; б-тонкая структура (ПЭМ).
Фиг. 2. Микроструктура стали ЭИ-961 после комбинированной обработки, включающей прокатку и последующую закалку.
Способ осуществляют следующим образом.
На начальном этапе проводят предварительную термическую обработку, заключающуюся в закалке с температуры 1050 °С и высокотемпературном отпуске при 800 °С. Далее проводят пластическую деформацию стальной заготовки. В частном случае реализации изобретения, когда пластическую деформацию проводят методом РКУП, эквивалентная степень деформации составляет 6. В случае реализации изобретения с деформированием образца прокаткой степень истиной деформации составляет 0,6-0,8.
На последнем этапе осуществляют закалку заготовки в масло с температуры выше температуры фазового перехода феррит/аустенит на 10-20°С. Экспериментально установлено, что при этом происходит формирование однородной структуры с равномерным распределением карбидных частиц и повышенной объемной долей специальных границ (Фиг. 1). Анализ распределения границ по углам разориентации методом дифракции обратно рассеянных электронов (ДОРЭ) показывает, что после закалки доля большеугловых границ (БУГ) составляет 43% от общего количества исследованных границ, также в структуре присутствуют специальные границы с обратной плотностью совпадающих узлов ∑3, ∑11, характерные для границ между мартенситными пластинами в сталях. Доля специальных границ после закалки составляет 11% от общего количества границ. Стандартная термообработка (СТО) приводит к формированию пластинчатой структуры со средней толщиной 520 нм и неравномерным распределением частиц со средним размером 160 нм на границах зерен и предшествующих мартенситных пластин. После СТО объемные доли БУГ и доли специальных границ практически не изменяются и составляют около 40 и 11,5 % соответственно. Сохранение объемной доли специальных границ в образцах после СТО обусловлено переходом от границ между мартенситными пластинами в закаленном образце к двойниковым границам между зернами феррита.
В таблице 1 представлены параметры микроструктуры, полученные методом ДОРЭ.
Микроструктурное состояние образцов после РКУП характеризуется средним размером зерна 0,35-0,51 мкм, при этом остаются крупные зерна размером в несколько микрон, фрагментированные низкоугловыми границами. Из-за увеличения доли ультрадисперсных зерен общая доля БУГ в стали увеличивается до 49-53 %. Доля специальных границ после РКУП составляет менее 2 %, что указывает на распад мартенсита.
На последнем этапе предложенного способа обработки в случае деформации образцов методом РКУП, дополнительная закалка образцов с температуры 850°C приводит к незначительному росту зерна - до 0,8 мкм и формированию более однородной структуры с равномерным распределением частиц карбидов и карбонитридов по сравнению с образцами без дополнительной закалки. В то же время доля специальных границ увеличивается с 2 до 7% (таблица 1), что свидетельствует о дополнительном мартенситном превращении.
Использование деформации прокаткой приводит к формированию полосовой структуры вдоль направления прокатки. При этом происходит перераспределение грубых карбидов, которые выстраиваются цепочками вдоль границ зерен. Доля большеугловых границ (БУГ) зерен не превышает 44 %, из которых доля границ двойникового типа (∑3, ∑11) составляет 1,3%. Анализ размера структурных элементов показал, что формируется вытянутая вдоль направления прокатки бимодальная полосовая структура с шириной полос 0,5 мкм и длиной до 10 мкм. При этом внутри этих полос наблюдается развитая субзеренная структура. Кроме того, наблюдаются цепочки более мелких и равноосных зерен, сформированных за счет роста ориентаций внутри исходных полос. Фотографии тонкой структуры стали подтверждают формирование полосовой структуры со средней шириной пластин 600 ±20 нм (Фиг. 2).
Таблица 1
мкм
%
%
∑3,
%
∑11,
%
Применение комбинированной обработки привело к увеличению предела прочности ферритно-мартенситной стали ЭИ961Ш с 900 до 1380 МПа в случае, когда дополнительной закалке подвергаются образцы после прокатки, и 1400МПа у образцов, после РКУП и дополнительной закалки. В образцах после обработки методом РКУП, и образцах после прокатки предел выносливости на базе 107 циклов возрастает с 472 до 570 и 590 МПа, соответственно. Последующая закалка образцов после РКУП обработки, а также образцов после прокатки приводит к дополнительному увеличению предела выносливости до 735 и 750 МПа, соответственно. Повышение прочностных свойств в образцах после комбинированной обработки связано с образованием однородной структуры материала, а также с увеличением доли частиц карбидов и карбонитридов, и более равномерным их распределением.
В таблице 2 представлены механические свойства стали.
Таблица 2
Как следует из таблиц, обработанные предложенным способом заготовки из ферритно-мартенситной стали характеризуются сочетанием высоких значений предела прочности более 1380 МПа, при сохранении пластичности на уровне 17 %, а также высокими значениями предела выносливости.
Примеры конкретного использования.
Пример 1.
Исходную горячекатаную заготовку стали ЭИ-961Ш в виде прутка диаметром 20 мм и длиной 20 см подвергали предварительной термической обработке, заключающейся в нагреве до температуры 1050°С и закалке в масло, далее проводили высокотемпературный отпуск при 800°С. Затем проводили обработку методом РКУП, которое осуществляли при постепенном понижении температуры: при 600°С - 2 прохода, 550°С - 2 прохода и 500°С - 2 прохода, т.о. всего 6 проходов. При этом заготовка поворачивалась на угол 90° вокруг своей оси после каждого прохода. После такой обработки эквивалентная степень деформации составила - 6. Затем производили нагрев заготовки до 850°С с выдержкой в течение 30 минут и последующей закалкой в масло.
Контроль параметров и механических свойств:
- средний размер зерен d= 0,8 ± 0,01 мкм;
- предел прочности 1400 МПа;
- предел текучести 1240 МПа;
- относительное удлинение 5,5 %;
- предел выносливости 735 МПа.
Пример 2.
Исходную горячекатаную заготовку стали ЭИ-961Ш в виде прутка диаметром 40 мм и длиной 20 см подвергали стандартной термической обработке, заключающейся в закалке с температуры 1050 °С и высокотемпературном отпуске при 800 °С. Далее из прутка после стандартной термообработки были подготовлены пластины размером 28x14,5x85 мм. Подготовленные образцы прокатывали при комнатной температуре в несколько проходов на лабораторном прокатном стане со скоростью 1,5 м/мин до истиной степени деформации 0,7. Затем производили нагрев заготовок до температуры 860°С с выдержкой в течение 30 минут и последующей закалкой в масло.
Контроль параметров и механических свойств:
- ширина пластин d= 0,4 ± 0,01 мкм;
- предел прочности 1380 МПа;
- предел текучести 1250 МПа;
- относительное удлинение 17 %;
- предел выносливости 750 МПа.
Как показывают полученные результаты, предложенная комбинированная обработка значительно улучшает физико-механические свойства материала заготовки стали.
Таким образом, предложенный способ комбинированной обработки заготовок из ферритно-мартенситной стали позволяет существенно улучшить структуру и механические свойства обрабатываемого материала и использовать его в ответственных конструкциях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2010 |
|
RU2422541C1 |
| СПОСОБ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2008 |
|
RU2365633C1 |
| СПОСОБ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2394922C1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2011 |
|
RU2451754C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАСТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2015 |
|
RU2598744C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕФОРМИРУЕМОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ 14Х17Н2 | 2012 |
|
RU2508410C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2008 |
|
RU2373293C1 |
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| Способ обработки ферритно-перлитных сталей | 2016 |
|
RU2629581C1 |
Изобретение относится к области металлургии, а именно к пластической деформации стали, в частности марки ЭИ-961Ш, в сочетании с термической обработкой, и может быть использовано при получении заготовок с улучшенными физико-механическими свойствами для изготовления изделий, предназначенных для эксплуатации при повышенных температурах вплоть до 600°С в различных областях промышленности, в том числе авиастроении и машиностроении. Способ обработки заготовок из ферритно-мартенситной стали включает термическую обработку, пластическую деформацию, закалку, при этом перед пластической деформацией проводят предварительную термообработку путем нагрева до температуры 1050°С, закалку в масло и высокотемпературный отпуск при температуре 800°С, а после пластической деформации осуществляют нагрев заготовки выше температуры фазового перехода феррит/аустенит на 10-20°С с выдержкой в течение 30 мин и закалку в масло. Технический результат заключается в улучшении структуры и механических свойств обрабатываемого материала заготовок и использовании их в ответственных конструкциях. 2 з.п. ф-лы, 2 ил., 2 табл., 2 пр.
1. Способ обработки заготовок из ферритно-мартенситной стали, включающий термическую обработку, пластическую деформацию, закалку, отличающийся тем, что перед пластической деформацией проводят предварительную термообработку путем нагрева до температуры 1050°С, закалки в масло и высокотемпературного отпуска при температуре 800°С, а после пластической деформации осуществляют нагрев заготовки выше температуры фазового перехода феррит/аустенит на 10-20°С с выдержкой в течение 30 мин и закалку в масло.
2. Способ по п.1, отличающийся тем, что пластическую деформацию после предварительной термической обработки проводят методом равноканального углового прессования до эквивалентной степени деформации, равной 6.
3. Способ по п.1, отличающийся тем, что пластическую деформацию после предварительной термической обработки проводят прокаткой до истинной степени деформации 0,6-0,8 при комнатной температуре.
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ФАБРИКАТОВ | 2010 |
|
RU2442830C1 |
| СПОСОБ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ КРУЧЕНИЕМ ПОД ВЫСОКИМ ЦИКЛИЧЕСКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2547984C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2013 |
|
RU2529604C1 |
| СПОСОБ ПОЛУЧЕНИЯ 2-[1-ЭТИЛСУЛЬФОНИЛ-3-[4-(7H-ПИРРОЛО[2,3-D]ПИРИМИДИН-4-ИЛ)ПИРАЗОЛ-1-ИЛ]АЗЕТИДИН-3-ИЛ]АЦЕТОНИТРИЛА | 2024 |
|
RU2835441C1 |
| US 10584396 B2, 10.03.2020 | |||
| JP 3851146 B2, 29.11.2006. | |||

