Изобретение относится к машиностроению и может быть использовано при проведении испытаний на когезионную прочность наплавленных покрытий нанесенной газопорошковой лазерной наплавкой на детали в узлах запорной арматуры в атомных энергетических установках, а также тепловых электростанциях для увеличения их коррозионной стойкости и износостойкости.
Известен способ изготовления образца для испытания на срез газотермических покрытий (SU1388748A1) в котором перед нанесением покрытия на основу, на ней фрезерованием выполняют канавку, газотермическое покрытие наносят в канавку, затем оплавляют напыленный слой, после чего образец смачивают травителем для основы с последующим удалением основы на глубину канавки. Полученную площадку подвергают испытанию на срез.
Недостаток данного способа заключается в ограниченности применяемых технологий при нанесении покрытий в канавку, в виду сложности обеспечения сплавления с наружными кромками упомянутой канавки, что понижает качество нанесенного покрытия и недостоверность определяемых механических характеристик покрытия.
Наиболее близким к заявленному техническому решению и выбранным в качестве прототипа является патент «Образец для испытания на срез многослойного материала» (SU1295280A1), в котором с целью повышения информативности путем обеспечения исследования не только адгезионной, но и когезионной прочности слоев, в нем выполнены канавки на глубину меньше и/или больше толщины внешнего слоя, образующие дополнительные срезаемые при испытании выступы.
Недостаток данного способа заключается в наличии концентраторов напряжений, вызванных изготовлением канавок в наплавленном слое и как следствие искажения данных полученных при испытании.
Технической задачей, на решение которой направлено заявленное техническое решение, является повышение информативности по когезионной прочности износостойких и коррозионностойких покрытий.
Поставленная задача достигается тем, что подготавливается три типа образцов со стальной подложкой с нанесенной на торцевые поверхности их газопорошковой лазерной наплавкой многослойного покрытия, на первом типе образцов определяется прочность только самого покрытия на двойной срез, на втором типе образцов проводится испытания на двойной срез на границе подложки и покрытия, тем самым определяется когезионная прочность наплавки, на третьем типе образцов определяется прочность на двойной срез в зоне перемешивания наплавки и подложки.
Проведение испытаний указанным способом обеспечивает повышение информативности о когезионной прочности наплавленного покрытия.
Ниже приведено описание устройства, на котором реализовывается предложенный способ испытания.
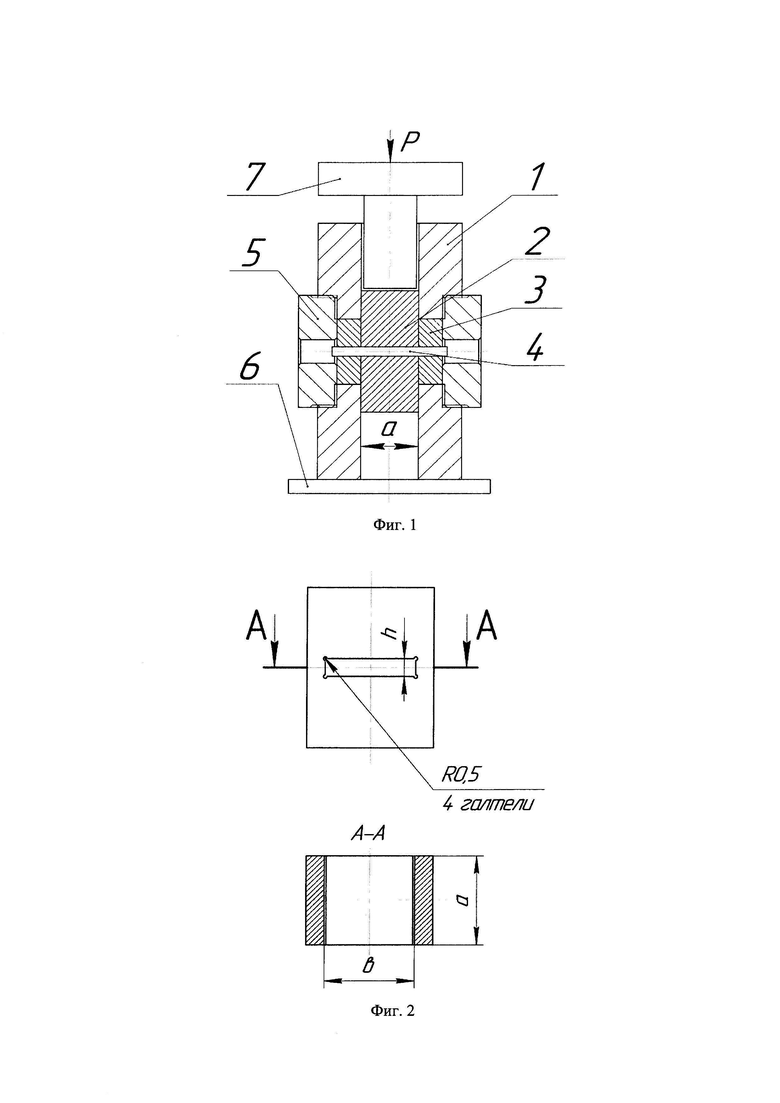
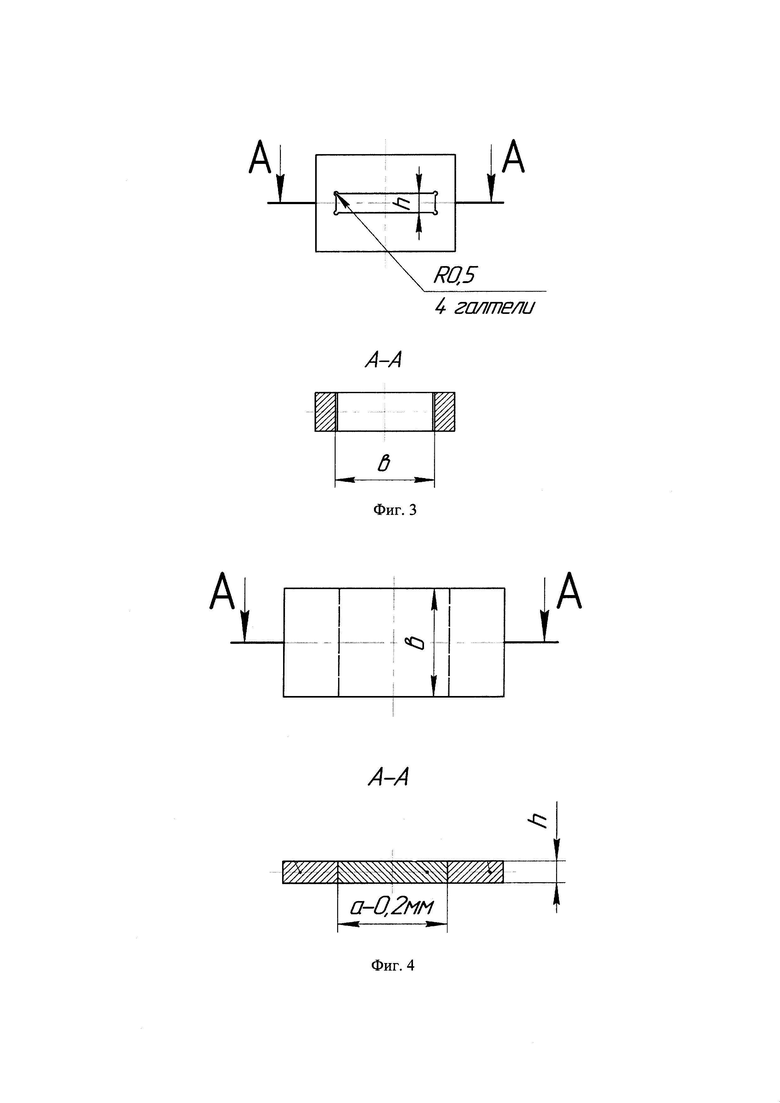
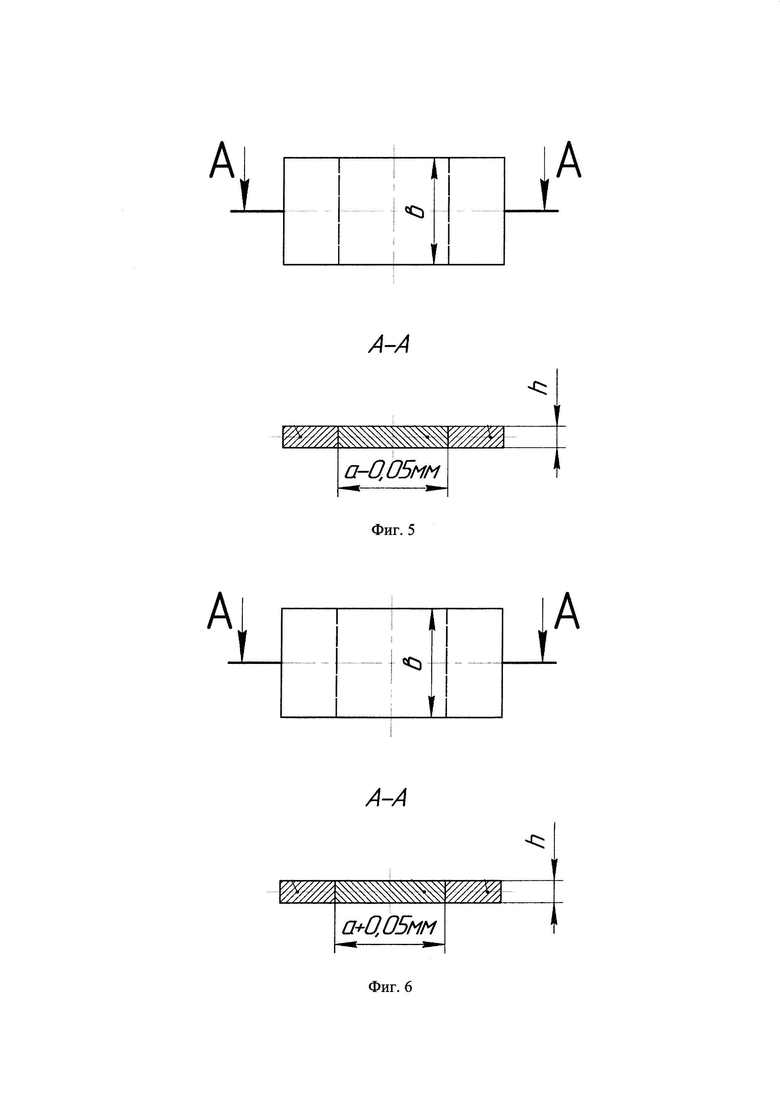
На фиг.1 показано устройство, реализующего способ, на фиг.2 чертеж ножа с отверстием для установки испытываемых образцов, на фиг.3 - чертеж боковин, на фиг.4, 5 и 6 - типы образцов для проведения испытаний.
Устройство для испытаний на двойной срез состоит из корпуса 1, в который по скользящей посадке перемещается нож 2, имеющий центральное прямоугольное отверстие, в котором вертикальные и горизонтальные линии сопрягаются по радиусу, для установки испытуемых образцов (см. фиг.2). С каждой стороны корпуса устанавливаются боковины 3, которые также имеют аналогичные прямоугольные отверстия для установки испытываемых образцов 4. Твердость ножа и боковин в приспособлении должна быть не ниже HRC ≥ 70, а соприкасающиеся поверхности ножа и боковин после шлифования иметь шероховатость не ниже Rz 1,6.
Боковины 3 с внутренней стороны удерживаются на скользящей посадке с поверхностью ножа, а с внешней стороны - удерживаются вкладышами 5, которые вворачиваются в корпус 1. Приспособление вместе с образцом устанавливается на траверсу 6 испытательной машины. На шток 7 для нагружения прикладывается нагрузка.
Для определения сопротивления на срез τв образец устанавливают в приспособление и подвергают сжатию через шток 7 (см. фиг.1) под действием плавно возрастающего усилия до разрушения. Двойной срез образца происходит по сечениям, отмеченным на фиг.2 и 3 размером b. Наибольшее усилие, предшествующее разрушению образца, принимается за усилие Pmax, соответствующее сопротивлению на срез τв. Испытание проводится с записью на диаграмму растяжения.
При определении сопротивления на срез τв скорость перемещения ножа 2 относительно боковин 3 не должна превышать 10 мм/мин при рабочем ходе машины.
Установку нулевого показания силоизмерителя испытательной машины производят с вставленным в нее приспособлением с образцом для испытания на срез.
При правильной установке в машине приспособлений для испытания на срез не должно возникать трения между ножом и боковинами, что проверяется при холостом ходе машины (без образца). Нулевое положение стрелки силоизмерителя при этом должно оставаться неизменным.
При посадке в отверстие приспособления образцов допускается зазор, не превышающий 0,1 мм. Посадка образцов с натягом не допускается.
Для проведения испытаний не требуется специальных метрологических приборов, систем и мероприятий.
Способ осуществляется следующим образом.
Для испытания изготавливают по пять образцов каждого типа.
Для первого типа образцов (фиг.4, срез происходит по наплавке) длину подложки выбирают размером не более а-0,2 мм. После наплавки металлографическим способом определяют качество наплавки и границы между наплавкой и подложкой. При испытании образец устанавливают таким образом, чтобы разрушение произошло точно по наплавке.
Сопротивление на срез τв1, МПа для первого типа образцов вычисляют по формуле

где P1max - максимальная нагрузка, при которой произошло разрушение образца, регистрируемая по силоизмерителю испытательной машины (или по диаграмме); F0 - площадь поперечного сечения образца.
Для второго типа образцов длину подложки выбирают размером а - 0,05 мм (фиг.5). При установке образцов в испытательное устройство размер а должен соответствовать размеру между границами наплавки.
Сопротивление на срез τв2, МПа для второго типа образцов вычисляют по формуле

где Р2max - максимальная нагрузка, при которой произошло разрушение образца, регистрируемая по силоизмерителю испытательной машины (или по диаграмме); F0 - площадь поперечного сечения образца.
Для третьего типа образцов длину подложки выбирают размером а+0,05 мм (фиг.6). При установке образцов в испытательное устройство границы между наплавкой и подложкой превышают размер а.
Сопротивление на срез τв3, МПа для третьего типа образцов вычисляют по формуле

где P3max - максимальная нагрузка, при которой произошло разрушение образца, регистрируемая по силоизмерителю испытательной машины (или по диаграмме); F0 - площадь поперечного сечения образца.
Если после статистической обработки результатов испытаний напряжение среза τв2≥0,95 τв1, то следует признать, что наплавка выполнена качественно.
Соотношение между τв3 и τв2 зависит от прочности подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной газопорошковой наплавки защитных покрытий | 2020 |
|
RU2759102C1 |
| Способ устранения дефекта смятия и износа головки рельсов в зоне сварного стыка электродуговой наплавкой | 2019 |
|
RU2708126C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОСТОЙКОГО ПОКРЫТИЯ | 2012 |
|
RU2492980C1 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| СПОСОБ ИЗМЕРЕНИЯ АДГЕЗИОННО-КОГЕЗИОННОЙ ПРОЧНОСТИ СЛОИСТЫХ МАТЕРИАЛОВ И ТОЛСТЫХ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ | 2023 |
|
RU2806245C1 |
| СПОСОБ ФОРМИРОВАНИЯ ГРАДИЕНТНОГО ПОКРЫТИЯ МЕТОДОМ ЛАЗЕРНОЙ НАПЛАВКИ | 2018 |
|
RU2683612C1 |
| ГРАДИЕНТНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ ТИТАНОВОГО СПЛАВА BT1-0 С НЕРЖАВЕЮЩЕЙ СТАЛЬЮ 316L МЕТОДОМ ПРЯМОГО ЛАЗЕРНОГО ВЫРАЩИВАНИЯ | 2022 |
|
RU2800900C1 |
| Образец для исследования свойств материалов покрытия | 1990 |
|
SU1805345A1 |
| Способ изготовления образца для определения прочности сцепления покрытия с подложкой | 1984 |
|
SU1165948A1 |
| Способ нанесения двухслойного покрытия на детали газотурбинного двигателя | 2017 |
|
RU2686429C1 |
Изобретение относится к машиностроению и может быть использовано при проведении испытаний на когезионную прочность наплавленных покрытий нанесенной газопорошковой лазерной наплавкой на детали запорной арматуры в атомных энергетических установках и тепловых электростанциях для увеличения их коррозионной стойкости и износостойкости. Сущность: подготавливается три типа образцов со стальной подложкой с нанесенной на торцевые поверхности их газопорошковой лазерной наплавкой многослойных покрытий. Предварительно определяют границы покрытия и подложки, а также глубину слоя перемешивания покрытия и подложки. Формируют образцы механической обработкой, устанавливают их в приспособление для испытания на двойной срез, состоящее из корпуса, в котором перемещается на скользящей посадке нож. На первом типе образцов определяется прочность только самого покрытия на двойной срез, на втором типе образцов проводится испытание на двойной срез на границе подложки и покрытия, тем самым определяется когезионная прочность наплавки, на третьем типе образцов определяется прочность на двойной срез в зоне перемешивания наплавки и подложки. Технический результат: повышение информативности о когезионной прочности наплавленного покрытия. 1 з.п. ф-лы, 6 ил.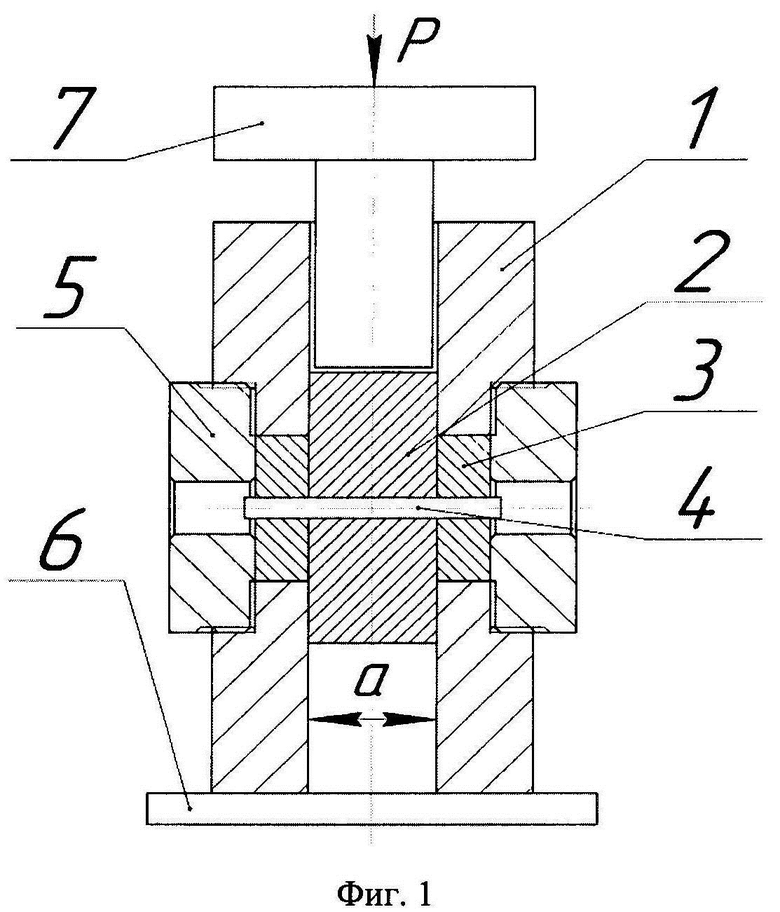
1. Способ испытания на когезионную прочность наплавленных покрытий, заключающийся в том, что изготавливают три типа образцов со стальной подложкой с нанесенной на торцевые противоположные поверхности их газопорошковой лазерной наплавкой многослойного покрытия, предварительно определяют границы покрытия и подложки, а также глубину слоя перемешивания покрытия и подложки, формируют образцы механической обработкой, устанавливают их в приспособление для испытания на двойной срез, состоящее из корпуса, в котором перемещается на скользящей посадке нож, отличающийся тем, что с целью повышения информативности по когезионной прочности покрытий на первом типе образцов определяется прочность только самого покрытия на двойной срез, на втором типе образцов проводится испытание на двойной срез на границе подложки и покрытия, тем самым определяется когезионная прочность наплавленного покрытия, на третьем типе образцов определяется прочность на двойной срез в зоне перемешивания наплавки и подложки.
2. Способ по п. 1, отличающийся тем, что в узловых сечениях прямоугольного отверстия ножа и боковин для установки испытываемых образцов с целью снижения концентрации напряжений выполнены закругления (галтели) радиусом 1,5…2 мм, шероховатость соприкасающихся поверхностей после шлифования должна быть не ниже Rz 1,6, а их твердость - не ниже HRC ≥ 70.
| Образец для испытания на срез многослойного материала | 1985 |
|
SU1295280A1 |
| Способ испытания образцов на малоцикловую усталость при срезе | 1984 |
|
SU1290140A1 |
| СПОСОБ ОЦЕНКИ АДГЕЗИОННОЙ ПРОЧНОСТИ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ СО СТАЛЬНОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2571308C1 |
| CN 201637656 U, 17.11.2010. | |||

